步进式加热炉同步顶升液压控制系统的设计
步进式加热炉液压系统原理的优化设计分析

I
加 热 炉是 热 轧 带 钢 生 产 中 重要 的一 部 分 , 是 将 连 铸 或 初 它 轧 板 坯 加 热 到轧 机 所 需 要 的 温 度 , 板 坯 加 热 质 量 和 产 量 满 足 使
动 姥
} 回
一] 『 、
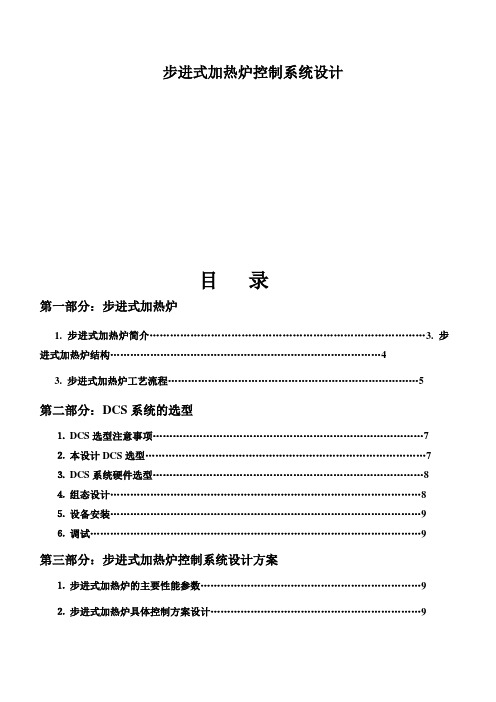
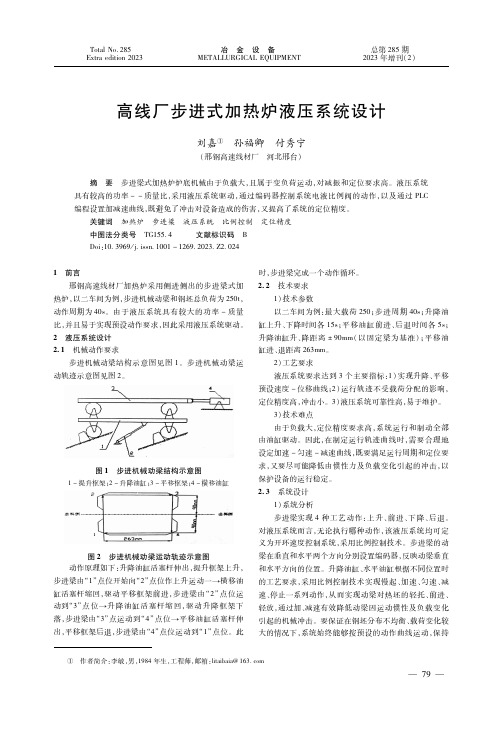
图 1 步 进 梁 升 降 、 平 移 机 构 示 意 图
轧 制 要求 的低 耗 能 的热 工 设 备 。 随着 轧 机 能 力 和 轧 件 尺 寸 的 增
大 , 及 节 能 降 耗 的 要 求 , 代 板 坯 加 热 炉 的结 构 日趋 复 杂 , 以 现 装
备 水 平 不 断 提 高 , 能 优 良 的 步 进 式 加 热 炉 逐 步 取 代 了 旧 的 推 性
wa kn — e m u n c ,t e e u i g g e ty e e g o s m ig a d s t f i g t e e u p n . l i g b a f r a e h n r d cn r a l n r y c n u n n a i y n h q i me t s
Ke r s wak n — e m u n c ;c r rd e v l e e d i h ;s e d c n r l ywo d : l i g b a f r a e a t ig a v ;d a weg t p e ~ o to
1 概 述
l
i  ̄: l 4
钢式 加 热 炉 。
2 步 进 式 加 热炉 的 动 作 步进 式 加 热 炉 靠 专 用 的 步 进 机 构 , 炉 内 做 矩 形 运 动 来 移 在 送 板 坯 。 它 的 主要 动 作 有 升 降 运 动 和 平 移 运 动 。 其 动 作 示 意 见
步进式加热炉液压系统分析

料撼毒
步进式加热炉液压系统分析
孙林 沧州中铁装备制造材料有限公司
河北沧州
0 6 1 1 1 3
【 摘要 】现 代化 的钢坯加热 炉不 断向大型化 、 高度 自 动化的方 向发 原理 图如 上图所 示: 展, 在耗 能、 环保、 加 热质量等方面也提 出了 更高的要求 。 步 进 式加热 炉以 步进梁 的升 降运 动 : 步 进梁 的上 升和下 降是通 过二支并联 液压缸 其灵活的加热方式、 加热质量 好, 炉长不受限制、 操作方便、 易于实现 自 动 驱动的 , 液压缸 推动带 匕 下轮组的 提升框架沿 斜轨道 上升和下降 , 使水 平框 架及步进梁 随之作 垂直升 降运动 , 在此过 程中, 水平缸被锁 定。 升 控制等优 点, 被愈来愈多 新建的轧钢加热炉采用。 降行程2 0 0 mm。 步进 粱 的水平运动 : 步进 粱的水平运 动是 通过一支液 压缸 驱动的 , 它直接作用在水平框 架上 , 使 水平框架及步进 梁在提升框 现代化的 钢坯加 热炉不断 向大 型化 . 高度自动化的 方向发 展, 在耗 架 上层滚轮 上作平移运动 , 在此 过程 中, 升降液 压缸被锁 定。 进退行程 能, 环保 、 加热 质量等方面 也提 出了更高 的要求。 步进 式加 热炉 以其 灵 为6 0 0 mm。 其中提升与平移各有一条油缸带有线性位移 传感器, 用于检 活的加 热方式 加 热质量好, 炉长不受限制、 操作方便、 易于实现 自 动控 测位移 的距离。 如图分析运动 顺序 : 制等 优点 , 被愈来 愈多新 建的轧钢加 热炉采用 。 步进 式加 热炉步进机 构通常按矩 形轨迹运 动, 一个 运动周期 由4 个 控制信号, 经比例放大器驱动比例阀的动作。 动作组 成 : ( 1 ) 活 动梁上升, 托起 料坯 t ( 2 ) 活动梁 及料 坯按设 定好的步距 1 、 步进机 构进退 : 进退控 制阀组 主要 由电液 比例换 向阀和辅助 阀 前进一定 距离 , ( 3 ) 活动梁下降 , 将料坯 放在 固定梁 上 ; ( 4 ) 活动粱水平移 件组 成 , 控制 平移液 压缸 驱动步进 机构进退 的准确 运行, 并可抑制高 压 动退 回起始 位置。 冲击和 漂移。 P L C 按 控制 曲线输 出模拟量 控制信号, 经比例放大 器驱 动 根据轧钢生 产工艺, 要求加热炉 步进梁具 有以下特点: I 、 步进动作 比例阀 的动 作。 系统 采用了三位四通的换 向阀进行控 制, 步进 梁升降时 周期 要控制 在一定 的范围内并且速 度周期 均为可调。 2 、 步 进梁升 降过 液 压锁处于 锁定状 态 。 动作时 比例阀给 出信号 打开液 压锁 , 液 压缸 内 程 中要能实 现对被加 热料坯的轻 托轻放 , 满足活动梁启停均 匀, 变速流 活塞一 侧压 力上升 , 转化成 动能驱 动活动梁 移动。 负 载增大 时, 反映到 畅等要 求。 3 、 加热炉 整炉钢 坯重可达5 0 0 吨, 要求步进 梁要有足够的载 液压缸 活塞高压侧压力上升, 压力补偿器通过高压侧先导 阀控制 比洌换 重。 4 、 活 动梁 在 运动过 程中 负载 变化极 大 , 恒 压液 压 系统 负载 对速度 向阀P 3压 力, 1 对压 力进 行补偿 以稳 定运 行速 度。 使速度 的控制 只与 比 3 有关, 而与负载的 变化无关 , 实现加 热炉运 行平稳 、 速 势必会产生影响 , 必须采取有效措 施避免步进梁 的运行速 度出现 波动。 例方 向阀的开 1 5 加热炉 对板坯的加 热, 要求 由先进 的自 动化 程序进行控制 。 度稳定 的效果 。 液压 传动 因其体积 小 、 负荷大 、 易于实现 机 电一体 化控 制等优 势 , 2 、 在 升降 的过 程中, 由于 是 三通 式进 1 3P 压 力补偿 器控制 系统压 在步 进式 加 热炉 中有 广泛 的应 用 本文 以河北省 沧州 中铁 装备 制造材 力 , 实现 了 负载 与压 力相适 应控 制。 原理 与平移相 同, 唯 一不 同的是 为 料有限 公司1 2 5 0 线步进 式加 热炉 为例 , 对 步进 式加 热炉 液压 系统运行 了设备 安全 , 防止 突发事件 导致 液压停 止时活动 粱掉 落 , 增加了F D型 特征进行分 析, 以利于处理分析设 备故障。 平衡 阀。 因升降缸 负载 远远大于 平移缸 , 所以升降缸 采用大液 压缸 , 所 步进梁 周期动作为 : 步进梁上升 ( 给 定信号 一低速 上升 一 加 速一定 需液 压流量较大 , 单 向阀采用插装 式开关 阀, 以实现平移 时升 降缸的锁 速一中间减速一中间定速 一中间加速 一定速 一减 速一停止) 一步进梁前 定 。 系统平滑 的启动和 制动是靠 电气控制 来实现 的, 系统是靠 特定的输 进( 给定信号 一低 速前进 一一 次加速 —二次加 速一定 速一一次减 速 二 入信号对整个 运动过程 加 以控制 , 当输入信号 的变化 曲线给定后 , 平 台 次 减 速一停止 ) 一步进梁下 降 ( 给 定信号 一慢 速下 降一加速 一定 速一中 的运动 曲线也随 之确定, 而与负载的变化无关。 该套 系统易 出现 的问题及 处理方 法 : 1 、 出现 出钢跑偏现 象及钢结 间减 速一中间定 速一中间加速 一定速 一减 速一停止 ) 一步 进梁后 退 ( 给 定信号一低速后退 一一次加速—二次加速一定速一一次减速 二次减速 构脱焊 变形、 裂口、 移 位等情 况。 2 、 出现油缸冲顶现象 表现为 比例换 向 俜 | J 上 ) 。 阀给信 号后仍维 持原动作直 到液压缸 到达机 械限 位。 3 、 升降启动阶 段 震动异 响现 象。 4 、 步 进梁到位后 自动下滑现 象。 升晔灌压缸 进逞灌压缸 分析原因: ¥ . n o /  ̄o - l l s o ● — ● ∞ l 、 问题 1 主要 是因为炉底 机械 升降 液压缸 不同步造 成升 降框架在 升降 过程中产生横 向位移 , 两条纵梁 在运行过程 中升降定心 导板受固定 台升 降定 心导 板侧向作用力 , 使 靠近 升降框 架定 心导板 部位 的纵粱长 期受较 大的横向力矩, 造成 该部位的纵 梁横断面多处裂 纹。 原 因主要 有 以下两方面a 油缸 的密 封损坏 , 油缸 内泄外部泄漏 ; b 油 缸的支座松动 或 支撑 轴承损坏 ; 解决对 策: 1 ) 定期 的检查油缸 的泄漏情况 , 定期更换 油 缸, 确 保密封性能 , 2 ) 使用摩 擦性 能优良的密封结 构和密封材 料; 3 ) 保 证各关节点润滑 良好 , 保持 较小 的间隙; 4 ) 长期 跟踪 框架运 行状态 , 定
加热炉步进液压系统设计与应用

Vo .9. . 1 2 No 5 Oco e 0 7 tb r 2 0
双 管 板 插 入 件 换 热 器 的设 计 及 应 用
0=
出料侧
20 6
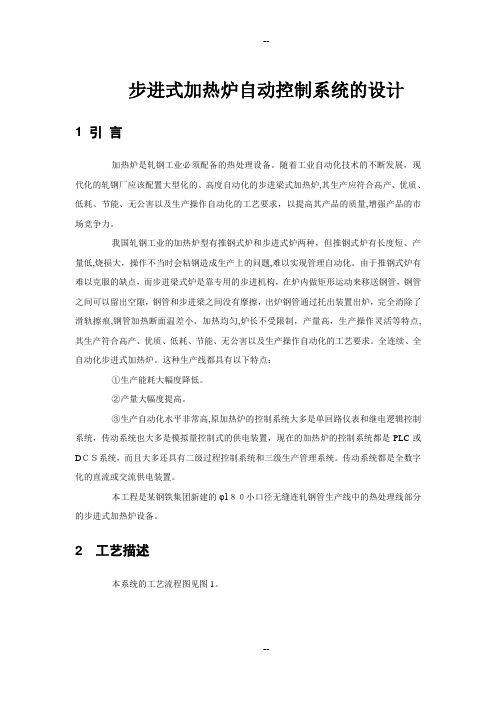
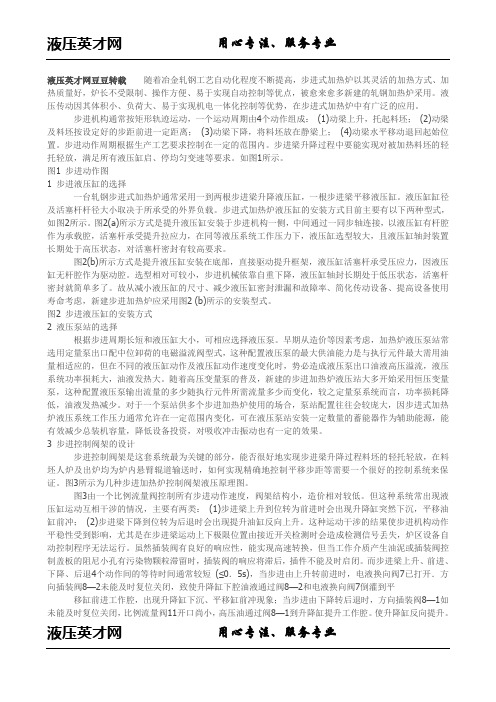
图 2 步 进 机 械 动 梁 运 动 轨 迹 示 意 图
动 作原理如 下 : 升降油缸 活塞 杆伸 出 , 步进梁 由 “” 1点位 开始 向“ ” 2点位 作上 升运动一 平移 油缸活 塞
杆缩回驱动平移框架前进 , 步进梁 由“” 2点位运动到
“”点位一 升 降油缸活 塞杆缩 回,驱 动升 降框 架下 3 落 , 进梁 由“” 运动 到 “” 位一 平 移油 缸 活塞 步 3点 4点 杆 伸出 , 平移框 架后 退 , 进梁 由“ ” 步 4点位 运动 到“ ” 1 点位 。此 时 , 进梁完成 一个动作 循环 。 步
3 ; 降油缸 升 、 4s升 降时 间各 约 1 ; 0s平移 油 缸进 、 退 时 间各 约 7 ; 降油缸 升 、 升 s 降距 离 ±10mm( 固定 0 以 梁为基 准 )平移 油缸进 、 ; 退距离 ±20m 8 m。 222 工艺要 求 -. 液 压 系统 要 求 达 到 3个 主 要 指 标 :) 1实现 升 降 、 移 预设 速度 一位移 曲线 ;) 平 2运行 轨 迹不受 载荷分 配的影 响 ;) 3 液压系 统可靠 性高 , 易
收 稿 日期 :0 6 1 — 4 20— 20
( A L M) 1a / ) , 4x x /x / x( + l2/ E 2 2
式 中 为液压 油弹 性模量 ;A 为油 缸无 杆腔 面积 ;
为油 缸行程 ;M 为 当量质量 ; 仪 为 油缸有杆 腔与
无杆 腔面积 比 。
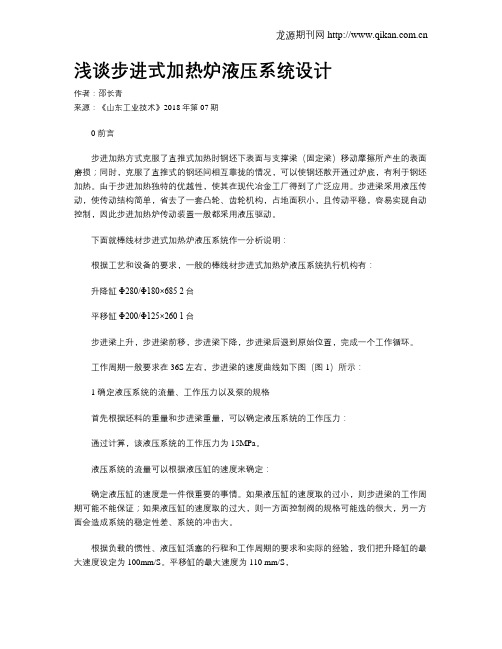
图 1 步进 机械 动梁 结构 示意 图
机械设计制造及其自动化毕业设计步进式加热炉同步顶升液压控制系统步进式加热炉同步顶升液压控制系统答辩用
轧钢厂在热轧钢材时,需要对钢坯进行加热。
为了更好的保证钢材表面质量,使钢坯受热均匀,采用了步进加热方式。
钢坯在加热过程中其前移为矩形运动;即活动梁上升,将钢坯从固定梁上托起;活动梁前移,使钢坯前步进一次;活动梁下降,将钢坯放在固定梁上;活动梁后退到原始位置完成一个工作循环。
步进加热克服了直推式加热时钢坯下表面与支撑梁(固定梁)移动摩擦所产生的表面磨损;同时,克服了直推式的钢坯间相互靠拢的情况,可以使钢坯散开通过炉底,有利于钢坯的加热。
由于步进加热独特的优越性,使其在现代冶金工厂得到了广泛的应用。
步进式钢坯加热炉产品质量好,热效率高,操作灵活,适用于多种型材坯料的连续式加热。
步进式连续加热炉靠炉底或水冷金属梁的上升、前进、下降、后退的动作把料坯一步一步地移送前进的连续加热炉。
炉子有固定炉底和步进炉底,或者有固定梁和步进梁。
前者叫做步进底式炉,后者叫做步进梁式炉。
加热炉炉床由固定梁和步进梁组成。
步进梁由双重轮对的多轴框架支撑,外侧走轮由升降缸驱动,从而使步进梁作上升或者下降运动。
上层托轮直接托住步进梁,而步进梁直接由另一液压缸带动,可在托轮上作前进和后退运动,从而使步进梁作前进和后退运动。
轧钢厂在热轧钢材时,需要对钢坯进行加热。
为了更好的保证钢材表面质量,使钢坯受热均匀,采用了步进加热方式。
钢坯在加热过程中其前移为矩形运动;即活动梁上升,将钢坯从固定梁上托起;活动梁前移,使钢坯前步进一次;活动梁下降,将钢坯放在固定梁上;活动梁后退到原始位置完成一个工作循环。
步进加热克服了直推式加热时钢坯下表面与支撑梁(固定梁)移动摩擦所产生的表面磨损;同时,克服了直推式的钢坯间相互靠拢的情况,可以使钢坯散开通过炉底,有利于钢坯的加热。
由于步进加热独特的优越性,使其在现代冶金工厂得到了广泛的应用。
步进式钢坯加热炉产品质量好,热效率高,操作灵活,适用于多种型材坯料的连续式加热。
本课题的设计内容是设计一个步进式加热炉同步顶升的液压系统。
课题_步进式加热炉液压系统设计
步进式加热炉液压系统设计摘要:结合步进梁的运动工况,分析了步进梁式加热炉液压系统的工作原理及其缺陷,并对原液压系统进行了优化设计,优化后的液压系统不但能满足系统的工况要求,还大幅提高了系统的可靠性和稳定性。
关键字:步进梁;加热炉;液压系统;优化设计中图分类号:TH137.3The Optimization Design of Hydraulic System about Walking BeamHeating FurnaceZHANG An-long,JIE Le-biao,WANG Fei-peng, YANG Wen-yan, LI Sheng-zhou(International Economic and Trading Corporation, WISCO,Wuhan,430081,China)Abstract: Combined with the working condition of walking beam, the principle of work and the defects of hydraulic system about walking beam heating furnace were analyzed, and then the hydraulic system was optimized, which could meet the challenge the system asked not only, but also improve the reliability and the stability of the system.Keywords: walking beam; heating furnace; hydraulic system; optimization design1 概述现代化的钢坯加热炉不断向大型化、高度自动化的方向发展,在低耗能、环保等方面也提出了更高的要求。
过程控制系统课程设计---步进式加热炉系统控制

课程设计课程设计名称:步进式加热炉系统控制 2013 年 12 月至2014 年 1 月目录一、实验任务二、实验要求三、步进式加热炉简介四、过程控制中仪表的选择五、步进式加热炉控制方案1、煤气/空气流量控制方案2、炉温控制方案3、炉压控制方案六、加热炉控制系统的硬件设计七、加热炉控制系统的PLC软件设计八、实验感受附录1(PLC梯形图)附录2(力控监控组态软件)我的任务:综合步进式加热炉的炉温、炉压控制系统的控制方案,以及PLC的编程和力控监控组态界面的设计。
正文一、实验任务以钢铁企业常见的“步进梁式加热炉”为对象,采用PLC为控制系统硬件,围绕工艺要求,完成控制系统方案设计。
二、实验要求(1)通过查阅文献,了解步进式加热炉工艺流程。
(2)了解对步进式加热炉的炉温控制、煤气/空气流量控制、炉压控制等功能,完成控制方案设计。
(3)了解常见的PLC系统的功能、系统软件及应用,完成加热炉自动控制系统架构设计、硬件选择设计及组态画面设计。
三、步进式加热炉简介1、步进式加热炉概述加热炉作为轧钢生产线上的主要能耗设备,其出炉钢坯的温度是钢铁生产工艺的首要指标,温度控制的好坏直接影响到下层产品的质量,并逐步影响到钢材的质量,还有可能会影响到生产线的其他相关行业,严重情况下可能会破坏整个轧钢生产线的正常运行。
因此,加热炉作为轧钢生产线上的重要环节,担负着为轧制工序提供质量合格钢坯的任务。
加热炉的作用是将钢坯加热后送往轧机进行轧制,其中加热炉能耗占冶金能耗的25%,因此,提高加热炉的热效率,对整个冶金行业的节能降耗具有重要意义。
为了保证钢坯在加热炉中均匀受热,必须调节钢坯的入炉参数、工艺指标及生产状况,因此要求的方面有:炉温、空气流量及压力、煤气流量及压力、空燃比、炉膛压力等。
通过控制上述量从而达到减少氧化损耗、降低能源损失。
步进式加热炉通过步进梁的“步进”运动,将钢坯从装料侧移至出料侧,通过钢坯在炉内的“步进”运动,从而完成从低温段到高温段,最后进入均热段的加热过程,从而达到轧钢所要求的轧制温度。
步进式加热炉液压系统设计

步进式加热炉液压系统设计摘要步进式加热炉是一种靠炉底或水冷金属梁的上升、前进、下降、后退的动作把料坯一步一步地移送前进的连续加热炉。
广泛应用遍及石油、化工、冶金、机械、热处理、表面处理、建材、电子、材料、轻工、日化、制药等诸多行业领域。
本次设计任务是设计步进梁加热炉的液压系统,采用普通液压阀,由于在以一个运动周期中,要求能适应不同的负载变化和钢坯运动速度,要通过控制系统的流量来满足这些要求。
为了保证步进梁下降时平稳下降,在回路上采用了平衡阀,保证了其平稳下降。
为了实现钢坯在出现故障的时候能够在任意位置停止,系统加入了液压锁紧装置,以免出现系统失控。
关键词:步进式加热炉;普通液压阀;锁紧Step by step heating furnace hydraulic system designAbstractStep by step heating furnace use the beam at the bottom of the furnace of the cool steel beam to rise,to go ahead,to come down,to go back.It is widely used in the petroleum,chemical,metalllurgy,machinery,heat treatment,surface treatment,building materials,electronic,materials,light industry,chemical,pharmaceutical and other industries.The design in mainly to design the hydraulic proportioning system for the walking beam type furnace.,In this design,the normal hydraulic valve will be used.As we know the speed of the beam will change at the reason of the change of the load in a circle,so we must change the flow of hydraulic actuating cylinder.In order to ensure an steady decline when the walking beam goes down.,the balance valve is been used to ensure its steady decline.As the same time,we use locking acuipement to fasting the beam at any location in case of malfunction.Keyword: Walking beam type furnace; The normal hydraulic valve; Locking acuipement1 绪论 (1)1.1 背景及工艺 (1)1.2中国步进式加热炉炉门液压系统的现状与未来技术发展 (1)1.3步进式加热炉炉门升降液压系统的特点 (2)1.4加热炉的特点 (2)2 设计任务 (4)2.1 设计题目 (4)2.2 主要技术参数及要求 (4)2.3 设计方案 (5)2.4拟订液乐系统原理图 (5)2.4.1确定系统类型 (5)2.4.2选择液压基本回路 (6)2.5负载分析 (8)3 液压系统的计算与选型 (9)3.1 系统工作压力的确定 (9)3.2 执行元件的计算与选型 (9)3.2.1 升降液压缸 (9)3.3 执行元件速度的计算 (11)3.4 执行元件流量的计算 (12)3.4.1 升降液压缸 (12)3.5 绘制液压系统工况图 (12)3.5.1 流量循环图 (12)3.5.2 压力循环图 (13)3.5.3 功率循环图 (14)3.6 液压元件的选择和专用件设计 (15)3.6.1 液压泵的选择 (15)3.6.2 液压阀的选择 (16)3.6.3 蓄能器的选择 (16)4 液压系统的计算与选型 (19)4.1 油箱的选择 (19)4.2 滤油器的选择 (20)4.3 冷却器的选择 (21)4.4 管道的选择 (23)4.4.1 管道内径计算 (23)5 液压系统性能验算 (25)5.1 液压系统压力损失 (25)5.1.1 升降缸回路压力损失 (25)5.2 温升验算 (27)5.3集成阀块 (28)6 液压站的设计 (30)6.1 液压站的结构设计 (30)6.2 液压叠加回路设计 (30)6.3 液压系统的安装 (31)6.4 管路的安装和清洗 (32)6.5 液压系统的维护 (33)7. 环境分析 (34)7.1 环境污染 (34)7.2 机械工业(本部分主要尤指液压)对环境的危害和防治 (35)7.2.1液压工业对环境的危害 (35)7.2.2 解决方法 (36)结束语 (38)致谢 (39)参考文献 (40)1 绪论1.1 背景及工艺步进式加热炉是一种靠炉底或水冷金属梁的上升、前进、下降、后退的动作把料坯一步一步地移送前进的连续加热炉。
步进式加热炉加热质量控制系统的方案设计书

步进式加热炉加热质量控制系统的设计摘要:目前,工业控制自动化技术正在向智能化、网络化和集成化方向发展。
本文通过对步进式加热炉加热质量控制系统的设计,从而反映出当今自动化技术的发展方向。
同时,介绍了软件设计思想和脉冲式燃烧控制技术原理特点及在本系统的应用。
一、引言加热炉是轧钢工业必须配备的热处理设备。
随着工业自动化技术的不断发展,现代化的轧钢厂应该配置大型化的、高度自动化的步进梁式加热炉,其生产应符合高产、优质、低耗、节能、无公害以及生产操作自动化的工艺要求,以提高其产品的质量,增强产品的市场竞争力。
我国轧钢工业的加热炉型有推钢式炉和步进式炉两种,但推钢式炉有长度短、产量低,烧损大,操作不当时会粘钢造成生产上的问题,难以实现管理自动化。
由于推钢式炉有难以克服的缺点,而步进梁式炉是靠专用的步进机构,在炉内做矩形运动来移送钢管,钢管之间可以留出空隙,钢管和步进梁之间没有摩擦,出炉钢管通过托出装置出炉,完全消除了滑轨擦痕,钢管加热断面温差小、加热均匀,炉长不受限制,产量高,生产操作灵活等特点,其生产符合高产、优质、低耗、节能、无公害以及生产操作自动化的工艺要求。
全连续、全自动化步进式加热炉。
这种生产线都具有以下特点:①生产能耗大幅度降低。
②产量大幅度提高。
③生产自动化水平非常高,原加热炉的控制系统大多是单回路仪表和继电逻辑控制系统,传动系统也大多是模拟量控制式的供电装置,现在的加热炉的控制系统都是PLC或DCS系统,而且大多还具有二级过程控制系统和三级生产管理系统。
传动系统都是全数字化的直流或交流供电装置。
本工程是某钢铁集团新建的φ180小口径无缝连轧钢管生产线中的热处理线部分的步进式加热炉设备。
二、工艺描述本系统的工艺流程图见图1图1 步进式加热炉工艺流程图淬火炉和回火炉均为步进梁式加热炉。
装出料方式:侧进,侧出。
炉子布料:单排。
活动梁和固定梁均为耐热铸钢,顶面带齿形面,直径小于141.3mm钢管,每个齿槽内放一根钢管。
过程控制系统课程设计--步进式加热炉控制系统设计

步进式加热炉控制系统设计一、步进式加热炉工艺流程⒈步进式加热炉简介⑴步进式加热炉步进式加热炉是一种靠炉底或水冷金属梁的上升、前进、下降、后退的动作把料坯一步一步地移送前进的连续加热炉。
炉子有固定炉底和步进炉底,或者有固定梁和步进梁。
前者叫做步进底式炉,后者叫做步进梁式炉。
轧钢用加热炉的步进梁通常由水冷管组成。
步进梁式炉可对料坯实现上下双面加热。
(2)步进式炉的几种类型步进式炉从炉子构造上分目前有:单面供热步进式炉、两面供热步进式炉、钢料可以翻转的步进式炉、交替步进式炉、炉底分段的步进式炉等等。
单面供热步进式炉也称步进底式炉,钢料放置在耐火材料炉底或铺设在炉底上的钢枕上。
钢坯吸热主要来自上部炉膛,由于一面受热,这种炉子的炉底强度较低。
它适用于加热薄板坯、小断面方坯或有特殊要求的场合。
两面供热步进式炉也称步进梁式炉,活动梁和固定梁上都安设有能将钢坏架空的炉底水管。
在钢坯的上部炉膛和下部炉膛都设置烧嘴,因此炉底强度较高,适用于产量很高的板坯或带钢轧前加热。
钢坯可以翻转的步进式炉是每走一步炉内钢料可以翻转某一角度,步进梁和固定梁都带有锯齿形耐热钢钢枕,这是加热钢管的步进式炉,每走一步钢管可以在锯齿形钢枕上滚动一小段距离,使受热条件较差的底面逐步翻转到上面,以求加热均匀。
交替步进式炉则有两套步进机构交替动作。
运送过程中,钢坯不必上升和下降,振动较小,底面不会被划伤,表面质量较好。
炉底分段的步进式炉的加热段和预热段可以分开动作。
例如预热段每走一步,加热段可以走两步或两步以上。
这种构造是专门为易脱碳钢的加热而设计的。
钢坯在预热段放置较密,可以得到正常的预热作用,在加热段钢坯前进较快,达到快速加热,以减少脱碳。
(3)步进式炉的优缺点步进式炉是借机械将炉内钢坯托着一步一步前进,因此钢坯与钢坯还不必紧挨着,其间距可根据需要加以改变。
原始的步进式炉只用于加热推钢机无法推进的落板坯或异形坯,随着轧机的大型化和连续化,推钢式炉已不能满足轧机产量和质量的要求。
小型钢坯步进式加热炉液压传动系统设计
本科毕业设计(论文)通过答辩毕业设计(论文)外文摘要目次1引言 (1)2设计要求及原始数据 (2)2.1设计要求 (2)2.2工艺参数 (3)3设计计算及说明 (3)3.1负载分析及负载循环图 (3)4拟定液压系统原理图 (7)4.1液压回路的的选择 (7)4.2综合考虑其他问题 (10)5确定液压系统的主要参数 (12)5.1液压零件的选择 (12)5.2液压油的选择 (16)5.3液压系统性能验算 (18)结论 (24)致谢……………………………………………………………………………………25参考文献 (26)毕业设计(论文)开题报告1 引言液压传动是利用液体静止能来传递动力的液体传动,它是以液体为工作体质,进行能量传递和控制的一种传动方式。
本世纪50年代,液压技术迅速由军事工业转向民用工业,在机床、工程机械、压力机械、船泊机械、冶金机械、农业机械及汽车等行业得到了广泛的发展。
60年代以后,随着原子能技术、空间技术、电子技术等的迅速发展,使其应用更为广泛。
液压传动及其控制在某些领域内已占有压倒性的优势。
其特点如下: (Ⅰ) 借助油管的连接可以方便,灵活地布置传动机构,这是比较机械传动而言其优越的地方。
执行元件可以布置地离原动机较远的地方,方位也不受限制,由于液压缸推力很大,又加之极易布置,在工程机械中已得到广泛的应用,不仅操纵方便,而且外观美观大方。
(Ⅱ)液压传动与电力传动和气压传动相比,有重量轻,体积小的突出特点。
如液压泵和液压马达单位功率的重量指标可达到目前发电机和电动机的十分之一,液压类可达到0.025N/W,发电机和电动机约为0.03N/W,而用于直线往复运动的电动加力缸,单位功率的重量比是液压缸的八十七倍,电动受到磁饱和的限制,单位面积上的切向力不到10bar,而液压力可达到350bar,所以,液压泵和液压马达能容大。
(Ⅲ)可方便的无级调速,调速范围大。
传动中借助阀和变量泵,变量马达,可以实现大的无级调速,这是一般机械传动无法实现的,而液压传动的调速范围比可达到100:1,柱塞式液压马达最低稳定转速为1r/min,这也是电力传动很难达到的。
步进式加热炉同步顶升液压控制系统说明书
摘要加热炉是将物料或者工件加热的设备。
在冶金工业中加热炉习惯上指把金属加热到轧制成锻造温度的工业炉。
步进梁式再加热炉是连轧生产线提供钢管再加热所有。
它是依靠专用的步进机械使工件在炉内移动的一种机械化炉子。
步进梁式加热炉设计一种连续式加热炉它是靠专用的步进机构,按照一定的轨迹运动,使炉内钢料一步一步地向前推进。
步进梁式加热炉炉底的结构和传动方式要根据出料的频率和炉子的生产能力决定,它要考虑被加工工件的尺寸参数和工地方面的尺寸大小。
所以必须严格计算其内部参数,保证炉子的生产和安全。
炉底机械采用双轮斜轨机构。
步进梁的升降和平移动作采用液压缸驱动。
加热炉炉床由固定梁和步进梁两部分组成,步进梁由双重轮对的多轴框架支撑,其外侧走轮由液压缸驱动,可以在倾斜轨道上滚动,使步进梁作上升或者下降运动。
上层托轮直接拖住步进梁,而步进梁则由另两个液压缸带动,实现平移运动。
关键词:步进梁式加热炉;步进梁;双轮斜轨式机构;液压传动AbstractHeating furnace is the material or workpiece heating equipment. In the metallurgical industry in the metal to heating habits heated to rolled into the industrial furnace temperature forging. Walking beam type furnace is provided to steel rolling line heating all again. It depend on special stepping machinery to make the work in the furnace stove a mechanized moving.Stepping beam furnace design a continuous reheating furnace of it is to rely on special stepping institutions, according to certain trajectory, making furnace of steel material within step forward.Step reheating furnace bottom structure and driving mode according to the material of the frequency and the production capacity of the stove, it should consider decision by the size of the machining parameters and the site of size. So must strictly calculation its internal parameters, guarantee the production and the stove safety.Furnace bottom machine adopts double inclined rail agencies. The rise and fall of walking beam by hydraulic cylinder for peace movement driven. Heating furnace bed by fixed girders and walking beam two parts, walking beam of by double round multiaxial framework, the lateral go round supported by hydraulic cylinder drive, can tilt orbit in rolling make walking beam rise or fall as sport. The upper roller direct tugged walking beam, and walking beam is driven by two other hydraulic cylinder, realize the shift movement.KeyWords:stepping beam furnace,walking beam,double inclined rail mon rail agencies,hydraulic transmission目录摘要 (I)Abstract (II)1 绪论 (1)1.1 步进式加热炉 (1)1.1.1 步进式加热炉概述 (1)1.1.2 选题背景 (4)1.1.3 设计目的 (5)1.1.4 设计方案 (7)2 液压系统分析与设计 (9)2.1 运动与负载分析 (9)2.1.1 步进式加热炉原始数据 (9)2.1.2 步进式加热炉工况速度曲线设计 (9)2.1.3 计算稳态工作负载 (11)2.1.4 拟定液压原理图 (12)2.2 液压缸参数及其型号 (13)2.2.1 平移液压缸受力分析 (13)2.2.2 初选平移液压系统工作压力 (14)2.2.3 平移液压缸主要参数及其选取型号 (14)2.2.4 升降液压缸受力分析 (16)2.2.5 初选升降液压系统工作压力 (18)2.2.6 升降液压缸主要参数及其选取型号 (18)2.3 液压泵参数及其型号 (19)2.3.1 平移液压泵工作压力的确定 (19)2.3.2 平移液压泵流量的确定 (19)2.3.3 平移液压泵的选取 (20)2.3.4 升降液压泵工作压力的确定 (20)2.3.5 升降液压泵流量的确定 (20)2.3.6 升降液压泵的选取 (20)2.4 电动机参数及其型号 (21)2.4.1 平移液压系统电动机参数及其型号 (21)2.4.2 升降液压系统电动机参数及其型号 (21)2.5 液压阀件参数及其型号 (22)2.5.1 平移液压系统阀件参数及其型号 (22)2.5.2 升降液压系统阀件参数及其型号 (22)2.6 液压油管道的选择 (22)2.6.1 油管的选用 (22)2.6.2 液压油管管径的确定 (23)2.6.3 液压油管管壁厚的验算 (23)2.7 液压油管道的选择 (24)2.7.1 平移液压系统油箱有效容积 (24)2.7.2 升降液压系统油箱有效容积 (24)3 液压系统性能验算 (25)3.1 液压系统压力损失计算 (25)3.1.1 平移液压系统压力损失 (25)3.1.2 升降液压系统压力损失 (26)3.2 液压系统发热温升计算 (26)3.2.1 平移液压系统发热温升 (27)3.2.2 升降液压系统发热温升 (27)4 液压同步控制系统的设计 (29)4.1 控制系统 (29)4.1.1 电液比例位置控制系统 (29)4.1.2 设计方案 (30)4.1.3 传感器的选择 ..................................................... 错误!未定义书签。
步进式加热炉电液比例液压系统的设计

h d u i p o ot n lh d a l r p rin l h d a l y t m o e rh me h nc ld ii g Any i o r l cr — y r u i p o o t n y r a e r p r o a y r u i p o o o a y r u i s s l i c t c e fr h a t c a ia r n . v l s f e e to h d a l s c r p ri a ol s se y t m a d i y ia ic i o l i g b a f r a e h s b e o e T i tc n lg i b v l e t f r e d v l p d a d n t tp c c ru t f wak n e m u n c a e n d n . h s e h oo y s e au d o u t r e e o e n s l h s o l b x e d d fr i i f ce c , lw o t n f e e fr n e h u d e e t n e o t h g e e in y o c s s a d i p r ma c . n o
结合 宽 厚板 轧线 加 热炉 液压 系 统设 计要 点 ,对 电液 比
例 控制 的液 压 系统 及典 型 回路 进 行分 析 ,简 要 阐述 其 原理 , 为进 一步推 广应 用该 技术提 供参 考 。
液 压 气 动 与 密 封 /0 1年 第 1期 21
步进式加热炉 电液 比例 液压 系统 的设计
吴 世锋
( 京华 德液压 成套设 备 分公 司 , 北 北京
摘
10 6 ) 0 1 5
要 : 进 炉 作 为 高速 线 材 、 材 、 步 棒 及板 材 轧 线 的 主 要 设备 之 一 , 炉底 机 械 驱 动 部 分 为 电液 比例 液 压 系 统 。对 步 进 炉 炉 底 机 械 电 液 比
步进式加热炉控制系统设计
步进式加热炉控制系统设计目录第一部分:步进式加热炉1. 步进式加热炉简介.................................................................................3. 步进式加热炉结构 (4)3. 步进式加热炉工艺流程 (5)第二部分:DCS系统的选型⒈DCS选型注意事项 (7)⒉本设计DCS选型 (7)⒊DCS系统硬件选型 (8)⒋组态设计 (8)⒌设备安装 (9)⒍调试 (9)第三部分:步进式加热炉控制系统设计方案⒈步进式加热炉的主要性能参数 (9)⒉步进式加热炉具体控制方案设计 (9)第四部分:DCS组态图⒈JX-300组态 (13)⒉加热炉控制系统演示工程 (14)⒊温度报警显示 (15)⒋温度和炉膛压力监控 (16)第五部分:心得体会第六部分:参考资料一、步进式加热炉工艺流程⒈步进式加热炉简介⑴步进式加热炉步进式加热炉是一种靠炉底或水冷金属梁的上升、前进、下降、后退的动作把料坯一步一步地移送前进的连续加热炉。
炉子有固定炉底和步进炉底,或者有固定梁和步进梁。
前者叫做步进底式炉,后者叫做步进梁式炉。
轧钢用加热炉的步进梁通常由水冷管组成。
步进梁式炉可对料坯实现上下双面加热。
⑵步进式加热炉特点⒉步进式加热炉的结构⑴步进式加热炉结构图图(1)⒊步进式加热炉工艺流程一般情况下,加热炉沿炉膛长度方向分为预热段、加热段和均热段。
进料端为预热段,炉气温度较低,其作用在于充分利用炉气热量,给进炉板坯预热到一定温度,以提高炉子的热效率。
加热段为主要供热段,炉气温度较高,以利于实现板坯的快速加热,保证板坯加热到要求的目标温度。
均热段位于出料端,炉气温度与金属料温度差别很小,保证出炉料坯的断面温度均匀。
一般用于加热小断面料坯的炉子只有预热段和加热段。
钢坯加热是热轧生产工艺过程中的重要工序。
其生产过程如下:对于步进式加热炉,钢坯的移动是通过固定梁和移动梁的周期运动来实现的。
加热炉步进机械液压系统设计
加热炉步进机械液压系统设计成建民①(北京京诚凤凰工业炉工程技术有限公司 北京100176)摘 要 本文主要针对炉底步进机械在运行过程中液压阀频繁发生损坏和步进周期变长的问题,对炉底步进机械液压系统原理进行阐述并结合现场实际生产情况重点分析产生问题的原因,最后提出液压系统原理的优化改进措施。
液压系统改进后的炉底步进机械,整体运行良好,未再出现液压阀损坏的现象,步进周期也能达到业主要求。
通过此次优化措施不仅很大程度上提高了加热炉的生产能力,而且对类似工程液压系统的设计提供一些借鉴。
关键词 加热炉 步进机械 液压系统中图法分类号 TG307 文献标识码 BDoi:10 3969/j issn 1001-1269 2023 06 010DesignofWalkingBeamMachineHydraulicSystemForHeatingFurnaceChengJianmin(CeriPhoenixIndustrailFurnaceCo.,Ltd.,Beijing100176)ABSTRACT Thispapermainlyaimsattheproblemoffrequentdamageofhydraulicvalveandlongworkingperiodintherunningprocessofthewalkingbeammachineofthefurnace,describestheprincipleofthehydraulicsystemofthewalkingbeammachineofthefurnaceandfocusesonanalyzingthecausesoftheproblemscombinedwiththeactualproductionsituationatthesite,andfinallyputsforwardtheoptimizationandimprovementmeasuresoftheprincipleofthehydraulicsystem.Aftertheimprovementofhydraulicsystem,thewalkingbeammachineofthefurnaceworkswell,andnodamageofhydraulicvalveoccursagainandWorkingcyclecanmeettherequirements.Theoptimizationmeasuresnotonlygreatlyimprovetheproductioncapacityofheatingfurnace,butalsoprovidesomereferenceforthedesignofsimilarengineeringhydraulicsystem.KEYWORDS Heatingfurnace Walkingbeammachine Hydraulicsystem1 前言在步进加热炉工程中,炉底步进机械是炉内钢坯运行的重要设备,承载着钢坯、水梁和耐材等所有负载重量[1],其通过不断的正循环运动把坯料从装料侧一步步运至出料侧。
步进式加热炉自动控制系统的设计
步进式加热炉自动控制系统的设计1 引言加热炉是轧钢工业必须配备的热处理设备。
随着工业自动化技术的不断发展,现代化的轧钢厂应该配置大型化的、高度自动化的步进梁式加热炉,其生产应符合高产、优质、低耗、节能、无公害以及生产操作自动化的工艺要求,以提高其产品的质量,增强产品的市场竞争力。
我国轧钢工业的加热炉型有推钢式炉和步进式炉两种,但推钢式炉有长度短、产量低,烧损大,操作不当时会粘钢造成生产上的问题,难以实现管理自动化。
由于推钢式炉有难以克服的缺点,而步进梁式炉是靠专用的步进机构,在炉内做矩形运动来移送钢管,钢管之间可以留出空隙,钢管和步进梁之间没有摩擦,出炉钢管通过托出装置出炉,完全消除了滑轨擦痕,钢管加热断面温差小、加热均匀,炉长不受限制,产量高,生产操作灵活等特点,其生产符合高产、优质、低耗、节能、无公害以及生产操作自动化的工艺要求。
全连续、全自动化步进式加热炉。
这种生产线都具有以下特点:①生产能耗大幅度降低。
②产量大幅度提高。
③生产自动化水平非常高,原加热炉的控制系统大多是单回路仪表和继电逻辑控制系统,传动系统也大多是模拟量控制式的供电装置,现在的加热炉的控制系统都是PLC或DCS系统,而且大多还具有二级过程控制系统和三级生产管理系统。
传动系统都是全数字化的直流或交流供电装置。
本工程是某钢铁集团新建的φ180小口径无缝连轧钢管生产线中的热处理线部分的步进式加热炉设备。
2工艺描述本系统的工艺流程图见图1。
图1步进式加热炉工艺流程图淬火炉和回火炉均为步进梁式加热炉。
装出料方式:侧进,侧出;炉子布料:单排。
活动梁和固定梁均为耐热铸钢,顶面带齿形面,直径小于141.3mm钢管,每个齿槽内放一根钢管。
直径大于153.7mm的钢管每隔一齿放一根钢管。
活动梁升程180mm,上、下各90mm,齿距为190mm,步距为145mm。
因此每次步进时,钢管都能转动一角度,使钢管加热均匀,并防止在炉内弯曲变形。
步进梁能进行正循环,送循环、单动、点动各种动作,升降时对钢管轻托轻放,前进时缓起缓停,无振动冲击和失控现象。
有关优化步进式加热炉液压系统原理设计

液压英才网豆豆转载加热炉是热轧带钢生产中重要的一部分,它是将连铸或初轧板坯加热到轧机所需要的温度,使板坯加热质量和产量满足轧制要求的低耗能的热工设备。
随着轧机能力和轧件尺寸的增大,以及节能降耗的要求,现代板坯加热炉的结构日趋复杂,装备水平不断提高,性能优良的步进式加热炉逐步取代了旧的推钢式加热炉。
2 步进式加热炉的动作步进式加热炉靠专用的步进机构,在炉内做矩形运动来移送板坯。
它的主要动作有升降运动和平移运动。
其动作示意见图1。
步进梁的动梁相对于定梁作上升、前进、下降、后退四个动作。
这四个动作组成步进梁的一个运动周期。
每完成一个周期,坯料就从装料端向出料端前进了一定的行程。
通过多步的图1 步进梁升降、平移机构示意图往复,坯料达到轧制所需要的温度,然后由出钢机将其送往轧制线进行轧制。
3 工艺要求为了彻底消除板坯擦痕、避免惯性冲击、保证轧制质量,步进梁的升降和平移过程都涉及速度控制,即保证动梁在接近定梁时能够低速运动,做到轻抬或轻放坯料,这就是说在升降和平移过程中存在着匀速、匀加速、匀减速之间的转化过程。
根据设备和工艺要求,其运动速度方块图见图2。
图上表明步进梁上升过程按匀加速一匀速一匀减速一低速一匀加速一匀速一匀减速的规律运动,前进过程则按匀加速一匀速一匀减速一低速一匀减速的规律运动.而下降过程和后退过程与以上正好相反。
其动作顺序如下,上升时:S1309和比例阀PV1301得电,压力油经阀52.1到压力补偿器阀49.0,过比例阀PV1301,再过阀52.3到达升降缸A 口(无杆腔);缸B口(有杆腔)回油经阀55.1回油箱。
下降时:S1306、S1 307、S1308和比例阀PV1301同时得电,升降缸A VI油经阀52.2到压力补偿器阀49.0,过比例阀PV1301,过阀52.4,过阀55.2至缸B口,不足油量可通过管路负压从油箱补充。
该通路充分利用步进梁活动梁在11。
斜坡运动的特点,利用自重使力,这样既降低了系统压力,又大大减少了能量损耗。
浅谈步进式加热炉液压系统设计
浅谈步进式加热炉液压系统设计作者:邵长青来源:《山东工业技术》2018年第07期0 前言步进加热方式克服了直推式加热时钢坯下表面与支撑梁(固定梁)移动摩擦所产生的表面磨损;同时,克服了直推式的钢坯间相互靠拢的情况,可以使钢坯散开通过炉底,有利于钢坯加热。
由于步进加热独特的优越性,使其在现代冶金工厂得到了广泛应用。
步进梁采用液压传动,使传动结构简单,省去了一套凸轮、齿轮机构,占地面积小,且传动平稳,容易实现自动控制,因此步进加热炉传动装置一般都采用液压驱动。
下面就棒线材步进式加热炉液压系统作一分析说明:根据工艺和设备的要求,一般的棒线材步进式加热炉液压系统执行机构有:升降缸Φ280/Φ180×685 2台平移缸Φ200/Φ125×260 1台步进梁上升,步进梁前移,步进梁下降,步进梁后退到原始位置,完成一个工作循环。
工作周期一般要求在36S左右,步进梁的速度曲线如下图(图1)所示:1 确定液压系统的流量、工作压力以及泵的规格首先根据坯料的重量和步进梁重量,可以确定液压系统的工作压力:通过计算,该液压系统的工作压力为15MPa。
液压系统的流量可以根据液压缸的速度来确定:确定液压缸的速度是一件很重要的事情。
如果液压缸的速度取的过小,则步进梁的工作周期可能不能保证;如果液压缸的速度取的过大,则一方面控制阀的规格可能选的很大,另一方面会造成系统的稳定性差、系统的冲击大。
根据负载的惯性、液压缸活塞的行程和工作周期的要求和实际的经验,我们把升降缸的最大速度设定为100mm/S。
平移缸的最大速度为110 mm/S,因为升降缸和平移缸不会同时工作,升降缸所需流量大于平移缸所需流量。
加热炉液压系统的流量只需满足步进梁升降缸工作时所需流量就可以了。
上升时升降缸有杆腔所需最大流量为:下降时升降缸无杆腔所需最大流量为:由于本液压系统升降缸下降时无杆腔的控制回路采用的是差动回路,同时步进梁的下降是靠自重来进行的,无需供给压力油。
高线厂步进式加热炉液压系统设计
高线厂步进式加热炉液压系统设计刘嘉① 孙福卿 付秀宁(邢钢高速线材厂 河北邢台)摘 要 步进梁式加热炉炉底机械由于负载大,且属于变负荷运动,对减振和定位要求高。
液压系统具有较高的功率--质量比,采用液压系统驱动,通过编码器控制系统电液比例阀的动作,以及通过PLC编程设置加减速曲线,既避免了冲击对设备造成的伤害,又提高了系统的定位精度。
关键词 加热炉 步进梁 液压系统 比例控制 定位精度中图法分类号 TG155.4 文献标识码 BDoi:10 3969/j issn 1001-1269 2023 Z2 0241 前言邢钢高速线材厂加热炉采用侧进侧出的步进梁式加热炉,以二车间为例,步进机械动梁和钢坯总负荷为250t,动作周期为40s。
由于液压系统具有较大的功率-质量比,并且易于实现预设动作要求,因此采用液压系统驱动。
2 液压系统设计2.1 机械动作要求步进机械动梁结构示意图见图1。
步进机械动梁运动轨迹示意图见图2。
图1 步进机械动梁结构示意图1-提升框架;2-升降油缸;3-平移框架;4-横移油缸图2 步进机械动梁运动轨迹示意图动作原理如下:升降油缸活塞杆伸出,提升框架上升,步进梁由“1”点位开始向“2”点位作上升运动一→横移油缸活塞杆缩回,驱动平移框架前进,步进梁由“2”点位运动到“3”点位→升降油缸活塞杆缩回,驱动升降框架下落,步进梁由“3”点运动到“4”点位→平移油缸活塞杆伸出,平移框架后退,步进梁由“4”点位运动到“1”点位。
此时,步进梁完成一个动作循环。
2.2 技术要求1)技术参数以二车间为例:最大载荷250;步进周期40s;升降油缸上升、下降时间各15s;平移油缸前进、后退时间各5s;升降油缸升、降距离±90mm(以固定梁为基准);平移油缸进、退距离263mm。
2)工艺要求液压系统要求达到3个主要指标:1)实现升降、平移预设速度-位移曲线;2)运行轨迹不受载荷分配的影响,定位精度高,冲击小。
浅谈步进式加热炉液压系统设计
液压英才网豆豆转载随着冶金轧钢工艺自动化程度不断提高,步进式加热炉以其灵活的加热方式、加热质量好,炉长不受限制、操作方便、易于实现自动控制等优点,被愈来愈多新建的轧钢加热炉采用。
液压传动因其体积小、负荷大、易于实现机电一体化控制等优势,在步进式加热炉中有广泛的应用。
步进机构通常按矩形轨迹运动,一个运动周期由4个动作组成:(1)动梁上升,托起料坯;(2)动梁及料坯按设定好的步距前进一定距离;(3)动梁下降,将料坯放在静梁上;(4)动梁水平移动退回起始位置。
步进动作周期根据生产工艺要求控制在一定的范围内。
步进梁升降过程中要能实现对被加热料坯的轻托轻放,满足所有液压缸启、停均匀变速等要求。
如图1所示。
图1 步进动作图1 步进液压缸的选择一台轧钢步进式加热炉通常采用一到两根步进梁升降液压缸,一根步进梁平移液压缸。
液压缸缸径及活塞杆杆径大小取决于所承受的外界负载。
步进式加热炉液压缸的安装方式目前主要有以下两种型式,如图2所示。
图2(a)所示方式是提升液压缸安装于步进机构一侧,中间通过一同步轴连接,以液压缸有杆腔作为承载腔,活塞杆承受提升拉应力,在同等液压系统工作压力下,液压缸选型较大,且液压缸轴封装置长期处于高压状态,对活塞杆密封有较高要求。
图2(b)所示方式是提升液压缸安装在底部,直接驱动提升框架,液压缸活塞杆承受压应力,因液压缸无杆腔作为驱动腔。
选型相对可较小,步进机械依靠自重下降,液压缸轴封长期处于低压状态,活塞杆密封就简单多了。
故从减小液压缸的尺寸、减少液压缸密封泄漏和故障率、简化传动设备、提高设备使用寿命考虑,新建步进加热炉应采用图2 (b)所示的安装型式。
图2 步进液压缸的安装方式2 液压泵站的选择根据步进周期长短和液压缸大小,可相应选择液压泵。
早期从造价等因素考虑,加热炉液压泵站常选用定量泵出口配中位卸荷的电磁溢流阀型式,这种配置液压泵的最大供油能力是与执行元件最大需用油量相适应的,但在不同的液压缸动作及液压缸动作速度变化时,势必造成液压泵出口油液高压溢流,液压系统功率损耗大,油液发热大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要加热炉是将物料或者工件加热的设备。
在冶金工业中加热炉习惯上指把金属加热到轧制成锻造温度的工业炉。
步进梁式再加热炉是连轧生产线提供钢管再加热所有。
它是依靠专用的步进机械使工件在炉内移动的一种机械化炉子。
步进梁式加热炉设计一种连续式加热炉它是靠专用的步进机构,按照一定的轨迹运动,使炉内钢料一步一步地向前推进。
步进梁式加热炉炉底的结构和传动方式要根据出料的频率和炉子的生产能力决定,它要考虑被加工工件的尺寸参数和工地方面的尺寸大小。
所以必须严格计算其内部参数,保证炉子的生产和安全。
炉底机械采用双轮斜轨机构。
步进梁的升降和平移动作采用液压缸驱动。
加热炉炉床由固定梁和步进梁两部分组成,步进梁由双重轮对的多轴框架支撑,其外侧走轮由液压缸驱动,可以在倾斜轨道上滚动,使步进梁作上升或者下降运动。
上层托轮直接拖住步进梁,而步进梁则由另两个液压缸带动,实现平移运动。
关键词:步进梁式加热炉;步进梁;双轮斜轨式机构;液压传动AbstractHeating furnace is the material or workpiece heating equipment. In the metallurgical industry in the metal to heating habits heated to rolled into the industrial furnace temperature forging. Walking beam type furnace is provided to steel rolling line heating all again. It depend on special stepping machinery to make the work in the furnace stove a mechanized moving.Stepping beam furnace design a continuous reheating furnace of it is to rely on special stepping institutions, according to certain trajectory, making furnace of steel material within step forward.Step reheating furnace bottom structure and driving mode according to the material of the frequency and the production capacity of the stove, it should consider decision by the size of the machining parameters and the site of size. So must strictly calculation its internal parameters, guarantee the production and the stove safety.Furnace bottom machine adopts double inclined rail agencies. The rise and fall of walking beam by hydraulic cylinder for peace movement driven. Heating furnace bed by fixed girders and walking beam two parts, walking beam of by double round multiaxial framework, the lateral go round supported by hydraulic cylinder drive, can tilt orbit in rolling make walking beam rise or fall as sport. The upper roller direct tugged walking beam, and walking beam is driven by two other hydraulic cylinder, realize the shift movement.KeyWords:stepping beam furnace,walking beam,double inclined rail mon rail agencies,hydraulic transmission目录摘要 (I)Abstract (II)1 绪论 (1)1.1 步进式加热炉 (1)1.1.1 步进式加热炉概述 (1)1.1.2 选题背景 (4)1.1.3 设计目的 (5)1.1.4 设计方案 (7)2 液压系统分析与设计 (9)2.1 运动与负载分析 (9)2.1.1 步进式加热炉原始数据 (9)2.1.2 步进式加热炉工况速度曲线设计 (9)2.1.3 计算稳态工作负载 (11)2.1.4 拟定液压原理图 (12)2.2 液压缸参数及其型号 (13)2.2.1 平移液压缸受力分析 (13)2.2.2 初选平移液压系统工作压力 (14)2.2.3 平移液压缸主要参数及其选取型号 (14)2.2.4 升降液压缸受力分析 (16)2.2.5 初选升降液压系统工作压力 (18)2.2.6 升降液压缸主要参数及其选取型号 (18)2.3 液压泵参数及其型号 (19)2.3.1 平移液压泵工作压力的确定 (19)2.3.2 平移液压泵流量的确定 (19)2.3.3 平移液压泵的选取 (20)2.3.4 升降液压泵工作压力的确定 (20)2.3.5 升降液压泵流量的确定 (20)2.3.6 升降液压泵的选取 (20)2.4 电动机参数及其型号 (21)2.4.1 平移液压系统电动机参数及其型号 (21)2.4.2 升降液压系统电动机参数及其型号 (21)2.5 液压阀件参数及其型号 (22)2.5.1 平移液压系统阀件参数及其型号 (22)2.5.2 升降液压系统阀件参数及其型号 (22)2.6 液压油管道的选择 (22)2.6.1 油管的选用 (22)2.6.2 液压油管管径的确定 (23)2.6.3 液压油管管壁厚的验算 (23)2.7 液压油管道的选择 (24)2.7.1 平移液压系统油箱有效容积 (24)2.7.2 升降液压系统油箱有效容积 (24)3 液压系统性能验算 (25)3.1 液压系统压力损失计算 (25)3.1.1 平移液压系统压力损失 (25)3.1.2 升降液压系统压力损失 (26)3.2 液压系统发热温升计算 (26)3.2.1 平移液压系统发热温升 (27)3.2.2 升降液压系统发热温升 (27)4 液压同步控制系统的设计 (29)4.1 控制系统 (29)4.1.1 电液比例位置控制系统 (29)4.1.2 设计方案 (30)4.1.3 传感器的选择 (30)4.1.4 PLC的选择 (31)4.1.5 控制系统I/O分配 (34)4.1.6 梯形图编程 (35)结论 (41)参考文献 (42)致谢 (44)附录 (45)1 绪论1.1 步进式加热炉1.1.1 步进式加热炉概述随着西方资本主义社会在18世纪进入工业革命以来,社会的发展进入到了一个全新的速度。
据统计在工业革命以前世界上人均钢铁的使用量是不足5kg。
然而,现在的社会发展到人均钢铁拥有量为418kg。
越来越多的钢结构出现在社会建设中。
所以钢铁一直是现在社会发展的主要材料。
甚至一度到了供不应求的状况。
这样就促使了钢铁产业的迅速壮大。
至2007年,世界钢铁量已经达到了近九亿吨。
但是由于技术有限,加上人们对钢铁的运用越加广泛,出现对钢材更多更新的要求。
所以钢铁的冶炼技术要不断地改良。
1967 年第1 座步进梁式加热炉投产。
中国1979年投产的步进梁式炉长为32.5米,生产能力为每小时270顿。
步进梁式炉比推钢炉具有许多优点,因而成为新建轧钢厂的首选炉型。
热轧宽带钢厂的规模正向大型化发展,步进梁式炉的特点之一是炉长不受推钢长度限制,因而能适应轧机的小时产量增长的形势。
北京钢铁设计研究总院近20 年设计投产的40 余座步进炉,已遍及热连轧、型钢、棒线材、带钢、无缝管、开坯、锻压等钢厂以及钢带厂,1994年相继投产的太钢、梅山热连轧厂的步进梁式炉,额定产量分别为180 t/ h 和280 t/ h ,重庆钢铁设计研究院为攀钢1450 热连轧厂设计的步进梁式炉,额定产量为150 t/ h ,也在1992 年投产。
早期加热炉内部是用一种连续式推钢机,它的作用是将钢锭或钢坯依次推入炉内。
在端出料的加热炉中,推钢机可以将加热好的钢坯从加热炉的另一端推出去。
在侧出料的加热炉中,推钢机将钢坯推出至出料位置,再由出钢机将钢锭推出去;现在大多数采用的是步进式移动装置。
步进式加热炉加热温度均匀,加热时间快,产量高,生产灵活性大,必要时可以将炉内坯料排空。
加热时,坯料下表面的水管黑印小,坯料温度均匀,加热的效率也比较高。
加热特殊钢材是,能满足对坯料表面质量(氧化、脱碳、划伤等)的高度要求;加热大型板材时,由于板坯温度均匀,有利于减少轧制时的厚度差。
所以目前步进式炉在热轧板带车间以及中小型轧钢车间都得到了广泛的应用。
从上世纪50年代起由于步进式加热炉移动装置的出现并且日渐成熟,在许多钢板和小型型钢生产中得到了很好的应用。
作为现代冶金行业普遍采用的一种加热炉,他的优点值得我们学习。
步进式加热炉的结构A、炉底结构从炉子的结构看,步进式加热炉分为上加热步进式炉、上下加热步进式炉、双步进梁步进式炉等。
上加热步进式炉顾名思义只有上部有加热装置,固定梁和移动梁是耐热金属制作的,固定炉底是耐火材料砌筑的。
这种炉子基本上没有水冷构件,所以热耗较低。
这种炉子只能单面加热,一般用于较薄钢坯的加热。
与推钢式加热炉一样,为了满足加热大钢坯的需要,步进式炉也逐步发展了下加热的方式,出现了上下加热的步进式加热炉。
这种炉子相当于把推钢式炉的炉底水管改成了固定梁和移动梁。
固定梁和移动梁都是用水冷立管支承的。
梁也由水冷管构成,外面用耐火可塑性包扎,上面有耐热合金的鞍座式滑轨,类似推钢式加热炉的炉底纵水管。
炉底是架空的,可以实现双面加热(步进式炉钢坯与钢坯不是紧靠在一起,中间有空隙,可认为是四面受热)。
下加热一般只能用侧烧嘴,因为立柱挡住了端烧嘴火焰的方向,如果要采用端烧嘴,需要改变立柱的结构型式。
上加热可以用轴向端烧嘴,也可以用侧烧嘴或炉顶烧嘴供热。