我国现行铁路货车铸钢摇枕、侧架标准与AAR标准的对比分析
国内外铁路车轴_车轮标准探讨
国内外货车主型车轴主要参数对比见表 1。
轴型
R D2 R E2B AAR E AAR L AAR F AAR K py1 %
又制定了欧洲标准( 代号 EN) 。其中, EN
表 2 我国客车与引进动车组拖车车轴对比
13261!铁路应用 轮对和转向架 车轴 产品要求∀与国际标准基本一致。标准正
CR H1 ( BSP)
CRH 2 CRH 3 (川崎) ( 西门子)
CRH 5 ( ALST OM )
RD 3B
文规定的材质为 EA 1N ( 碳素钢、正火) , 含 速度/ ( km # h- 1 ) 200
国内外铁路车轴、车轮标准探讨 邵树民
日本国内使用的车轴钢分 4 类, 其中第 4 类为新 增加了盘形制动用 RD3A 、RD4A ( 2 盘) 和 RD3B ( 3 盘, 设
干线用感应淬火车轴用钢, 标准中的代号为 SFAQA, 一般称为 S38C。我国从日本川崎引进技术的 CRH 2
计速度 200 km/ h) 型车轴。2000 年以后, 设计使用了轴 颈中心距为 2 000 mm 的 RD3A1 和 RD3C ( 4 盘, 设计速度
196
192
194
以上为 1 类, 其夹杂物含量要求比 2 类严, 探伤要 求 也 不同。附 录 A 中 规 定 了
技术条件∀规定的强度指标相近, 比 T B/ T 451 1996
规定的 40 钢的强度高。可以看出, 俄罗斯已经对车轴 材质进行了改进。
TBT1959-2006 铁道货车摇枕、侧架静载荷及疲劳试
N
rrm B级钢
1.91
B+级钢
2.54
C级钢
3.05
横向载荷下的弹性变形 旁承垂向载荷下的弹性变形 心盘垂向载荷下的弹性变形 横向载荷下的永久变形 旁承垂向载荷下的永久变形 心盘垂向载荷下的永久变形 心盘垂向最小极限载荷
0.95P
1.43P
1.40
1.60
1 78
1.43P
4.2试验内容、试验载荷及允许变形量 4.2.1侧架静载荷试验 4.2.1.1侧架静载荷试验的试验内容、载荷值见表1。表1中的C为轴载荷,其计算公式为:
C=(G—T)g-…-…・-……………………-…・・・・・…・・(1) 式中:
c——轴载荷,单位为牛顿(N); G——轴重,单位为千克(kg);
丁——一个轮对的重量,单位为千克(kg); 譬——重力加速度,取9.8
・・・・・・・・・・・・・・・・-・・・・・・・・・・・-・・・・・・・・・4
5疲劳试验…………………・・…・…………・…………………………・・ ………………………………・・5 5.1试件及安装………………・・…・・……・……………………………・ …・………………………・・…一5 5.2试验方法…………………………………………………………… …・……・・……-・-………・……・6 5.3试验结果评定……………………・…………・……………………・ ………………………・…・・…・・9
—将摇枕疲劳试验的循环次数修改为1×106次;
——修改了危险裂纹的定义及TB/T 1959--1991中对摇枕疲劳试验合格的判定依据,将疲劳裂纹 的尺寸作为判定依据。 本标准由中国北车集团四方车辆研究所提出。 本标准由中国北车集团四方车辆研究所归口。 本标准起草单位:中国北车集团四方车辆研究所。 本标准主要起草人:刘德刚、方克娟、王凤洲。 本标准所代替标准的历次版本发布情况为: ——TB/T 1959—1987、TB/T 1959—1991: ——TB/T 1960—1987。
铁道车辆铸钢摇枕、侧架的DR和CT检测

以,在深度定位上,一直没有较好的方法。
3.DR及工业CT检测技术 3.1原理及其优势 DR检测及工业cT检测的原理和普通的射线检测较为相像,均是利用一定的射线源穿透.r件 后,通过接收器来接收检测结果,进而对结果进行评判,得到一定的结论.但其也有显著的不同, 从而形成了革命性的改变:
1)高射线能量的设备,可以一次性穿透409ram的等效钢厚度,从而能够完成因为厚度原因无洁满
铁道车辆铸钢摇枕、侧架的DR和CT检测
万升云, 卢东磊,章文显,刘仕远,郑小康,任好娟 (南车戚墅堰机车车辆工艺研究所有限公司,常州,213011) 摘要;摇枕、侧架是铁道下辆的关键承力部什,其结构相对较为复杂,传统的射线检测方法,不 仅效率太低,而且无法实现全面检测。本文通过对铁道下辆铸钢摇枕、侧架检测现状以及DR检测 和工业CT检测技术优辨的分析,介绍了DR检测及:I:业CT检测技术原理,研究了其在摇枕、侧架 中的应用可行性和可靠性,并对其进行了试验验证。认为铁道车辆铸钢摇枕、侧架等关键部件采 用该技术,不仅能够实现在线全面检测,而且能够满足其检测质量要求,从而确保铁道车辆的运 输安全。 关键词:铁路车辆摇枕侧架无损检测DR检测cT检测
产生x射线。包括电源、塌制器、x射线机头、恒温水机组,加述器控制台等设备。 2)探测器分系统 采用高吸收效率、高分辨率的线阵列同体探测器,将透垃被检物体的x射线 脉冲转换为电信号。包括探测器品体模块、射线准直系统。 3)数据获取分系统: 采用低噪声、宽动态范围的数据获取系统,将x射线脉冲强度转换为数字
test
can
realize rolling
if
the
techniques
is
used
to
the
key
铁路货车铸钢摇枕与侧架浇注系统设计
.
1 ’
一
1
、 扣 』
—c
I
J
●
点茸
. L一 卜、
_ 【J 札
.
l
1
。
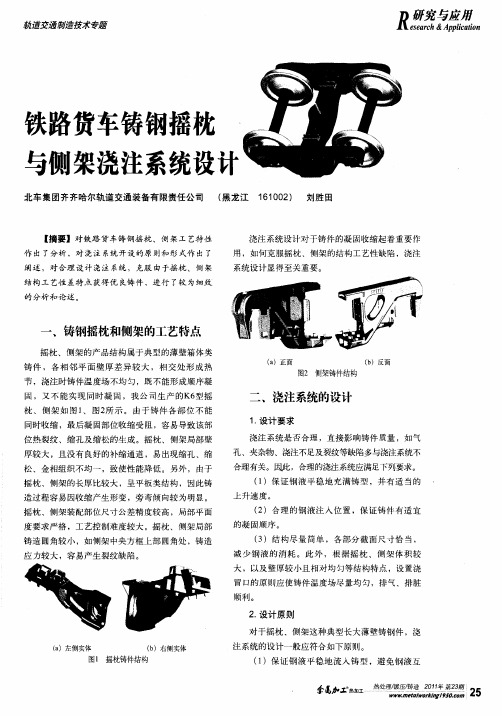
图3 两端注入的摇枕浇注系统形式
一
理 论 浇注 时 间 :tQ n ) = /(q
式中 f ——浇注时间 () ; S
图l 摇枕铸件结构
参 热工 磊 加 霉
www. eE wo Ki fl 50 C r m ol r n 9 . o n
孽 1 瑚 5 专 2
n
相撞击或紊流 。
4 摇枕浇注系统设计 .
摇枕浇注 系统设计一般都采用底注式浇包 ,开 放式的浇注 系统 ,内浇道开设的位置在摇枕两端头 且采用过桥形式引入钢液 ,在摇枕端头注入钢液居
液 ,如图3 、图4 所示。
0 i ~ 二
‘
一
一 辋
一 一 l
卫
3 浇注 系统 的参数 .
对于摇枕、侧架尺寸和重量较大铸钢件适合采 用底注式钢包对铸件进行浇注 ,浇注时钢液应平稳 快速充满型腔 ,以防止铸型长时间处于钢液辐射热 的作用,导致表面开裂脱落而钻入钢液形成夹砂缺 陷;局部过热造成冲砂而导致铸件产生裂纹、包砂 等缺陷;以及钢液表面形成的凝固金属和氧化物薄 膜被卷入钢液而形成气孔和冷隔缺 陷等。
多 ,也 有 制 造 厂 从 摇 枕 心 盘 两 侧 的 侧 壁 上 引 入 钢
( )内浇 道的位置应尽量缩短钢液在铸 型内 2
流动的行程 ,以免出现冷隔等缺陷。 ( )内浇道 位置应避免钢液直接冲击型 壁或 3
国内外铸件无损检验标准对比分析

国内外铸件无损检验标准对比分析对于工件的无损检测,检验标准是最重要的工作依据。
从工件的检测方法选择、检测过程的注意事项到工件的最终评定、报告的参数出据,往往都需要遵循一定的、供需双方均认可的标准规范。
随着改革开放的不断深入,我们和国外的交流也日益广泛。
其中,涉及到产品质量验收时应该遵循何种标准、采取怎样的验收级别,往往是供需双方讨论的焦点之一。
因此,将国内铸钢、铸铁件无损检测标准和国外、国际标准进行一定的对比,分析其在日常生产中的应用,对于我们的工作是非常有好处的。
1国内、外铸件无损检测标准铸件的检验,一般是由铸件制造厂根据设计的图纸或订货方(需方)提供的图纸上的技术要求或技术合同进行。
对于铸件,通常的检验包括尺寸检查、形状和外观的表面质量目视检查。
而对于设计要求比较重要的铸件,或者需方认定的比较重要的铸件或局部,或者铸造工艺上容易产生问题的铸件,一般除了要做化学成分分析和力学性能试验外,还需要进行无损检测。
对于一般铸钢、铸铁件的无损检测,常用的方法有磁粉检测或渗透检测(主要用于表面或近表面缺陷的检测)、超声波检测或射线检测(主要用于内部缺陷的检测)。
下面给出国内、外常用的关于铸件的无损检测标准。
ASTME186厚壁铸钢件[2.0~4.5英寸(51~114mm)]射线检验标准底片ASTME192航空用熔模铸钢件射线检验标准底片ASTME280大厚度(4~12in,114~305mm)铸钢件参考射线照相底片ASTME4462英寸(51mm)以下铸钢件的射线检验标准底片ASTMA609/A609M铸造碳钢、低合金钢和马氏体不锈钢的超声检测方法ASTME689球墨铸铁件的射线检验标准底片ASTME802厚度4.5in(114mm)以内的灰铸铁参考射线照相底片ASTME1030金属铸件的射线透照检测方法ASTME1734铸件射线成像检测方法EN1369铸件磁粉检测EN1371铸件渗透检测GB/T5677铸钢件射线照相及底片等级分类方法GB/T7233铸钢件超声探伤及质量评级方法GB/T9443铸钢件渗透探伤及缺陷显示迹痕的评级方法GB/T9444铸钢件磁粉探伤及质量评级方法ISO4986铸钢件磁粉检测ISO4987铸钢件渗透检测ISO4992铸钢件超声波检测ISO4993铸钢件射线检测JB/T6440阀门受压铸钢件射线照相检验TB/T3105.1铸钢摇枕、侧架射线照相检验TB/T3105.2铸钢摇枕、侧架超声波检验JIS0581铸钢件射线照相检测方法2铸件磁粉检测(MT)标准对比分析EN1369、ISO4986与GB/T9444均为铸件磁粉检验的常用标准,而且欧盟标准系列中关于铸钢件的磁粉检验标准EN1369基本与ISO4986等效。
摇枕、侧架整体芯生产工艺铸件质量问题分析
VO16 .O NO. 6
摇 枕 、侧 架 整体 芯 生产 工 艺铸 件 质 量 问题 分 析
高明才
( 丹 江金 缘 钩 缓 制 造 有 限 责 任 公 司 ,黑龙 江牡 丹 江 17 1 ) 牡 5 0 3
摘 要 :以转K 摇枕、侧架为例 ,阐述 了 6 铸件由组芯工艺更改为整体芯X 艺后产生的主要质量问题,在对铸件缺陷进 -
为适 应铁 路运输 重载快 速 发展 的需 要 ,进一 步 提
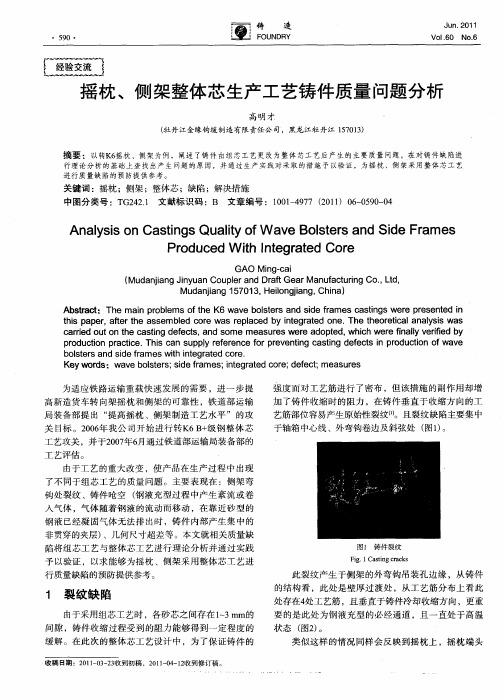
强度 而对 工艺 筋进行 了密布 ,但 该措 施 的副作用 却增 加 了铸件 收缩 时 的阻力 ,在铸 件垂 直于 收缩 方 向的工 艺筋部位 容易产生原始性 裂纹【 1 】 。且裂纹缺 陷主要集 中 于轴箱 中心线 、外弯 钩卷边及斜 弦处 ( ) 图1 。
An l i o sig ai f a eB ltr n d rme ay s nCa t sQu lyo v ose sa dSieF a s s n t W
Pr d c d W -1It g a e r o u e l n e r t d Co e }
po u t npa t e T i c n s p l frn ef r rv ni a t gd fcsi po u t no a e rd ci rci . hs a u pyr ee c e e t g c si e e t rd ci f v o c e op n n n o w
1 裂 纹缺 陷
由于采用组 芯工艺 时 ,各砂 芯之 间存 在 1 3in ~ l 的 i l 间隙 ,铸件收 缩过程 受 到的阻力 能够得 到一 定程 度 的 缓 解 。在 此次 的整体 芯工 艺设计 中 ,为 了保 证铸 件 的
铁道货车铸钢摇枕和侧架标准综述

方向发展,对摇枕、侧架等零部件提出了更为严格的 要求 。特 别是 近几年 ,中国铁路总公 司多次 发文 ,要 求不断提高铁道货车摇枕 、 侧架的技术要求和制造质
收 稿 日期 :2 0 1 6 — 1 2 ~ 1 6 作者简介 :蒋 田芳 ,教授级 高级工程师 ; 朱正峰 ,高级工程师 ;张文斌 ,工程 师
铸 钢摇 枕 、侧 架是铁 道货车走行部 中十分重要的 关 键 零件 ,其 制造 质量 直接 影 响到 铁路运 输 的安 全 性 。随着 我 国铁 路货物运输不断 向快速 、重载 、安全
量 ,同时提 出对摇枕 、侧架进行射线 照相检验和数字 化射 线成像检测等要求 。标准是产 品制造的重要技术 法规 ,越来 越多 的产 品制造商和用户 已经意识 到产品 标 准 的重 要性 。了解 和掌握 国内外 铁道货 车 铸钢 摇 枕 、侧 架 标 准 的发 展 情 况 ,正 确 理解 与 实施 T B / T
3 01 2 —_ 2 01 6.
Ke y wo r d s :Wa g o n Bo g i e ;S wi n g B o l s t e r ;S i d e F r a me ;S t e e l C a s t i n g s ;S t a n d a r d s
1 概 述
B o  ̄t e n a n d S i d e Fr a me s i n R a i l w a y Wa g o s ,t n h e a r t i c l e g i v e s a d e t a i l e d d e s c ip r t i o n o f t h e d e v e l o p me n t p r o c e s s o f
A b s t r a c t :T o p r o p e r l y u n d e r s t a n d a n d i m p l e me n t T B 厂 r 3 0 l 2 —2 O 1 6 T e c h n i c a l S p  ̄ c fc i a t i o n s f o r C a s t S t e e l S w i n g
国内外铁路车轴_车轮标准探讨
国内外铁路车轴、车轮标准探讨 邵树民
日本国内使用的车轴钢分 4 类, 其中第 4 类为新 增加了盘形制动用 RD3A 、RD4A ( 2 盘) 和 RD3B ( 3 盘, 设
干线用感应淬火车轴用钢, 标准中的代号为 SFAQA, 一般称为 S38C。我国从日本川崎引进技术的 CRH 2
计速度 200 km/ h) 型车轴。2000 年以后, 设计使用了轴 颈中心距为 2 000 mm 的 RD3A1 和 RD3C ( 4 盘, 设计速度
中图分类号: U 270. 331+ . 1
文献标识码: B
轮对是铁路客货车的重要组成部分, 其质量的高 低直接关系到行车安全。不同国家和地区采用了不同 的轮对标准, 例如, 美国、加拿大、澳大利亚等国家采用 AAR( 北美铁道协会) 标准; 俄罗斯、日本和欧洲也分 别采用了各自的标准。因此, 了解和掌握不同国家与 地区的轮轴标准, 对于加快轮轴国产化进程、提高轮轴 检修质量、确保列车运行安全具有重要的意义。
美国主型货车采用 F( K) 轴, 轴重 32 4 t ; 近年来 开行的重载列车车轴采用 G 轴或缩短轴颈的 M 轴, 轴重 35 7 t 。AAR 标准中规定, D、E、F 车轴用于客 车时, 轴重按列车速度分为 2 级: 速度为 136 km/ h 以 下时, D 轴轴颈载荷为 16 4 t , E 轴为 20 5 t, F 轴为 24 5 t ; 速度为 136 km / h~ 160 km / h 时, 各型轴颈载 荷分别为 15 5 t、19 3 t 和 23 2 t 。
T F DS 自 2006 年陆续投入使用以来, 使用部门已 经积累了大量的运用经验, 在此基础上, 制定了各项管 理制度和作业程序、作业标准, 并通过集中培训考核, 培养了一批合格的动态检车员, 通过设备统型改造, 解 决了旧型设备窜图、漏图等惯性质量问题, 通过人工检 查与动态检查发现的故障类型的对比分析, 摸索出了
关于《铁路货车铸钢摇枕、侧架生产技术管理要点》的浅议

以运 装货车 [06 7 20 ]9号 文下 发 了“ 于 印发 《 路 货 关 铁 车铸钢 摇 枕 、 架 生 产 技 术 管 理 要 点 》 下 简 称 “ 侧 ( 要
温度 和湿 度对 产 品质 量的影 响都 很大 。技 术管理 要 点 中对生 产工 艺 不 同 的地 方 未 作 具 体 规定 , 对 工 但
收 稿 日期 :06—1 20 0—1 2 作者简介 : 马庆 林 (95一) 男 , 级 工 程 师 , 16 , 高 本科 。
】 8
为 了 实 现铸 造 生 产 的 目标 , 需 要 一整 套 的 生 就 产 工艺 和 工装 、 备 , 有 的设 备 、 设 所 工装 都 是 为生 产
服务的, 生产 的任何 一道 工序 所需 的工 艺都 要控 制 。 原材 料 要 有严 格 的检 验 和控 制 , 括 各 种 金属 包 材料 、 非金 属材 料 的成 分 和 规格 。对 工 艺过 程 中 的
各参 数 同样要 严格 控 制。例 如 : 型砂 的湿 强度 、 对 干
维普资讯
架 的制造质量 和可 靠性而制定 的一个标 准 , 是一个 关
要工艺 参 数 。这些操 作 要点 和主 要工艺 参数 是各 机 车车辆 厂铸 造技 术 人 员 多 年 积 累 的经 验 , 是 有 关 也
于铸 钢摇枕 、 侧架 生产技术管理 的指 导性文 件 。文 件 要 求 各 摇 枕 、 架 生 产单 位 对 照本 生 产 技术 管 理 要 侧 点, 进一步完 善现有生产 、 术和质 量管理 制度 , 技 以及 工艺 文件和质 量记 录 , 断提 升 工艺 技术 水 平 、 不 加强 生产过 程控制 和质 量管 理 , 保 摇枕 、 架 的产 品 质 确 侧 量 。“ 要点” 以铸造生 产的工艺 过程 为主线 , 铸造 工 从 艺设 计与评审 开始 , 包括模 样 的 制造 与修 理 、 造 对 铸 工艺验证 、 艺文件的管理 、 工 工艺 的执 行 与检查 、 原材 料的管理 、 装设 备 的管理 、 量仪 器 仪表 和 检测 器 工 计 具的管理 、 工培训等 9个方 面进行 了要 求 。明确 了 员 铸 造生 产 的关键 特 殊 过 程要 重 点 进行 控 制 , 要包 主
国内外铸件无损检验标准对比分析完整版

国内外铸件无损检验标准对比分析HUA system office room 【HUA16H-TTMS2A-HUAS8Q8-HUAH1688】国内外铸件无损检验标准对比分析对于工件的无损检测,检验标准是最重要的工作依据。
从工件的检测方法选择、检测过程的注意事项到工件的最终评定、报告的参数出据,往往都需要遵循一定的、供需双方均认可的标准规范。
随着改革开放的不断深入,我们和国外的交流也日益广泛。
其中,涉及到产品质量验收时应该遵循何种标准、采取怎样的验收级别,往往是供需双方讨论的焦点之一。
因此,将国内铸钢、铸铁件无损检测标准和国外、国际标准进行一定的对比,分析其在日常生产中的应用,对于我们的工作是非常有好处的。
1国内、外铸件无损检测标准铸件的检验,一般是由铸件制造厂根据设计的图纸或订货方(需方)提供的图纸上的技术要求或技术合同进行。
对于铸件,通常的检验包括尺寸检查、形状和外观的表面质量目视检查。
而对于设计要求比较重要的铸件,或者需方认定的比较重要的铸件或局部,或者铸造工艺上容易产生问题的铸件,一般除了要做化学成分分析和力学性能试验外,还需要进行无损检测。
对于一般铸钢、铸铁件的无损检测,常用的方法有磁粉检测或渗透检测(主要用于表面或近表面缺陷的检测)、超声波检测或射线检测(主要用于内部缺陷的检测)。
下面给出国内、外常用的关于铸件的无损检测标准。
ASTME186厚壁铸钢件[2.0~4.5英寸(51~114mm)]射线检验标准底片ASTME192航空用熔模铸钢件射线检验标准底片ASTME280大厚度(4~12in,114~305mm)铸钢件参考射线照相底片ASTME4462英寸(51mm)以下铸钢件的射线检验标准底片ASTMA609/A609M铸造碳钢、低合金钢和马氏体不锈钢的超声检测方法ASTME689球墨铸铁件的射线检验标准底片ASTME802厚度4.5in(114mm)以内的灰铸铁参考射线照相底片ASTME1030金属铸件的射线透照检测方法ASTME1734铸件射线成像检测方法EN1369铸件磁粉检测EN1371铸件渗透检测GB/T5677铸钢件射线照相及底片等级分类方法GB/T7233铸钢件超声探伤及质量评级方法GB/T9443铸钢件渗透探伤及缺陷显示迹痕的评级方法GB/T9444铸钢件磁粉探伤及质量评级方法ISO4986铸钢件磁粉检测ISO4987铸钢件渗透检测ISO4992铸钢件超声波检测ISO4993铸钢件射线检测JB/T6440阀门受压铸钢件射线照相检验TB/T3105.1铸钢摇枕、侧架射线照相检验TB/T3105.2铸钢摇枕、侧架超声波检验JIS0581铸钢件射线照相检测方法2铸件磁粉检测(MT)标准对比分析EN1369、ISO4986与GB/T9444均为铸件磁粉检验的常用标准,而且欧盟标准系列中关于铸钢件的磁粉检验标准EN1369基本与ISO4986等效。
铁路货车铸钢摇枕侧架的超声波探伤
铁路货车铸钢摇枕侧架的超声波探伤发布时间:2022-08-05T02:06:28.556Z 来源:《工程管理前沿》2022年3月第6期作者:刘彬潘伟伟孙伟[导读] 随着我国经济的迅速发展,对铁路行业也起到了极为强烈的促进作用,而铁路货车铸钢摇枕侧架在铁路运输当刘彬潘伟伟孙伟中车青岛四方机车车辆股份有限公司山东青岛 266111摘要:随着我国经济的迅速发展,对铁路行业也起到了极为强烈的促进作用,而铁路货车铸钢摇枕侧架在铁路运输当中是非常重要的组成部分,运输的安全性也越来越受到广大人民群众的关注,为了能够有效保证运输安全,一定要注重对火车各部件的安全检测,而铸钢摇枕侧架的正常运转是保证火车安全的关键,因此在铸钢摇枕侧架探伤的技术方面提出了更高的要求,然而原有的探伤方法已经无法满足时代的发展,本文主要针对铁路货车铸钢摇枕侧架超声波探伤新工艺的变化进行探究。
关键词:铁路货车;铸钢摇枕侧架;超声波探伤铁路运输当中影响铁路货车安全的极为重要的因素在于铸钢摇枕侧架部件的质量问题,其质量的好坏直接决定铁路货车是否能够安全前行。
在对铁路货车进行安全检测时,一定要对铸钢摇枕侧架进行针对性的安全检测,优化检测方法,唯有如此才能够保证铸钢摇枕侧架的质量,进而为火车运行的安全提供有效保障。
尤其是随着时代的发展,货车铸钢摇枕侧架压力的不断的增加,对于铸钢摇枕侧架探伤工艺的要求也越来越高,为了能够满足新时代的发展需求,超声波探伤工艺在铸钢摇枕侧架探伤中的应用,能够有效提高探伤的质量。
1、超声波工艺需要与时俱进在铁路探伤当中,超声波探伤技术发挥着极为重要的作用,尤其是在对货车的铸钢摇枕侧架进行检测时,由于铸钢摇枕侧架在火车本身的运转当中承担着极为重要的承载作用,在火车运行当中需要借助铸钢摇枕侧架在钢轨当中进行转向操作,因此铸钢摇枕侧架承担了极大的作用力。
因此,对于铸钢摇枕侧架本身极容易因着应力集中而造成严重的损伤。
一旦铸钢摇枕侧架发生破坏,就会给火车安全运行造成极大隐患,因此在检测过程当中,如果未曾检测出铸钢摇枕侧架的问题,导致铸钢摇枕侧架因着所承受压力过大而造成裂痕,就会给火车的安全带来灾难性的结果。
消除铁路货车用摇枕和侧架裂纹的实践

力所致。 而水玻璃砂除了水玻璃在高温下呈玻璃软 化状外, 膨润土经过高温脱水, 体积迅速缩小, 在砂 粒间留出了足够的空隙, 其高温退让性明显好于树 脂砂。 为了提高型芯的退让性, 降低铸件的高温应 力, 将原砂的粒度由 50 100 提高到 40 70, 将树脂 量控制在 018%~ 1% 之间, 同时在芯砂中加入一定 比例的木屑。木屑在高温下烧结, 使砂粒间存在较多 空间, 增大了砂粒间的位移量, 提高了砂芯的高温退 让性, 裂纹明显减少, 能满足批量生产的需要。 但是 铸件的砂眼、粘砂明显增加, 清理、焊补量很大。为了 解决这个难题, 依据上述的理论分析及实践结果, 采 取如下措施:
213 铸件实物力学性能试验 铸 件 实 物 力 学 性 能 符 合 AA R 2M 2202283、
AA R 2M 2203283 中所规定的要求。
3 工艺方案及工艺实践 311 工艺性分析
摇枕外形尺寸 2438mm ×508mm ×460mm , 浇 注重量大约 1000kg, 平均壁厚 18~ 29mm ; 侧架外 形尺寸 2286mm ×675mm ×442mm , 浇注重量大约 780kg, 平均壁厚 18~ 29mm。 从产品图样及美国铁 路标准要求来分析, 产品结构复杂, 轮廓大而壁厚薄 而不均, 相关尺寸多、加工面少、尺寸公差及形位公 差要求严格, 综合力学性能高, 尤其是疲劳强度要求 高, 从而给工艺制造带来极大困难。
a1 轮廓大而壁薄, 结构复杂, 内腔筋多, 热节区 多、凝固速度不一致, 阻碍收缩, 铸造应力大, 裂纹变 形倾向大。
b1 呋喃树脂砂对铸件表面有增 N、S、P 倾向, 增加热裂倾向。
c1 此材质为 ZG25M nN iC rM o, 收缩性大、热裂 倾向大。
论提高铸钢摇枕、侧架可靠性的有效途径

难 以发 现 , 而且 极难 清 出 、 复 , 中 由组 对 芯子 对 修 其 接 不齐 引起 的壁 厚 突变 和芯 子组 合不 贴实 产生 的 台
阶 、 缝 因根 部 应 力 大 , 致 裂 纹 缺 陷 的 倾 向 性 明 显 披 导 增加。 2 2 铸 造 工 艺 有 待 改 进 .
作 简 者
。
一
4 马 庆 林 ( 9 5一) 男 , 1 " : 16 , 高级 工程 师 , 科 。 本
,
3 改 进 措 施 …来自。 9 维普资讯
综 述 述 评
机车车辆工艺 第4期 20 8月 07年
3 1 提高 工艺 技术 水平 .
按照 以工 艺为 基础 , 以过 程 为 核 心 , 质 量 为 目 以
铸 件 表面 实施 湿法 荧光 磁粉探 伤 的基 础上 , 在摇 枕 、 侧架 A部 位增 加超声 波 探 伤 检测 , 点 控 制铸 件 内 重 部较 大 的和集 中 的孔 洞 类 缺 陷 ( 包括 缩 孔 、 松 、 缩 气
摘 要 : 文 阐 述 了摇 枕 、 架铸 造 _ 艺 现 状 , 析 了现 有 生 产 工 艺 以及 管 理 上 存 在 的 主 要 问 题 , 本 侧 T - 分
提 出 了采 用整 体 芯 、 外 精 炼 和 B+级 钢 新 技 术 , 炉 实施 荧 光 磁 粉 探 伤 、 线探 伤 、 声 波 探 伤 、 声 射 超 超 波 测 厚 等 无 损 检 测 , 强 工 艺参 数 控 制 、 格 执 行 工 艺 , 高现 场 管 理 水 平 , 保 产 品 质 量 。 加 严 提 确
关 键 词 : 钢 摇枕 ; 架 ; 靠 性 铸 侧 可
中图 分 类 号 : 2 0 3 1 U 6 .3 文 献标 识 码 : B
铁道货车摇枕横向载荷考核标准对比研究

综述·述评铁道车辆第52卷第9期2014年9月文章编号:1002-7602(2014)09-0001-05铁道货车摇枕横向载荷考核标准对比研究汤劲松1,周莉2(1.青岛四方车辆研究所有限公司技术中心,山东青岛266031;2.柳州铁道职业技术学院,广西柳州545007)摘要:对我国现行铁道货车摇枕横向载荷考核标准进行了溯源,对比研究了国内外标准中相关规定的异同,并对新设计摇枕的考核方法提出了建议。
关键词:货车转向架;摇枕;横向载荷;静载荷;静强度中图分类号:U270.331+.7文献标志码:B目前,我国摇枕设计及试验主要参照TB/T1335—1996《铁道车辆强度设计及试验鉴定规范》及TB/T1959—2006《铁道货车摇枕、侧架静载荷及疲劳试验》的相关规定执行。
为满足国内外市场重载运输的需要,我国各货车生产企业相继着手研发25t轴重以上的重载货车,然而TB/T1335—1996明确规定其仅适用于轴重不大于25t的车辆。
另外,TB/T1335—1996及TB/T1959—2006中关于摇枕试验部分的规定是分别借鉴AARM202《货车摇枕技术条件》的1983年版及1997年版制定的,AARM202在1997年之后分别于2005年和2009年进行了修订,并且对摇枕横向载荷的考核部分做出了原则性调整。
新型摇枕特别是25t轴重以上的摇枕如何考核是亟待研究的内容。
为了充分借鉴国外先进货车技术标准,本文将对比研究AAR、UIC、EN、俄罗斯及我国TB等标准的相关规定,并提出新型货车摇枕横向载荷的考核建议。
1摇枕横向载荷的设计、试验规范1〃1AARM202AARM202从静强度设计、静载荷试验及疲劳试验3个方面保证摇枕的强度,疲劳试验中并不包含摇枕横向载荷。
1.1.1静强度设计AARM202—1983中规定,摇枕垂向载荷取P,横向载荷取0.25P,其中P根据式(1)进行计算,该值与满轴重状态下转向架承受的垂向静载荷相当:P=2C-2000(D-4)(1)式中:C———轴载荷;D———轴颈直径。
2024年铁路货车摇枕市场分析现状

铁路货车摇枕市场分析现状引言铁路货车摇枕是铁路运输中的关键部件,用于保障货物在运输过程中的稳定性和安全性。
该市场的发展情况对物流行业和铁路运输起着重要的影响。
本文将对铁路货车摇枕市场的现状进行分析,并探讨其未来的发展趋势。
市场规模铁路货车摇枕市场在过去几年内保持了稳步增长的态势。
根据行业数据,该市场的年均增长率约为5%。
预计到2025年,该市场的总规模将达到XX亿美元。
市场驱动因素1.物流需求增长:随着全球贸易的不断发展,物流需求呈现出快速增长的趋势。
铁路货车摇枕作为物流链中的重要组成部分,受益于物流需求的增加。
2.优势效益:铁路货车摇枕相对于其他运输方式具有较低的成本和更高的效益。
因此,许多企业选择使用铁路货车来进行货物运输,推动了市场的增长。
3.政策支持:各国政府对铁路货运业的发展给予了积极的支持,通过出台相关政策和资金投入,促进了铁路货车摇枕市场的发展。
市场竞争状况目前,铁路货车摇枕市场存在较为激烈的竞争。
市场上主要的竞争者包括: - 公司A:该公司在铁路货车摇枕领域拥有较强的技术实力和市场份额。
其产品质量和服务在市场上有很高的声誉。
- 公司B:该公司在价格上具有竞争优势,产品性价比较高。
其市场份额在近年来呈现出增长的趋势。
- 公司C:该公司致力于产品创新和技术研发,在市场上拥有一定的竞争力。
市场趋势1.技术创新:随着科技的发展,铁路货车摇枕市场也在不断创新。
例如,一些公司开始研发智能摇枕,以提高货物运输的安全性和效率。
2.环保要求:全球对环境保护的重视程度不断提高,对铁路货车摇枕的环保要求也越来越高。
未来市场将呈现出对环保型摇枕的更高需求。
3.国际合作:随着全球贸易的增加,各国之间的物流合作也日益加强。
铁路货车摇枕市场将受益于国际合作的进一步加强。
未来展望铁路货车摇枕市场有望在未来几年内继续保持增长态势。
科技创新、环保要求和国际合作将是市场发展的重要推动力。
同时,市场竞争也将进一步加剧,企业需要加强技术研发、提高产品质量和服务水平,以赢得市场份额。
160 kmh货车摇枕的有限元分析

文章编号:1003-1421(2010)09-00中图分类号:U270.1+2文献标识码:B160 km/h货车摇枕的有限元分析阮保荣(北京京北职业技术学院机电工程系,北京 1014100)摘要:通过分析速度为160 km/h货车转向架摇枕的结构特点,选用ANSYS软件作为有限元分析工具,根据摇枕结构特征及载荷情况,按照与实际相符合的原则建立摇枕模型。
依据TB/T1335-1996《铁道车辆强度及试验鉴定规范》,对该货车摇枕的主要载荷进行计算和工况分析。
由于摇枕结构复杂,需要用第四强度理论进行评价,即用当量应力对静强度进行了评定。
关键词:货车摇枕;有限元分析;载荷工况;强度计算铁路货车主要用于运送各种货物,转向架是铁路货车的关键部件[1-2],其中摇枕是转向架的重要部件[3]。
摇枕的作用是将车体作用在下心盘上的力传递给支撑在其两端的枕簧上,另外还用于把转向架左右两侧架联系成一个整体,其可靠性能影响机车的走行品质和安全性,必须满足一定的强度要求。
随着计算机的普及和计算方法的发展,有限元法已成为摇枕强度分析的主要方法。
1 转向架摇枕的结构特点为适应摇枕中央部位受弯矩大、两端受弯矩较小的情况,摇枕中央的截面比两端大,使中央部位具有较大的截面模数,这种形式的摇枕称为鱼腹形摇枕[4]。
这种结构既能保证摇枕具有足够的强度,又可以节约材料和减轻自重。
以下分析的摇枕是速度为160 km/h的货车,结构为鱼腹型,实体模型如图1所示。
图1 摇枕实体模型图2 摇枕有限元模型选用ANSYS软件作为有限元分析工具。
为了保证计算精度,在建立有限元模型时,根据摇枕结构特征及载荷情况,按照与实际情况相符合的原则建立摇枕模型,取该摇枕的1/2结构进行网格划分[5],摇枕沿纵向轴的一半有限元模型如图2所示,其共有102 595个单元,189 350个节点。
图2 摇枕有限元模型3 载荷计算及工况3.1 载荷计算计算的摇枕匹配的转向架为新型转向架,同时设计速度较高,载荷计算时以TB/T1335-1996《铁道车辆强度及试验鉴定规范》[6]为主要依据,同时考虑实际情况予以适当调整。
国内外铁路货车车体强度设计与试验标准的分析与研讨(待续)

作者简介:田葆栓(1966一),男,高级工程师(教授级)。
・26・
万 方数据
国内外铁路货车车体强度设计与试验标准的分析与研讨
田葆栓
补充规定。笔者建议,对于万吨及以上编组列车的 第一工况、第二工况的纵向载荷标准,关键件的疲劳 试验、线路试验的试验条件和试验方法等应积极研 究借鉴国外先进标准,并根据我国的实际运用工况 进行修订,以适应我国铁路货车的发展。
表1
TB/T 1335--1996中与货车车体结构有关的载荷及评定
注:一。为材料屈服极限。
2.2
AAR标准《货车设计制造规范》M一1001 北美铁路协会AAR是非营利性技术协会,其成
(2)针对铁路运营商的联运规则和设备制造商的 标准手册及推荐规范,主要为装备和零部件机械性能 方面的内容; (3)针对货物装载规则,主要为铁路、国际贸易或 货主的载荷规定。 AAR的标准(包括技术标准和检修规程)需符合 并严于FRA(联邦铁路管理局)颁布的技术法规,主 要侧重于机械设备性能、互换性和运输标准,也包括电 气、列车通信信号等要求。各公司制定的企业标准更
作者: 作者单位: 刊名: 英文刊名: 年,卷(期): 田葆栓, TIAN Bao-shuan 青岛四方车辆研究所有限公司,研究试验部,山东,青岛,266031 铁道车辆 ROLLING STOCK 2009,47(5)
本文链接:/Periodical_tdcl2铁路货运公司以及美国 客运公司(Amtrak)等。北美铁路协会AAR标准包 括标准手册和建议规范,分为三大类:技术规范(M)、 一般标准(S)、推荐规范(RP)。包含3个方面的内容: (1)针对铁路运营商的联运规则,主要为装备的 使用和维护方面的内容;
27・
万 方数据
关于铁路货车车体刚度评定标准的分析与思考
1/2 985
1/2 160 1/3 175
1/ 650 1/ 266 1/ 155
f ST 货车车体在其自重和载重作用下弹性系 统的当量静挠度, 等于中梁中央挠度、转 向架弹簧悬挂装置静挠度和钢轨垂向变 形之和, m。
对于多层桥架结构的长大货物车, 还应包括各层 桥架的挠度。
对客车来讲, 车体的弯曲自振频率若接近于人体 内部器官的共振频率, 将对旅客乘坐舒适性产生不良 影响。研究表明, 对于批量生产的客车车体, 为了保证 旅客有足够的舒适度, 车体的弯曲振动频率应不低于 8 H z。根据有关文献, 在设计制造机车车体时, 要求 机车车体在整备状态下的垂直弯曲振动频率大于 10 H z。在用高强度材料研制新的车体结构时, 决定性的 因素是自振频率。使用文献[ 1] 中的车体弯曲振动频 率计算方法, 如果在车体中央断面有可靠的挠度值就 可获得与试验值很吻合的结果。用这一方法计算的客 车车体自振频率及其与挠度的关系曲线表明, 为了保 证容许的振动频率( 8 H z) , 同时考虑到弹簧悬挂装置 的特性, 车体中央断面的挠度不应超过 6 mm 。
1 车体刚度的描述
货车车体刚度主要包括垂向弯曲刚度、纵向刚度 和扭转刚度。对于侧墙承载的车体而言, 还有端墙刚 度和侧墙刚度等。
收稿日期: 2010 03 05 作者简介: 田葆栓( 1966 ) , 男, 高级工程师( 教授级) 。
1. 1 垂向弯曲刚度
日本标准 JIS E 7103 2006 通勤电车车体设计 通用技术条件!中垂向弯曲刚度指等效弯曲刚度, 表示 一等效等截面梁的刚度。该梁所承受的载荷和挠度分
从现有 50 t~ 60 t 货车几年的运用情况看, 除用 I450 mm # 150 mm # 11 5 mm 作中梁 的 C50 型敞车 外, 其他车辆均未发生过中梁、侧梁严重塌腰问题, 说 明刚度基本上是合适的。因此, 在 1978 年以前, 参照 上述铁路桥梁、起重机的刚度规范与部分货车中梁挠 度的一般情况, 对货车车体的刚度提出了如下建议: 底 架承载的货车挠跨比为 1/ 900~ 1/ 1 500; 侧墙承载的 货车挠跨比为 1/ 1 500~ 1/ 2 000; 长大货物车挠跨比 为 1/ 500~ 1/ 700; 平车集中载荷时按照 1/ 700 考虑。
铁路货车摇枕侧架铸造技术的发展及发展方向分析

铁路货车摇枕侧架铸造技术的发展及发展方向分析发布时间:2021-05-14T09:49:11.870Z 来源:《科学与技术》2021年第29卷第4期作者:王纪涛[导读] 摇枕、侧架是铁路货车转向架中重要组成部分,其质量关系到铁路货车运用安全王纪涛中车齐齐哈尔车辆有限公司,黑龙江齐齐哈尔 161002摘要:摇枕、侧架是铁路货车转向架中重要组成部分,其质量关系到铁路货车运用安全,备受重视。
多年来,经过铸造工作者的不断努力和创新,我国铁路摇枕、侧架制造水平得到了长足的发展,特别是近几年我国摇枕、侧架的铸造技术得到了大幅度的提升,制造技术和产品质量达到了世界领先水平。
关键词:摇枕侧架;铸造技术;铁路货车引言:摇枕、侧架是铁路货车十分重要的铸钢件,不仅影响铁路货车的运行性能,而且关系到铁路运输安全[1]。
本文主要对我国货车摇枕和侧架铸造技术的发展、简述每种工艺的优势与劣势对比,并对关键制造技术进行介绍,分析展望了摇枕、侧架制造技术的未来发展方向。
一、铁路货车摇枕侧架铸造技术发展现今,我国在铁路货车的制造中,已经取得了很大的进步,在实际制造工艺中,也应用到了多种生产工艺。
例如,货车在生产中,大量应用孔型薄壁结构部件,生产过程均为流水线批量化生产,生产工艺一般为湿型砂、酯硬化水玻璃砂,v法和二氧化碳硬化水玻璃砂等,制芯工艺一般有三乙胺法和二氧化碳硬化法等。
近年来,我国不断探索货车的摇枕和侧架的先进铸造工艺,并取得了很大发展[2]。
(一)CO2硬化水玻璃砂工艺。
该工艺在上世纪五十年代,由前苏联发明,并开始在我国推广,到六十年代中期水爆清砂工艺出现解决其清砂困难的难题后得以较快发展,并形成一套完整的水玻璃砂工艺生产碳素钢摇枕、侧架的工艺和装备体系。
该方法设备简单且价格低廉,污染也较小,在货车制造业中曾广泛应用。
然而,随着时代的进步该工艺的局限性开始显现,主要是水浴清砂中极易因激冷产生毛细裂纹,大大缩短了了摇枕和侧架的疲劳寿命,对环境也造成了污染,影响了周边水体的质量。
货车摇枕、侧架连续式热处理技术应用

货车摇枕、侧架连续式热处理技术应用摘要:本文介绍了摇枕、侧架连续式热处理技术的应用、连续式热处理生产线的组成及生产过程,重点说明了连续式热处理生产的优点。
理化检测结果表明:连续式热处理生产的产品拥有优良的使用性能,应该广泛推广。
关键词:摇枕、侧架;连续式热处理技术Abstract:This paper introduced the application of the technology for continuous heat treatment of bolster and side frame,the structure and the main process of continuous heat treatment.It introduced especially the advantage of continuous normalizing heat treatment.The experimental results indicate that the samples of continuous heat treatment can gain wonderful mechanical properties.The technology has great significance on the development of casting industry.Key words:bolster and side frame;the technology for continuous heat treatment铁路货车摇枕、侧架是货车转向架走行部分的关键受力零部件,承载着货车自身和装载货物的重量。
其性能的好坏,直接关系着铁路的行车安全。
摇枕、侧架在铸造出来以后,原始奥氏体晶粒往往都很粗大,其使用性能,特别是冲击韧度和塑性显著降低,很容易发生断裂。
因此,在实际生产中,需要通过正火热处理的方式来细化晶粒,改善组织,提高摇枕、侧架的抗冲击性,满足使用要求。