微软SEA审核清单(2017版)2x19
2020年最新Higg FEM审核文件清单
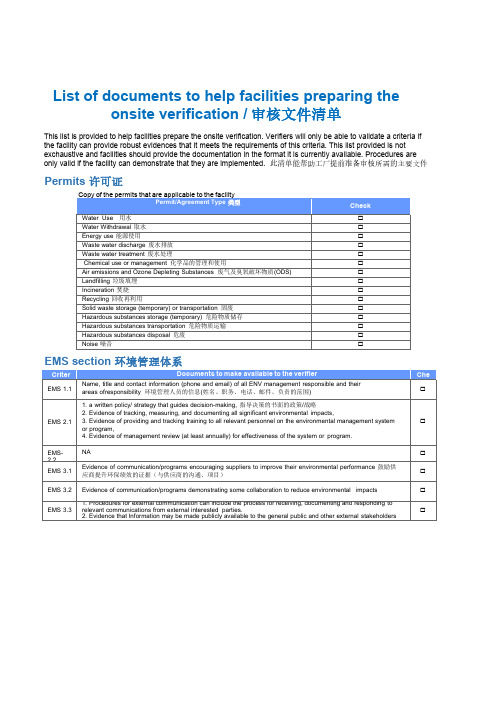
List of documents to help facilities preparing the onsite verification/审核文件清单This list is provided to help facilities prepare the onsite verification.Verifiers will only be able to validate a criteria if the facility can provide robust evidences that it meets the requirements of this criteria.This list provided is not exchaustive and facilities should provide the documentation in the format it is currently available.Procedures are only valid if the facility can demonstrate that they are implemented.此清单能帮助工厂提前准备审核所需的主要文件Permits许可证CM3.1Evidence that you partner with chemical suppliers,brands or service providers to proactively conduct hazard assessments or alternative assessments on chemical products and formulations and use this information to make decisions about which chemicals you use与化学品供应商、品牌、服务商主动进行危害评估或替代物评估的记录,并依评估结果选择化学品的证据☐CM3.2NA☐CM3.3Evidence of reducing water use,energy use,wastewater treatment costs by using more efficient or sustainablechemistry(records showing reductions achieved and describing which type of sustainable chemistry was applied toachieve these reductions)用更有效的方法和可持续的化学品以降低废水处理成本,减少水和能源的使用的证明(如:显示使用量减少的记录,并描述用哪些可持续化学品达到减少的目的)。
JSTAPIQ19th审核清单中文版(空白)
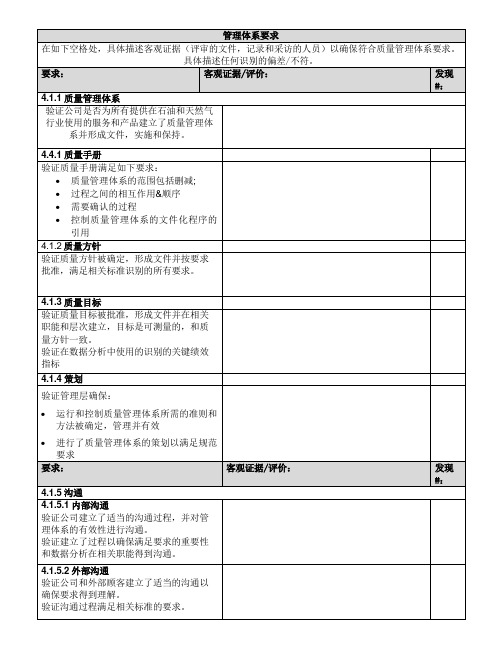
验证公司和外部顾客建立了适当的沟通以确保要求得到理解。
验证沟通过程满足相关标准的要求。
要求:
客观证据/评价:
发现#:
4.2管理职责
4.2.1资源
描述最高管理层如何确保质量管理体系所需的资源可获得性。
4.2.2职责和权限
描述责任,权限和职责如何被确定,形成文件并在整个公司进行沟通。
要求:
客观证据/评价:
发现#:
4.4文件要求
4.4.2程序
验证标准要求的程序建立,形成文件,实施和保持,使其持续适宜。
4.4.3文件控制
程序:
验证程序满足相关标准的所有要求并得到控制,实施和保持。
描述工厂如何控制质量管理体系所需的文件以确保相关版本被使用和保持。
描述外来文件如何受控以确保相关版本被使用和保持。
描述作废文件如何识别/删除以确保防止非预期使用。
4.4.4产品实现过程中外来文件的使用
程序:
验证程序满足相关标准的所有要求并得到控制,实施和保持。
工厂如何确保整合到产品实现过程或任何其他受影响的过程?
验证产品和其他特定要求按要求整合。
4.5记录控制
程序:
验证程序满足相关标准的所有要求并得到控制,实施和保持。
验证程序满足相关标准的所有要求并得到控制,实施和保持。
公司采用何种方法取得并使用和顾客感受有关的信息以确定要求是否被满足?
组织如何有效地测量顾客满意及分析结果?
6.2.2内部审核
程序:
验证程序满足相关标准的所有要求并得到控制,实施和保持。
识别上次内部审核完成的日期。
验证审核距上次内审12个月内进行。
4.2.3管理者代表
识别任命ቤተ መጻሕፍቲ ባይዱ管理者代表的名字
IEC vibration test standard
* * Voir adresse «site web» sur la page de titre.
See web site address on title page.
NORME INTERNATIONALE INTERNATIONAL STANDARD
CEI IEC 60068-2-57
Deuxième édition Second edition 1999-11
Numéro de référence Reference number CEI/IEC 60068-2ications
Depuis le 1er janvier 1997, les publications de la CEI sont numérotées à partir de 60000.
•
•
Terminologie, symboles graphiques et littéraux
En ce qui concerne la terminologie générale, le lecteur se reportera à la CEI 60050: Vocabulaire Electrotechnique International (VEI). Pour les symboles graphiques, les symboles littéraux et les signes d'usage général approuvés par la CEI, le lecteur consultera la CEI 60027: Symboles littéraux à utiliser en électrotechnique, la CEI 60417: S ymboles graphiques utilisables sur le matériel. Index, relevé et compilation des feuilles individuelles, et la CEI 60617: Symboles graphiques pour schémas.
微软SEA社会责任审核清单(整套)

模块 ★总则 If the facility has been subject to any labor regulatory actions where monetary penalties were assessed,or where formal corrective actions were G2.1 Major mandated by the issuing government agency,have the violations been corrected or are they on track for correction? 工厂是否对涉及劳动法的法律法规的行为,设立了处罚并进行评估,或 由政府机构正式监督,违规行为是否被强制整改和追踪。 If the facility has been subject to any ethics regulatory actions where monetary penalties were assessed,or where formal corrective actions were G2.2 Major mandated by the issuing government agency,have the violations been corrected or are they on track for correction? 工厂是否对道德监管行为,设立了处罚并进行评估,或由政府机构正式 Compliance with the Law 监督,违规行为是否被强制整改和追踪。 If the facility has been subject to any health & safety regulatory actions where monetary penalties assessed,or where formal corrective actions G2.3 Major mandated by the issuing government agency,have the violations been corrected or are they on track for correction? 工厂影响健康和安全的行为,设立了处罚并进行评估,或由政府机构正 式监督,违规行为是否被强制整改和追踪。 If the facility has been subject to any environmental regulatory actions where monetary penalties assessed,or where formal corrective actions G2.4 Major mandated by the issuing government agency,have the violations been corrected or are they on track for correction? 工厂影响环境的行为, 设立了处罚并进行评估, 或由政府机构正式监督, 违规行为是否被强制整改和追踪。 ★01 劳工 The facility does not use any type of forced,prison,indentured,or bonded A1.1 Critical labor. 不使用强迫劳工,包括:抵债劳工、契约劳工、监狱劳工。 Adequate and effective policy and procedures are established against slavery and human trafficking ensuring that any form of forced,bonded or A1 Freely Chosen Employment A1.3 Major A1.2 Major involuntary prison labor is not used. 针对奴隶和贩卖人口建立适当有效的程序,保证不使用强迫、非自愿、 监狱劳工。 Do workers have a copy of their signed labor contract? 员工是否持有与工厂签定的劳动合同副本。 The facility/labor agent (if applicable) does not withhold workers’ A1.4 Serious government-issued identification (passports or work permits) upon hire. 工厂/劳动代理(如果可以)不扣押工人的身份证(护照或工作许可证)。
GJB9001C-2017现行受控文件清单
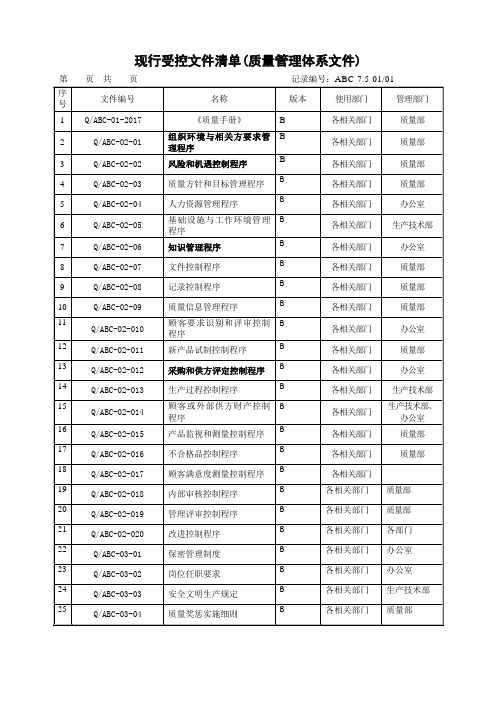
岗位任职要求
B
各相关部门
办公室
24
Q/ABC-03-03
安全文明生产规定
B
各相关部门
生产技术部
25
Q/ABC-03-04
质量奖惩实施细则
B
各相关部门
质量部
26
Q/ABC-03-05
库房管理制度
B
各相关部门
生产技术部
27
Q/ABC-03-06
计量器具使用管理规定
B
各相关部门
质量部
1份质量部Fra bibliotek纸质14
HB7287-96
《航空空气过滤器通用技术条件》
1份
质量部
纸质
15
HB5800-1999
《一般公差要求》
1份
质量部
纸质
16
HB5800-82
《一般公差》
1份
质量部
纸质
17
GJB 190
《特性分类》
1份
质量部
电子版
18
GJB450
《装备可靠性工作通用要求》
1份
质量部
电子版
19
GJB 571
025
合同/信息评审单
063
机遇评估与应对措施表
026
顾客电话订单、口头协议记录表
027
顾客沟通记录
028
首件鉴定审查报告
029
首件鉴定检验报告
030
首件生产过程原始记录
031
供方质量能力调查表
032
供方质量能力评价报告
033
合格供方名录
034
采购产品验收单
035
PIC12F1501T-IMF;PIC12LF1501T-IMF;PIC12F1501-EMF;PIC12LF1501-EMF;中文规格书,Datasheet资料
Trademarks The Microchip name and logo, the Microchip logo, dsPIC, KEELOQ, KEELOQ logo, MPLAB, PIC, PICmicro, PICSTART, PIC32 logo, rfPIC and UNI/O are registered trademarks of Microchip Technology Incorporated in the U.S.A. and other countries. FilterLab, Hampshire, HI-TECH C, Linear Active Thermistor, MXDEV, MXLAB, SEEVAL and The Embedded Control Solutions Company are registered trademarks of Microchip Technology Incorporated in the U.S.A. Analog-for-the-Digital Age, Application Maestro, chipKIT, chipKIT logo, CodeGuard, dsPICDEM, , dsPICworks, dsSPEAK, ECAN, ECONOMONITOR, FanSense, HI-TIDE, In-Circuit Serial Programming, ICSP, Mindi, MiWi, MPASM, MPLAB Certified logo, MPLIB, MPLINK, mTouch, Omniscient Code Generation, PICC, PICC-18, PICDEM, , PICkit, PICtail, REAL ICE, rfLAB, Select Mode, Total Endurance, TSHARC, UniWinDriver, WiperLock and ZENA are trademarks of Microchip Technology Incorporated in the U.S.A. and other countries. SQTP is a service mark of Microchip Technology Incorporated in the U.S.A. All other trademarks mentioned herein are property of their respective companies. © 2011, Microchip Technology Incorporated, Printed in the U.S.A., All Rights Reserved. Printed on recycled paper. ISBN: 978-1-61341-765-2
D013

duagon GmbH, Badenerstrasse 21, CH-8953 Dietikon, Switzerland Phone: +41 44 7434000, Fax +41 44 7434015,
Document history Rev. 1 2 3 4 5 6 Date April, 22nd 2007 June, 22nd 2007 Sept., 15th 2008 Sept., 18th 2008 April 16th 2009 June 12th 2009 Author Rogenmoser Rogenmoser Zimmermann / Verbiest Verbiest / Rogenmoser Jordan Roth Comments See chapte r "Document History" Ident-Number d-001307-003515 d-001307-004760 d-001307-005477 d-001307-006051 d-001307-006983 d-001307-007195
•
•
D013 Type Test Rev 1.1
Байду номын сангаас
duagon
Page 2/27
d-001307-007195
duagon
Duagon Data Sheet Preamble On having purchased products described in this data sheet, the customer acquires the right to use the products according to its specified purpose and in accordance with all operation, service and maintenance instructions. All other rights to the product, Duagon's intangible assets rights in particular, belong solely to Duagon and may not be deemed to have been assigned along with the sale of the products. All product properties are fully described in the data sheet under express exclusion of any warranty for other properties. Of decisive relevance is the data sheet valid at the time of the order being placed. Duagon provides a warranty that the product properties are retained during the period of warranty. Evidence that the properties of the product have been retained will be brought, always and exclusively, on Duagon premises by means of a test construction pursuant to the type test. The customer is obliged to inspect whether the products themselves are suitable for the application intended. In particular, that inspection must include the integration of the products into the intended system configuration and a check on whether the properties as per data sheet can be fulfilled once integrated into the system configuration as planned by the customer. Since the products are not certificated for operation with security applications, the customer must take appropriate measures to ensure that any malfunctions that may occur in a system configuration with other products will be absorbed by supplementary security measures. The period of warranty for the products is 24 months and it begins on the date the products are shipped from the factory. The warranty that Duagon assumes for the products will, at Duagon's discretion, be limited either to the repair of or the replacement of the products at the Duagon factory. The warranty solely covers the products or parts thereof which, despite professional handling, have become defective or unusable and which arrive at the Duagon factories for repair or replacement during the period of warranty. The extent of Duagon's warranty is fully set out in this data sheet. Duagon cannot be held liable for consequential damage caused by a defect or for indirect damage or for consequential damage of any kind. Therefore the customer bears all and any costs that occur due to production downtime, for example, or due to the installation or dismantling of products or due to their transportation to Duagon and back. Duagon's liability and warranty do not obtain if evidence cannot be brought that the products were being operated according to its specified purpose and in accordance with all operation, service and maintenance instructions as issued by Duagon. These provisions form an integrated part of the product properties. Duagon products cannot be acquired with other or more extensive degrees of warranty and liability on the part of Duagon. This data sheet is to be evaluated in accordance with Swiss law. The court of jurisdiction is the seat of the vendor . The applicability of the UN agreement as to international sales of goods (also known as "Viennese Purchasing Convention") is herewith expressly excluded.
SQP审核清单(中英文对照)
SQP审核清单(中英文对照)1.ManagementcommitmentandcontinualimprovementFUNDAMENTA L:Thecompany"sseniormanagementshalldemonstratetheyarefullycom mittedtotheimplementationoftherequirementsoftheSupplierQual ificationProgram.Thisshallincludeprovisionofadequateresourc es,effectivecommunication,systemsofreviewandactionstakentoidentifyandeffectopportunit iesforimprovement.该公司的高级管理层应当证明他们会全力的供应商资格认证计划的要求执行。
这应包括提供足够的资源,有效的沟通,审查和改进系统和采取确定的行动效果的机会。
1.1Doesthecompany"smanagementdefineproductsafetyandqualityo bjectives?贵公司管理层确定产品的安全和质量目标?Moderate1.2Isthereviewofthemanagementsystemscarriedoutatlea stannually?是管理制度的检讨进行每年至少一次?Minor1.3Doesthereviewofthemanagementsystemsincludeevaluatio nofthefollowingitems?是否该管理系统的审查包括以下项目的评价?1.3.1Resultsofaudits(internal,secondandthirdpartyaudits);审计结果(内部,第二和第三方审计)1.3.2Followupactionsfrompreviousmanagementreviews;按照以往管理评审的跟踪措施1.3.3CustomerComplaintsandfeedback;客户投诉和反馈1.3.4Statusofpreventiveandcorrectiveactions;预防和纠正措施的状况1.3.5Processperformanceandproductconformity;过程绩效和产品的符合性1.3.6ChangesthatcouldaffecttheManagementSystems;可能影响管理体系的变化1.3.7Productsafetyandqualityobjectives;产品安全和质量目标1.3.8Riskmanagement;风险管理1.3.9Statutoryandregulatoryrequirements;法律法规要求1.3.10Resourceneeds;and资源需求,以及1.3.11Recommendationsforimprovement.改善建议Moderate1.4Arethedecisionsandactionsagreedduringthereviewco mmunicatedeffectivelytoappropriatestaff?被审查有效适当的工作人员沟通过程中的决策和行动一致?Minor1.5Aretheactionsimplementedwithintheagreedtimescales?是在商定的时间表落实的行动?Minor1.6Doesthecompany"smanagementprovidethefollowingoveral lresourcesrequiredtoimplementandimprovethequalitymanagement systemandriskassessmentplan,andtoaddresslegal,productsafety,andproductqualitymatters?请问公司的管理提供了实现和完善的质量管理体系和风险评估计划所需的下列整体资源,以解决法律,产品的安全性和产品质量问题?1.6.1personnel人员1.6.2infrastructure(e.g.,building,equipment,transportetc)基础设施(如建筑物,设备,交通工具...等)1.6.3workenvironment工作环境1.6.4financialsupport财政支持Moderate1.7Doesthecompanyhaveaprocessinplacetoidentifyoppor tunitiesforimprovements?公司是否制定一个过程,识别改进机会?Minor2RiskManagementFUNDAMENTAL:Thecompanyshallhaveaproductriskmanagementplan,basedonariskassessmentsystemwhichshallbesystematic,comprehensive,thorough,paniesmustbeawareofandmake referencetoup-to-datelegislation,productstandards,codesofpracticeanddevelopmentsinscienceortechnologythatmayi mpacttheriskconcerningtheirproductsandpackagingwheretheseex istinthecountriesofintendedsale.该公司须有产品的风险管理计划,根据风险评估制度,应是系统的,全面的,彻底的,全面实施和保持。
特种用途船舶安全规则CODE OF SAFETY FOR SPECIAL PURPOSE SHIPS

ANNEX 17RESOLUTION MSC.266(84)(adopted on 13 May 2008)CODE OF SAFETY FOR SPECIAL PURPOSE SHIPS, 2008THE MARITIME SAFETY COMMITTEE,RECALLING Article 28(b) of the Convention on the International Maritime Organization concerning the functions of the Committee,NOTING that specialized types of ships with unusual design and operational characteristics may differ from those of conventional merchant ships subject to the International Convention for the Safety of Life at Sea, 1974 (hereafter referred to as the “1974 SOLAS Convention”),ALSO NOTING that, by virtue of the specialized nature of the work undertaken by these ships, special personnel are carried, who are neither crew members nor passengers as defined in the 1974 SOLAS Convention,RECOGNIZING that certain safety standards supplementing those of the 1974 SOLAS Convention may be required for special purpose ships,NOTING FURTHER that the Assembly, at its thirteenth session, adopted, by resolution A.534(13), the Code of Safety for Special Purpose Ships and authorized the Committee to amend the Code as necessary,1. ADOPTS the Code of Safety for Special Purpose Ships, 2008 (2008 SPS Code), the text of which is set out in the Annex to the present resolution, as an amendment to the Code adopted by the Assembly by resolution A.534(13);2. DETERMINES that the 2008 SPS Code supersedes the SPS Code adopted by resolution A.534(13) for special purpose ships certified on or after 13 May 2008;3. INVITES all Contracting G overnments to the 1974 SOLAS Convention to take appropriate steps to give effect to the present Code as soon as possible;4. REQUESTS the Assembly to endorse the action taken by the Maritime Safety Committee.ANNEX 17Page 2ANNEXCODE OF SAFETY FOR SPECIAL PURPOSE SHIPS, 2008CONTENTSChapter 1G eneralChapter 2 Stability and subdivisionChapter 3 MachineryinstallationsChapter 4 ElectricalinstallationsChapter 5 Periodically unattended machinery spacesChapter 6 FireprotectionChapter 7 DangerousgoodsChapter 8 Life-savingappliancesChapter 9 RadiocommunicationsChapter 10 Safety of navigationChapter 11 SecurityAnnex Form of Safety Certificate for Special Purpose ShipsPREAMBLE1The Maritime Safety Committee, at its eighty-fourth session, revised the Code of Safety for Special Purpose Ships (SPS Code) adopted by resolution A.534(13) to bring it up to date with amendments to SOLAS and to extend the voluntary application of the revised Code to include training ships, whether or not covered by the application requirements of SOLAS.2 The Code has been developed to provide an international standard of safety for special purpose ships of new construction, the application of which will facilitate operation of such ships and result in a level of safety for the ships and their personnel equivalent to that required by the International Convention for the Safety at Life of Sea, 1974.3 For the purposes of this Code, a special purpose ship is a ship of not less than 500 gross tonnage which carries more than 12 special personnel, i.e. persons who are specially needed for the particular operational duties of the ship and are carried in addition to those persons required for the normal navigation, engineering and maintenance of the ship or engaged to provide services for the persons carried on board.4 Because special personnel are expected to be able bodied with a fair knowledge of the layout of the ship and have received some training in safety procedures and the handling of the ship’s safety equipment, the special purpose ships on which they are carried need not be considered or treated as passenger ships.5 In developing the safety standards for this Code it has been necessary to consider:.1 the number of special personnel being carried; and.2 the design and size of the ship in question.6 While the Code has been developed for new ships of 500 gross tonnage and above, Administrations may also consider the application of the provisions of the Code to ships of lesser tonnage. The term “new ship” has not been defined in order to give any Administration discretion to decide the effective date of entry into force.ANNEX 17Page 37 For facilitating the operation of special purpose ships, this Code provides for a certificate, called a Special Purpose Ship Safety Certificate, which should be issued to every special purpose ship. Where a special purpose ship is normally engaged on international voyages as defined in SOLAS it should, in addition, also carry SOLAS safety certificates, either:.1 for a passenger ship with a SOLAS Exemption Certificate; or.2 for a cargo ship with a SOLAS Exemption Certificate, where necessary,as the Administration deems appropriate.8 Noting that the Code may be readily applied to some ships that carry special personnel on board to which SOLAS does not apply, the Maritime Safety Committee invites Administrations to apply the standards of the Code to such ships to the extent deemed reasonable and practicable.CHAPTER 1GENERAL1.1 The purpose of the Code is to recommend design criteria, construction standards and other safety measures for special purpose ships.1.2Application1.2.1 Except as provided in 8.3, the Code applies to every special purpose ship of not less than 500 gross tonnage certified on or after 13.May 2008. The Administration may also apply these provisions as far as reasonable and practicable to special purpose ships of less than 500 gross tonnage and to special purpose ships constructed before 13 May 2008.1.2.2 This Code does not apply to ships meeting the Code for the Construction and Equipment of Mobile Offshore Drilling Units (MODU Code).1.2.3 The Code is not intended for ships used to transport and accommodate industrial personnel that are not working on board.1.3Definitions1.3.1 For the purpose of this Code, the definitions given hereunder apply. For terms used, but not defined in this Code, the definitions as given in SOLAS apply.1.3.2 “Breadth (B)” means the maximum breadth of the ship, measured amidships to the moulded line of the frame in a ship with a metal shell and to the outer surface of the hull in a ship with a shell of any other material. The breadth (B) should be measured in metres.1.3.3 “Crew” means all persons carried on board the ship to provide navigation and maintenance of the ship, its machinery, systems and arrangements essential for propulsion and safe navigation or to provide services for other persons on board.1.3.4 “IMDG Code” means the International Maritime Dangerous Goods Code, adopted by the Maritime Safety Committee by resolution MSC.122(75), as amended.ANNEX 17Page 41.3.5 “Length (L)” means 96% of the total length on a waterline of 85% at the least moulded depth measured from the top of the keel, or the length from the foreside of the stem to the axis of the rudder stock on that waterline, if that be greater. In ships designed with a rake of keel, the waterline on which this length is measured should be parallel to the designed waterline. The length (L) should be measured in metres.1.3.6 “LSA Code” means the International Life-Saving Appliance Code, adopted by the Maritime Safety Committee by resolution MSC.48(66), as amended.1.3.7 “Organization” means the International Maritime Organization.1.3.8 “Passenger” means every person other than:.1 the master and the members of the crew or other persons employed or engaged in any capacity on board a ship on the business of that ship; and.2 a child under one year of age.1.3.9 “Permeability” in relation to a space is the ratio of the volume within that space which is assumed to be occupied by water to the total volume of that space.1.3.10 “SOLAS” means the International Convention for the Safety of Life at Sea, 1974, as amended.1.3.11 “Special personnel” means all persons who are not passengers or members of the crew or children of under one year of age and who are carried on board in connection with the special purpose of that ship or because of special work being carried out aboard that ship. Wherever in this Code the number of special personnel appears as a parameter, it should include the number of passengers carried on board which may not exceed 12.Special personnel are expected to be able bodied with a fair knowledge of the layout of the ship and to have received some training in safety procedures and the handling of the ship’s safety equipment before leaving port and include the following:.1 scientists, technicians and expeditionaries on ships engaged in research, non-commercial expeditions and survey;.2 personnel engaging in training and practical marine experience to develop seafaring skills suitable for a professional career at sea. Such training should be inaccordance with a training programme approved by the Administration;.3 personnel who process the catch of fish, whales or other living resources of the sea on factory ships not engaged in catching;.4 salvage personnel on salvage ships, cable-laying personnel on cable-laying ships, seismic personnel on seismic survey ships, diving personnel on diving supportships, pipe-laying personnel on pipe layers and crane operating personnel onfloating cranes; and.5 other personnel similar to those referred to in .1 to .4 who, in the opinion of the Administration, may be referred to this group.ANNEX 17Page 5 1.3.12 “Special purpose ship”1 means a mechanically self-propelled ship which by reason of its function carries on board more than 12 special personnel2.1.3.13 “Training programme” means a defined course of instruction and practical experience in all aspects of ship operations, similar to the basic safety training as offered by the maritime institutions in the country of the Administration.1.4ExemptionsA ship which is not normally engaged as a special purpose ship and which undertakes an exceptional single voyage as a special purpose ship may be exempted by the Administration from the provisions of this Code, provided that it complies with safety requirements which in the opinion of the Administration are adequate for the voyage which is to be undertaken by the ship.1.5Equivalents1.5.1 Where the Code requires that a particular fitting, material, appliance, apparatus, item of equipment or type thereof should be fitted or carried in a unit, or that any particular provision should be made, or any procedure or arrangement should be complied with, the Administration may allow any other fitting, material, appliance, apparatus, item of equipment or type thereof to be fitted or carried, or any other provision, procedure or arrangement to be made in that unit, if it is satisfied by trial thereof or otherwise that such fitting, material, appliance, apparatus, item of equipment or type thereof or that any particular provision, procedure or arrangement is at least as effective as that required by the Code.1.5.2 When an Administration so allows any fitting, material, appliance, apparatus, item of equipment or type thereof, or provision, procedure, arrangement, novel design or application to be substituted hereafter, it should communicate to the Organization the particulars thereof, together with a report on the evidence submitted, so that the Organization may circulate the same to other Governments for the information of their officers.1.6SurveysEvery special purpose ship should be subject to the surveys specified for cargo ships, other than tankers, in SOLAS, which should cover the provisions of this Code.1.7Certification1.7.1 A certificate may be issued after survey in accordance with 1.6 either by the Administration or by any person or organization duly authorized by it. In every case the Administration assumes full responsibility for the certificate.1.7.2 The certificate should be drawn up in the official language of the issuing country in a form corresponding to the model given in the annex to the Code. If the language used is neither English nor French, the text should include a translation into one of these languages.1Some sail training ships may be classified by the Administration as “not propelled by mechanical means” if fitted with mechanical propulsion for auxiliary and emergency purposes.2Where a ship carries more than 12 passengers, as defined in SOLAS, the ship should not be considered a special purpose ship as it is a passenger ship as defined by SOLAS.ANNEX 17Page 61.7.3 The duration and validity of the certificate should be governed by the respective provisions for cargo ships in SOLAS.1.7.4 If a certificate is issued for a special purpose ship of less than 500 gross tonnage, this certificate should indicate to what extent relaxations in accordance with 1.2 were accepted.CHAPTER 2STABILITY AND SUBDIVISION2.1 The intact stability of special purpose ships should comply with the provisions of section 2.5 of Part B of the 2007 Intact Stability Code.2.2 The subdivision and damage stability of special purpose ships should in general be in accordance with SOLAS chapter II-1 where the ship is considered a passenger ship, and special personnel are considered passengers, with an R-value calculated in accordance with SOLAS regulation II-1/6.2.3 as follows:.1 where the ship is certified to carry 240 persons or more, the R-value is assigned as R;.2 where the ship is certified to carry not more than 60 persons, the R-value is assigned as 0.8R; and.3 for more than 60 (but not more than 240) persons, the R-value should be determined by linear interpolation between the R-values given in.1 and .2 above.2.3 For special purpose ships to which 2.2.1 applies, the requirements of SOLAS regulations II-1/8 and II-1/8-1 and of SOLAS chapter II-1, parts B-2, B-3 and B-4 should be applied as though the ship is a passenger ship and the special personnel are passengers. However, SOLAS regulations II-1/14 and II-1/18 are not applicable.2.4 For special purpose ships to which 2.2.2 or 2.2.3 applies, except as provided in 2.5, the provisions of SOLAS chapter II-1, parts B-2, B-3 and B-4 should be applied as though the ship isa cargo ship and the special personnel are crew. However, SOLAS regulations II-1/8 and II-1/8-1 need not be applied and SOLAS regulations II-1/14 and II-1/18 are not applicable.2.5 All special purpose ships should comply with SOLAS regulations II-1/9, II-1/13, II-1/19, II-1/20, II-1/21 and II-1/35-1, as though the ship is a passenger ship.CHAPTER 3MACHINERY INSTALLATIONS3.1 Subject to 3.2, the requirements of part C of chapter II-1 of SOLAS should be met.3.2Steering gearAll installations should be in accordance with regulation 29 of part C of chapter II-1 of SOLAS, except that installations in special purpose ships carrying not more than 240 persons on board should, when applicable, be in accordance with regulation 29.6.1.2 and installations in specialANNEX 17Page 7 purpose ships carrying more than 240 persons on board should, when applicable, be in accordance with regulation 29.6.1.1.CHAPTER 4ELECTRICAL INSTALLATIONS4.1 Subject to 4.2 and 4.3, the requirements of part D of chapter II-1 of SOLAS should be met.4.2Emergency source of power4.2.1 Installations in special purpose ships carrying not more than 60 persons on board should be in accordance with regulation 43 of part D of chapter II-1 of SOLAS and in addition special purpose ships of more than 50 m in length should meet the requirements of regulation 42.2.6.1 of that part.4.2.2 Installations in special purpose ships carrying more than 60 persons on board should be in accordance with regulation 42 of part D of chapter II-1 of SOLAS.4.3Precautions against shock, fire and other hazards of electrical origin4.3.1 All installations should be in accordance with regulation 45.1 to 45.10 inclusive of part D of chapter II-1 of SOLAS.4.3.2 Installations on special purpose ships carrying more than 60 persons on board should also be in accordance with regulation 45.11 of part D of chapter II-1 of SOLAS.CHAPTER 5PERIODICALLY UNATTENDED MACHINERY SPACES5.1 Subject to 5.2, the requirements of part E of chapter II-1 of SOLAS other than regulation 46, should be met.5.2Special purpose ships carrying more than 240 persons on boardSpecial purpose ships carrying more than 240 persons on board should be specially considered by the Administration as to whether or not their machinery spaces may be periodically unattended, and, if so, whether additional requirements to those stipulated in this chapter are necessary to achieve equivalent safety to that of normally attended machinery spaces.CHAPTER 6FIRE PROTECTION6.1 For ships carrying more than 240 persons on board, the requirements of chapter II-2 of SOLAS for passenger ships carrying more than 36 passengers should be applied.ANNEX 17Page 86.2 For ships carrying more than 60 (but not more than 240) persons on board, the requirements of chapter II-2 of SOLAS for passenger ships carrying not more than 36 passengers should be applied.6.3 For ships carrying not more than 60 persons on board, the requirements of chapter II-2 of SOLAS for cargo ships should be applied.CHAPTER 7DANGEROUS GOODS7.1 Special purpose ships sometimes carry a wide range of dangerous goods classified in accordance with the IMDG Code for use in scientific or survey work or a variety of other applications. These dangerous goods are often carried as ships’ stores and are used on board and, therefore, they are not subject to the provisions of the IMDG Code. However, dangerous goods that are carried on board for shipment as cargo and are not used on board, are clearly subject to the provisions of the IMDG Code.7.2 Notwithstanding the fact that the IMDG Code does not apply to dangerous goods carried as ships’ stores and used on board, it contains provisions that are relevant to their safe stowage, handling and carriage on special purpose ships. The IMDG Code also contains requirements for electrical equipment, wiring, fire-fighting equipment, ventilation, smoking provisions and requirements for any special equipment. Some of the provisions are general and apply to all classes of dangerous goods, whilst others are specific, e.g., Class 1 Explosives.7.3 Therefore, it is important to take into account the appropriate provisions of the IMDG Code when planning to carry dangerous goods, so that the relevant provisions can be taken into account to ensure appropriate construction, loading, stowage, segregation and carriage provisions are put into place.7.4 Although the IMDG Code does not apply to ships’ stores, the master and persons on board the ship responsible for the use of ships’ stores should be aware of the provisions of the IMDG Code and should apply them as best practice whenever possible.7.5 The issues of stowage, personal protection and emergency procedures when dangerous goods are in use, and the subsequent stowage of opened dangerous goods, should be addressed through a formal safety assessment. In addition to the IMDG Code, to carry out such a formal safety assessment, suppliers and safety data sheets for the dangerous goods should also be consulted.7.6 The provisions of the IMDG Code are based on intact and unopened packaging and the removal of explosive articles or substances from a complete pack may invalidate its IMDG Code classification. This aspect should be taken into account when carrying out the formal safety assessment to ensure an equivalent level of safety is maintained when dangerous goods remain after use.ANNEX 17Page 9CHAPTER 8LIFE-SAVING APPLIANCES8.1 The requirements of chapter III of SOLAS should be applied with the specifications given hereunder.8.2 A special purpose ship carrying more than 60 persons on board should comply with the requirements contained in chapter III of SOLAS for passenger ships engaged in international voyages which are not short international voyages.8.3 Notwithstanding the provisions of 8.2, a ship carrying more than 60 persons on board may in lieu of meeting the requirements of regulations 21.1.1 of chapter III of SOLAS comply with the requirements of regulation 21.1.5 of chapter III of SOLAS, including the provision of at least two rescue boat(s) in accordance with regulation 21.2.1 of chapter III.8.4 A special purpose ship carrying not more than 60 persons on board should comply with the requirements contained in chapter III of SOLAS for cargo ships other than tankers. Such ships may, however, carry life-saving appliances in accordance with 8.2, if they comply with the subdivision requirements for ships carrying more than 60 persons.8.5 Regulations 2, 19.2.3, 21.1.2, 21.1.3, 31.1.6 and 31.1.7of chapter III of SOLAS and the requirements of paragraphs 4.8 and 4.9 of the LSA Code are not applicable to special purpose ships.8.6 Where in chapter III of SOLAS the term “passenger” is used, it should be read to mean “special personnel” for the purpose of this Code.CHAPTER 9RADIOCOMMUNICATIONSNotwithstanding the right of the Administration to impose requirements higher than those specified herein, special purpose ships should comply with the requirements for cargo ships of chapter IV of SOLAS.CHAPTER 10SAFETY OF NAVIGATIONAll special purpose ships should comply with the requirements of chapter V of SOLAS.CHAPTER 11SECURITYAll special purpose ships should comply with the requirements of chapter XI-2 of SOLAS.ANNEX 17Page 10ANNEXFORM OF SAFETY CERTIFICATE FOR SPECIAL PURPOSE SHIPSSPECIAL PURPOSE SHIP SAFETY CERTIFICATEThis Certificate should be supplemented by a Record of Equipment (Form SPS)(Official seal) (State)Issued in compliance with the provisions of theCODE OF SAFETY FOR SPECIAL PURPOSE SHIPS, 2008as adopted by resolution MSC.266(84)under the authority of the Government of(name of the State)by(person or organization authorized)Particulars of ship*Name of ship ..................................................................................................................................... Distinctive number or letters ............................................................................................................. Port of registry .................................................................................................................................. Gross tonnage .................................................................................................................................... Sea areas in which ship is certificatedto operate (SOLAS regulation IV/2) ................................................................................................. IMO number ...................................................................................................................................... Ship’s special purpose ....................................................................................................................... Date on which keel was laid or ship was of a similarstage of construction or, where applicable, date onwhich work for a conversion or an alteration ormodification of a major character was commenced ......................................................................... *Alternatively, the particulars of the ship may be placed horizontally in boxes.THIS IS TO CERTIFY:1 That the ship has been surveyed in accordance with the provisions of 1.6 of the Code.2 That the survey showed that:2.1 the ship complied with the provisions of the Code as regards:.1 the structure, main and auxiliary machinery, boilers and other pressure vessels; and.2 the watertight subdivision arrangements and details;2.2 the ship complied with the provisions of the Code as regards structural fireprotection, fire safety systems and appliances and fire control plans;2.3 the life-saving appliances and the equipment of the lifeboats, liferafts and rescueboats were provided in accordance with the provisions of the Code;2.4 the ship was provided with a line-throwing appliance and radio installations usedin life-saving appliances in accordance with the provisions of the Code;2.5 the ship complied with the provisions of the Code as regards radio installations;2.6 the functioning of the radio installations used in life-saving appliances compliedwith the provisions of the Code;2.7 the ship complied with the provisions of the Code as regards shipbornenavigational equipment, means of embarkation for pilots and nautical publications;2.8 the ship was provided with lights, shapes, means of making sound signals anddistress signals in accordance with the provisions of the Code and the International Regulations for Preventing Collisions of Sea in force;2.9 in all other respects the ship complied with the relevant provisions of the Code.3 That an Exemption Certificate has/has not*been issued.4 That the ship has/has not been provided with certificates issued under SOLAS, asamended.This certificate is valid until .....................................................................................………Completion date of the survey on which this certificate is based (dd/mm/yyyy): ………....Issued at ................................................................................................................................(Place of issue of certificate) ................................................ ............................................................(Date of issue) (Signature of authorized officialcertificate) issuingthe (Seal or stamp of the issuing authority, as appropriate)ENDORSEMENT FOR ANNUAL SURVEYS RELATING TO HULL, MACHINERY AND EQUIPMENT REFERRED TO IN SECTION 2.1 OF THIS CERTIFICATETHIS IS TO CERTIFY that, at a survey required by 1.6 of the Code, the ship was found to comply with the relevant provisions of the Code.Annual survey: Signed ...........................................................(Signature of authorized official)Place ..............................................................Date ...............................................................(Seal or stamp of the Authority, as appropriate)Annual survey: Signed ...........................................................(Signature of authorized official)Place ..............................................................Date ...............................................................(Seal or stamp of the Authority, as appropriate)Annual survey: Signed ...........................................................(Signature of authorized official)Place ..............................................................Date ...............................................................(Seal or stamp of the Authority, as appropriate)Annual survey: Signed ...........................................................(Signature of authorized official)Place ..............................................................Date ...............................................................(Seal or stamp of the Authority, as appropriate)ENDORSEMENT FOR ANNUAL AND PERIODICAL SURVEYS RELATING TO LIFE-SAVING APPLIANCES AND OTHER EQUIPMENT REFERRED TOIN SECTIONS 2.2, 2.3, 2.4, 2.6, 2.7, 2.8 AND 2.9OF THIS CERTIFICATETHIS IS TO CERTIFY that, at a survey required by 1.6 of the Code, the ship was found to comply with the relevant provisions of the Code.Annual survey: Signed ...........................................................(Signature of authorized official)Place ..............................................................Date ...............................................................(Seal or stamp of the Authority, as appropriate)Annual/periodical* survey: Signed ...........................................................(Signature of authorized official)Place ..............................................................Date ...............................................................(Seal or stamp of the Authority, as appropriate)Annual/periodical* survey: Signed ...........................................................(Signature of authorized official)Place ..............................................................Date ...............................................................(Seal or stamp of the Authority, as appropriate)Annual survey: Signed ...........................................................(Signature of authorized official)Place ..............................................................Date ...............................................................(Seal or stamp of the Authority, as appropriate)*Delete as appropriate.。
E(e)-Mark认证基本知识介绍

Zhang Junqing
E(e)-Mark认证基本知识介绍 E-mark和e-mark
EU
欧洲联盟
布鲁塞尔 日内瓦
UN
联合国
European Community
Economic Commission for Europe
6
Emark Basic Introduction 5/9/2011
Zhang Junqing
Zhang Junqing
E(e)-Mark认证基本知识介绍 EEC/EC 指令的制定程序
机动车 工作组 欧盟委员会 排放 工作组
织 府组 非政 如 EA AC
欧盟理事会
EEC/EC 指令
其他 工作组 欧洲议会
12
Emark Basic Introduction 5/9/2011
Zhang Junqing
26
Emark Basic Introduction 5/9/2011
Zhang Junqing
E(e)-Mark认证基本知识介绍
27
Emark Basic Introduction 5/9/2011
Zhang Junqing
E(e)-Mark认证基本知识介绍
ECE法规编号举例:
ECE R 37
E(e)-Mark认证基本知识介绍
13
Emark Basic Introduction 5/9/2011
Zhang Junqing
E(e)-Mark认证基本知识介绍 EEC/EC 指令的命名规则
Year of issue / number of directive in that year / suffix 指令颁布年份/当年的第几个指令/后缀 后缀含义 ECSC EURATOM EEC EC
KSR质量手册
Supplier Quality Manual Initial Release: March 10, 2007Revised: March 10th 2014Effective: Aug 1st 2013Table of Contents1.QUALITY EXPECTATIONS (4)1.1KSR SPECIAL DESIGNATIONS (4)1.2.HIGH IMPACT SUPPLIERS (5)1.3.ADVANCE PRODUCT QUALITY PLANNING (APQP) (5)1.4.PRODUCTION PART APPROVAL PROCESS (PPAP) SAMPLE SUBMISSION (5)1.5.SUPPLIER CHANGE REQUESTS (7)1.6.INTERNATIONAL MATERIAL DATA SYSTEM (IMDS) (7)1.7.SUPPLIER SOURCING AUDIT (8)1.8.ON SITE AUDITS (8)1.8.1.PROCESS SIGN OFF (PSO) (8)1.8.2.AUDIT SCHEDULING (9)1.9.SUPPLIER NON-CONFORMANCE MATERIAL REPORT AND DELIVERY PERFORMANCE (9)1.9.1.SUPPLIER DMN AND DPR REQUIREMENTS (10)1.9.2.CLOSING A DMN AND DPR (10)1.9.3.DMN AND DPR DISPUTE (10)1.10.SUPPLIER NON-CONFORMANCE MATERIAL REPORT CHARGE BACKS (10)1.11.CONTROLLED SHIPPING CONTAINMENT (11)1.11.1.EARLY CONTAINMENT (11)1.11.2.LEVEL ONE CONTROLLED SHIPPING CONTAINMENT (12)1.11.3.LEVEL TWO CONTROLLED SHIPPING CONTAINMENT (13)1.11.4.LEVEL I & II EXIT CRITERIA (13)1.12.STATISTICAL METHODS (14)1.13.CQI - REQUIREMENTS (14)BELING AND SHIPPING REQUIREMENTS (15)2.1.TOOL LABELING AND IDENTIFICATION (15)2.2.PRODUCTION LABELING (16)2.3.EDI CAPABILITY (18)2.4.LOT TRACEABILITY (18)2.5.PACKAGING (19)3.SUPPLIER RATING (19)3.1.SUPPLIER RATING CRITERIA (19)3.1.1.QUALITY (65 POINTS) (19)3.1.2.MATERIALS (35 POINTS) (19)3.1.3.SIGNIFICANT ISSUES (10 POINTS) (20)3.2.SUPPLIER RATING SCALE (20)3.3.SUPPLIER MANAGEMENT QUALITY REVIEW (SMQR) (20)3.3.1.SMQR LEVEL 1 (21)3.3.2.SMQR LEVEL 2 (21)4.WARRANTY (22)5.SUPPLYWEB (22)5.1.REGISTRATION TO SUPPLYWEB (22)5.2.EVENT MANAGEMENT CONSOLE (EMC) (22)5.3.DEMAND RELEASES (23)5.4.SHIPPERS (23)5.5.ADVANCE SHIP NOTICES (ASNS) (23)5.6.RECEIPTS (23)6.0 ACRONYMS (24)REVISIONS HISTORY (25)1.Quality ExpectationsSuppliers to KSR International shall establish and maintain a documented quality system at a minimum 3rd party certified to ISO 9001 unless specified otherwise by customer requirements. Vendors not third party certified to either ISO 9001 or TS 16949 will require approval from KSR International’s customer, which may include on-site visits and customer audits.KSR International requires that all components conform to the print for dimensional and material specifications, and that all inspections be available upon request. Suppliers are not to rely on KSRs receiving inspection function to determine acceptability of the supplied product.1.1KSR Special DesignationsKSR International has developed a designation system for special or critical characteristics on the part prints. These designations are vital to the performance of the component in the assembly. The designations are as follows:APEC: A product or process characteristics that requires measurement using, either attribute (go/no go) or variable gauging methods. The frequency of themeasurement is to be documented on the control plan.APEC (V):Same As APEC & Defines check must be Variable.KPEC: A product or process characteristic that either affects a customer defined special characteristic or has been identified by the APQP team as high risk from theDFMEA. A KPEC shall have either 100% inline detection (with reject mastervalidation), or poke yoke. Where this is not feasible variable gauging shall be usedand statistical tools (SPC) shall be used for control with an ongoing Ppk greaterthan 1.33. SPC is to be maintained throughout the life of the program.∙The supplier shall submit all KPEC data to KSR International with each shipment ∙This data is to include ongoing in process inspections from the production run from which these parts are being shipped.∙The data shall represent the inspection frequencies that have been defined on the suppliers control plan∙Data shall be submitted electronically to the supplier’s KSR quality representative at each facility they are supplying. If the suppliers areunaware of who their quality representative is, please contact either yourbuyer or the materials department of the plant you are supplying ∙The supplier is to retain all data on KPEC items to be available upon request by the receiving plant. (Reference SPC procedure for capability requirements) ∙Any supplier with a KPEC listed on their print is automatically deemed a high impact supplier.∙100% in line detection requires validation using calibrated reject masters, which are to be run each shift for validation of the detection methods1.2.High Impact SuppliersHigh impact suppliers are companies supplying products to KSR International that affect safety, fit or functional aspects of KSR’s final product.Any supplier with a Customer designated Critical Characteristic or KSR KPEC listed on their print is automatically deemed a high impact supplierThe Supplier Development team will create a high impact supplier listing for all new and current products. A supplier may also be deemed high impact due to quality, delivery issues or complexity of the product. These suppliers will be audited to ensure that the tooling, equipment and procedures being used are adequate to provide the part required to the drawing quoted. Special emphasis will be placed on defect prevention as part of this audit.1.3.Advance Product Quality Planning (APQP)Advance Product Quality Planning (APQP) will be the tool used to monitor launch activities for all suppliers. The expectations for APQP for all production suppliers (components, materials tooling, etc.) are summarized in the current edition of the Automotive Industry Action Group () methods manual. KSR International reserves the right to require customer specific methods for APQP outside of the AIAG standard.Suppliers shall use KSR APQP status sheet F C3-53 for status tracking. Upon request KSR associates may attend supplier APQP meetings.1.4.Production Part Approval Process (PPAP) Sample SubmissionPPAP Expectations:∙Submitted using the current AIAG requirements, including; Production Part Approval Process (PPAP), APQP and Control Plan, FMEA as well as any additional Customer Requirements∙All Initial and ECR PPAP submissions to KSR International are a minimum Level 3 PPAP o If a sub-supplier is shipping a part to multiple KSR locations the PPAP will be approved by the Lead KSR plant on the drawing. The sub-supplier will send a copyof the approval to the other Plants affected along with a PSW with that plants part# for each plant to recognize the approval of that part and signoff on.∙All Annual PPAP submissions to KSR International are a Level 4 PPAP with these listed documents to be submitted1.New PSW2.Sub-Supplier PSW if applicable3.Capability studies if required4. 6 pc dimensional layout5.Material certification and lab accreditation6.Gauge R+R’s7.Any document that has been revised or changed since last PPAP8.All documents must be less than 1 year oldNOTE:It is the responsibility of the suppliers and their sub-suppliers who ship plated, coated, heat-treated, welded or soldered product into KSR facilities to ensure that their processes are assessed and certified to the appropriate CQI standard. It is also the responsibility of the supplier and sub-suppliers to submit their assessments and lab accreditations annually. ∙All sub-suppliers submissions to the supplier shall be a minimum Level 3 PPAP∙Samples shall be provided using production tooling∙Where multiple tools, mold cavities or patterns are used, samples from each shall be clearly identified and submitted with the PPAP package∙As per the AIAG manual (Part submission Warrant) which states if production parts will be produced from more than one cavity, mold, tool, die, pattern or production process, e.g., line or cell, the organization shall complete a dimensional evaluation on one part from each.∙For single cavity, mold, tool, die, pattern or production process, e.g., line or cell, the organization shall complete a dimensional evaluation on six parts.∙ A ballooned print shall be submitted identifying the areas of each measurement and notes corresponding to the dimensional report∙For all Special Characteristics, including but not limited to KPEC, SC, and CC, process capability shall be submitted. This capability shall be accomplished using no fewer than 125 parts. Acceptable process capability will be a Ppk value greater than or equal to 1.67, at the time of PPAP∙Gauge R&Rs shall be completed for every gauge on the control plan using the gauge / fixture identified on the control plan.∙Gauge R&Rs are to be done annually for all variable gauging systems, and be performed on a dimension on a “KSR” part number. GR&R’s do not have to be Part number specific and can be applied to all PPAP’s submitted.∙Part numbers w ith Customer Critical Characteristics or KSR “KPEC’s” must have a GR&R for the specific dimension called out on the print.∙Gauge R&Rs shall be completed using the ANOVA method as described in the current AIAG Measurement Systems Analysis (MSA) manual∙Variable Gauge R&Rs shall use 10 parts, 3 operators and 3 trials. Variable studies are to be done in either MiniTab or KSR form F S1-30. The 10 parts selected for the study must represent the normal variation in the process∙Attribute Gauge R&Rs shall use 50 parts, 3 operators, 3 trials. Attribute studies are to be done either in MiniTab or using KSR form F S1-31 (See F S1-31 for distribution of parts within the study)∙Process capability data, gauge R&R and dimensional data is to be supplied electronically along with the hard copy package. The file format shall be in either MiniTab or Microsoft Excel∙IMDS submissions must be supplied with each PPAP package to KSR International. Regular production is not to be shipped to any KSR International facilities until the supplierIt is the supplier’s responsibility to ensure that parts meet all drawing and material requirements prior to submission. Samples found to be dimensionally incorrect or submissions with improper or incomplete documentation shall be rejected unless a supplier change request (F C3-54) has been submitted and approved.If the supplier lacks the facilities and certification required to perform dimensional inspection, laboratory analysis, testing or heat-treating the supplier assumes the responsibility to subcontract to a certified 3rd party. Laboratory subcontractors shall be ISO 17025 registered. Production subcontractors shall be a minimum of ISO 9001 registered. Subcontractors of heat treating, plating, coatings, soldering and welding shall also have a valid CQI self-assessment.NOTE:In special cases, where a supplier has been directed by a KSR customer, and that supplier has previously PPAP’ed the product directly to the customer, a copy ofthe PSW approved by the KSR customer may be acceptable. KSR however,reserves the right to do an on-site PSO and PPAP review.NOTE:Late PPAP submissions will result in a DMN being issued to the supplier with an associated $500 administration fee.1.5. Supplier Change RequestsSuppliers shall obtain written approval from KSR International for any changes in process, design or facilities (including rework not identified in the PPAP package, and equipment move within the facility) prior to implementation of such change. All Change requests are to be submitted on a supplier change request form (F C3-54) to the appropriate purchasing personnel.Any implementation of new processes, transfers of production to a different location or changes to the manufacturing process require a new PPAP submission.1.6.International Material Data System (IMDS)All subcontractors supplying parts to KSR International Co / Dresden Industrial will be required to submit IMDS documentation 30 days before the contracted PPAP due date. Suppliers must be registered in IMDS and all documentation will be submitted to KSR International Co. through the IMDS web-based system. Suppliers shall submit IMDS to the appropriate KSR site based on ship to location, the codes are:KSR Canada and Mexico ID Number 8799KSR China ID Number 64508KSR Czech Republic ID Number 17877KSR Brazil ID Number 50442To register in IMDS go to and follow the instructions for online registration.1.7.Supplier Sourcing AuditPrior to the approval of a potential supplier, a sourcing audit (F C3-1) must be completed. This includes the General Information tab, Supplier Self-Assessment tab and any Technical Assessments that are applicable. The F C3-1 form will be reviewed by Corporate Supplier Development and an onsite visit will be scheduled.1.8. On Site Audits1.8.1.Process Sign off (PSO)Process Sign off (PSO) (F C3-55) is an in depth audit and review of all processing facets associated with the manufacturing of products purchased by KSR International. The PSO process is a cross-functional evaluation of a supplier’s readiness to produce product at a specified volume prior to the launch of a program. If a PSO is required to be conducted, the Supplier Development Representative will contact the supplier and set up a date and time.The PSO review covers both the process documentation and the actual process for both new product and engineering changes. By establishing the documentation as evidence of the intended process and then reviewing the actual process running at production rate, KSR will have a firsthand understanding of the supplier’s production readiness.A run at rate may also be required for completion of the PSO. The number of componentsto be produced during a Run at Rate (R@R) should be sufficient to demonstrate manufacturing process capability and should be predetermined by the Supplier Development representative. Factors such as product complexity, shelf life, storage cost and single shift vs. multiple shift operations are taken into consideration when determining the length of the R@R. The default length of the R@R will be a minimum of 300 pieces or2 hours of production. The production run must be on the production line of record, using production tools, processes and trained operators. The format of the R@R will be dependent on KSRs customer requirements, and will be made available upon request at the time of launch.A PSO will be scheduled for (but not limited to) the following reasons:∙All suppliers that are designated as high impact suppliers (refer to Section 1.2)∙For corrective actions that have caused decreased customer satisfaction for KSR International and or KSRs OEM customers.∙If the supplier is new to KSR International you may be contacted for an audit prior to sign off (Ref Section 1.7)∙If a level five PPAP is required a PSO will be conductedKSR intends to use this PSO process as a tool to assure our customers that our suppliers have met all of our requirements and that we are developing suppliers capable of meeting or exceeding customer expectations.Corrective action responses to Audits performed are due 1 week after completion of audit.If corrective action responses are outside of the 1 week date then 20 points can be taken from the supplier’s monthly quality rating.1.8.2.Audit SchedulingA PSO audit will be scheduled every two years for any supplier that is supplyingproduct that affects safety or fit/function aspects of KSR final product.Suppliers that have Multiple part numbers being released annually with Critical Characteristics (refer to Section 1.2) will have at a minimum a Control Plan audit completed as necessary.Any supplier’s product that is not identified on the Print as a Critical Characteristic but could cause reduced levels of performance and operation of final assembly will have a PS O’s completed every two years.1.9.Supplier Non-Conformance Material Report and Delivery PerformanceSuppliers are notified of non-conforming material and delivery performance through the KSR SupplyWEB site (Section 5.0). The plant quality group will be responsible for issuing electronically a documented supplier Defective Material Notice (DMN). A Delivery Performance Review (DPR) is sent electronically through SupplyWeb. The receiving plants material department is to follow up on DPRs.A DMN or DPR is issued whenever purchased material which does not to conform to KSR International requirements has been identified. This is inclusive of, but not limited to: quality, delivery, logistics, labeling, design, customs compliance, paperwork, etc.Non-conforming material may be identified during incoming inspection, assembly, processing, audit, OEM notification, or reliability testing. An authorization number will be requested from the supplier for debit authorization of on-site scrap, rework, sort, material to be returned or any associated cost due to the nonconformance.The supplier non-conformance material reports (DMN or DPR) serve the following functions: ∙Accounting debit memo∙Packing slip for returned material∙Quality record for generating PPM∙Supplier response request. (8D)∙Communication of issues and concerns to the supplier∙Record to support adjustments of suppliers cumulative shipment historyAll suppliers Non-conformances will be formally documented using 8D Problem Solving Methodology.1.9.1.Supplier DMN and DPR RequirementsWithin one (1) working day of the DMN or DPR being issued the supplier will submit a detailed containment action plan in Supply Web to include the following at a minimum.∙Written containment actions (At supplier’s facility and at KSR International facilities)∙Suspect inventory, lot numbers, etc.∙Number of parts sorted and number of defects found∙Date and time of first clean shipment and how certified parts will be identified Within fourteen (14) days of a DMN or DPR being issued the supplier shall submit an updated corrective action plan and 3X5 why in writing on KSR 8D report F S1-1and uploaded into Supply Web system.1.9.2.Closing a DMN and DPRThe KSR International initiator shall review and approve closure of the DMN or DPR.KSR reserves the right to require that additional controls be implemented and/or additional documentation be provided to resolve supplier issues.1.9.3.DMN and DPR DisputeIn the event of a disputed DMN or DPR, the supplier shall document the dispute (with reasons) in the DMN or DPR system. Should an escalation be required for disputes with no response, the supplier shall contact their buyer.Note: DMN/DPR instructions are available on in the supplier info tab. 1.10.Supplier Non-Conformance Material Report Charge BacksKSR International will debit the supplier for all internal and external costs associated with the Supplier Non-Conformance Notice (DMN). In addition, the supplier will be charged a $200 administration fee for each DMN issued. This fee covers KSR International’s administration costs associated with documenting the non-conformance.The supplier will have 10 working days to review and challenge the chargeback in writing to the buyer from the date of issue. If the supplier does not respond within 10 working days, the supplier has accepted the debit. A debit memo will be issued and/or the amount will be debited from the next payment.NOTE: If any of the KSR facilities, under emergency circumstances, are required to sort, rework or inspect supplier’s non-conforming product, a fee of $60.00 per hour –per employee utilized will be charged back to the Supplier (F C3-56).1.11.Controlled Shipping ContainmentFor suppliers with chronic or repetitive quality and delivery issues, KSR International reserves the right to impose additional containment measures at the supplier’s expense to ensure the product received conforms to the requirements. Suppliers who are required to implement either Level One or Level Two containment shall be notified in writing by KSR Corporate Supplier Quality.These additional controlled containment measures are intended to be interim steps to ensure conforming product is shipped to all KSR International plants. Permanent actions to prevent recurrence must be implemented in conjunction with these containment programs. Once permanent actions are implemented and verified to be effective, a 30-day clean point must be established from the date the corrective action was implemented with zero (0) non-conformances reported before the supplier is allowed to exit controlled containment. Weekly updates are required throughout the entire containment period detailing the quantity of parts inspected and the percentage of failures detected.1.11.1.Early ContainmentEarly Containment applies to any parts produced for prototype; pilot or saleable vehicle builds at KSR International facilities prior to full production. Early or Pre-Production Containment activities are required of the supplier and must be documented on a prototype or pre-launch control plan.Typically, the specified production quantity or duration is intended to match the OEM’s acceleration / ramp up plan to full production volumes. If not specified, the duration for containment is 5% of the annual volume of pieces defect free after the Start of Production (SOP).The supplier must attach a green dot (1.25 – 2 inch diameter) signed and dated by the designated senior management representative to each bar code label verifying that Early Production containment requirements have been met.The supplier must establish a containment process that includes the following elements: ∙Identifies the person responsible for the containment process∙Pre-launch control plan∙Must include additional controls, inspection audits, and testing to identify non-conformance during the production process (See the AIAG advancedproduct quality planning and control plan reference manual)∙The supplier is responsible to document the containment activities, as proof of adherence to the established pre-launch containment plan. This data shall beused to verify the effectiveness of the containment activitiesAdditionally if any KSR International facility receives non-conforming product from their suppliers during the pre-production phase, the supplier will be placed on Level 2 controlled shipping containment and will be required to institute third party inspection to protect KSR International facilities from further non-conformances.The exit criteria for Early Production containment is as follows:∙Self-Exit Criteria –The supplier ships the required quantities for the duration specified with no non-conformances or Defective Material Notices for theaffected product∙If the supplier does not meet the self-exit criteria, all Supplier Non-conformance reports must be closed before the supplier can exit early Productioncontainment.The early production containment plan is required until the self-exit criteria has been met and the process controls and capabilities have proven effective and valid.If PPAP’s and parts are found at KSR plants that have not been identified as early containment product a DMN (defective material notice) will be issued and a DMN charge will be applied as in section 1.10.1.11.2.Level One Controlled Shipping ContainmentThe supplier is required to perform a 100% certification of all products prior to shipment using an additional, off line inspection process. This measure shall be in addition to any existing controls and containment measures previously implemented.This level is imposed on suppliers who have failed to contain or correct quality issues documented by DMN. Formal Letters are issued to the supplier notifying them of the Level “One” shipping containment status and requirements(F C3-57). The supplier must absorb any and all costs associated with containment activities.The supplier will be responsible to reply with their implemented containment plan via an initial 8D within 24 hours of Level One notification. The containment plan must be reviewed and agreed upon by the supplier’s KSR Corporate Supplier Quality contact. The supplier is responsible for keeping the KSR plant location advised of ongoing containment results until released in writing from Level One.1.11.3.Level Two Controlled Shipping ContainmentLevel Two containment is imposed on suppliers for the following reasons:∙Repetitive quality issues∙Unsuccessful early production containment∙Unsuccessful Level One containment program∙As deemed necessary by executive managementFormal letters are issued to the supplier notifying them of the Level Two-containment status and requirements (F C3-58). The supplier must absorb any and all costs associated with containment activities.The Supplier is required to use an independent 3rd party to certify and inspect the product certification off line or at an offsite location if deemed necessary. The independent 3rd party shall 100% certify all product prior to shipment to the KSR International facilities or other locations designated by KSR International.The 3rd party will be responsible for performing the sort function per the established inspection criteria and recording the results. The third party will provide documentation t o both the supplier and to the supplier’s KSR Corporate Supplier Quality contact on the progress of containment activity daily.Additionally the supplier is required to develop and submit a Level Two communication plan within 24 hours of Level Two notification. The plan should address the format and frequency of communication to the affected KSR International location and must be reviewed and agreed upon by the supplier’s KSR Corporate Supplier Quality contact.The supplier is responsible for keeping the KSR plant locations advised on all issues identified and of ongoing containment results until released in writing from Level Two containment.1.11.4.Level I & II exit CriteriaTo exit from Level I & II Containment, you must provide the following∙Data, which shows the issue, has been resolved and appropriately contained for a minimum of 30 days as a result of third party sorting.∙Permanent corrective actions to the quality system and /or processes that will prevent reoccurrence.1.12.Statistical MethodsKSR International suppliers are required to use statistical methods to understand product and process variation to proactively prevent non-conformance. Automobile Industry Action Group (AIAG) Measurement System Analysis –MSA manual describes the methodology for ascertaining if the measurement techniques and equipment used are capable of collecting accurate data to drive improvements.KSR International suppliers are expected to establish the appropriate Statistical Process Controls (SPC) for special characteristic(s) selected during the Advanced Product Quality Planning (APQP) process (refer to AIAG Statistical Process Control Manual). Special characteristics will be clearly identified on drawings and require the completionof short-term capability studies:∙Before a part goes into production a process study as a part of the PPAP and PSO∙When an engineering change is made that affects a special characteristic∙When major tool maintenance or repair occurs that affects the characteristicThe supplier control plan will be used to define the method and means of control of special characteristics during production. A special characteristic does not necessarily require the use of ongoing SPC, so long as 100% inline detection is being used with calibrated reject masters to verify detection in functioning properly. Unless otherwise specified by the customer, short-term capability must exceed a Ppk of 1.67. Long-term process capability must exceed a Ppk of 1.33.1.13.CQI - RequirementsThe Standards CQI-9, 11, 12, 15 and 17 have been published though the AIAG.All suppliers providing heat treated, plated, coated, welded or soldered components to KSR regardless of tier must submit annual self-assessments consistent to those described in the applicable and current CQI guidelines as published through AIAG. Submissions of the annual validations are to be submitted to the Quality manager of the customer manufacturing facility using the supplied component.If a tier 1 supplier to KSR is having heat treat, plated, coated, welded or soldered services contracted out to tier 2 and beyond, it is the responsibility of the tier 1 to submit the self-assessment (s) accordingly. Failure to provide these surveys will result in DMN’s (Defectiv e Material Notice) to be issued, negatively affecting your supplier quality rating.The following processes require CQI Assessments:。
RBA6.0(原EICC)审核手册(中文版)

(RBA 6.0) Responsible Business Alliance审核指引(中文版)2018年2月实施学习本审核要求前,先熟悉一些专有名词缩写的中文解释,可以加深审核要求的学习和理解。
3TG 钽、锡、钨和黄金AMA 由受审核方管理的审核APM 审核项目经理CAP 纠正行动计划CFC 氯氟烃CMA 由客户管理的审核CPD 持续专业发展CR 公司责任CR MS 公司责任管理体系EHS 环境/健康/安全EICC 电子行业公民联盟GHG 温室气体ICT 信息和通信技术IT 信息技术IRCA 注册审核师国际注册机构kWh 千瓦时LE 劳工/道德PDCA 计划-执行-检查-行动QA 质量保证RAB-QSA 注册员鉴定委员会-澳大拉西亚质量协会RCA 根本原因分析REACH 化学品的注册、评估、授权和限制RoHS 危险物质的限制WEEE 电气和电子设备废弃物指令SAQ 自我评估问卷SF6 六氟化硫SWPPP 暴雨水污染预防计划VAP 验证审核流程VAR 验证审核报告●优先不符事项:严重不符事项,并且具有重大和立即产生的影响。
它们是预先确定的,如工厂有童工。
如果发现优先不符事项,审核师必须立即向工厂管理层和APM报告。
其他优先不符事项包括:强迫劳工、可能直接危及生命或造成严重伤害的健康和安全问题,以及可能对社区造成严重且直接的损害的环境问题。
所有这些优先不符事项已经在审核协议中的问题区域用浅红色标出。
审核师将通知受审核方,对员工立即产生危险的问题应在尽可能早的时间(但不应迟于发现后的30天)纠正。
在采取纠正行动之前必须使工人脱离危险。
对优先不符事项,应采取遏制行动以消除威胁,并应在审核结束之前完成,且由审核方作为审核方备注在结论中列出。
这不适用于工作时间和社会保险,因为通常在审核结束前不可采取任何遏制行动。
●重大不符事项:视为在管理体系中的重大失败- 会影响体系产生满意结果的能力。
未实施既定的流程或程序或在流程或程序完全无效时可能会导致重大不符事项。
最新微软SEA审核清单(中英文)20x2

D-L2.2
Minor
The facility has appropriately defined and documented labor responsibilities and authorities for
managers, supervisors and workers.
/(
)
Labor
D-L2) Management Accountability & Responsibility
with applicable laws and regulations and customer requirements pertaining to: Labor is established
/(
)LBiblioteka borD-L3) Legal and Customer Requirements
D-L3.2
Major
ensuring implmentation of the management system and associated programs, and for compliance with
labor laws, regulations and codes.
/(
)
Labor
D-L2) Management Accountability & Responsibility
improvement opportunities on a regular basis.
/(
)
(
1)
(
)
An adequate and effective compliance process to monitor, identify, understand and ensure compliance
项目类别 类

项目类别类项目序号国际科技合作项目申报书项目名称申报单位项目负责人项目推荐部门申报日期年月日中华人民共和国科学技术部二○○七年一月制填报说明1、申报书各项内容应实事求是,文字表述明确。
外来语要同时用原文和中文表达,第一次出现的缩略词,须注明全称。
2、申请人不用填封面中“项目编号”项。
项目名称应反映合作研究项目的内容和目标,字数不得超过25字,原则上不得出现外来语,应用中文表达。
项目类别是指申报哪类项目建议:A类为重点项目(申请专项经费金额不高于200万元人民币),B类为重大项目(申请专项经费金额高于200万元人民币),C类为基地建设项目。
3、政府间协定是指由科技部代表国务院对外签定的双边或多边科技合作协议、协定、议定书、会议纪要、备忘录等条约性协议;部门、地方间协议是指国务院各部门、各省市政府对外签定的双边或多边科技合作协议;科研机构间协议是指科研院所(包括企业)间签定的科技合作协议;项目合作协议是指合作各方针对本项目合作具体工作签定的合作协议。
4、项目概算表要求同时编制经费来源概算和支出概算,平衡公式为:经费支出概算合计=经费来源概算合计。
要结合项目申报书中有关研究内容、研究目标、参加人员、实施方案等内容认真编制概算,与项目有关的前期研究(包括阶段性成果)支出的各项经费不得列入概算。
单位自筹或从其它渠道获得的经费资助,应在概算说明中列示。
5、申报项目必须注册登陆国际合作计划网上管理系统进入“项目申报”(网址为:/),按规定的格式要求认真填写,进行网上填报并上传。
专业领域、学科、方向请根据网上管理系统提供的选择项进行准确、慎重选择。
6、项目申报书需打印一式三份(A4幅面,双面印刷,简装),加盖本单位和项目推荐部门公章,由项目推荐部门统一报送科技部国际科技合作计划办公室。
未通过组织部门上报的申报书,将不予受理。
7、有合作协议书(意向书)的请将其复印件作为书面申报书附件一同上报;曾(已)列入“863”、“973”、“支撑”等科技计划的,须附项目(课题)立项通知书复印件。
imsbc2017词汇篇-目录序言和修正案引文

中文出版物扉页和目录部分1国际海事组织IMO(international maritime organization)2国际海运固体散装货物规则the international maritime solid bulk cargoes code3综合文本edition4第一册volume 15中华人民共和国海事局maritime safety administration of the people's republic of China6序言preamble7第MSC.426(98)号决议resolution MSC.426(98)8目录table of contents9前言foreword10第一节section 111一般规定general provisions12装载loading13卸载unloading14载运carriage15一般性预防措施general precautions16个人与船舶安全safety of personnel and ship 17托运物consignment18托运人shipper19安全运输safe shipment20评估assessment for21平舱程序trimming procedures22静止角angle of repose23测量方法method of determining24易流态化货物cargoes that may liquefy25实验程序test procedures26具有化学危险性processing chemical hazards 27固体散装废弃物运输carriages of solid bulk wastes28安保规定security provisions 29积载因数stowage factors 30换算表conversion tables 31参考资料reference to32相关资料related information 33建议recommendations 34附录appendix35附件annex36各明细表individual schedules37assessment of acceptability of consignment for shipment托运货物的安全运输可接受度评估38acceptability1值得接收,2受欢迎,3可容忍39实验室测试程序liboratory test procedures40用到的仪器associated apparatus41(货物)的特性properties of序言部分42preamble序言43the primary aim of主要目的44the code of practice for solid bulk cargoes固体散装货物安全操作规则45to facilitate以促进46the sate stowage and shipment 安全积载和运输47information on the dangers危险信息48associated with the shipment of 与运输相关49certain types of典型50instructions on the procedures 程序指导51to be adopted被采纳52the shipment is contemplated 打算运输53entered into force生效54it was made mandatory强制化55under the provisions of SOLAS Convention依据56the code was amended修正57incorporating amendment包括修正案58may be applied实施59anticipating its envisaged offical 抢先于展望正式的60in order to为了61keep pace with与……同步,跟上……步伐62the expansion and progress of industry 工业的发展和进步63fully全面地64updated更新65reference to参考资料66the code of practice for the safe loading and unloading of bulk carriers (BLU)散货船安全装卸操作规则67this publication presents additional information to supplement the IMSBCCode1.v. give ;plete补充68recommendations on the safe use of pesticides in ships applicable to thefumigation of cargo holders关于船上安全使用杀毒剂进行货舱熏蒸的建议书1.应用于;适用于; can be applied(7) ~make practical use of sth69a directory of名录70contact names and address联系地址和名称71designated natiaonal competent authorities1.a. having authority 有权力的;2.n.当局72responsible for the safe carriage of grain谷物73is commended to推荐74administrations主管机关75shipowners船舶所有人76shippers托运人77masters船长修正案引文部分78amendment of修正案79adoptsv.= accept / approve 通过80海上安全委员会maritime safety committee 81recalling忆及,记得,回忆起,回想起82article 28第28条83the Convention on the International Maritime Orgnization国际海事组织公约84concerning the function of the committee关于本委员会的职能85noting注意到86adopted通过87under根据88chapter VI第VI章89article VIII第VIII条90regulation VI第VI条91having considered审议92proposed and circulated提交和散发的93in accordance with按照,依据94amendment to the IMSBC Code 修正案95the text of which其文本96set outv. display97in the annex在附件98be deemed to1.consider / regard 考虑99determines决定100prior to相当于before101the present resolution本决议102the Contracting Government 缔约政府103the combined merchant fleets 商船总数104the gross tonnage of总吨位105the world's merchant fleets 世界商船106秘书长the Secretary-General107objection to异议,反对108upon their acceptance他们认可以后。
DNV rules_2010_PART 2 CHAPTER 3

RULES FORCLASSIFICATION OFD ET N ORSKE V ERITASVeritasveien 1, NO-1322 Høvik, Norway Tel.: +47 67 57 99 00 Fax: +47 67 57 99 11SHIPS / HIGH SPEED, LIGHT CRAFT ANDNAVAL SURFACE CRAFTNEWBUILDINGMATERIALS AND WELDINGPART 2 CHAPTER 3FABRICATION AND TESTING OF SHIP STRUCTURESJULY 2010CONTENTSPAGESec.1General Requirements................................................................................................................5Sec.2Requirements for Builders of Ship Structures............................................................................7Sec.3Qualification of Welders............................................................................................................8Sec.4Welding Consumables................................................................................................................9Sec.5Welding Procedures .................................................................................................................12Sec.6Fabrication and Tolerances.......................................................................................................25Sec.7Non Destructive Testing of Welds...........................................................................................27Sec.8Structural and Tightness Testing (29)CHANGES IN THE RULESThe electronic pdf version of this document found through is the officially binding version © Det Norske VeritasAny comments may be sent by e-mail to rules@For subscription orders or information about subscription terms, please use distribution@ Computer Typesetting (Adobe Frame Maker) by Det Norske VeritasIf any person suffers loss or damage which is proved to have been caused by any negligent act or omission of Det Norske Veritas, then Det Norske Veritas shall pay compensation to such person for his proved direct loss or damage. However, the compensation shall not exceed an amount equal to ten times the fee charged for the service in question, provided that the maximum compen-sation shall never exceed USD 2 million.In this provision "Det Norske Veritas" shall mean the Foundation Det Norske Veritas as well as all its subsidiaries, directors, officers, employees, agents and any other acting on behalf of Det Norske Veritas.GeneralThe present edition of the rules includes amendments and additions approved by the executive committee as of June 2010 and supersedes the January 2005 edition of the same chapter.The rule changes come into force as described below.This chapter is valid until superseded by a revised chapter. Supple-ments will not be issued except for an updated list of minor amend-ments and corrections presented in Pt.0 Ch.1 Sec.3. Pt.0 Ch.1 is normally revised in January and July each year.Main Changes coming into force 1 January 2011•Sec.5 Welding Procedures—Updating on qualification of welding procedures in order to be inaccordance with IACS UR W28.•Sec.8 Structural and Tightness Testing—References to SOLAS in Table B1 are replaced with text fromIACS “Draft Guidelines for Procedures of Testing Tanks and Tight Boundaries”.Corrections and ClarificationsIn addition to the above stated rule requirements, a number of correc-tions and clarifications have been made in the existing rule text.Rules for Ships / High Speed, Light Craft and Naval Surface Craft, July 2010Pt.2 Ch.3 Contents – Page 3D ET N ORSKE V ERITASCONTENTSSEC. 1GENERAL REQUIREMENTS.......................... 5A.General.. (5)A 100Application........................................................................5A 200Basic requirements ............................................................5A 300Builders and subcontractors (5)B.Definitions (5)B 100Terms (5)C.Documentation Requirements (6)C 100Plans and particulars .........................................................6C 200Ship construction file (6)SEC. 2REQUIREMENTS FOR BUILDERS OFSHIP STRUCTURES........................................... 7A.General.. (7)A 100Application........................................................................7A 200Basic requirements............................................................7B.Survey Arrangement.............................................................7B 100Quality management system (7)C.Workmanship and Supervision (7)C 100General (7)SEC. 3QUALIFICATION OF WELDERS................... 8A.General.. (8)A 100Application........................................................................8A 200Requirements (8)B.Qualification testing and certification (8)B 100General..............................................................................8B 200Certification (8)SEC. 4WELDING CONSUMABLES............................ 9A.General.. (9)A 100Application........................................................................9A 200Basic groups and grades (9)SEC. 5WELDING PROCEDURES.............................. 12A.General (12)A 100Application......................................................................12A 200Wide gap welding...........................................................12A 300Welding processes (12)B.Welding Procedure Specification (12)B 100General............................................................................12B 200Approved welding procedure specification (12)C.Welding Procedure Test Assemblyand sampling of Test Pieces (13)C 100Butt welds in plates.........................................................13C 200Butt welds in pipes..........................................................14C 300Full penetration T-, Y-, and K- joints.............................14C 400Branch connection...........................................................14C 500Fillet welds (15)D.Non Destructive Testing of Test Assemblies (15)D 100Butt welds and full penetration T-joints.........................15D 200Fillet welds and partial penetration welds.. (16)E.Destructive Testing (16)E 100Transverse tensile test ....................................................16E 200Bend test..........................................................................16E 300Macrosection and hardness testing.................................16E 400Impact testing..................................................................16E 500Welds between different material grades........................16E600Retesting .........................................................................17F.Validity of Approved Welding Procedures.. (17)F 100General............................................................................17F 200Range of qualification (17)G.Additional Requirements WPQT for Liquefied GasSystems (19)G 100Welds in plates and pipes................................................19G 200Test requirements............................................................19G 300Weld production test requirements (19)H.Additional Requirements WPQT forFerritic-Austenitic Stainless Steel (Duplex) (20)H 100Test requirements............................................................20H 200Validity of a qualified welding procedure (20)I.Additional Requirements WPQT for AusteniticStainless Steel (20)I 100Welds in plates and pipes................................................20I 200Test requirements (20)J.Welding procedures for aluminium (20)J 100General............................................................................20J 200Butt welds in plates.........................................................21J 300Butt welds in pipes..........................................................21J 400Branch connections.........................................................21J 500Fillet welds......................................................................22J 600Non destructive testing of test assemblies......................22J 700Destructive testing .........................................................22J 800Range of qualification.....................................................22J 900Retesting.........................................................................23K.Testing (24)K 100General............................................................................24K 200Tensile testing at ambient temperature...........................24K 300Bend testing (24)SEC. 6FABRICATION AND TOLERANCES........... 25A.General.. (25)A 100Application (25)B.Material Identification (25)B 100General............................................................................25C.Approval of Shop Primers.................................................25C 100General. (25)D.Welding Environment (25)D 100General (25)E.Cutting, Forming, Assembly and Welding (25)E 100Cutting.............................................................................25E 200Forming...........................................................................25E 300Assembly and Welding .. (25)F.Repairs (26)F 100General............................................................................26F 200Repair welding................................................................26F 300Flame straightening ........................................................26G.Inspection and Tolerances. (26)G 100General............................................................................26G 200Alignment and straightness.............................................26G 300Weld production test requirements (26)SEC. 7NON DESTRUCTIVE TESTING OFWELDS............................................................... 27A.General.. (27)A 100Application......................................................................27A 200Basic requirements. (27)B.NDT Procedures (27)B 100General............................................................................27B 200Visual testing..................................................................27B 300Magnetic particle testing.................................................27B 400Radiographic testing.......................................................27B 500Ultrasonic testing............................................................27B 600Penetrant testing (27)Rules for Ships / High Speed, Light Craft and Naval Surface Craft, July 2010Pt.2 Ch.3 Contents – Page 4D ET N ORSKE V ERITASC.Personnel Qualifications (27)C 100General............................................................................27D.Extent of NDT.....................................................................28D 100General............................................................................28E.Acceptance Criteria for NDT.. (28)E 100General............................................................................28E 200Non-conforming weldments (28)SEC. 8STRUCTURAL AND TIGHTNESSTESTING........................................................... 29A.General (29)A 100Application (29)B.Testing (29)B 100Definitions.......................................................................29B 200General requirements......................................................29B 300Specific requirements for extent and type of testing (29)Rules for Ships / High Speed, Light Craft and Naval Surface Craft, July 2010Pt.2 Ch.3 Sec.1 – Page 5D ET N ORSKE V ERITASSECTION 1GENERAL REQUIREMENTSA. GeneralA 100Application101 This section provides general requirements for fabrica-tion of welded structures involving parts and units described in Pt.3.102 Basic requirements are given in Pt.1 Ch.1 Sec.1 B300(ship rules).103 Additional fabrication requirements for ship hull struc-tures relating to special service and type are given in Pt.5. 104 Fabrication and welding of piping and boilers/pressure vessels are dealt with in Pt.4 Ch.6 Sec.7 (ship rules) and Pt.4Ch.7 Sec.8, respectively. Welding procedure qualification re-quirements for copper alloy castings are given in Pt.2 Ch.2Sec.10 C900.A 200Basic requirements201 Welding of important structures like:—hull, superstructure taking part in the overall strength —hull equipment, stern frames, rudders, rudder stocks andrudder horn.shall be carried out by certified welders, with approved weld-ing procedures and welding consumables, and at builders and subcontractors complying with A300202 Welders and welding procedures approved for the type of connection and parent material in question as given in Sec.3and Sec.5, respectively, shall be used.203 Welding consumables shall be type approved. Sec.4specifies basic groups and grades, application of the various grades and grouping of shielding gases.A 300Builders and subcontractors301 Builders and subcontractors will have to prove and doc-ument their abilities for the welding operations in question.302 It is assumed that the builders and subcontractors make use of the necessary equipment for carrying out inspection of the welding operations in a satisfactory manner.303 Important welding operations shall be carried out under daily supervision of an inspector, who has the experience and qualifications which enable him to judge this type of work. The work of each welder shall be regularly examined.304 Builders and subcontractors shall keep a card index or register of all certified welders. The register shall give infor-mation on training of the welders and date and results of qual-ification tests. Information about the base metal, type of welding consumable, joint design and welding positions shall be stated in the event of re-qualification tests. The surveyor shall be allowed to examine the register at any time.B. DefinitionsB 100Terms101 The following terms are used in connection with fabri-cation of ship structures:BuilderYard involved in fabrication planning, building, assembly and testing of ship structures for purpose of classification.Subcontractor Independent unit performing work under super-vision by the builder. The subcontractor may be required to be approved by the Society.Quality Management System Quality Management System worked out in ac-cordance with a reputable quality standard, such as ISO 9001:2000 or equivalent. The QualityManagement System may be required to be cer-tified by an accredited certification body, see Pt.1 Ch.1 Sec.4 B500 (ship rules).New Building Survey Arrangement (NSA) Agreement between the builder and the Society defining responsibility and authority of person-nel and items to be controlled with acceptance criteria, quality control functions. The activitiesthrough this agreement are complementary to the Society’s own inspection scheme.Welding procedure specification (WPS)See Pt.0 Ch.3 Documentation type M060.Preliminary welding proce-dure specification (pWPS):A tentative issue of Documentation type M060, which is assumed adequate by the builder as ba-sis for approval by the Society.Welding proce-dure qualification record (WPQR)See Pt.0 Ch.3 Documentation type M061.WPQT Welding procedure qualification test: A test car-ried out in order to demonstrate that the weldcarried out according to the pWPS meets the specified requirements.WPT Weld production test: A test carried out to dem-onstrate that actual production welding meetsthe specified requirements.NDT Non-destructive testing: Visual inspection, radi-ographic testing, ultrasonic testing, magneticparticle testing, penetrant testing and other non-destructive methods for revealing defects and ir-regularities.Manual welding Welding where the electrode holder, weldinghand gun, torch or blowpipe are manipulated by hand.Partly mechanised weldingManual welding where the wire feed is mecha-nized.Fully mechanised welding Welding where all main operations (excluding the handling of the workpiece) are mechanized.Fully automatic processes Welding where all operations are mechanized.Rules for Ships / High Speed, Light Craft and Naval Surface Craft, July 2010Pt.2 Ch.3 Sec.1 – Page 6D ET N ORSKE V ERITASC. Documentation RequirementsC 100Plans and particulars101 Documentation shall be submitted as required by Table C1.C 200Ship construction file201 For vessels, except for those defined in SOLAS I/3, the following documentation shall be prepared by builder and available on board prior to delivery:—Z041 - Ship construction file.Detailed description is given in Pt.0 Ch.3.Table C1 Documentation requirements Object Documentation type Additional descriptionFor approval (AP) or For information (FI)Ship hullH130 – Fabrication specification For builders unknown to the Society, on request.FI H131 – Non-destructive testing (NDT) plan AP H132 – Tank testing planFI H133 – Erection and inspection plan FI M060 – Welding proceduresAP M061 – Welding procedure qualification recordAPRules for Ships / High Speed, Light Craft and Naval Surface Craft, July 2010Pt.2 Ch.3 Sec.2 – Page 7D ET N ORSKE V ERITASSECTION 2REQUIREMENTS FOR BUILDERS OF SHIP STRUCTURESA. GeneralA 100Application101 This section specifies general requirements to builders of ship structures, hereafter called “builders”, involved in building activities of structures intended for classification by the Society.A 200Basic requirements201 Prior to commencement, builders unknown to the Soci-ety shall demonstrate their capability to carry out fabrication in line with the overall requirements of this section. All builders shall comply with the criteria given in IACS UR Z23 “Hull survey for New Construction” and provide the documentation there stated.B. Survey ArrangementB 100Quality management system101 Builders of hull structures shall possess a documented and implemented quality management system or if otherwise,the Society will consider extended survey scheme. The extent of the quality management system shall be dependent on the size and type of the organisation, complexity and interaction ofthe processes and competence of personnel.102 This section shall also apply to subcontractors of build-ers, when performing fabrication work defined under the Soci-ety’s classification scope for the project. Subcontractors shall also comply with the IACS UR Z23.C. Workmanship and SupervisionC 100General101 Builders shall ensure that works are skilfully and com-petently executed in accordance with fabrication procedures and work instructions, inspection and test plans. All builders shall comply with relevant criteria given in IACS UR Z23.102 Builders shall ensure that all works are effectively and systematically controlled at all stages.Guidance note:Quality requirements for welding may be based on ISO 3834-se-ries.---e-n-d---of---G-u-i-d-a-n-c-e---n-o-t-e---103 Builders shall be in control of work performed at the lo-cation of subcontractors and/or of subcontractors performing work at the builder.Rules for Ships / High Speed, Light Craft and Naval Surface Craft, July 2010Pt.2 Ch.3 Sec.3 – Page 8D ET N ORSKE V ERITASSECTION 3QUALIFICATION OF WELDERSA. GeneralA 100Application101 These requirements shall apply to the Society’s accept-ance of welders for fusion welding of steel and non-ferrous metals.A 200Requirements201 Welding operators using fully mechanized or fully auto-matic processes shall be required to have records of proficien-cy, which provide evidence that the operators are receiving adequate regularly training in setting, programming and oper-ating the equipment.B. Qualification testing and certificationB 100General101 Welders shall be qualified to a standard recognised bythe Society, e.g. EN 287, ISO 9606, ASME Section IX, ANSI/AWS D1.1.102 Recognition of other standards is subject to acceptance by the Society.B 200Certification201 Welding and testing of weld assemblies shall be per-formed in the presence of the Society’s representative. Upon successful completion, and on client’s request, the Society will certify that the welder has passed the approval testing.202 Where certification is performed by an other recognized classification society or independent organisations e.g. accred-ited or nationally approved certification bodies, recognition of such certification will be evaluated on a case by case basis. The Society reserves the right, however, to require verification of welders’ qualifications when deemed necessary. Such verifica-tion may include testing prior to production, extra NDT and/or welding production tests.Rules for Ships / High Speed, Light Craft and Naval Surface Craft, July 2010Pt.2 Ch.3 Sec.4 – Page 9D ET N ORSKE V ERITASSECTION 4WELDING CONSUMABLESA. GeneralA 100Application101 This section specifies basic groups and grades for type approved welding consumables, application of the various grades and grouping of the shielding gases.A 200Basic groups and grades201 Welding consumables are divided into groups, depend-ing on the strength of the filler metal and further divided into grades depending on the impact test temperature and the chem-ical composition of the filler metal.The grades of welding consumables are specified in Table A1.202 Welding consumables which have satisfied the require-ments for a higher toughness grade, are also considered as complying with the requirements for a lower toughness grade of the same group.203 The following tables (Table A2 - Table A7) show which welding consumables that can be applied for various steel grades.When two different steel grades shall be joined, the welding consumable shall have a yield strength not below that of the lower strength steel.When welding high strength steels of grade E, it is recom-mended that the applied welding consumable have been tested at -40°C (grade 4 or IV).204 Where applicable, the composition of the shielding gas shall be reported. The approval of a wire /gas combination with any particular gas can be applied to or transferred to any com-bination of the same wire and any gas in the same numbered group as defined in Table A8.Table A1 Correlation of welding consumables to hull structural steels (see notes)Normal strength steels High strength steels Extra high strength steelsAustenitic stainless steels Grade of weldingconsumables1235I II III V 2 Y 3 Y 4 Y 5 Y 2/3/4/5 Y40I Y II YIII Y IV Y V YII/III/IV/V Y403/4/5 Y42III/IV/V Y423/4/5 Y46III/IV/V Y463/4/5 Y50III/IV/V Y503/4/5 Y55III/IV/V Y553/4/5 Y62III/IV/V Y623/4/5 Y69III/IV/V/ Y69308 /308Mo/ 308L 309 /309L/ 309Nb/309 Mo/309Mo L 310/310 Nb/310Mo312316/ 316 L 317/317 L 318330347349Notes:—Grades 1,2, 3, 4 and 5 mean covered electrodes; grades I, II, III, IV and V mean other consumables.—Increasing number means increasing impact toughness test requirements (test temperature grade 1/I:20ºC, grade V:-60ºC.—Y means high strength steels.—Y followed by a number means extra high strength steels of corresponding strength (×10).Table A2 Correlation of welding consumables to hull structural steelsHull structuralsteel grade Grade of welding consumables 1 (DP)2 2 Y 1) 2 Y40 1)33 Y1) 3 Y40 1)4 Y 1) 4 Y40 1)5 Y 1)NV A NV B NV D NV E X X X X X X X X X X X X X X X X X X X X X X X NV A27S NV D27S NV E27S X X X X X X X X X X X X X X X X X X X NV A32/36NV D32/36NV E32/36NV F32/36X X X X X X X X X X X X X XX X X X X X X XNV A40NV D40NV E40NV F40X X X X X X X X X1)To have Hydrogen mark H15, H10 or H5.Rules for Ships / High Speed, Light Craft and Naval Surface Craft, July 2010Pt.2 Ch.3 Sec.4 – Page 10D ET N ORSKE V ERITASTable A3 Correlation of welding consumables to hull structural steels Hull structur-al steel grade Grade of welding consumables1I Y II II Y II Y40III III Y III Y40IV Y IV Y40V Y NV A NV B NV D NV E X X X X X X X X X X X X X X X X X X X X X X X X NV A27S NV D27S NV E27S X X X X X X X X X X X X X X X X X X X X NV A32/36NV D32/36NV E32/36NV F32/36X X X X X X X X X X X X X X XX X X X X X X XNV A40NV D40NV E40NV F40X X X X XX X X XTable A4 Correlation of welding consumables to boilers and pressure vessel steels and steels for low temp. serviceFor welding ofsteel grade Grade of welding consumables 1(DP)22Y 1)2Y 40 1)33Y 1)3Y40 1)4Y 1)4Y40 1)55Y 1)NV 360-ON NV 360-1FN NV 360-2FN NV 410-ON NV 410-1FN NV 460-ON NV 460-1FN X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X XX X X X X X NV 490-ON NV 490-1FN NV 510-1FN X X X X X X X X X X X X X X X X X X NV 2-2NV 2-3NV 2-4 (L)NV 4-2NV 4-3NV 4-4 (L)X X X X X X X X X X X X X X X XX X X X X X1)To have Hydrogen mark H15, H10 or H5.Table A5 Correlation of welding consumables to boilers and pressure vessel steels and steels for low temp. serviceFor welding ofsteel grade Grade of welding consumables 1I Y II II Y II Y40III III Y III Y40IV Y IV Y40V Y NV 360.ON NV 360-1FN NV 360-2FN NV 410-ON NV 410-1FN NV 460-ON NV 460-1FN X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X NV 490-ON NV 490-1FN NV 510-1FN X X X X X X X X X X X X X X X X X X X NV 2-2NV 2-3NV 2-4 (L)NV 4-2NV 4-3NV 4-4 (L)X X X X X X X X X X X X X X X X X X XTable A6 Correlation of welding consumables to hull structural steelsFor welding of steel gradeGrade of welding consumableY42H10 1)Y46H10 1)Y50H10 1)Y55H5Y62H5Y69H5NV D420 NV E420 NV F4203/III, 4/IV, 5/V4/IV, 5/V5/V3/III, 4/IV, 5/V4/IV, 5/V5/V3/III, 4/IV, 5/V4/IV, 5/V5/VNV D460 NV E460 NV F4603/III, 4/IV, 5/V4/IV, 5/V5/V3/III, 4/IV, 5/V4/IV, 5/V5/VNV D500 NV E500 NV F5003/III, 4/IV, 5/V4/IV, 5/V5/V3/III, 4/IV, 5/V4/IV, 5/V5/VNV D550 NV E550 NV F5503/III, 4/IV, 5/V4/IV, 5/V5/V3/III, 4/IV, 5/V4/IV, 5/V5/VNV D620 NV E620 NV F6203/III, 4/IV, 5/V4/IV, 5/V5/V3/III, 4/IV, 5/V4/IV, 5/V5/VNV D690 NV E690 NV F6903/III, 4/IV, 5/V 4/IV, 5/V5/V1)May have hydrogen mark H5Table A7 Selection of suitable consumables for combinations of aluminium alloysBase metal alloy NV-5052, NV-5754NV-5154, NV-5454NV-5086NV-5083NV-5383NV-5059NV-6060, NV-6061NV-6063, NV-6005ANV-6082NV-5052, NV-5754NV-5154, NV-5454NV-50865356, 5556, 51835356, 5556, 51835356, 5556, 5183NV-5083, NV-5383NV-50595356, 5556, 518351831)5356, 5556, 5183NV-6060, NV6061NV-6063, NV-6005ANV-60825356, 5556, 51835356, 5556, 51835356, 5556, 5183 Note: All consumables are covered by the AWS specification. The prefix “ER” is committed.1)Other consumables may be use if allowable stresses are reduced.Table A8 Grouping of shielding gases, 1)GroupGas composition (Vol.%)CO2O2H2He ArI 1 I 2 I 3100> 0-95100RestM 11 M 12 M 13 M 14> 0 - 5> 0 - 5> 0 - 5> 0 - 3> 0 - 3> 0 - 5Rest 2)Rest 2)Rest 2)Rest 2)M 21 M 22 M 23> 5 - 25> 5 - 25> 3 - 10> 0 - 8Rest 2)Rest 2)Rest 2)M 31 M 32 M 33> 25 - 50> 5 - 50> 10 - 15> 8 - 15Rest 2)Rest 2)Rest 2)C 1 C 2100Rest> 0 - 301)The compositions of shielding gasses in group I are in accordance with EN 439, while group M and C gasses are in accordance with IACS W17:1993.2)Argon may be partly substituted by Helium up to 95% of the Argon content.。
GP Website操作手册
----可提供REACH符合性自我聲明
3.承認書(datasheet)
4.RoHS分解統計表
----需上傳並導入此附件
5.第三方檢測報告(無鹵零件另提供鹵素測試,木質棧板需測甲醛)
----建議測試機構:SGS,ITS,CTI,PONY,BV,CEPREI,AOV(限RoHS&HF), CCIC
GP web site作業手冊
PS:GP Website上傳資料默認為Foxconn3.5.3碼料號,非 Foxconn3.5.3碼料號請確認是否需要再行上傳;請先確認 料號GP是否已存在,如果已存在的料號GP需做變更, 請提供變更後資料給RD&CE申請變更,而非再次申請。 GP變更流程: GPdatabase中需求者申請變更GP CE審核 GP生效 如有舊零件停產,產品規格變更,制程變更,產地變更或 新工廠使用,料號變更,廠商合並或spin off,零件上的Mark 變更,外包裝的變更等,須進入第9頁所示SECNS系統中通知 Foxconn,須相關單位負責人確認後變更。 ECN變更負責人CNSBG CPEI﹕吳貴華0755-28129800-64253
GP Website操作手冊
目錄
一、申請GP必要資料 二、GP申請及變更說明 三、各文件填寫及上傳要求 四、登錄及文件下載 五、GP文件上傳 六、GP文件修改提交及查詢 七、上傳文件異常處理說明
2 3 4-6 7-9 10-13 14-17 18
※申請GP必要資料(Foxconn3.5.3)
GP申請所必須之資料一般包含以下七項 1.環境管理物質使用情況問卷
6.第三方測試報告
(建議測試機構:SGS,ITS,CTI,PONY,BV,CEPREI,CCIC,AOV<限RoHS&HF>) 報告文件命名請盡量按材質之英文名(避免中文及特殊符號),鹵素測試報告後加HF(如paper.pdf, Paper-HF.pdf),將多份測試報告打包一起上傳(注意:RoHS測試方法參考IEC62321,需包含測試流 程圖及樣品圖,且測試日期一年內,木質棧板需測試甲醛且滿足E1或E2要求)
SMS表格汇总4.5

目录环境因素辨识评价表 (4)危险源辨识评价表 (5)重要环境因素风险控制表 (6)重大危险源风险控制表 (7)年度培训需求申请表 (8)培训项目实施审批表 (9)培训人员签到表 (10)培训记录表 (11)培训项目评估表(学员) (12)培训项目检查表 (13)培训项目课后评估表 (14)学习/培训记录 (15)体系运行情况报告 (16)新聘及转岗人员培训记录表 (17)船舶新聘及转岗人员体系熟悉确认表 (18)新聘/转岗人员航前指令 (19)信息传递记录表 (20)网络信息收集记录表 (21)船舶年度演习、训练计划 (22)船岸联合演习方案 (23)船舶(船岸)演习评估报告 (24)不符合报告(日常工作适用) (25)不符合汇总表 (26)不符合分析验证表 (27)事故/险情初步报告 (28)事故/险情报告表 (29)纠正、预防措施审批验证表 (30)企业职工伤亡事故调查报告书 (31)水上交通事故报告书 (32)文件资料发放表 (38)文件编写/修改申请表 (39)船舶技术文件和图纸资料清单 (40)文件/记录回收处理记录表 (41)SMS文件借阅表 (42)内审检查表 (43)年度内审计划 (44)内部审核方案 (45)内部审核报告 (46)首末次会议签到表 (47)不符合报告(审核适用) (48)SMS船长复查报告 (49)纠正、预防措施审批验证表 (50)高级船员职务聘任审批表 (51)M4-M9员工年度绩效考评表 (52)M10-M16员工年度绩效考评表 (53)T5-T8员工年度绩效考评表 (54)T9-T14/非新劳动合同制岗位员工年度绩效考评表 (55)船员生病报告 (56)船长安全工作交接班表 (57)船队经理安全工作交接班表 (58)大副安全工作交接班表 (59)二副安全工作交接班表 (60)三副安全工作交接班表 (61)水手长安全工作交接班表 (62)轮机长安全工作交接班表 (63)大管轮交接报告书 (64)二、三管轮交接报告书 (65)电机员安全工作交接班表 (66)导航高级工程师交接班表 (67)地震仪器高级工程师交接班表 (68)震源二等以上主操交接班表 (69)年度培训计划 (70)安全活动签到表 (71)安全活动记录 (72)海上作业施工任务单 (73)船在航人员名单 (74)安全综合月报表 (75)船员生病报告 (76)船舶主要设备运行状况及水电消耗月报表 (77)物探船队设备运行记录月报表(物探部门) (78)物探船队设备运行记录月报表(甲板部) (79)物探船队设备运行记录月报表(轮机部) (80)PRODUCTION SUMMARY (82)人员健康状况申报表 (83)安全检查报告表 (84)安全检查项目表 (85)安全检查项目表(续) (86)船舶航前安全检查核定表(甲板部) (87)船舶航前安全检查核定表(轮机部) (89)工作艇安全和设备检查列表 (90)特种作业许可证.................................................................... 错误!未定义书签。