CQI-23 模塑系统评估 - 中英文版
AIAG CQI-23 成型 模塑系统评估

一、简介1.总则此系统评估(简称MSA)可用于评审组织满足本要求、顾客、法规及组织自身要求的能力,同时也适用于组织和它的供应商之间。
MSA提出要求是对顾客和产品标准的补充。
通过体系的有效应用,包括体系持续改进的过程,旨在增强客户满意度。
此系统评估是适用于整个汽车供应链中客户指定的生产件和服务件的制造现场。
2.过程方法成型/模塑系统评估这个准则支持IATF16949所定义的汽车工业的过程方法。
3.评估目标1)建立成型管理体系,以促进整个供应链的持续改进、强调缺陷预防、减少变差和浪费。
2)MSA给合国际认可的质量管理体系以及适用的顾客特殊要求,定义了成型/模塑管理系统的基本要求。
3)致力于为汽车生产件和相关服务件的组织提供一个成型/模塑管理体系的共同方法。
4.评估过程除非客户另有要求,应该每年进行持续评估以保证持续符合MSA要求。
每次评估应包括对使用MSA 的组织的体系进行评审。
后续的作业审核,应从要求符合MSA文件要求的不同汽车零部件制造商那里进行零件抽样。
评估应依据IATF16949确定的过程方法进行审核/评估。
5.评审员资格执行MSA评审的评审员必须具备下列特别的经验:1)必须有具备丰富经验的质量管理内审员(例如,IATF16949,ISO9001)。
2)评审员具备成型/模塑过程知识。
包括至少5年的成型过程经验或者正式的工科学历与成型/模塑工作经验合起来至少达到5年。
3)评审员应了解并熟悉汽车行业核心工具的知识和应用,包括SPC统计过程控制,MAS测量系统分析,PPAP零部件批准,FMEA失效模式与影响分析,以及APQP先期质量策划。
注:如果满足以上要求需要有多个审核员,那么应以满足第一条要求的评审员来主导评审。
6.其他要求组织应保存记录作为遵守成型系统评估所规定要求的证据,同时针对任何不满意项应具有适合的改善方案。
这些证据应准备妥当,以供任何要求供应商符合本文件要求的顾客进行评审。
二、适用对象适用于整个汽车供应链中的注塑成型、吹塑成型、真空吸塑成型、压缩成型、传送成型(热固性材料)、挤出成型。
CQI23模塑系统评估(OK)

课程纲要
一、课程准备要求 公司的关于特殊制造过程控制的顾客特定要求 B.公司 PFMEA 使用的 SOD 评价表 C.特殊过程(热处理、电镀、涂装、焊接、锡焊、模塑、铸造)微观化的 PFMEA 和 CP 案例(含格 式和样本) 二、课程安排 A.CQI-23 发展历程简介 B CQI-23 的发展 包括: a. CQI-23 的含义和开发目的 b. 目前 CQI-23 的发展覆盖系列及相互关系
李老师系国内生产管理,质量管理领域权威人士,是实战型培训老师及咨询师,并成功的在多家企业予 以咨询实践。
课程说明
QI-23 系列特殊过程系统评审由美国汽车工业行动集团 AIAG 的特殊过程相应工作小组开发并发布。 目前作为新版 IATF16949 包含的附录 B 内容,要求汽车制造供应链在建立质量管理体系时适用评审一个组织 满足特殊过程控制要求及顾客要求、政府法规要求的能力。也适用于对供应商的评审。
引领中小企业管理升级
培训大纲!
CQI-23 系列的框架及结构等内容解析 包括: c. 过程方法在特殊过程系统评审中的应用 d. 评审的目标、管理要求、审核员资格及应用范围 e. 评审程序 f. 系统评审表与作业审核表关系 课程方式: 讲授分析 B.文件评审 特殊过程系统过程表的内容解析 a. 顾客特殊要求确认 b. 过程表结构组成说明
微观化的典型失效模式及后果分析(PFMEA) 包括:过程表涉及工艺中的过程流程图和 PFMEA 研讨 课程方式: 案例导入、分组互动讨论、实做实练、引导发现 微观化的控制计划(CP) 包括: 对应案例的 CP 编制及研讨 课程方式: 案例导入、分组互动讨论、实做实练、引导发现 C.现场评审
CQI-23模塑系统评估

CQI-23模塑系统评估蓝草咨询的目标:为您提升工作业绩优异而努力,为您明天事业腾飞以蓄能!蓝草咨询的老师:都有多年实战经验,拒绝传统的说教,以案例分析,讲故事为核心,化繁为简,互动体验场景,把学员当成真诚的朋友!蓝草咨询的课程:以满足初级、中级、中高级的学员的个性化培训为出发点,通过学习达成不仅当前岗位知识与技能,同时为晋升岗位所需知识与技能做准备。
课程设计不仅注意突出落地性、实战性、技能型,而且特别关注新技术、新渠道、新知识、创新型在实践中运用。
蓝草咨询的愿景:卓越的培训是获得知识的绝佳路径,同时是学员快乐的旅程,为快乐而培训为培训更快乐!目前开班的城市:北京、上海、深圳、苏州、香格里拉、荔波,行万里路,破万卷书!蓝草咨询的增值服务:可以提供开具培训费的增值税专用发票。
让用户合理利用国家鼓励培训各种优惠的政策。
报名学习蓝草咨询的培训等学员可以申请免费成为“蓝草club”会员,会员可以免费参加(某些活动只收取成本费用)蓝草club定期不定期举办活动,如联谊会、读书会、品鉴会等。
报名学习蓝草咨询培训的学员可以自愿参加蓝草企业“蓝草朋友圈”,分享来自全国各地、多行业多领域的多方面资源,感受朋友们的成功快乐。
培训成绩合格的学员获颁培训结业证书,某些课程可以获得国内知名大学颁发的证书和国际培训证书(学员仅仅承担成本费用)。
成为“蓝草club”会员的学员,报名参加另外蓝草举办的培训课程的,可以享受该培训课程多种优惠。
参训对象:模塑工艺审核员;模塑产品与工艺设计师;现场质量控制工程师;生产管理人员;负责模塑零件采购和供应商管理的人员(SQE)。
课程收益:全面了解模塑系统评估(CQI-23 第一版)要求;能够获得有效建立和实施CQI-23解模塑系统的思路和方法;运用过程方法有效实施模塑这一特殊过程审核的审核技巧(工厂内部和供应链);利用FMEA、QCP分析和控制模塑产品的缺陷原因;提高对模塑产品和过程风险的防范意识借助于AIAG推荐的方法和工具策划和改进模塑系统,从模塑质量策划、现场管理和物料处理等角度推进组织的整体绩效提升课程定位:模塑作为一个特殊的工艺过程,由于产品设计、材料特性、模具设计和制造、成型工艺、设备和生产环境的复杂性和过程控制的不确定性,长期以来一直视为汽车、家电零部件制造业的薄弱环节,并在很大程度上直接导致最终产品质量的下降和召回风险的上升。
CQI-11第2版(中英文附全套表格)

CQI-11Special Process: Plating System AssessmentVersion 2 Issued 2/2012Facility Name 工厂名字:Address 地址:Phone Number 电话:Fax Number 传真:Name:名字Title:职位Phone:电话Name:名字Company:公司Phone:电话Number of "Fail" Findings in the Job Audit(s):审计工作的“不符合”的项目数:Surface Conditioning of Metals for Decorative Plating or Electropolishing 金属装饰性电镀或电解抛光表面处理Surface Conditioning of Plastics for Decorative Plating 塑料装饰电镀表面处理Electropolishing and/or Chrome Flash on Stainless Steel 不锈钢电解抛光和(或)亮铬Process evaluation table/column observation, the recognition of the number "is not in conformity with the"过程表评价/观察栏中识别的“不符合”项目数Number of "Not Satisfactory" Findings:“不满意”项目数Number of "Needs Immediate Action" Findings:“需要立即采取行动”的项目数:Auditors/Assessors:审核员/评估员Email:邮件Personnel Contacted:人员联系:Email;邮件Electroless Nickel 化学镍Process Table I:流程表IHydrogen Embrittlement Relief Bake Process 氢脆释放烘烤过程Process Table J:流程表JProcess Control and Testing Equipment 过程控制和测试设备Current Quality Certification(s)现有质量体系认证:Decorative Plating for Metal and Plastic 塑料和金属装饰电镀Process Table F:流程表FProcess Table G:流程表GHard Chrome Plating 镀硬铬Process Table H:流程表HProcess Table D:流程表D Date of Previous Assessment 前次评估日期:Date of Re-assessment (if necessary)再次评估日期(如需):Process Table E:流程表ECaptive Plater (Y/N)自有电镀企业:Mechanical Plating 机械电镀Commercial Plater (Y/N)商业电镀企业:Process Table C:流程表C Date of Assessment 评估日期:Process Table A:流程表A Zinc 锌Number of Plating Employees at this Facility 工厂员工数:Zinc Alloy Plating 锌合金Process Table B:流程表B Special Process: Plating System Assessment, 2nd Edition 特殊过程:电镀系统评估Type(s) of Plating Processing at this Facility:© 2012 AIAG (Automotive Industry Action Group)。
最齐全CQI系列表格,限时分享~
最齐全CQI系列表格,限时分享~CQI是什么?不需要向老司机们介绍了吧!当然如果是刚接触汽车行业的朋友,可以简单了解一下:CQIContinuous Quality ImprovementCQI就是我们经常说的持续质量改进。
它是AIAG(美国汽车工业行动集团特别工作小组)开发的,目的是在供应链中建立持续改进,强调缺陷预防,减少变差和浪费的管理系统。
CQI是一个系列,细化且专业地规定了不同的工艺过程,对于汽车供应商过程系统监控和寻找持续改进机会来说很有必要。
下面我们简单介绍几个常见的CQI。
CQI-8 分层过程审核Layered Process Audits Guideline(LPA)实施分层审核主要目的是培养操作人员按照既定的标准开展工作。
操同时,也是验证作业方法,控制要求是否有效、合理的一种方法。
实施分层审核还提供了一个让管理层接触现场、和操CQI-9 热处理系统评估Heat Treat System Assessment(HTSA)热处理作为一个特殊的工艺过程,由于其材料特性的差异性、工艺参数的复杂性和过程控制的不确定性,长期以来一直视为汽车零部件制造业的薄弱环节,并将很大程度上直接导致整车产品质量的下降和召回风险的上升。
HTSA的目标是在供应链中建立持续改进,强调缺陷预防,减少变差和浪费的热处理管理系统。
HTSA与国际认可的质量管理体系以及适用的顾客特殊要求相结合,规定了热处理管理系统的基本要求。
旨在为汽车生产件和相关服务件组织建立热处理管理体系提供一个通用的方法。
美国戴姆勒克莱斯勒、福特、通用三大汽车公司在其顾客特殊要求中均对热处理系统评审提出要求,凡是热处理供应商都必须按CQI-9做过程审核。
CQI-10|CQI-20/CQI-21有效问题解决从业者/领导者指南Effective Problem Solving(EPS)CQI-10从影响问题解决的“有效”的因素,特别是企业的文化和价值观、以及五类管理(者)的行为来评估到底是如何影响问题解决有效或无效,而不仅仅是介绍问题解决的工具。
CQI-23注塑过程审核查检表(中英文)

Instructions for completing the Cover Sheet #### Facility Name: Name of the facility being assessed. One form shall be used for each facility. The facility may have several buildings or physical locations in the same general area. If there is a separate management team (Quality Manager and Plating Specialist) or different management system, then these locations shall be considered as separate facilities. Address: The street address of the facility being assessed; P.O. Box numbers may be given as additional information. Phone Number: The phone number of the facility. If there is no common phone number for the facility, the phone number of the Operations Manager or Quality Manager shall be used. Fax number: The fax number of the facility. Number of Plating Employees at this Facility: The number of employees, salaried and hourly, associated with the plating operation at this facility. Captive Plater (Y/N): Enter "Y" if this facility Plates components for their own company. Enter "N" if the company does not Plate any components for their own company. Commercial Plater (Y/N): Enter "Y" if this facility Plates components for companies other than their own company. Enter "N" if this facility does not Plate any components for other companies. Date of Assessment: Enter the date(s) of the assessment. An alphanumeric format shall be used to avoid confusion with different numeric formats. Example: May 3 -- 4, 2006. Date of Previous Assessment: List the date of the previous CQI-11 Special Process: Plating System Assessment of this facility. Type(s) of Plating at this Facility: Place a checkmark to designate the Plating process(es) performed at this facility. This information determines the appropriate Process Table that shall be used during the assessment. Processes not listed on the cover sheet are not part of the Plating System Assessment. Current Quality Certification(s): the plater shall list their current quality certifications, e.g., ISO/TS 16949, ISO 9001-2000. Certifications may be from 3rd party sources or customer quality certifications. If customer quality certification is given, then the year of the last assessment by the customer shall also be given. Date of Re-assessment (if necessary): If "Not Satisfactory" findings were observed from the original assessment, then the plater shall address each item and determine correct action, including root cause analysis and implementation of the corresponding corrective action(s). The date of the re-assignment shall be given here, and the appropriate Question(s) from Sections 1 - 5, in the original assessment, shall be modified to reflect that the evidence, relating to the implementation of the corrective action(s), has been observed. Also, the "Number of Not Satisfactory Findings" shall be modified as appropriate. Personnel Contacted: List the name(s), title(s), phone number(s), and email address(es), if available, of the principal participants from the plater's organization. Auditors/Assessors: List the name(s), Company(ies), phone number(s) and email address(es), if available, of the auditor/assessor(s). Number of "Not Satisfactory" Findings: Enter the number of "Not Satisfactory" findings observed during the assessment. Number of "Needs Immediate Action" Findings: Enter the number of "Needs Immediate Action" findings observed during the assessment. Number of "Fail" Findings in the Job Audit(s): Enter the number of "Fail" findings observed from the job audit.
中英文版CQI-11

到维护?
。
3.4 整流器是否得到维护?
供应商必须有正规和有效的定期维护系统 。
3.5
对于氢脆释放的烤炉是否每 年进行恒温测量?
恒温调查必须显示已对烤炉进行空负荷 和密负荷的测试,零部件必须在进入烤炉 前一小时进行预热,达到客户规定的合格
温度。
3.6
对于氢脆释放炉是否检查热 电偶和/或按季节替换
供应商必须有正规和有效的定期维护系 统。
CQI-11 Special Process: Plating System Assessment
Version 1 Issued 8/07
第三部分-锌/锌合金电镀设备
问题编号
问题
要求与标准
客观证据
无
理想
3.1
电镀生产线是否有适当的设
备控制流程
参考流程表F的设备要求
评价 不理想
需立即改进
电镀工厂必须使用跟踪校准设备数据的
系统,该系统一般为电脑操控的跟踪系统
流程与测试设备是否进行校 或其他警示系统,测试设备必须按客户细
3.2 准或认证检验,岗位检验和 则标准或通用标准,如:
通用检验?
ASTM,SAE,ISO,NIST等来检验/校准,其
Байду номын сангаас
结果必须经过内部审查,审批,和证明。
3.3
滚筒、支架和离心筒是否得 供应商必须有正规和有效的定期维护系统
CQI-23-模塑系统审核(中文翻译版-适用于注塑)

Number of Process Table Items not meeting Minimum Requirements:流程表中未达最低要求的项目数
Email:电子邮箱
CQI-23
Special பைடு நூலகம்rocesses: Molding System Assessment
Version 1, 3/2014
Special Process: Molding System Assessment 特殊过程:注塑系统评审
Facility Nam:组织名称 Address:组织地址
Captive Molder (Y/N):指定设备 Commercial Molder (Y/N):
Process Table B Blow Molding吹塑成型
Date of Assessment:评估日期 Date of Previous Assessment:上次评估日期
Process Table C Vacuum Forming真空成型
Company:公司
Phone:电话
Number of "Not Satisfactory" Findings:“不满意”发现数:
Number of "Needs Immediate Action" Findings:“需立即行动”发现数
Number of "Fail" Findings in the Job Audit(s):工作(职责)审核中的“失败(失效”数:
Process Table G Equipment设备
Process Table H Part Inspection & Testing产品检测和实验
CQI-23成型系统评估
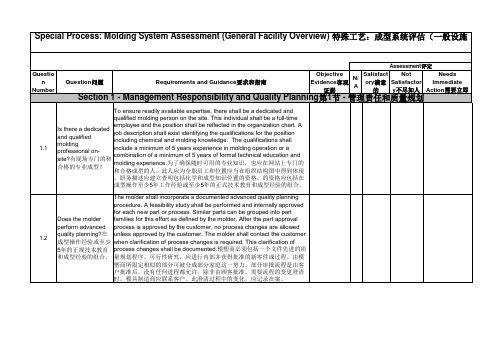
1.4
Control Plans up to date and reflecting current processing? 为模塑过程控制计划 最新的,并且反映了 当前的处理?
defined by the molder and its customers, shall be identified, defined, and addressed in the Control Plans. Sample sizes and frequencies for evaluation of process and product characteristics shall also be addressed consistent with the minimum requirements listed in the Process Tables.模 塑商应当将使用记录的控制计划的程序,并确保计划进行更新,以反映当 前控件。的控制计划应为各零件或部分家庭被写入或者它们可以是过程特
controls. The Control Plans shall be written for each part or part family or
they may be process-specific and written for each process. In any case,
they shall address all process steps from part receipt to part shipment
and identify all equipment used and all key molding process parameters
as defined by the molder. A cross-functional team, including a production
制造类供应商评估(中英文)
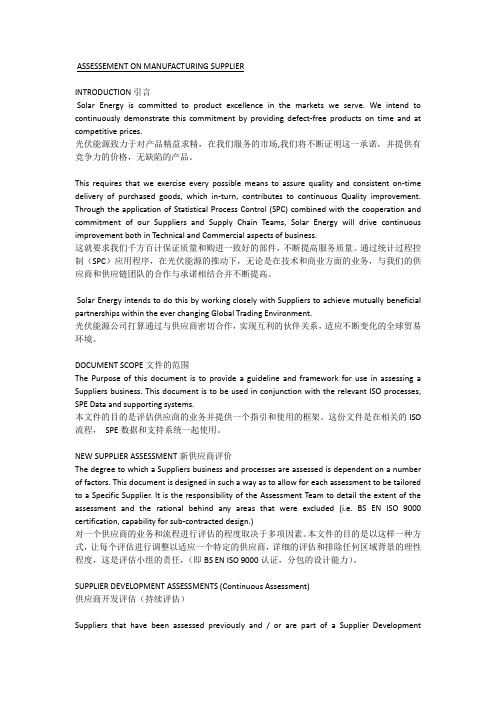
ASSESSEMENT ON MANUFACTURING SUPPLIERINTRODUCTION引言Solar Energy is committed to product excellence in the markets we serve. We intend to continuously demonstrate this commitment by providing defect-free products on time and at competitive prices.光伏能源致力于对产品精益求精,在我们服务的市场,我们将不断证明这一承诺,并提供有竞争力的价格,无缺陷的产品。
This requires that we exercise every possible means to assure quality and consistent on-time delivery of purchased goods, which in-turn, contributes to continuous Quality improvement. Through the application of Statistical Process Control (SPC) combined with the cooperation and commitment of our Suppliers and Supply Chain Teams, Solar Energy will drive continuous improvement both in Technical and Commercial aspects of business.这就要求我们千方百计保证质量和购进一致好的部件,不断提高服务质量。
通过统计过程控制(SPC)应用程序,在光伏能源的推动下,无论是在技术和商业方面的业务,与我们的供应商和供应链团队的合作与承诺相结合并不断提高。
CQI-11(2012)中文翻译稿

CQI-11 Special Process: Plating System Assessment 特殊过程:电镀系统评估(第二版)2012年2月发布关于AIAGAIAG被公认为全球性的汽车工业协会,集合汽车OEM和供应商的力量,共同提出并解决影响全球汽车供应链的问题。
AIAG的目标和愿景是:通过整个供应链的协同与合作,降低成本,简化流程,改善产品质量,改善员工健康、安全状况、改善环境并缩短产品上市的速度。
CQI-11第2版的变化特殊过程:电镀系统评估,第2版包含新的要求,变更后的要求以及有关供应商组织需要考虑做自我评估的说明。
下面是第2版重要变化的摘要。
1. 增加四个新的过程表:•表F电解抛光和闪镀铬•表G镀硬铬•表H化学镀镍•表I除氢脆烘烤过程2. 第6部分:己增加“硬铬设备”。
3. 以下部分包含最重要的更新或变动:•封面页:增加以下总结项目:“不符合最低要求的过程表项目数量:”•第1部分:特殊过程:电镀过程评估(工厂概要)问题1.9 是否保持记录并可查取?所有过程控制和测试记录必须保持从产生记录的年度起,再加一个日历年。
•第3部分锌/锌合金电镀设备问题3.8 是否有烘干系统?电镀厂必须有确定的烘干过程以充分烘干零件,过程包括对温度和时间的控制和验证。
•第4部分装饰电镀设备问题4.7 所有热电偶/温度计都检查/更换了吗?电镀厂应该有文件化预防性的维修保养系统,并被实施,包括热电偶/温度计。
•第7部分作业审查:增加的新要求包括:7.8.8 要求:硬度7.8.9 要求:平滑度,Rz/Ra7.8.10 要求:抛光/磨光7.8.11 要求:应力7.8.12 要求:延展性7.8.13 要求:微孔数量/活性部位7.8.14 用箔片测硫含量7.8.15 拉伸试验•过程表:多数过程表中包含星号(*),用以指示经证明的偏离要求的变差是允许的。
•过程表A;B;C;D;E:有几处变动,包括但不限于“监控频次”栏。
AIAG CQI-9热处理系统评估 审核表格-中英文
and internally approved for each part. Similar parts can be grouped into part
1.2
Does the heat treater perform APQP?
families for this effort as defined by the organization. After the Production Part Approval Process (PPAP) is approved by the customer, no process
1.4
control plans up to date organization. and reflecting current A cross-functional team, including a production operator, shall be used in
processing?
·具有文件化的PFMEA管理程序并确保PFMEA得到更新以反映当前零件的
质量状态
1.3
PFMEA‘s是否得到更新, 并与目前的过程相一致?
·PFMEA’s适用与每个零件或零件族,体现了从接收到发运的所有过程步骤 和所有关键的过程参数 ·有组织或顾客确定的重要或关键特性应得到识别、定义和体现在FMEA’s中
Facility Name: 工厂名称:
Address: 地址:
Special Process: Heat Treat Process Assessment 特殊过程:热处理过程评估
Phone Number/电话 Fax Number/传真
Number of Heat Treat Employees at this Location: 本地热处理员工数量: Captive Heat Treater (Y/N) 公司内部有热处理过程吗
CQI-11_v2_最新版本(中英文)

1.4
The plater shall incorporate the use of a documented Control Plan procedure and ensure the Control Plans are updated to reflect current controls. The Control Plans shall be written for each part or part family or they may be process-specific and written for each process. In any case, they shall address all process steps from part receipt to part shipment and identify all equipment used and all key plating process parameters as defined by the plater. A cross-functional team, including a production operator, shall be used in the development of Control Plans, which shall be consistent with all associated documentation such as work instructions, shop Are finish process Control travelers, and FMEAs. All special characteristics, as defined by the plater and its Plans up to date and reflecting customers, shall be identified, defined, and addressed in the Control Plans. Sample current processing? sizes and Frequencies for evaluation of process and product characteristics shall 所有整理完善的控制计划是否 also be addressed consistent with the minimum requirements listed in the Process 进行了更新并反映当前的最新 Tables. 状况? 小组应编入具证明文件的控制计划程序的使用并确保该控制计划是已更新的、反映当 前的控制状态的。控制计划应针对每个部件或相似部件群或指定的加工过程以及针对 每个加工过程步骤。在任何情况下,CP应对所有加工工序进行阐述(从部件的接收到 出货),且所有确定需用的设备以及电镀过程中的关键参数(由小组定义)均需列入 其中。一个具交叉功能的小组,包括生产操作员,也应列入控制计划的进程中,其应 与所有相关的文件如作业指导书,工作指令以及FMEA相一致。对于所有特殊特性(小 组或客户所指定的),应被识别、定义并注明于控制计划中。样品的尺寸以及过程评 估的频率,部件的特性也应列入并与过程表中所列的最低要求相一致