Plastic Design Guide v1 (KH version)
铁路隧道规范
1 总 则1.0.1 为了贯彻国家有关法规和铁路技术政策,统一铁路隧道设计技术标准,使铁路隧道设计符合安全适用、技术先进、经济合理的要求,制定本规范。
1.0.2 本规范适用于铁路网中客货列车共线运行、旅客列车设计行车速度等于或小于160h m /k 、货物列车设计行车速度等于或小于120h m /k 的Ⅰ、Ⅱ级标准轨距铁路隧道的设计。
1.0.3 隧道按其长度可分为:特长隧道 全长10000m 以上;长 隧 道 全长3000m 以上至10000m; 中长隧道 全长500m 以上至3000m; 短 隧 道 全长500m 及以下。
注:隧道长度是指进出口洞门端墙墙面之间的距离,以端墙面或斜切式洞门的斜切面与设计内轨顶面的交线同线路中线的交点计算。
双线隧道按下行线长度计算;位于车站上的隧道以正线长度计算;设有缓冲结构的隧道长度应从缓冲结构的起点计算。
1.0.4 隧道勘测设计,必须遵照国家有关政策和法规,重视隧道工程对生态环境和水资源的影响。
隧道建设应注意节约用地、节约能源及保护农田水利,对噪声、弃碴、排水等应采取措施妥善处理。
1.0.5 隧道设计应依据可靠完整的资料,针对地形、地质和生态环境的特征,综合考虑运营和施工条件,通过技术、经济比较分析,使选定的方案、设计原则和建筑结构符合安全适用、经济合理和环境保护的要求。
1.0.6 新建铁路隧道的内轮廓,必须符合现行国家标准《标准轨距铁路建筑限界》(GB146.2)的规定及远期轨道类型变化要求。
对于旅客列车最高行车速度160km/h 新建铁路隧道内轮廓尚应考虑机车类型、车辆密封性、旅客舒适度等因素确定,隧道轨面以上净空横断面面积,单线隧道不应小于422m ,双线隧道不应小于762m ;曲线上隧道应另行考虑曲线加宽。
设救援通道的隧道断面应视救援通道尺寸加大,救援通道的宽度不应小于1.25m 。
双层集装箱运输的隧道建筑限界应符合铁道部相关规定。
位于车站上的隧道,其内部轮廓尚应符合站场设计的规定和要求。
Spears产品说明书:PVC和CPVC热处理管道及相关配件的国际认可标准、规格、检验方法和实践

Pipe & Hangers TechnicalIndustry Standards & Test MethodsPage 83Suitable for Oil-Free air handling to 25 psi, not for distribution of compressed air or gasSpears ® Manufacturing Company See Spears ® Product Sourcebook for product offerings Spears ® products are manufactured in strict compliance with applicable industry standards and specifications to ensure strength, durability and safety. Although not inclusive, the following list of internationally recognized standards, specifications, test methods and practices relate to PVC and CPVC thermoplastic piping products and related components.ASTM STANDARD SPECIFICATIONSASTM D 1784Standard Specification for Rigid Poly (Vinyl Chloride) (PVC) Compounds and Chlorinated Poly (Vinyl Chloride) (CPVC) Compounds ASTM D 1785Standard Specification for Poly (Vinyl Chloride) (PVC) Plastic Pipe- Schedules 40- 80 and 120ASTM D 2241Standard Specification for Poly (Vinyl Chloride) (PVC) Pressure Rated Pipe (SDR Series)ASTM D 2464Standard Specification for Threaded Poly (Vinyl Chloride) (PVC) Plastic Pipe Fittings- Schedule 80ASTM D 2466Standard Specification for Poly (Vinyl Chloride) (PVC) Plastic Pipe Fittings- Schedule 40ASTM D 2467Standard Specification for Poly (Vinyl Chloride) (PVC) Plastic Pipe Fittings- Schedule 80ASTM D 2665Standard Specification for Poly (Vinyl Chloride) (PVC) Plastic Drain-Waste- and Vent Pipe and Fittings ASTM D 2672Standard Specification for Joints for IPS PVC Pipe Using Solvent Cement ASTM D 2846Standard Specification for Chlorinated Poly (Vinyl Chloride) (CPVC) Plastic Hot- and Cold-Water Distribution Systems ASTM D 3139Standard Specification for Joints for Plastic Pressure Pipes Using Flexible Elastomeric Seals ASTM D 3311Standard Specification for Drain, Waste, and Vent (DWV) Plastic Fittings Patterns ASTM F 437Standard Specification for Threaded Chlorinated Poly (Vinyl Chloride) (CPVC) Plastic Pipe Fittings- Schedule 80ASTM F 438Standard Specification for Socket-Type Chlorinated Poly (Vinyl Chloride) (CPVC) Plastic Pipe Fittings- Schedule 40ASTM F 439Standard Specification for Socket-Type Chlorinated Poly (Vinyl Chloride) (CPVC) Plastic Pipe Fittings- Schedule 80ASTM F 441Standard Specification for Chlorinated Poly (Vinyl Chloride) (CPVC) Plastic Pipe- Schedules 40 and 80ASTM F 442Standard Specification for Chlorinated Poly (Vinyl Chloride) (CPVC) Plastic Pipe (SDR-PR)ASTM F 477Standard Specification for Elastomeric Seals (Gaskets) for Joining Plastic Pipe ASTM F 493Standard Specification for Solvent Cements for Chlorinated Poly (Vinyl Chloride) (CPVC) Plastic Pipe and Fittings ASTM F 656Standard Specification for Primers for Use in Solvent Cement Joints of Poly (Vinyl Chloride) (PVC) Plastic Pipe and Fittings ASTM F 913Standard Specification for Thermoplastic Elastomeric Seals (Gaskets) for Joining Plastic Pipe ASTM F 1498Standard Specification for Taper Pipe Threads 60° for Thermoplastic Pipe and Fittings ASTM F 1866Standard Specification for Poly (Vinyl Chloride) (PVC) Plastic Schedule 40 Drainage and DWV Fabricated Fittings ASTM F 1970Standard Specification for Special Engineered Fittings, Appurtenances or Valves for use in Poly (Vinyl Chloride) (PVC) or Chlorinated Poly (Vinyl Chloride) (CPVC) Systems ASTM F 2618Standard Specification for Chlorinated Poly (Vinyl Chloride) (CPVC) Pipe and Fittings for Chemical Waste Drainage Systems ASTM STANDARD TEST METHODS ASTM D 1598Standard Test Method for Time-to-Failure of Plastic Pipe Under Constant Internal Pressure ASTM D 1599Standard Test Method for Resistance to Short-Time Hydraulic Pressure of Plastic Pipe & Fittings ASTM D 2122Standard Test Method for Determining Dimensions of Thermoplastic Pipe & Fittings ASTM D 2152Standard Test Method for Adequacy of Fusion by Acetone Immersion ASTM D 2412Standard Test Method for Determination of External Loading Characteristics of Plastic Pipe by Parallel-Plate Loading ASTM D 2444Standard Test Method for Determination of the Impact Resistance of Thermoplastic Pipe and Fittings by Means of a Tup (Falling Weight)ASTM D 2564Standard Specification for Solvent Cements for Poly (Vinyl Chloride) (PVC) Plastic Piping Systems ASTM D 2837Standard Test Method for Obtaining Hydrostatic Design Basis for Thermoplastic Pipe Materials ASTM F 610Standard Test Method for Evaluating the Quality of Molded Poly (Vinyl Chloride) (PVC) Plastic Pipe Fittings by the Heat Reversion Technique ASTM STANDARD PRACTICES ASTM D 2321Standard Practice for Underground Installation of Thermoplastic Pipe for Sewers and Other Gravity-Flow Applications ASTM D 2774Standard Practice for Underground Installation of Thermoplastic Pressure Piping ASTM D 2855Standard Practice for Making Solvent-Cemented Joints with Poly (Vinyl Chloride) (PVC) Pipe and Fittings ASTM F 402Standard Practice for Safe Handling of Solvent Cements- Primers- and Cleaners Used for Joining Thermoplastics Pipe and Fittings ASTM F 645Standard Guide for Selection- Design- and Installation of Thermoplastic Water Pressure Systems ASTM F 690Standard Practice for Underground Installation of Thermoplastic Pressure Piping Irrigation System ASTM F 1057Standard Practice for Evaluating the Quality of Extruded Poly (Vinyl Chloride) (PVC) Pipe by the Heat Reversion TechniqueCSA STANDARD CSA B137.3-99Rigid Polyvinyl Chloride (PVC) Pipe for Pressure ApplicationsFIRE PERFORMANCEULC-S102.2-M88Standard Method of Test for Surface Burning Characteristics of Flooring- Floor Covering- and Miscellaneous Materials and AssembliesUL 94Test for Flammability of Plastic Materials for Parts in Devices and AppliancesUL 723Test for Surface Burning Characteristics of Building MaterialsUL 1821Thermoplastic Sprinkler Pipe and Fittings for Fire Protection ServiceUL 1887Standard for Safety for Fire Test of Plastic Sprinkler Pipe for Flame and Smoke CharacteristicsFM 1635Plastic Pipe & Fittings for Automatic Sprinkler SystemsASTM D 635Standard Test Method for Rate of Burning and/or Extent and Time of Burning of Manufacturing in a Horizontal PositionASTM D 2863Standard Test Method for Measuring the Minimum Oxygen Concentration to Support Candle-Like Combustion of Manufacturing (Oxygen Index)ASTM E 84Standard Test Method for Surface Burning Characteristics of Building MaterialsASTM E 162Standard Test Method for Surface Flammability of Materials Using a Radiant Heat Energy Source TOXICOLOGYNSF ® Standard 14Manufacturing Piping System Components and Related Materials NSF ® Standard 61Drinking Water System Components - Health Effects United States FDA Code of Federal Regulations Title 21。
外文翻译注塑模的单浇口优化
Single gate optimization for plastic injection moldAbstract:Abstract: This paper deals with a methodology for single gate location optimization for plastic injection mold. The objective of the gate optimization is to minimize the warpage of injection molded parts, because warpage is a crucial quality issue for most injection molded parts while it is influenced greatly by the gate location. Feature warpage is defined as the ratio of maximum displacement on the feature surface to the projected length of the feature surface to describe part warpage. The optimization is combined with the numerical simulation technology to find the optimal gate location, in which the simulated annealing algorithm is used to search for the optimum. Finally, an example is discussed in the paper and it can be concluded that the proposed method is effective.Key words: Injection mold, Gate location, Optimization, Feature warpage.INTRODUCTIONPlastic injection molding is a widely used, com- plex but highly efficient technique for producing a large variety of plastic products, particularly those with high production requirement, tight tolerance, and complex shapes. The quality of injection molded parts is a function of plastic material, part geometry, mold structure and process conditions. The most important part of an injection mold basically is the following three sets of components: cavities, gates and runners, and cooling system.Lam and Seow (2000) and Jin and Lam (2002) achieved cavity balancing by varying the wall thick- ness of the part. A balance filling process within the cavity gives an evenly distributed pressure and tem- perature which can drastically reduce the warpage of the part. But the cavity balancing is only one of the important influencing factors of part qualities. Espe- cially, the part has its functional requirements, and its thicknesses should not be varied usually.From the pointview of the injection mold design, a gate is characterized by its size and location, and the runner system by the size and layout. The gate size and runner layout are usually determined as constants. Relatively, gate locations and runner sizes are more flexible, which can be varied to influence the quality of the part. As a result, they are often the design pa- rameters for optimization.Lee and Kim (1996a) optimized the sizes of runners and gates to balance runner system for mul- tiple injection cavities. The runner balancing was described as the differences of entrance pressures for a multi-cavity mold with identical cavities, and as differences of pressures at theend of the melt flow path in each cavity for a family mold with different cavity volumes and geometries. The methodology has shown uniform pressure distributions among the cavities during the entire molding cycle of multiple cavities mold.Zhai et al.(2005a) presented the two gate loca- tion optimization of one molding cavity by an effi- cient search method based on pressure gradient (PGSS), and subsequently positioned weld lines to the desired locations by varying runner sizes for multi-gate parts (Zhai et al., 2006). As large-volume part, multiple gates are needed to shorten the maxi- mum flow path, with a corresponding decrease in injection pressure. The method is promising for de- sign of gates and runners for a single cavity with multiple gates.Many of injection molded parts are produced with one gate, whether in single cavity mold or in multiple cavities mold. Therefore, the gate location of a single gate is the most common design parameter for optimization. A shape analysis approach was pre- sented by Courbebaisse and Garcia (2002), by which the best gate location of injection molding was esti- mated. Subsequently, they developed this methodol- ogy further and applied it to single gate location op- timization of an L shape example (Courbebaisse,2005). It is easy to use and not time-consuming, while it only serves the turning of simple flat parts with uniform thickness.Pandelidis and Zou (1990) presented the opti- mization of gate location, by indirect quality measures relevant to warpage and material degradation, which is represented as weighted sum of a temperature dif- ferential term, an over-pack term, and a frictional overheating term. Warpage is influenced by the above factors, but the relationship between them is not clear. Therefore, the optimization effect is restricted by the determination of the weighting factors.Lee and Kim (1996b) developed an automated selection method of gate location, in which a set of initial gate locations were proposed by a designer and then the optimal gate was located by the adjacent node evaluation method. The conclusion to a great extent depends much on the human design er’s in tuition, because the first step of the method is based on the desi gner’s proposition. So the result is to a large ex- tent limited to the designer’s experience.Lam and Jin (2001) developed a gate location optimization method based on the minimization of the Standard Deviation of Flow Path Length (SD[L]) and Standard Deviation of Filling Time (SD[T]) during the molding filling process. Subsequently, Shen et al.(2004a; 2004b) optimized the gate location design by minimizing the weighted sum of filling pressure, filling time difference between different flow paths, temperature difference, and over-pack percentage. Zhai et al.(2005b) investigated optimal gate location with evaluation criteria of injection pressure at the end of filling. These researchers presented the objec- tive functions asperformances of injection molding filling operation, which are correlated with product qualities. But the correlation between the perform- ances and qualities is very complicated and no clear relationship has been observed between them yet. It is also difficult to select appropriate weighting factors for each term.A new objective function is presented here to evaluate the warpage of injection molded parts to optimize gate location. To measure part quality di- rectly, this investigation defines feature warpage to evaluate part warpage, which is evaluated from the “flow plus warpage” simulation outputs of Moldflow Plastics Insight (MPI) software. The objective func- tion is minimized to achieve minimum deformation in gate location optimization. Simulated annealing al- gorithm is employed to search for the optimal gate location. An example is given to illustrate the effec- tivity of the proposed optimization procedure.QUALITY MEASURES: FEATURE WARPGEDefinition of feature warp ageTo apply optimization theory to the gate design, quality measures of the part must be specified in the first instance. The term “quality” may be referred to many product properties, such as mechanical, thermal, electrical, optical, ergonomical or geometrical prop- erties. There are two types of part quality measures: direct and indirect. A model that predicts the proper- ties from numerical simulation results would be characterized as a direct quality measure. In contrast, an indirect measure of part quality is correlated with target quality, but it cannot provide a direct estimate of that quality.For warpage, the indirect quality measures in related works are one of performances of injection molding flowing behavior or weighted sum of those. The performances are presented as filling time dif- ferential along different flow paths, temperature dif- ferential, over-pack percentage, and so on. It is ob- vious that warpage is influenced by these perform- ances, but the relationship between warpage and these performances is not clear and the determination of these weighting factors is rather difficult. Therefore, the optimization with the above objective function probably will not minimize part warpage even with perfect optimization technique. Sometimes, improper weighting factors will result in absolutely wrong re- sults.Some statistical quantities calculated from the nodal displacements were characterized as direct quality measures to achieve minimum deformation in related optimization studies. The statistical quantities are usually a maximum nodal displacement, an av- erage of top 10 percentile nodal displacements, and an overall average nodal displacement (Lee and Kim,1995; 1996b). These nodal displacements are easy to obtain from the simulation results, the statistical val- ues, to some extents, representing the deformation. But the statistical displacement cannot effectively describe the deformation of the injection molded parts.In industry, designers and manufacturers usually pay more attention to the degree of part warpage on some specific features than the whole deformation of the injection molded parts. In this study, feature warpage is defined to describe the deformation of the injection parts. The feature warpage is the ratio of the maximum displacement of the feature surface to the projected length of the feature surface (Fig.1):where γ is the feature warpage, h is the maximum displacement on the feature surface deviating from the reference platform, and L is the projected length of the feature surface on a reference direction paralleling the reference platform.For complicated features (only plane feature discussed here), the feature warpage is usually sepa- rated into two constituents on the reference plane, which are represented on a 2D coordinate system:where γx, γy are the constituent feature warpages in the X, Y direction, and L x, L y are the projected lengths of the feature surface on X, Y component.Evaluation of feature wa rpageAfter the determination of target feature com- bined with corresponding reference plane and pro- jection direction, the value of L can be calculated immediately from the part with the calculating method of analytic geometry (Fig.2). L is a constant for any part on the specified feature surface and pro- jected direction. But the evaluation of h is more com- plicated than that of L.Simulation of injection molding process is a common technique to forecast the quality of part de- sign, mold design and process settings. The results of warpage simulation are expressed as the nodal de- flections on X, Y, Z component (W x, W y, W z), and the nodal displacement W. W is the vector length of vector sum of W x·i, W y·j, and W z·k, where i, j, k are the unit vectors on X, Y, Z component. The h is the maximum displacement of the nodes on the feature surface, which is correlated with the normal orientation of the reference plane, and can be derived from the results of warpage simulation.To calculate h, the deflection of ith node is evaluated firstly as follows:where W i is the deflection in the normal direction of the reference plane of ith node; W ix, W iy, W iz are the deflections on X, Y, Z component of ith node; α,β,γ are the angles of normal vector of the reference; A and B are the terminal nodes of the feature to projectingdirection (Fig.2); WA and WB are the deflections of nodes A and B:where W Ax, W Ay, W Az are the deflections on X, Y, Zcomponent of node A; W Bx, W By and W Bz are the de- flections on X, Y, Z component of node B; ωiA and ωiB are the weighting factors of the terminal node deflections calculated as follows:where L iA is the projector distance between ith node and node A. Ultimately, h is the maximum of the absolute value of W i:In industry, the inspection of the warpage is carried out with the help of a feeler gauge, while the measured part should be placed on a reference plat- form. The value of h is the maximum numerical reading of the space between the measured part sur- face and the reference platform.GATE LOCATION OPTIMIZATION PROBLEM FORMATIONThe quality term “warpag e”means the perma- nent deformation of the part, which is not caused by an applied load. It is caused by differential shrinkage throughout the part, due to the imbalance of polymer flow, packing, cooling, and crystallization.The placement of a gate in an injection mold is one of the most important variables of the total mold design. The quality of the molded part is greatly af- fected by the gate location, because it influences the manner that the plastic flows into the mold cavity. Therefore, different gate locations introduce inho- mogeneity in orientation, density, pressure, and temperature distribution, accordingly introducing different value and distribution of warpage. Therefore, gate location is a valuable design variable to minimize the injection molded part warpage. Because the cor- relation between gate location and warpage distribu- tion is to a large extent independent of the melt and mold temperature, it is assumed that the moldingconditions are kept constant in this investigation. The injection molded part warpage is quantified by the feature warpage which was discussed in the previous section.The single gate location optimization can thus be formulated as follows:Minimize:Subject to:where γ is the feature warpage; p is the injection pressure at the gate position; p0 is the allowable in- jection pressure of injection molding machine or the allowable injection pressure specified by the designer or manufacturer; X is the coordinate vector of the candidate gate locations; X i is the node on the finite element mesh model of the part for injection molding process simulation; N is the total number of nodes.In the finite element mesh model of the part, every node is a possible candidate for a gate. There- fore, the total number of the possible gate location N p is a function of the total number of nodes N and the total number of gate locations to be optimized n:In this study, only the single-gate location problem is investigated.SIMULATED ANNEALING ALGORITHMThe simulated annealing algorithm is one of the most powerful and popular meta-heuristics to solve optimization problems because of the provision of good global solutions to real-world problems. The algorithm is based upon that of Metropolis et al. (1953), which was originally proposed as a means to find an equilibrium configuration of a collection of atoms at a given temperature. The connection be- tween this algorithm and mathematical minimization was first noted by Pincus (1970), but it was Kirkpatrick et al.(1983) who proposed that it formed the basis of an optimization technique for combina- tional (and other) problems.To apply the simulated annealing method to op timization problems, the objective function f is used as an energy function E. Instead of finding a low energy configuration, the problem becomes to seek an approximate global optimal solution. The configura- tions of the values of design variables are substituted for the energy configurations of the body, and the control parameter for the process is substituted for temperature. A random number generator is used as a way of generating new values for the design variables. It is obvious that this algorithm just takes the mini- mization problems into account. Hence, while per- forming a maximization problem the objective func- tion is multiplied by (−1) to obtain a capable form.The major advantage of simulated annealing algorithm over other methods is the ability to avoid being trapped at local minima. This algorithm em- ploys a random search, which not only accepts changes that decrease objective function f, but also accepts some changes that increase it. The latter are accepted with a probability pwhere ∆f is the increase of f, k is Boltzm an’s constant, and T is a control parameter which by analogy with the original application is known as the system “tem perature”irrespective of the objective function involved.In the case of gate location optimization, the implementation of this algorithm is illustrated in Fig.3, and this algorithm is detailed as follows:(1) SA algorithm starts from an initial gate loca- tion X old with an assigned value T k of the “tempera- ture”parameter T (the “temperature” counter k is initially set to zero). Proper control parameter c (0<c<1) in annealing process and Markov chain N generateare given.(2) SA algorithm generates a new gate location X new in the neighborhood of X old and the value of the objective function f(X) is calculated.(3) The new gate location will be accepted with probability determined by the acceptance functionFig.3 The flow chart of the simulated annealing algorithmAPPLICATION AND DISCUSSIONThe application to a complex industrial part is presented in this section to illustrate the proposed quality measure and optimization methodology. The part is provided by a manufacturer, as shown in Fig.4. In this part, the flatness of basal surface is the most important profileprecision requirement. Therefore, the feature warpage is discussed on basal surface, in which reference platform is specified as a horizontal plane attached to the basal surface, and the longitu- dinal direction is specified as projected reference direction. The parameter h is the maximum basal surface deflection on the normal direction, namely the vertical direction, and the parameter L is the projected length of the basal surface to the longitudinal direc- tion.Fig.4 Industrial part provided by the manufac tur e rThe material of the part is Nylon Zytel 101L (30% EGF, DuPont Engineering Polymer). The molding conditions in the simulation are listed in T able 1. Fig.5 shows the finite element mesh model ofthe part employed in the numerical simulation. It has1469 nodes and 2492 elements. The objective func- tion, namely feature warpage, is evaluated by Eqs.(1), (3)~(6). The h is evaluated from the results of “Flow+Warp” Analysis Sequence in MPI by Eq.(1), and the L is measured on the industrial part immediately, L=20.50 mm.MPI is the most extensive software for the in- jection molding simulation, which can recommend the best gate location based on balanced flow. Gate location analysis is an effective tool for gate location design besides empirical method. For this part, the gate location analysis of MPI recommends that the best gate location is near node N7459, as shown in Fig.5. The part warpage is simulated based on this recommended gate and thus the feature warpage is evaluated: γ=5.15%, which is a great value. In trial manufacturing, part warpage is visible on the sample work piece. This is unacceptable for the manufacturer.The great warpage on basal surface is caused bythe uneven orientation distribution of the glass fiber, as shown in Fig.6a. Fig.6a shows that the glass fiber orientation changes from negative direction to posi- tive direction because of the location of the gate, par- ticularly thegreatest change of the fiber orientation appears near the gate. The great diversification of fiber orientation caused by gate location introduces serious differential shrinkage. Accordingly, the fea- ture warpage is notable and the gate location must be optimized to reduce part warpageT o optimize the gate location, the simulated an- nealing searching discussed in the section “Simulated annealing algorithm” is applied to this part. The maximum number of iterations is chosen as 30 to ensure the precision of the optimization, and the maximum number of random trials allowed for each iteration is chosen as 10 to decrease the probability of null iteration without an iterative solution. Node N7379 (Fig.5) is found to be the optimum gate loca- tion.The feature warpage is evaluated from the war- page simulation results f(X)=γ=0.97%, which is less than that of the recommended gate by MPI. And the part warpage meets the manufacturer’s requirements in trial manufacturing. Fig.6b shows the fiber orien- tation in the simulation. It is seen that the optimal gate location results in the even glass fiber orientation, and thus introduces great reduction of shrinkage differ- ence on the vertical direction along the longitudinal direction. Accordingly, the feature warpage is re- duced.CONCLUSIONFeature warpage is defined to describe the war- page of injection molded parts and is evaluated based on the numerical simulation software MPI in this investigation. The feature warpage evaluation based on numerical simulation is combined with simulated annealing algorithm to optimize the single gate loca- tion for plastic injection mold. An industrial part is taken as an example to illustrate the proposed method. The method results in an optimal gate location, by which the part is satisfactory for the manufacturer. This method is also suitable to other optimization problems for warpage minimization, such as location optimization for multiple gates, runner system bal- ancing, and option of anisotropic materials.注塑模的单浇口优化摘要:本文论述了一种单浇口位置优化注塑模具的方法。
yantubbs-The hardening soil model, Formulation and verification

The hardening soil model: Formulation and verificationT. SchanzLaboratory of Soil Mechanics, Bauhaus-University Weimar, GermanyP.A. VermeerInstitute of Geotechnical Engineering, University Stuttgart, GermanyP.G. BonnierP LAXIS B.V., NetherlandsKeywords: constitutive modeling, HS-model, calibration, verificationABSTRACT: A new constitutive model is introduced which is formulated in the framework of classical theory of plasticity. In the model the total strains are calculated using a stress-dependent stiffness, different for both virgin loading and un-/reloading. The plastic strains are calculated by introducing a multi-surface yield criterion. Hardening is assumed to be isotropic depending on both the plastic shear and volumetric strain. For the frictional hardening a non-associated and for the cap hardening an associated flow rule is assumed.First the model is written in its rate form. Therefor the essential equations for the stiffness mod-ules, the yield-, failure- and plastic potential surfaces are given.In the next part some remarks are given on the models incremental implementation in the P LAXIS computer code. The parameters used in the model are summarized, their physical interpre-tation and determination are explained in detail.The model is calibrated for a loose sand for which a lot of experimental data is available. With the so calibrated model undrained shear tests and pressuremeter tests are back-calculated.The paper ends with some remarks on the limitations of the model and an outlook on further de-velopments.1INTRODUCTIONDue to the considerable expense of soil testing, good quality input data for stress-strain relation-ships tend to be very limited. In many cases of daily geotechnical engineering one has good data on strength parameters but little or no data on stiffness parameters. In such a situation, it is no help to employ complex stress-strain models for calculating geotechnical boundary value problems. In-stead of using Hooke's single-stiffness model with linear elasticity in combination with an ideal plasticity according to Mohr-Coulomb a new constitutive formulation using a double-stiffness model for elasticity in combination with isotropic strain hardening is presented.Summarizing the existing double-stiffness models the most dominant type of model is the Cam-Clay model (Hashiguchi 1985, Hashiguchi 1993). To describe the non-linear stress-strain behav-iour of soils, beside the Cam-Clay model the pseudo-elastic (hypo-elastic) type of model has been developed. There an Hookean relationship is assumed between increments of stress and strain and non-linearity is achieved by means of varying Young's modulus. By far the best known model of this category ist the Duncan-Chang model, also known as the hyperbolic model (Duncan & Chang 1970). This model captures soil behaviour in a very tractable manner on the basis of only two stiff-ness parameters and is very much appreciated among consulting geotechnical engineers. The major inconsistency of this type of model which is the reason why it is not accepted by scientists is that, in contrast to the elasto-plastic type of model, a purely hypo-elastic model cannot consistently dis-tinguish between loading and unloading. In addition, the model is not suitable for collapse load computations in the fully plastic range.12These restrictions will be overcome by formulating a model in an elasto-plastic framework in this paper. Doing so the Hardening-Soil model, however, supersedes the Duncan-Chang model by far. Firstly by using the theory of plasticity rather than the theory of elasticity. Secondly by includ-ing soil dilatancy and thirdly by introducing a yield cap.In contrast to an elastic perfectly-plastic model, the yield surface of the Hardening Soil model is not fixed in principal stress space, but it can expand due to plastic straining. Distinction is made between two main types of hardening, namely shear hardening and compression hardening. Shear hardening is used to model irreversible strains due to primary deviatoric loading. Compression hardening is used to model irreversible plastic strains due to primary compression in oedometer loading and isotropic loading.For the sake of convenience, restriction is made in the following sections to triaxial loading conditions with 2σ′ = 3σ′ and 1σ′ being the effective major compressive stress.2 CONSTITUTIVE EQUATIONS FOR STANDARD DRAINED TRIAXIAL TESTA basic idea for the formulation of the Hardening-Soil model is the hyperbolic relationship be-tween the vertical strain ε1, and the deviatoric stress, q , in primary triaxial loading. When subjected to primary deviatoric loading, soil shows a decreasing stiffness and simultaneously irreversible plastic strains develop. In the special case of a drained triaxial test, the observed relationship be-tween the axial strain and the deviatoric stress can be well approximated by a hyperbola (Kondner& Zelasko 1963). Standard drained triaxial tests tend to yield curves that can be described by:The ultimate deviatoric stress, q f , and the quantity q a in Eq. 1 are defined as:The above relationship for q f is derived from the Mohr-Coulomb failure criterion, which involves the strength parameters c and ϕp . As soon as q = q f , the failure criterion is satisfied and perfectly plastic yielding occurs. The ratio between q f and q a is given by the failure ratio R f , which should obviously be smaller than 1. R f = 0.9 often is a suitable default setting. This hyperbolic relationship is plotted in Fig. 1.2.1 Stiffness for primary loadingThe stress strain behaviour for primary loading is highly nonlinear. The parameter E 50 is the con-fining stress dependent stiffness modulus for primary loading. E 50is used instead of the initial modulus E i for small strain which, as a tangent modulus, is more difficult to determine experimen-tally. It is given by the equation:ref E 50is a reference stiffness modulus corresponding to the reference stress ref p . The actual stiff-ness depends on the minor principal stress, 3σ′, which is the effective confining pressure in a tri-axial test. The amount of stress dependency is given by the power m . In order to simulate a loga-rithmic stress dependency, as observed for soft clays, the power should be taken equal to 1.0. As a3Figure 1. Hyperbolic stress-strain relation in primary loading for a standard drained triaxial test.secant modulus ref E 50 is determined from a triaxial stress-strain-curve for a mobilization of 50% ofthe maximum shear strength q f .2.2 Stiffness for un-/reloadingFor unloading and reloading stress paths, another stress-dependent stiffness modulus is used:where ref urE is the reference Young's modulus for unloading and reloading, corresponding to the reference pressure σ ref . Doing so the un-/reloading path is modeled as purely (non-linear) elastic.The elastic components of strain εe are calculated according to a Hookean type of elastic relation using Eqs. 4 + 5 and a constant value for the un-/reloading Poisson's ratio υur .For drained triaxial test stress paths with σ2 = σ3 = constant, the elastic Young's modulus E ur re-mains constant and the elastic strains are given by the equations:Here it should be realised that restriction is made to strains that develop during deviatoric loading,whilst the strains that develop during the very first stage of the test are not considered. For the first stage of isotropic compression (with consolidation), the Hardening-Soil model predicts fully elastic volume changes according to Hooke's law, but these strains are not included in Eq. 6.2.3 Yield surface, failure condition, hardening lawFor the triaxial case the two yield functions f 12 and f 13 are defined according to Eqs. 7 and 8. Here4Figure 2. Successive yield loci for various values of the hardening parameter γ p and failure surface.the measure of the plastic shear strain γ p according to Eq. 9 is used as the relevant parameter forthe frictional hardening:with the definitionIn reality, plastic volumetric strains p υε will never be precisely equal to zero, but for hard soils plastic volume changes tend to be small when compared with the axial strain, so that the approxi-mation in Eq. 9 will generally be accurate.For a given constant value of the hardening parameter, γ p , the yield condition f 12 = f 13 = 0 can be visualised in p'-q-plane by means of a yield locus. When plotting such yield loci, one has to use Eqs. 7 and 8 as well as Eqs. 3 and 4 for E 50 and E ur respectively. Because of the latter expressions,the shape of the yield loci depends on the exponent m . For m = 1.0 straight lines are obtained, but slightly curved yield loci correspond to lower values of the exponent. Fig. 2 shows the shape of successive yield loci for m = 0.5, being typical for hard soils. For increasing loading the failure sur-faces approach the linear failure condition according to Eq. 2.2.4 Flow rule, plastic potential functionsHaving presented a relationship for the plastic shear strain, γ p , attention is now focused on the plastic volumetric strain p υε. As for all plasticity models, the Hardening-Soil model involves a re-lationship between rates of plastic strain, i.e. a relationship between p υε and p γ . This flow rule hasthe linear form:5Clearly, further detail is needed by specifying the mobilized dilatancy angle m ψ. For the presentmodel, the expression:is adopted, where cv ϕ is the critical state friction angle, being a material constant independent ofdensity (Schanz & Vermeer 1996), and m ϕ is the mobilized friction angle:The above equations correspond to the well-known stress-dilatancy theory (Rowe 1962, Rowe 1971), as explained by (Schanz & Vermeer 1996). The essential property of the stress-dilatancy theory is that the material contracts for small stress ratios m ϕ < cv ϕ, whilst dilatancy occurs for high stress ratios m ϕ < cv ϕ. At failure, when the mobilized friction angle equals the failure angle,p ϕ, it is found from Eq. 11 that:Hence, the critical state angle can be computed from the failure angles p ϕand p ψ. The above defi-nition of the flow rule is equivalent to the definition of definition of the plastic potential functionsg 12 and g 13 according to:Using theKoiter-rule (Koiter 1960) for yielding depending on two yield surfaces (Multi-surface plasticity ) one finds:Calculating the different plastic strain rates by this equation, Eq. 10 directly follows.3 TIME INTEGRATIONThe model as described above has been implemented in the finite element code P LAXIS (Vermeer& Brinkgreve 1998). To do so, the model equations have to be written in incremental form. Due to this incremental formulation several assumptions and modifications have to be made, which will be explained in this section.During the global iteration process, the displacement increment follows from subsequent solu-tion of the global system of equations:where K is the global stiffness matrix in which we use the elastic Hooke's matrix D , f ext is a global load vector following from the external loads and f int is the global reaction vector following from the stresses. The stress at the end of an increment σ 1 can be calculated (for a given strain increment ∆ε) as:6whereσ0 , stress at the start of the increment,∆σ , resulting stress increment,4D , Hooke's elasticity matrix, based on the unloading-reloading stiffness,∆ε , strain increment (= B ∆u ),γ p , measure of the plastic shear strain, used as hardening parameter,∆Λ , increment of the non-negative multiplier,g , plastic potential function.The multiplier Λ has to be determined from the condition that the function f (σ1, γ p ) = 0 has to be zero for the new stress and deformation state.As during the increment of strain the stresses change, the stress dependant variables, like the elasticity matrix and the plastic potential function g , also change. The change in the stiffness during the increment is not very important as in many cases the deformations are dominated by plasticity.This is also the reason why a Hooke's matrix is used. We use the stiffness matrix 4D based on the stresses at the beginning of the step (Euler explicit ). In cases where the stress increment follows from elasticity alone, such as in unloading or reloading, we iterate on the average stiffness during the increment.The plastic potential function g also depends on the stresses and the mobilized dilation angle m ψ. The dilation angle for these derivatives is taken at the beginning of the step. The implementa-tion uses an implicit scheme for the derivatives of the plastic potential function g . The derivatives are taken at a predictor stress σtr , following from elasticity and the plastic deformation in the previ-ous iteration:The calculation of the stress increment can be performed in principal stress space. Therefore ini-tially the principal stresses and principal directions have to be calculated from the Cartesian stresses, based on the elastic prediction. To indicate this we use the subscripts 1, 2 and 3 and have 321σσσ≥≥ where compression is assumed to be positive.Principal plastic strain increments are now calculated and finally the Cartesian stresses have to be back-calculated from the resulting principal constitutive stresses. The calculation of the consti-tutive stresses can be written as:From this the deviatoric stress q (σ1 – σ3) and the asymptotic deviatoric stress q a can be expressed in the elastic prediction stresses and the multiplier ∆Λ:7whereFor these stresses the functionshould be zero. As the increment of the plastic shear strain ∆γ p also depends linearly on the multi-plier ∆Λ, the above formulae result in a (complicated) quadratic equation for the multiplier ∆Λwhich can be solved easily. Using the resulting value of ∆Λ, one can calculate (incremental)stresses and the (increment of the) plastic shear strain.In the above formulation it is assumed that there is a single yield function. In case of triaxial compression or triaxial extension states of stress there are two yield functions and two plastic po-tential functions. Following (Koiter 1960) one can write:where the subscripts indicate the principal stresses used for the yield and potential functions. At most two of the multipliers are positive. In case of triaxial compression we have σ2 = σ3, Λ23 = 0and we use two consistency conditions instead of one as above. The increment of the plastic shear strain has to be expressed in the multipliers. This again results in a quadratic equation in one of the multipliers.When the stresses are calculated one still has to check if the stress state violates the yield crite-rion q ≤ q f . When this happens the stresses have to be returned to the Mohr-Coulomb yield surface.4 ON THE CAP YIELD SURFACEShear yield surfaces as indicated in Fig. 2 do not explain the plastic volume strain that is measured in isotropic compression. A second type of yield surface must therefore be introduced to close the elastic region in the direction of the p-axis. Without such a cap type yield surface it would not be possible to formulate a model with independent input of both E 50 and E oed . The triaxial modulus largely controls the shear yield surface and the oedometer modulus controls the cap yield surface.In fact, ref E 50largely controls the magnitude of the plastic strains that are associated with the shear yield surface. Similarly, ref oedE is used to control the magnitude of plastic strains that originate from the yield cap. In this section the yield cap will be described in full detail. To this end we consider the definition of the cap yield surface (a = c cot ϕ):8where M is an auxiliary model parameter that relates to NC K 0 as will be discussed later. Further more we have p = (σ1 + σ2+ σ3) andwithq is a special stress measure for deviatoric stresses. In the special case of triaxial compression it yields q = (σ1 – σ3) and for triaxial extension reduces to q = α (σ1 –σ3). For yielding on the cap surface we use an associated flow rule with the definition of the plastic potential g c :The magnitude of the yield cap is determined by the isotropic pre-consolidation stress p c . For the case of isotropic compression the evolution ofp c can be related to the plastic volumetric strain rate p v ε:Here H is the hardening modulus according to Eq. 32, which expresses the relation between theelastic swelling modulus K s and the elasto-plastic compression modulus K c for isotropic compres-sion:From this definition follows a stress dependency of H . For the case of isotropic compression we haveq = 0 and therefor c p p=. For this reason we find Eq. 33 directly from Eq. 31:The plastic multiplier c Λ referring to the cap is determined according to Eq. 35 using the addi-tional consistency condition:Using Eqs. 33 and 35 we find the hardening law relating p c to the volumetric cap strain c v ε:9Figure 3. Representation of total yield contour of the Hardening-Soil model in principal stress space for co-hesionless soil.The volumetric cap strain is the plastic volumetric strain in isotropic compression. In addition to the well known constants m and σref there is another model constant H . Both H and M are cap pa-rameters, but they are not used as direct input parameters. Instead, we have relationships of theform NC K 0=NC K 0(..., M, H ) and ref oed E = ref oed E (..., M, H ), such that NC K 0and ref oed E can be used as in-put parameters that determine the magnitude of M and H respectively. The shape of the yield cap is an ellipse in p – q ~-plane. This ellipse has length p c + a on the p -axis and M (p c+ a ) on the q ~-axis.Hence, p c determines its magnitude and M its aspect ratio. High values of M lead to steep caps un-derneath the Mohr-Coulomb line, whereas small M -values define caps that are much more pointed around the p -axis.For understanding the yield surfaces in full detail, one should consider Fig. 3 which depicts yield surfaces in principal stress space. Both the shear locus and the yield cap have the hexagonal shape of the classical Mohr-Coulomb failure criterion. In fact, the shear yield locus can expand up to the ultimate Mohr-Coulomb failure surface. The cap yield surface expands as a function of the pre-consolidation stress p c .5 PARAMETERS OF THE HARDENING-SOIL MODELSome parameters of the present hardening model coincide with those of the classical non-hardening Mohr-Coulomb model. These are the failure parameters ϕp ,, c and ψp . Additionally we use the ba-sic parameters for the soil stiffness:ref E 50, secant stiffness in standard drained triaxial test,ref oedE , tangent stiffness for primary oedometer loading and m , power for stress-level dependency of stiffness.This set of parameters is completed by the following advanced parameters:ref urE , unloading/ reloading stiffness,10v ur , Poisson's ratio for unloading-reloading,p ref , reference stress for stiffnesses,NC K 0, K 0-value for normal consolidation andR f , failure ratio q f / q a .Experimental data on m , E 50 and E oed for granular soils is given in (Schanz & Vermeer 1998).5.1 Basic parameters for stiffnessThe advantage of the Hardening-Soil model over the Mohr-Coulomb model is not only the use of a hyperbolic stress-strain curve instead of a bi-linear curve, but also the control of stress level de-pendency. For real soils the different modules of stiffness depends on the stress level. With theHardening-Soil model a stiffness modulus ref E 50is defined for a reference minor principal stress of σ3 = σref . As some readers are familiar with the input of shear modules rather than the above stiff-ness modules, shear modules will now be discussed. Within Hooke's theory of elasticity conversion between E and G goes by the equation E = 2 (1 + v ) G . As E ur is a real elastic stiffness, one may thus write E ur = 2 (1 + v ur ) G ur , where G ur is an elastic shear modulus. In contrast to E ur , the secant modulus E 50 is not used within a concept of elasticity. As a consequence, there is no simple conver-sion from E 50 to G 50. In contrast to elasticity based models, the elasto-plastic Hardening-Soil model does not involve a fixed relationship between the (drained) triaxial stiffness E 50 and the oedometer stiffness E oed . Instead, these stiffnesses must be given independently. To define the oedometer stiff-ness we usewhere E oed is a tangent stiffness modulus for primary loading. Hence, ref oed E is a tangent stiffness ata vertical stress of σ1 = σref .5.2 Advanced parametersRealistic values of v ur are about 0.2. In contrast to the Mohr-Coulomb model, NC K 0 is not simply a function of Poisson's ratio, but a proper input parameter. As a default setting one can use the highly realistic correlation NC K 0= 1 – sin ϕp . However, one has the possibility to select different values.All possible different input values for NC K 0 cannot be accommodated for. Depending on other pa-rameters, such as E 50, E oed , E ur and v ur , there happens to be a lower bound on NC K 0. The reason for this situation will be explained in the next section.5.3 Dilatancy cut-offAfter extensive shearing, dilating materials arrive in a state of critical density where dilatancy has come to an end. This phenomenon of soil behaviour is included in the Hardening-Soil model by means of a dilatancy cut-off . In order to specify this behaviour, the initial void ratio, e 0, and the maximum void ratio, e cv , of the material are entered. As soon as the volume change results in a state of maximum void, the mobilized dilatancy angle, ψm , is automatically set back to zero, as in-dicated in Eq. 38 and Fig. 4:11Figure 4. Resulting strain curve for a standard drained triaxial test including dilatancy cut-off.The void ratio is related to the volumetric strain, εv by the relationship:where an increment of εv is negative for dilatancy. The initial void ratio, e 0, is the in-situ void ratio of the soil body. The maximum void ratio, e cv , is the void ratio of the material in a state of critical void (critical state).6 CALIBRATION OF THE MODELIn a first step the Hardening-Soil model was calibrated for a sand by back-calculating both triaxial compression and oedometer tests. Parameters for the loosely packed Hostun-sand (e 0 = 0.89), a well known granular soil in geotechnical research, are given in Tab. 1. Figs. 5 and 6 show the satis-fying comparison between the experimental (three different tests) and the numerical result. For the oedometer tests the numerical results consider the unloading loop at the maximum vertical load only.7 VERIFICATION OF THE MODEL7.1 Undrained behaviour of loose Hostun-sandIn order to verify the model in a first step two different triaxial compression tests on loose Hostun-sand under undrained conditions (Djedid 1986) were simulated using the identical parameter from the former calibration. The results of this comparison are displayed in Figs. 7 and 8.In Fig. 7 we can see that for two different confining pressures of σc = 300 and 600 kPa the stress paths in p-q-space coincide very well. For deviatoric loads of q ≈ 300 kPa excess porewater pres-sures tend to be overestimated by the calculations.Additionally in Fig. 8 the stress-strain-behaviour is compared in more detail. This diagram con-tains two different sets of curves. The first set (•, ♠) relates to the axial strain ε1 at the horizontal12Figure 5. Comparison between the numerical (•) and experimental results for the oedometer tests.Figure 6. Comparison between the numerical (•) and experimental results for the drained triaxial tests (σ3 = 300 kPa) on loose Hostun-sand.and the effective stress ratio 31/σσ′′ on the vertical (left) axis. The second set (o , a ) refers to the normalised excess pore water pressure ∆u /σc on the right vertical axis. Experimental results forboth confining stresses are marked by symbols, numerical results by straight and dotted lines.Analysing the amount of effective shear strength it can be seen that the maximum calculated stress ratio falls inside the range of values from the experiments. The variation of effective friction from both tests is from 33.8 to 35.4 degrees compared to an input value of 34 degrees. Axial stiff-ness for a range of vertical strain of ε1 < 0.05 seems to be slightly over-predicted by the model. Dif-ferences become more pronounced for the comparison of excess pore water pressure generation.Here the calculated maximum amount of ∆u is higher then the measured values. The rate of de-crease in ∆u for larger vertical strain falls in the range of the experimental data.Table 1. Parameters of loose Hostun-sand.v urm ϕp ψp ref ref s E E 50/ref ref ur E E 50/ref E 500.200.6534° 0° 0.8 3.0 20 MPa13Figure 7. Undrained behaviour of loose Hostun-sand: p-q-plane.Figure 8. Undrained behaviour of loose Hostun-sand: stress-strain relations.7.2 Pressuremeter test GrenobleThe second example to verify the Hardening-Soil model is a back-calculation of a pressuremeter test on loose Hostun-sand. This test is part of an experimental study using the calibration chamber at the IMG in Grenoble (Branque 1997). This experimental testing facility is shown in Fig. 9.The cylindrical calibration chamber has a height of 150 cm and a diameter of 120 cm. In the test considered in the following a vertical surcharge of 500 kPa is applied at the top of the soil mass by a membrane. Because of the radial deformation constraint the state of stress can be interpreted in this phase as under oedometer conditions. Inside the chamber a pressuremeter sonde of a radius r 0 of 2.75 cm and a length of 16 cm is placed. For the test considered in the following example there was loose Hostun-sand (D r ≈ 0.5) of a density according to the material parameters as shown in Tab. 1 placed around the pressuremeter by pluviation. After the installation of the device and the filling of the chamber the pressure is increased and the resulting volume change is registered.14Figure 9. Pressuremeter Grenoble .This experimental setup was modeled within a FE-simulation as shown in Fig. 10. On the left hand side the axis-symmetric mesh and its boundary conditions is displayed. The dimensions are those of the complete calibration chamber. In the left bottom corner of the geometry the mesh is finer because there the pressuremeter is modeled.In the first calculation phase the vertical surcharge load A is applied. At the same time the hori-zontal load B is increased the way practically no deformations occur at the free deformation bound-ary in the left bottom corner. In the second phase the load group A is kept constant and the load group B is increased according to the loading history in the experiment. The (horizontal) deforma-tions are analysed over the total height of the free boundary. In order to (partly) get rid of the de-formation constrains at the top of this boundary, marked point A in the detail on the right hand side of Fig. 10 two interfaces were placed crossing each other in point A . Fig. 11 shows the comparison of the experimental and numerical results for the test with a vertical surcharge of 500 kPa.On the vertical axis the pressure (relating to load group B ) is given and on the horizontal axis the volumetric deformation of the pressuremeter. Because the calculation was run taking into ac-count large deformations (updated mesh analysis ) the pressure p in the pressuremeter has to be cal-culated from load multiplier ΣLoad B according to Eq. 40, taking into account the mean radial de-formation ∆r of the free boundary:The agreement between the experimental and the numerical data is very good, both for the initial part of phase 2 and for larger deformations of up to 30%.。
微软硅胶雕刻系统快速参考卡说明书

Silicon SculptorQuick Reference CardIntroductionThank you for purchasing Microsemi®Silicon Sculptor programming system. This system enables field programming of Microsemi field programmable gate arrays (FPGAs) for proof of concept up to the largest production runs. Microsemi also offers programming services through its factory and distribution partners to meet a variety of custom requirements.There is little margin for error in today’s competitive world, so Microsemi has assembled the following quick reference guide to help you maximize programming yield. The patented antifuse architecture of Microsemi is the most secure programmable logic platform available today. As this innovative technology is One Time Programmable, it is not possible for Microsemi to screen out 100% of potential programming failures. As a result, a small percentage of each lot is lost in the standard programming process, but there are ways to minimize the fallout.By following a few easy guidelines, you can prevent unnecessary programming failures and improve overall yields. This document provides guidelines for pre-programming setup, programming both antifuse and Flash FPGAs, how to manage programming failures, a list of common error messages, and troubleshooting tips.This guide was designed as a reference to keep near your programming station and use as a training guide for programming operators. Details about the Silicon Sculptor and its software may be found in the Silicon Sculptor User’s Guide at:/soc.Programming Programming Antifuse FPGAsBelow are the specific guidelines on what you can do when you encounter programming failures with Microsemi FPGAs.Antifuse FPGAs (non RH/RT)Any Time You Encounter a Failure:• Record the EXACT error message• Compare your error message to those listed in the “CommonProgramming Failure Modes” table, and try to resolve theproblem based on the given suggestions.If failures continue, proceed to the next step.2.•Record the version of the Silicon Sculptor software being used, then upgrade to the latest version:/soc/custsup/updates/silisculpt•Perform the self-diagnostic•Record the exact part number of the adapter mod ule(s) being used, then upgrade to the latest version:/soc/products/hardware/program_debug/ss/modules.aspxContinue programming and proceed to the next step.3.Compare your programming fallout with the “Programming FailureAllowance Table” located to the right. As long as you are within the guidelines, continue programming. Contact your distributor or sales office to return devices, and provide failure rates along with yourrequest.If the failure rate exceeds expected fallout, proceed to thenext step.4.Record the following for all failures andprogrammed devices:•Date code (4 digit number on top of device)•Lot code (alphanumeric usually on underside of device)•Number failed and number passed programmingfrom each lotRadHard and RadTolerant FPGAs1.Stop Programming Immediately.Due to the high cost of RH/RT devices, it is important that youensure your software and hardware are up to date and are in goodworking condition. It is also important that you provide detailedinformation about the failure to Microsemi. Refer to the “RH/RTProgramming Guide” and “RTAX-S/SL/DSP Programming Guide”application note on Microsemi website for more detailedinformation about programming RH and RT devices.•Record the EXACT error message•Save the .txt file under a different name, so it is not overwritten•Perform the self-diagnostic•Record the version of the Silicon Sculptor software beingused, then upgrade to the latest version:/soc/custsup/updates/silisculpt•Record the exact part number of the programmingmodule(s) being used, then upgrade to the latest version:If failures continue, proceed to the next step.2.Compare your programming fallout with the “Programming FailureAllowance Table” located to the right. As long as you are within theguidelines, continue programming. Contact your distributor or salesoffice to return devices, and provide ALL of the above informationwith your request.If the failure rate exceeds expected fallout, proceed to the nextstep.3.Record the following for all failures andprogrammed devices:•Date code (4 digit number on top of device)•Lot code (alphanumeric usually on underside of device)•Serial number (top of device)•Number failed and number passed programming from eachLotFlash FPGAsEven though Microsemi tests the programmability of e veryFlash FPGA, there are several external fac tors that cancause devices to fail, especially when performing In-SystemProgramming, such as noise and out-of date software andprogram ming hardware. Review the application notes onMicrosemi website for details on ISP:/soc/techdocs/appnotes/default.aspxFor all failures:•Record the EXACT error message•Record the operation being executed when error occurs•Compare your error message to those listed in this table,and try to resolve the problem based on the suggestionsgiven.If failures continue, proceed to the next step.2.•Record the version of the Silicon Sculptor software being used, thenupgrade to the latest version:/soc/custsup/updates/silisculpt•Perform the self-diagnostic•Record the exact part number of the pr ogramming module(s) beingused, then upgrade to the latest version:/soc/documents/FA_Policies_Guidelines_5-06-00002.pdfIf failures continue, proceed to the next step.Record the following for all failures and programmeddevices:•Date code (4 digit number on top of device)•Lot code (alphanumeric usually on underside of device)•Number failed and number passed programming from each lot“Programming andFunctional FailureGuidelines”Contact Microsemi Support with the Results of the Above Diagnostics Including:Antifuse∙Programming FA checklist(/soc/documents/Programming_Failure_Analysis_Checklist_Antifuse.zip) ∙Programming log files (C:\BP\DATALOG)∙Afm and adb files∙Specific Error Messages Obtained∙The .log File RH/RT∙Programming FA checklist(/soc/documents/Programming_Failure_Analysis_Checklist_Antifuse.zip)∙Programming log files: (C:\BP\DATALOG)∙Afm and adb files∙Software Versions Used∙Adapter Module Part NumberFlash∙Programming FA checklist (/soc/documents/Programming Failure_Analysis_Checklist_Flash.zip)∙Programming log files (C:\BP\DATALOG)∙Stp and adb filesCommon Programming Failure ModesNote (RH/RT only):Before programming any additional RH/RT devices, first complete steps 1 and 2 of the previous page. Error Probable Cause ResolutionInvalid Electronic Signature in Chip (Device ID) The chip may be damaged. Try to program another device.The chip is not in the proper position inthe programmer site.Reseat the device to ensure that it is oriented correctly in the socketand is making good contact with the socket.The socket is dirty and not making aconnection.Clean the socket and make sure that it is making good contact withthe device.Device is Not BlankThe device was previously programmedand cannot be erased. The Device/Blank command was executed or the “Blank check before programming” option was enabled in the Device/Options dialog box, and the device in the programmer site is determined to have programmed data.The wrong algorithm was used. Make sure that the device and package selected in the softwareexactly matches the device being programmed.Incorrect Checksum Previous programming is done on devicewith different programming file. Make sure the AFM file used to perform the Microsemi_Checksum command is the AFM file used to program the device.The checksum fuses were not programmed correctly. The programmer has reported that the checksum antifuses could not be programmed. Record the actual and reported checksum values, and continue following the guidelines for handling programming failures.Failed to Program Fuse XXX Pulse YYY There is a problem programming thisparticular antifuse.The programmer has reported that this antifuse cannot beprogrammed. Record the fuse and pulse numbers, and continuefollowing the guidelines for handling programming failures.AFM programming file corruption. It may be due to improper file transfer (always zip the programmingfile before transferring).Failed Current SenseThe standby current has increasedsignificantly after programming. The programmer has reported that the device cannot be reliably programmed. Record the error message, and continue following the guidelines for handling programming failures.Failed Fuse XXX,Integrity Test YYY The programmer has reported that thisdevice cannot be correctly programmed. XXX indicates the fuse number failed. YYY indicates the test number. Record the fuse and integrity test numbers, and continue following the guidelines for handling programming failures.Excessive Current Detected. The Protection Circuit Has Shut Off the Power The command was aborted to protect theprogrammer and the device. The devicewas taking too much current from theprogrammer.Reseat the device to ensure that it is oriented correctly in the socketand is making good contact with the socket.The wrong algorithm could be selectedand improper voltages were applied tothe chip in the programmer site.Select the correct device and package in the Silicon Sculptorsoftware, and make sure you are using the latest version of theprogramming software.There could be a short in theprogramming adapter.Perform the self-diagnostic with the module on the programmer, andtry another module if available.The device is damaged.Remove the chip and run the self-diagnostic to make sure all the pindrivers are functioning correctly. If the hardware passes the test, besure you have the correct algorithm (device entry) selected for yourdevice. If the error still occurs and you are sure the device is insertedcorrectly, then the problem may be a faulty device.Error in Programming Algorithm The software has detected an internalerror.Download the latest Silicon Sculptor software and try again.There is No Data in the Buffer. You Must Load a File A command tried to read data from thebuffer to program or verify a chip, butnothing has been loaded into the bufferyet or the buffer was recently cleared.Open the programming file you wish to use in the Silicon Sculptorsoftware.AFM programming file corruption. It may be due to improper file transfer (always zip the programmingfile before transferring)Microsemi Corporate HeadquartersOne Enterprise, Aliso Viejo CA 92656 USA Within the USA: +1 (949) 380-6100 Sales: +1 (949) 380-6136 Fax: +1 (949) 215-4996。
Spears Schedule 40 PVC
40-2-0604Performance Engineered & TestedSPEARS ® Schedule 40 PVC fi tting designs combine years of proven experience with computer generated stress analysis to yield the optimum physical structure and performance for each fi tting. Material reinforcement is uniformly placed in stress concentration areas for sub stantially improved pressure handling capab ility. Resulting products are subjected to numerous verifi cation tests to assure the very best PVC fi ttings available.Full 1/4" Through 12" Availability Spears ® comprehensive line of PVC fi ttings offers a variety of injection molded confi gurations in Schedule 40 sizes 1/4"through 12" conforming to ASTM D 2466.Exceptional Chemical & Corrosion ResistanceUnlike metal, PVC fi ttings never rust, scale, or pit, and will provide many years of maintenance-free service and extended system life.High Temperature Ratings PVC thermoplastic can handle fl uids at service temperatures up to 140°F (60°C), allowing a wide range of process applications, including corrosive fl uids.Lower Installation CostsSubstantially lower material costs than steel alloys or lined steel, combined with lighter weight and ease of installation, can reduce installation costs by as much as 60% over conventional metal systems.PROGRESSIVE PRODUCTS FROM SPEARS ® INNOV ATION & TECHNOLOGYVisit our web site: Higher Flow CapacitySmooth interior walls result in lower pressure loss and highervolume than conventional metal fi ttings.Additional Fabricated Confi gurations through 36"Extra large, hard-to-fi nd, and custom confi gurations arefabricated from NSF Certified pipe. Fittings are engineered and tested to provide full pressure handling capabilities accordingto Spears ® specifi cations.PVC ValvesSPEARS ® PVC Valve products are available for totalsystem compatibility and uniformity; see SPEARS ®THERMOPLASTIC V ALVES PRODUCT GUIDE & ENGINEERING SPECIFICATIONS (V-4).Advanced Design Specialty FittingsSpears ® wide range of innovative, improved products include numerous metal-to-plastic transition fi ttings and unions withSpears ® patented special reinforced (SR) plastic threads.Sample Engineering Specifi cationsAll PVC Sche dule 40 fi ttings shall be produce d by Spe ars ®Manufacturing Company from PVC Type I cell classifi cation 12454, conforming to ASTM D 1784. All inje ction molde d PVC Schedule 40 fi ttings shall be Certifi ed for potable water se rvice by NSF Inte rnational and manufacture d in strict compliance to ASTM D 2466. All fabricated fi ttings shall beproduced in accordance with Spears ® General Specifi cationsfor Fabricated Fittings.PACIFIC SOUTHWEST1 Gateway Ct . Suite APVC Thermoplastic Pipe Temperature Pressure De-RatingNOT FOR USE WITH COMPRESSED AIR OR GASSpears ® Manufacturing Company DOES N OT RECOMMEND the use of thermoplastic piping products for systems to transport or store compressed air or gases, or the testing of thermoplastic piping systems with compressed air or gases in above and below ground locations. The use of our product in compressed air or gas systems automatically voids any warranty for such products, and its use against our recommendation is entirely the responsibility and liability of the installer.WARNING: DO N OT USE COMPRESSEDAIR OR GAS TO TEST AN Y PVC OR CPVCTHERMOPLASTIC PIPI N G PRODUCT OR SYSTEM, A N D DO N OT USE DEVICES PROPELLED BY COMPRESSED AIR OR GAS TO CLEAR SYSTEMS. THESE PRACTICES MAY RESULT IN EXPLOSIVE FRAGMEN TATION OF SYSTEM PIPIN G COMPON EN TS CAUSIN G SERIOUS OR FATAL BODILY INJURY .PVC Chemical ResistancePVC is generally inert to most mineral acids, bases, salts and paraffi nic hydrocarbon solutions. For more information on PVC chemical resistance refer to the Chemical Resistance of Rigid Vinyls Based on Immersion Test, published by the GEON ® Company.To determine the maximum internal pressure rating at an elevated temperature, simply multiply the pipe pressure rating at 73°F by the percentage specifi ed for the desired temperature.System OperatingTemperature °F (°C)73(23)80(27)90(32)100(38)110(43)120(49)130(54)140(60)PVC100%90%75%62%50%40%30%22%NOTE: Valves, Unions and Specialty Products have different elevated temperature ratings than pipe.PVC Basic Physical PropertiesPropertiesASTMTest Method PVCMechanical Properties, 73°FSpecifi c Gravity, g/cm 3 D 792 1.41Tensile Strength, psi D 6387,200Modulus of Elasticity, psi D 638440,000Compressive Strength, psi D 6959,000Flexural Strength, psi D 79013,200Izod Impact, notched, ft-lb/inD 256.65Thermal PropertiesHeat Defl ection Temperature, °F at 66 psi D 648165Thermal Conductivity, BTU/hr/sq ft/°F/in C 177 1.2Coeffi cient of Linear Expansion, in/in/°FD 696 3.1 X 105FlammabilityLimiting Oxygen Index, % D 286343UL 94 rating94V-0Other PropertiesWater Absorption, % 24 hr. D 570.05Industry Standard Color White / Dark GrayASTM Cell Classifi cation D 178412454NSF Potable Water ApprovedYes。
经典全英文版塑胶结构设计
Preface............................................................................................... 1 Introduction ...................................................................................... 2 Injection moulding ........................................................................... 4
Clive Maier
ECONOLOGY Ltd.
1
1
July 2005
INTRODUCTIONቤተ መጻሕፍቲ ባይዱ
Good design is important for any manufactured product but for plastics it is absolutely vital. We have no instinct for plastics. Most of those we use today have been around for little more than two generations. Compare that with the thousands of years of experience we have with metals. And plastics are more varied, more complicated. For most designs in metals, there is no need to worry about the effects of time, temperature or environment. It is a different story for plastics. They creep and shrink as time passes; their properties change over the temperature range of everyday life; they may be affected by common household and industrial materials. The philosopher Heidegger defined technology as a way of arranging the world so that one does not have to experience it. We can extend his thought to define design as a way of arranging technology so that we do not have to experience it. In other words, good design delivers function, form and technology in objects that meet the needs of users without making demands on them. The well-designed object gives pleasure or at least satisfaction in use, and does what it should do without undue concern. In these Design Guides we will set out the basics of good design for plastics. The rules and recommendations we give will necessarily be generalisations. They will apply often but not invariably to thermoplastics, frequently but not exclusively to injection moulding. The basic advice will be good but because plastics are so complex and varied the golden rule must always be to consider carefully whether the advice needs adjusting to suit your particular application. Good design combines concept with embodiment. Unless the two are considered together, the result will be an article that cannot be made economically or one that fails in use. This is particularly important for plastics. It is vital to choose the right material for the job. When that is done, it is equally important to adapt the details of the design to suit the characteristics of the material and the limitations of the production process. Plastics come in a bewildering variety. There are a hundred or more distinct generic types. On top of that, advanced techniques with catalysts and compounding are creating new alloys, blends and molecular forms. All of these materials can have their properties
DNV GL 船级社规范2014-01

DET NORSKE VERITAS AS
Rules for Ships / High Speed, Light Craft and Naval Surface Craft, January 2014 Pt.2 Ch.2 Contents – Page 4
Metallic Materials
JANUARY 2014
The electronic pdf version of this document found through is the officially binding version
The content of this service document is the subject of intellectual property rights reserved by Det Norske Veritas AS (DNV). The user accepts that it is prohibited by anyone else but DNV and/or its licensees to offer and/or perform classification, certification and/or verification services, including the issuance of certificates and/or declarations of conformity, wholly or partly, on the basis of and/or pursuant to this document whether free of charge or chargeable, without DNV's prior written consent. DNV is not responsible for the consequences arising from any use of this document by others.
Plastic_design

Acrylic n = 1.49 Limit angle: sin α= 1/1.49 α= 42° Polycarbonate n = 1.59 Limit angle: sin α= 1/1.59 α= 39°
C: Define bending radius of light guide should be such, that full reflection occurs. R ≧20 is valid for a 4 mm square or ø5 mm round light guide and viewing angle of LED ≦ 24° . D: Define reflector to have full reflection Reflectors in the light path should be designed with the same rule in: full reflection is needed. In case of acrylic, this means an opening angle of 105° E: If widening the light guide is need, widening the light guide should be with an angle slightly smaller than the viewing angle of LED, to insure an even light distribution over the front lens. If narrowing the cross section means is not increased, thus narrowing he cross section means loss of light. F: To prevent loss of light, reflecting face of light guide should not contact other parts; ensure an even gap of 0.2 mm~0.4 mm G: Define roughness of the light guide surface: 0.1μm H:Define mat front surface of light guide for diffused light
Plastictypemarkingcode(塑料种类的标志代码)

Plastic type marking code(塑料种类的标志代码)Plastic type marking codeThe United States Plastics Industry Association (Society of Plastics Industry, SPI) made use of plastic products of plastic type sign code, is composed of representatives of the circular triangle in the middle of the three arrows mark, plus the numbers, they will recover triangle marking attached to the plastic products, and with the numbers 1 to 7 and English abbreviations to refer to the use of plastic resin type generation. As a result, the identification of plastic varieties has become simple and easy, and the cost of recycling has been substantially reduced. Today, many countries in the world have adopted the SPI logo scheme. China enacted almost identical labeling standards in 1996.The first goal of plastic packaging waste treatment is to recycle and reuse containers and other resources, so as to protect the limited resources and complete the recycling of packaging containers. Among them, carbonated drinks with PET (polyethylene terephthalate) bottle 28% can be recycled, PE-HD milk bottles (HDPE), PE-HD bottles can also be effectively recycled.In order to facilitate the regeneration of various post consumer plastic products will need to use different kinds of plastic sorting, because the plastic consumption channels and more complex, some post consumer plastic and it is difficult to simply be distinguished by the appearance, therefore, the best in the plastic products marked material varieties. You ask, what are the different codes, what are their advantages anddisadvantages? The following will help you understand this:Abbreviations and symbols - code and the corresponding plastic name as shown below:Polyester - 01 - PET (bottle) such as mineral water, carbonated beverage bottlesDo not use hot water in the beverage bottleUse: heat resistance to 70 degrees, only suitable for warm drinks or frozen drinks, high temperature liquid, or heating, it is easy to deformation, there are harmful substances melting. And, scientists have found that after 1 months of use of plastic, may release a carcinogen, DEHP, which is toxic to the testes.As a result, when the bottle is used up, it is thrown away. It should not be used as a water cup, or used as a storage container to carry other articles, so as not to cause health problems.HDPE - 02 - HDPE, such as cleaning products and bath products Cleaning is not thorough, it is recommended not to recycleUsage: can be reused after careful cleaning, but these containers are usually not good cleaning, residual original cleaning supplies, become a hotbed of bacteria, you'd better not recycle.Polyvinyl chloride - - 03 - PVC, such as: some decorative materialsUse: this material is easy to produce harmful substances at high temperatures, and even in the process of manufacturing it will be released, toxic substances into the human body with food, may cause breast cancer, neonatal congenital defects and other diseases. At present, this kind of material has few containers for packing food. Never use it if it is in use.Low density polyethylene - 04 - LDPE, such as: plastic film, plastic film, etc.Keep the plastic wrap on the surface of the foodUse: heat resistance is not strong, usually qualified PE cling film in case of temperature over 110 degrees of hot melt phenomenon, will leave some of the body can not be decomposed plastic preparations. And wrap the food with plastic wrap to heat it. The grease in the food easily dissolves the harmful substances in the preservative film. Therefore, the food into the microwave oven, it is necessary to remove the wrapped plastic wrap.Polypropylene - - - 05 - PP (capable of more than 100 degrees of temperature), such as: microwave oven boxesPut the lid off when you put it in the microwave ovenUse: the only plastic box that can be placed in a microwave oven. It can be reused after careful cleaning. Special attention should be paid to some microwave oven boxes. The box is made of No. 5 PP, but the box cover is made of No. 1 PE. Because thePE can not withstand high temperature, it can not be put into the microwave oven with the box. For insurance purposes, put the container in front of the microwave oven and remove the lid first.Polystyrene - - 06 - PS (heat resistant 60-70 degrees, hot drinks will produce toxins,Combustion will release styrene, such as: bowl, instant noodles box, snack boxDon't microwave a bowl of instant noodlesUsage: heat resistant and cold resistant, but not put into microwave oven, so as not to release chemicals because of excessive temperature. And can not be used for loading strong acid (such as Liu Chengzhi), strong alkaline material, because it will decompose the human body bad polystyrene, easy to cause cancer. So try to avoid hot food packed in a snack bar.Other plastic codes - 07 - Others, such as water bottles, water bottles, bottlesPC rubber meets bisphenol AUse: a widely used material, especially in bottles, which is controversial because of bisphenol A. Department of biology and chemistry, City University Hong Kong associate professor Lin Hanhua said, in theory, as long as in the process of making PC, bisphenol A 100 into plastic products structure, said no bisphenol A, not to mention the release. However, if a smallamount of bisphenol A is not converted into a plastic structure of PC, it may be released into the food or drink. Therefore, be careful and pay more attention to the use of this plastic container.Cleaning measures against bisphenol A:Bisphenol A residues in PC, the higher the temperature, the faster speed of release. Therefore, hot water should not be used in PC bottles to avoid increasing the speed and concentration of bisphenol A (if any). If your kettle is numbered 7, the following methods can reduce the risk:Don't heat it when using.Clean the kettle without using a dishwasher or a bowl machine.Keep the kettle out of direct sunlight.before using for the first time, rinse with baking soda and warm water and dry naturally at room temperature. Because bisphenol A will be released more often for the first time and for long term use.if the container has any falls or breakage, it is recommended to discontinue use, because it is easy to trap bacteria if there are fine pits on the surface of the plastic.Avoid repeated use of aged plastic appliances.The PP, PE, and PVC are abbreviations of the English names. TheChinese names are polypropylene, polyethylene and polyvinyl chloride. The English full name is polypropylene, polyethylene and polyvinyl chloride respectivelySome of our usual old slippers are made of PVC. They are tough in the summer and soft in winter, which is closely related to the temperature sensitivity of PVC. PVC decomposes toxic gases at high temperatures - chlorine. The density of PVC is the largest among the three.Ordinary plastic bags are made of PE, and its toughness is better, PE is also divided into HDPE (HDPE) and LDPE(low-density polyethylene), the density of different, leading to some of its properties are very different.PP is plastic more secure plastic, general food packaging bag is to use it to do, of course, PP also has grade, packaging food must be used for food grade. PP is the least dense of the three and floats above the surface.As these materials generally can be modified for some other materials, which in its overall performance or in a superior performance for special purposes, of course, the modified price sometimes greatly improved.Toxic and nontoxic plastic bags can be tested in the following ways:Sensory test: non-toxic plastic bags are milky white, translucent, or colorless transparent, flexible, feel lubrication, surface like wax; toxic plastic bag color iscloudy or pale yellow, feel sticky.Water test: the plastic bag is placed in the water and pressed into the bottom of the water. The small proportion of non-toxic plastic bags can rise to the surface, and the poisonous plastic bags are more important and sink.Shake detection: grab the plastic bag with one hand, shake it at one end, make clear and sound, non-toxic; sound stuffy, toxic.Fire detection method: non-toxic polyethylene plastic bags are flammable, the flame was blue, the top yellow, like the burning candle tears like dropping, paraffin wax taste, less smoke; PVC plastic bags toxic, non flammable, the fire is out, the flame was yellow, the bottom green, softening drawing, hydrochloric acid is excitant odour.。
MB2S MB4S MB6S MB8S MB10S 芯片数据手册说明书

Features◆ Plastic package has Underwriters Laboratory FlammabilityClassification 94V-0◆ Glass passivated chip junctions ◆ High surge overload rating:35A peak ◆Saves space on printed circuit boards◆ High temperature soldering guaranteed:260℃/10 seconds ◆ Add suffix "E" for Halogen Free◆ Halogen-free according to IEC 61249-2-21 definitionMechanical Data◆Case:Molded plastic body over passivated junctions ◆ Terminals: plated leads solderable per MIL-STD-750,Method 2026◆ Mounting Position:Any ◆Weight:0.078 oz.,0.22gMaximum Ratings & Electrical Characteristics(T A =25℃ unless otherwise noted)ParameterSymbol MB2S MB4S MB6S MB8S MB10S Unit Maximum repetitive peak reverse voltage V RRM 2004006008001000V Maximum RMS voltage V RMS 140280420560700V Maximum DC blocking voltageV DC2004006008001000VMaximum Average forward output current (see Fig.1) on glass-epoxy P.C.B on aluminum substratePeak forward surge current 8.3 MS single HALF sine-wav superimposed on rated load (JEDEC Method)A350.5(1)0.8(2)A I F(AV)I FSM p p ()Rating for fusig (t<8.3ms)I 2t A 2sec Maximum instantaneous forward voltage drop per leg at 0.4AMaximum DC reverse current at TA=25℃rated DC blocking voltage per leg TA=125℃R 1.00V585(1)VFμAIR5100θJA R θJA R θJLCj pF Operating junction and storage temperature rangeT J,T STG℃Notes:1. On glass epoxy P.C.B. mounted on 0.05×0.05"(1.3×1.3mm) pads-55 to +15020(1)70(2)℃/W Typical junction capacitance per at 4.0V,1.0MHz 13Typical thermal resistance per leg2. On aluminum substrate P.C.B.whth an area of 0.8×0.8"(20×20mm )mounted on 0.05×0.05"(1.3×1.3mm) solder padRatings and Characteristics Curves(TA = 25℃ unless otherwise noted)Figure 1.Derating Curve for Output Rectified Current Figure 4.Typical Reverse Leakage Characteristics Per LegFigure 5.Typical Junction Capacitance Per Leg Figure 2.Maximum Non-Repetitive Peak ForwardSurge Current Per LegFigure 3.Typical Forward Voltage Characteristics Per LegMarking。
Simrad GD10P 现场维护说明书

Simrad GD10PExtended On-site MaintenanceThis procedure covers maintenance of GD10P gas detectors with the aid of a handheld terminal (re-zeroing tool). Please also refer to the standard operating manual (P3359E).TERMS FOR USING THE HAND-HELD TERMINAL IN FIRST LINE SERVICE.PreambleThe GD10P detector is calibrated and temperature tested in a controlled environment at our factory in Oslo, Norway. No further calibration is required during the life time of the product, as the zero point and calibration will stay inside the given tolerances. This implies that slight offsets from the zero point of 4.0mA (0%LEL) is to be expected and values up to 4.5mA at room temperature are within specification.In some environments with excessive heat and/or vibration we have noticed that a higher percentage of the detectors develop an offset outside the specified tolerances. These detectors should normally be returned to the factory for service. An alternative is to do this re-zeroing on site with a dedicated hand held terminal.TrainingThe hand held terminal shall be used by personnel trained specifically by Simrad staff only. Training may be done during a survey on site as on-the-job training (preferred), or at our factory in Oslo.ReportingA reporting scheme is to be agreed upon. All re-zeroing should be reported, either for each detector, or a monthly report. This is needed for the service log for each detector.Re-zeroingWe do not recommend re-zeroing of detectors with less than 5.0 mA (6% offset) at room temperature. The actual re-zeroing shall be done in a controlled environment with a temperature of 20 – 25 degC, following the procedure for field re-zeroing of GD10P.ResponsibilitySimrad Optronics ASA has no responsibility for faults introduced by the on site re-zeroing.TEST OF ZERO POINT WHEN GD10P IS CONNECTED TO A SYSTEM1. Read zero point value on the system displayIf zero point is too high, clean lens and mirror as follows:2. Remove the Weather Protection unit by loosening the two screws on the circular frontplate.3. Clean lens and mirror using soap water (e.g. a dishwashing liquid mixed with water.Isopropanol is also recommended). Rinse and dry with a clean, soft paper towel. Takecare to clean the lens and mirror circumference. Clean lens and mirror even if theyappear to be clean in case there is an invisible layer of oil on the glass surface.4. Mount the Weather Protection unit.5. Wait approxx. 20 minutes, letting the reading stabilise.Read zero point value. If the zero point is within specification; OK.If zero point still is too high, the sensor must be decoupled from the system and tested at the instrument shop according to the following approved procedure:“Test of zero point at GD10 instrument shop”.TEST OF ZERO POINT AT GD10 INSTRUMENT SHOPRequired equipmentPower supply 24 VDC / 0.3 ADigital voltmeter / amperemeterSample Flow housing GD10 reg.no. 499-810874.8Nitrogen gas1. Remove the sensor from the system.2. Place the sensor in a clean room where measuring equipment and nitrogen gas areavailable. Clean instrument air may be used if nitrogen is unavailable.3. Clean the sensor optics again, both mirror and lens.4. Hook up the sensor as shown in fig. 1. (Note: Establish whether the sensor has sink orsource output).5. Mount Sample Flow housing with gas hose as shown in fig. 2.6. Switch on power to the sensor and wait for approx. 2 minutes until the output hasstabilized.7. Apply nitrogen gas to the Sample Flow housing.8. Read the milliampmeter.9. If output is outside sensor specification, then a re-zero is applicable.In some cases, you may also have to ventilate the detector housing.VENTING THE HOUSING1) Turn off power.2) Remove Sample Flow housing.3) Clean the sensor around the flame-proof joint marked with an A in fig. 3. This procedureprevents dirt from entering the interior of the sensor during reassembly.4) Unscrew the 4 screws marked B in fig. 4.NOTE: The red seal on two of the screws must be broken.5) Place the sensor right in front of you on a bench, place one hand on the housing and onehand on the front nose. Continue by pulling carefully apart.NOTE: The flame-proof joint has very fine tolerances. Consequently, to avoid that the two parts become stuck, it is crucial to pull them straight apart without bending.6) Check the O-ring for possible damage. Replace if neccesary.7) Let the sensor stay open for approx. 30 sec. and flutter a sheet of paper for air circulation.8) Reassemble the parts using the four screws and washers that were removed. Torque:approx. 300 cNm.Note: Ensure that the plastic screen covering the electronics is not squeezed in the flame-proof joint.9) Point 14 to 16 must be performed quickly within a few minutes (max. 5 minutes) to avoid thedesiccator inside the sensor starting to absorb humidity. You may also replace thedesiccator (white bag).10) Check that the lens and mirror surface are clean. If not, clean according to procedure.11) Mount Sample Flow housing.12) Connect an ohmmeter betweeen terminal list 2 and the sensor chassis (ref. fig. 5). Ensurethat there is no connection. If there is connection, contact Simrad Optronics ASA.13) Repeat point 5, 6, 7 and 8 above (Test of zero point).14) If sensor still does not meet specifications, perform a zero calibration using the hand-heldterminal.15) Fill in the Inspection Report data sheet (appendix). It is important that the opening of thedetector is reported, as this normally voids the warranty.RE-ZEROING USING THE HAND-HELD TERMINALIf GD10P zero point is outside specifications after the zero point test procedure, the sensor can be re-zeroed using the GD10P hand held terminal.IMPORTANT: The sensor shall only be re-zeroed after performing the complete zero point test procedure.Equipment:GD10P Hand held terminalPower supply 24V, 0.3 AVolt/Amp meterSample flow housingNitrogen gasProcedure:1. Connect detector, power and terminal according to illustration.4. Mount the Sample flow hosing, connect the nitrogen gas bottle.2. Switch on power.3. Terminal will display start-up window. Select MENU by pressing ENTER key.4 The terminal will identify the detector, and the following functions can beperformed:-Display gas value.This function displays the optical transmittance( 0 – 100 % ),and the gas measurement in 0 – 100 % Full Scale.Optical transmittance should be 100 +- 30 with clean detector optics.( Fill in values in Inspection Report data sheet )( If outside limit; send to Simrad for repair. )-Fault messages.This function displays fault messages from the sensor.( If fault message; send to Simrad for repair )-Zero calibration.Starts zero point calibration routine.5. Before starting the zero point calibration, verify following:-Ambient temperature must be between 15 C and 25 C.-Power shall be switched on for at least 15 minutes.-Apply a low flow of nitrogen gas to the Sample flow housing.6. Find Zero calibration function by pressing UP or DOWN key, and select the function bypressing the ENTER key.The terminal will display the zero point calibration conditions.7. Start the zero point calibration when the terminal displays “Start zero cal” by pressing theENTER key. The terminal will display “Calculating zero. Please wait app. 3 (6) min.”When the zero point calibration is finished ( after app. 3 minutes ), the terminal willdisplay “Zero calibration completed. DISPLAY GAS VALUE ↵”, and the sensor willswitch to normal gas measurement mode.NOTE; GD10P’s made before summer 1998, have a 6 min. duration zero pointcalibration routine.8. Press ENTER, and verify that the detector zero point is OK.9. Do a calibration check as described in the operating manual to verify operation.10. Fill in Inspection Report data sheet including serial no. ( appendix )Figure 1 Test set-up source and sink outputFigure 2 Set-up calibration testAFigure 3 Flame-proof jointBFigure 4 Screws and washerson-sitemaintenanceExtendedGD10PFigure 5 Connection of ohmmeterTerminal 1 +24 VDCTerminal 2 24 V return (0 V)Terminal 3 4-20 mA outputTerminal 4 RS485Terminal 5 RS485Page 11 of 11。
IQS7211A EV-kit User Guide

IQS7211A EV-kit User Guide User guide for IQS7211A Evaluation kitContentsIntroductionSetting up the IQS7211A EV-kitStamp Board and IQS7211A ICPlug-in Boards4.1Rectangle T rackpad Board (6)4.2Circle T rackpad Board (8)4.3Flower T rackpad Board (10)Reference Designs1IntroductionThis user guide describes the operation of the IQS7211A Evaluation Kit.The EV-Kit consists of5 parts:1.Stamp board2.Connector board3.Base board4.Rectangle trackpad5.Circle trackpad6.Flower trackpadT o visualize raw data from the EV-Kit,the stamp board can be interfaced to any personal com-puter with USB support,and IQS7211A software Graphical User Interface(GUI).The purpose of the IQS7211A EV-Kit is to help application and development engineers in evaluating the IQS7211A’s capabilities.Figure1.1:EV-kit Representation2Setting up the IQS7211A EV-kitT o interface the IQS7211A Evaluation Kit to a PC we advise using the CT210A(CT210A is sold with EV04kit,but sold separately from EV02kit).Figure2.1:How to connect your EV-Kit to the computer3Stamp Board and IQS7211A ICThe IQS7211A IC is located on the stamp board.Run the IQS7211A GUI.Figure3.1:How to connect your EVKit to computerT o demonstrate the capabilities of the IQS7211A,we suggest evaluating with the supplied boards. After this evaluation,the user may want to develop their own trackpad boards.4Plug-in Boards4.1Rectangle Trackpad BoardPlug this board into the base board at the PLUGIN marked area.Figure4.1:Rectangle T rackpadNow perform the following actions in the GUI.>Click the"Start Streaming"button.>Click on the"ACK RESET"button.>Browse to"IQS7211A_init_AZP1149A1_8x4_TP.h"and select"Open".>Click on the"TRACKP AD RE-A TI"button.Seefigure4.2below for an exampleFigure4.2:IQS7211A GUI Example:Rectangle T rackpadThe IQS7211A and T rackpad can now be evaluated by drawing lines on the trackpad and observing what happens in the GUI.T o the right side of the GUI we see the"EVENTS"section,the GESTURES are located here.T ry and perform all6possible gestures as shown in this section.T o clear the lines drawn in the GUI,click on one of the channels displayed in the middle of the GUI.After evaluation click on the"Stop Streaming"button.4.2Circle Trackpad BoardPlug this board into the base board at the PLUGIN marked area.Figure4.3:Circle T rackpadNow perform the following actions in the GUI.>Click the"Start Streaming"button.>Click on the"ACK RESET"button.>Browse to"IQS7211A_init_AZP1148A1_6x5_TP.h"and select"Open".>Click on the"TRACKP AD RE-A TI"button.Seefigure4.4below for an exampleFigure4.4:IQS7211A GUI Example:Circle T rackpadThe IQS7211A and T rackpad can now be evaluated by drawing lines on the trackpad and observing what happens in the GUI.T o the right side of the GUI we see the"EVENTS"section,the GESTURES are located here.T ry and perform all6possible gestures as shown in this section.T o clear the lines drawn in the GUI,click on one of the channels displayed in the middle of the GUI.After evaluation click on the"Stop Streaming"button.4.3Flower Trackpad BoardPlug this board into the base board at the PLUGIN marked area.Figure4.5:Flower T rackpadNow perform the following actions in the GUI.>Click the"Start Streaming"button.>Click on the"ACK RESET"button.>Browse to"IQS7211A_init_AZP1147A2_3x3_TP.h"and select"Open".>Click on the"TRACKP AD RE-A TI"button.Seefigure4.6below for an exampleFigure4.6:IQS7211A GUI Example:Circle T rackpadThe IQS7211A and T rackpad can now be evaluated by drawing lines on the trackpad and observing what happens in the GUI.T o the right side of the GUI we see the"EVENTS"section,the GESTURES are located here.T ry and perform all6possible gestures as shown in this section.T o clear the lines drawn in the GUI,click on one of the channels displayed in the middle of the GUI.After evaluation click on the"Stop Streaming"button.5Reference DesignsFigure5.1:Reference SchematicContact InformationUSA Asia South Africa Physical11940Jollyville Rd Room501A,Block A1Bergsig Avenue Address Suite120-S T-Share International Centre PaarlAustin T aoyuan Road7646TX–78759Nanshan District South AfricaUSA Shenzhen South AfricaGuangdong ProvincePRCPostal11940Jollyville Rd Room501A,Block A PO Box3534Address Suite120-S T-Share International Centre PaarlAustin T aoyuan Road7620TX–78759Nanshan District South AfricaUSA Shenzhen South AfricaGuangdong ProvincePRCTel+15125381995+8675583035294+27218630033ext808Email*********************************************Visit for a list of distributors and worldwide representation.Patents as listed on /patents-trademarks/may relate to the device or usage of the deviceAzoteq®,Crystal Driver®,IQ Switch®,ProxSense®,ProxFusion®,LightSense TM,SwipeSwitch TM,and the logo are trademarks of Azoteq.The information in this Datasheet is believed to be accurate at the time of publication.Azoteq uses reasonable effort to maintain the information up-to-date and accurate,but does not warrant the accuracy,completeness or reliability of the information contained herein. All content and information are provided on an"as is"basis only,without any representations or warranties,express or implied,of any kind,including representations about the suitability of these products or information for any purpose.Azoteq disclaims all warranties and conditions with regard to these products and information,including but not limited to all implied warranties and conditions of merchantability,fitness for a particular purpose,title and non-infringement of any third party intellectual property rights.Azoteq assumes no liability for any damages or injury arising from any use of the information or the product or caused by,without limitation,failure of performance,error, omission,interruption,defect,delay in operation or transmission,even if Azoteq has been advised of the possibility of such damages.The applications mentioned herein are used solely for the purpose of illustration and Azoteq makes no warranty or representation that such applications will be suitable without further modification,nor recommends the use of its products for application that may present a risk to human life due to malfunction or otherwise.Azoteq products are not authorized for use as critical components in life support devices or systems.No licenses to patents are granted,implicitly,express or implied,by estoppel or otherwise,under any intellectual property rights.In the event that any of the abovementioned limitations or exclusions does not apply,it is agreed that Azoteq’s total liability for all losses,damages and causes of action(in contract,tort(including without limitation,negligence)or otherwise)will not exceed the amount already paid by the customer for the products.Azoteq reserves the right to alter its products,to make corrections,deletions,modifications, enhancements,improvements and other changes to the content and information,its products,programs and services at any time or to move or discontinue any contents,products,programs or services without prior notification.For the most up-to-date information and binding T erms and Conditions please refer to .。
航空航天 纤维增强塑料 缺口和无缺口抗拉强度 国标

航空航天纤维增强塑料缺口和无缺口抗拉强度国标英文版Aerospace: Tensile Strength of Fiber Reinforced Plastics with and without Notches - National StandardIn the aerospace industry, the use of fiber-reinforced plastics (FRPs) has become increasingly common due to their lightweight, high strength, and corrosion-resistant properties. The tensile strength of these materials, particularly in the presence of notches, is a crucial factor in determining their suitability for aerospace applications.Notches, which are intentional or unintentional discontinuities in the material, can significantly affect the tensile strength of FRPs. Therefore, it is essential to evaluate the tensile strength of FRPs both with and without notches to ensure safe and reliable performance in aerospace components.In China, the tensile strength of FRPs is governed by national standards, which provide guidelines for testing and evaluation.These standards ensure consistency and reliability in the testing process, allowing engineers and designers to make informed decisions about material selection and application.The tensile strength of FRPs with and without notches is typically determined through a series of standardized tests. These tests involve applying tensile forces to specimens of the material until failure occurs. By measuring the force at failure and the corresponding extension, engineers can calculate the tensile strength of the material.The presence of notches can significantly affect the tensile strength of FRPs. Notches introduce stress concentrations at specific points in the material, which can lead to premature failure. Therefore, it is crucial to consider the effect of notches when evaluating the tensile strength of FRPs for aerospace applications.In conclusion, the tensile strength of fiber-reinforced plastics with and without notches is a critical factor in aerospace engineering. By adhering to national standards and conductingthorough testing, engineers can ensure the safe and reliable performance of FRPs in aerospace components.中文版航空航天:纤维增强塑料有缺口和无缺口抗拉强度——国标在航空航天领域,由于轻质、高强度和耐腐蚀的特性,纤维增强塑料(FRP)的使用越来越普遍。
关于hdpe塑料帆船的参考标准
关于hdpe塑料帆船的参考标准关于HDPE(高密度聚乙烯)塑料帆船的参考标准可能包括与船体材料、结构、设计、安全性等方面相关的国际、行业或国家标准。
以下是可能涉及到HDPE 塑料帆船的一些建议的参考标准:1.ASTM D3350 - Standard Specification for PolyethylenePlastics Pipe and Fittings Materials:这个ASTM(美国材料与试验协会)标准规定了用于聚乙烯管道和管件的原材料要求,HDPE 帆船的船体结构中可能使用到类似的材料。
2.ISO 12215-5 - Small craft - Hull construction and scantlings- Part 5: Design pressures for monohulls and multihulls:该国际标准规定了小型船舶船体结构和尺寸的设计要求,适用于单体和多体结构的压力计算,对于HDPE 帆船的设计和结构可以提供一些指导。
3.ISO 12215-8 - Small craft - Hull construction and scantlings- Part 8: Rudders:这个标准关注小型船舶船体结构中舵的设计和结构,虽然主要面向舵,但对于HDPE 帆船船体结构的一些相关原则也可能有参考价值。
4.ABYC H-40 - Small Boat Electrical Systems:如果HDPE 帆船包含电气系统,美国船舶和引擎委员会(ABYC)的这个标准关注小型船舶电气系统的设计和安装。
请注意,这里提到的标准可能只是一部分,具体应用取决于帆船的设计、用途和国家法规。
在设计和制造HDPE 帆船时,建议与相关行业组织、船舶设计师、制造商以及当地监管机构合作,以确保符合适用的标准和法规。
MiTek Engineering Design Guidelines说明书
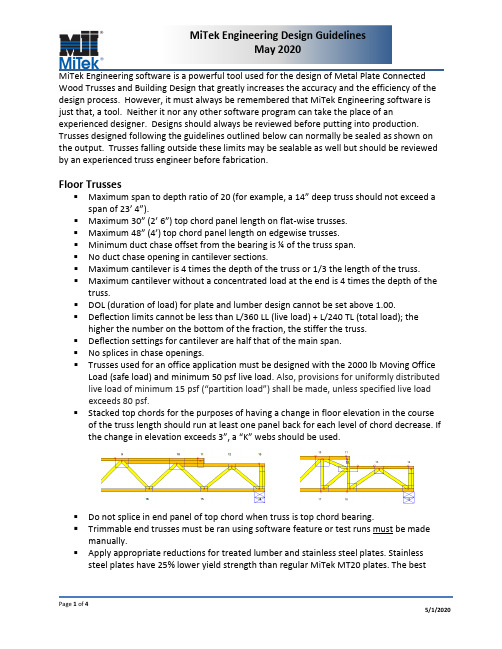
MiTek Engineering software is a powerful tool used for the design of Metal Plate Connected Wood Trusses and Building Design that greatly increases the accuracy and the efficiency of the design process. However, it must always be remembered that MiTek Engineering software is just that, a tool. Neither it nor any other software program can take the place of an experienced designer. Designs should always be reviewed before putting into production. Trusses designed following the guidelines outlined below can normally be sealed as shown on the output. Trusses falling outside these limits may be sealable as well but should be reviewed by an experienced truss engineer before fabrication.Floor TrussesMaximum span to depth ratio of 20 (for example, a 14” deep truss should not exceed a span of 23’ 4”).Maximum 30” (2’ 6”) top chord panel length on flat-wise trusses.Maximum 48” (4’) top chord panel length on edgewise trusses.Minimum duct chase offset from the bearing is ¼ of the truss span.No duct chase opening in cantilever sections.Maximum cantilever is 4 times the depth of the truss or 1/3 the length of the truss.Maximum cantilever without a concentrated load at the end is 4 times the depth of the truss.DOL (duration of load) for plate and lumber design cannot be set above 1.00.Deflection limits cannot be less than L/360 LL (live load) + L/240 TL (total load); the higher the number on the bottom of the fraction, the stiffer the truss.Deflection settings for cantilever are half that of the main span.No splices in chase openings.Trusses used for an office application must be designed with the 2000 lb Moving Office Load (safe load) and minimum 50 psf live load. Also, provisions for uniformly distributed live load of minimum 15 psf (“partition load”) shall be made, unless specified live loadexceeds 80 psf.Stacked top chords for the purposes of having a change in floor elevation in the course of the truss length should run at least one panel back for each level of chord decrease. If the change in elevation exceeds 3”, a “K” webs should be used.Do not splice in end panel of top chord when truss is top chord bearing.Trimmable end trusses must be ran using software feature or test runs must be made manually.Apply appropriate reductions for treated lumber and stainless steel plates. Stainless steel plates have 25% lower yield strength than regular MiTek MT20 plates. The bestoption to handle these reductions is to use MT20SS plates, the program automaticallyapplies all the necessary reductions.Make sure that it is possible to transfer the concentrated loads through all plies of a girder.Roof TrussesDo not break truss triangulation by removing webs. Maximum span truss with un-triangulated heels 20’0”.Scissor truss slope differentials between top and bottom chords must be greater than or equal to 2/12Maximum span to depth ratio is 24 for parallel chord roof trusses (For example, a 24”deep parallel chord roof truss should not exceed a span of 48’).Valleys and Piggyback Trusses must have verticals 4’ o.c. or close to it in odd panel.Limit number of girder plies to 5; however, 6 plies are allowed if load is tying in from both sides of the truss.Increase dead loads to include the self-weight of the truss if needed. This is normally applicable to multi-ply girders.100’maxium span without early PE involvement and building engineer.Maximum overhang lengths: 2x4=3.0’, 2x6=5.0’Lumber Requirements:o Minimum No.2 for all chords on trusses over 8’ long, excluding verticals.o Permissible to use lower grades on bottom chords of valleys, piggybacks and continuously supported gables.o2x3 minimum web size.Bearings:o Minimum bearing size is 1-1/2”.o No “Pinned-Pinned” trusses without special considerations.o No off-joint bearing unless bearing is considered a separate joint labeled with a joint number.o No splice at an off-joint bearingo Eliminate or limit uplift in gravity load cases to 1000lbs. If the outside bearing has high uplift, you can try to eliminate the uplift by removing the outside bearingand running the truss as a cantilever or using the Release bearing feature on thebearing with the high uplift.o Do not neglect warning “Required bearing size at joint(s)… greater than input bearing size”in the general note section of the Truss Design Drawing. Ifinsufficient bearing occurs, increase bearing size, check the capacity with abearing enhancer, or investigate other possibilities such as running a verticalthrough or changing the bottom chord lumber. Pay attention to what thebearing is, as the crushing problem may be eliminated for the truss but not thebearing supporting the truss.o Shear plate required on all notched bearing for ledger details with reactions over 500lbs x DOL as shown below (program applies shear plate automatically if endvertical analyzed as “top chord”):Minimum heel height with leg-down = 12” (requires two joints).Member above a top chord bearing must be labeled as a block and the vertical next to it must be a top chord.No tie-in trusses at bearing block locations.Deflection Limitso Deflection limits cannot be less than L/240 LL (live load) + L/180 TL (total load).o Deflection settings for cantilever and overhang are half that of the main span.o Horizontal total load deflection = 1.25” without special consideration. Residential jobs should not exceed 1.25”o Horizontal live load deflection = 0.75” without special consideration. Residential jobs should not exceed 0.75”o Try to limit vertical total load deflection to 2.0”, unless it is agricultural truss.Atticso Limit attic room bottom chord L/d to max 23 (for example, attic truss with 2x10 bottom chord lumber in the room, should not have room wider than 17’-9”).o No top chord splices in haunch of attic room as shown below:o No bottom chord splice directly over a bearing within a room.Platingo Do not reduce minimum plating defaults. Truss design parameters, sent to MiTek engineers to be designed and sealed, are reanalyzed with MiTek minimums anda different plate may appear on the sealed drawing.o Top chord blocks must be increased in length to add second plate as shown below:Scabs and Stacked Chordso If the “Special connection required between scab…” is printed in the Notes section of the engineering drawing, the scab connection is not adequate eventhough it is shown on the truss drawing. The scab length or type of fastener mayneed to be altered to try and eliminate the note. If note cannot be eliminatedscab may not work and redesign of truss may be required.o Scab must not extend past end of truss or scabbed member.See MiTek Technical Article Truss Design with Treated Lumber or Corrosive Environments for information on preservative treatments.Please note that this list is not comprehensive. It is an attempt to address the most frequent problems that we encounter with Metal Plate Connected Wood Truss designs sent for seals. Each situation is unique and only an experienced truss designer/engineer can be the final authority on whether a design is acceptable; not a list. To preserve the conciseness of this list, explanations are intentionally left out. If you have questions, please contact the MiTek Engineering department.。
SOLIDWORKS Plastics 产品说明.pdf_1718712085.9954345说明书

OBJECTIVEFor companies that design plastic parts or injection molds, SOLIDWORKS® Plastics helps users predict and avoid manufacturing defects during the earliest stages of part and mold design, eliminating costly mold rework, improving part quality, and decreasingtime-to-market.OVERVIEWSOLIDWORKS Plastics offers computer-aided engineering (CAE) simulation tools that predict how melted plastic flows during the injection molding process—the manufacturing method used to produce more than 80 percent of all plastics products. The ability to predict how the plastic will flow allows the prediction of manufacturing-related defects. By being able to predict these defects, users can change mold geometry, processing conditions, or the plastic material used, to minimize potential defects, thus saving energy, natural resources, time, and money. BENEFITS• Avoid Hidden Costs: SOLIDWORKS Plastics products can be used to optimize part wall thickness, gate locations, runner system size, and layout to ensure the mold works right the first time, reducing or eliminating the need for rework.• Reduce Manufacturing Defects and Scrap: SOLIDWORKS Plastics makes it easy to analyze design iterations at the earliest stages of product development—when the cost of change is lowest and the impact on manufacturability is greatest. This improves part quality and minimizes scrap rates.• Reduce Time-to-M arket Delays: SOLIDWORKS Plastics helps to predict and avoid potential manufacturing defects before any mold tooling is cut, virtually eliminating the need for time-consuming and costly mold rework and ensuring project deadlines and ship dates are met on time and within budget.• Avoid Inefficient “Islands of Automation”: SOLIDWORKS Plastics provides automated report generation tools that facilitate the sharing and interpretation of simulation results, allowing increased collaboration among development teams at different sites.CAPABILITIESSOLIDWORKS PLASTICS STANDARDSOLIDWORKS Plastics Standard is easy-to-use plastics injection molding software that guides part designers through the process of optimizing their part designs, improving part quality, and decreasing time-to-market.SOLIDWORKS PLASTICS PROFESSIONAL SOLIDWORKS Plastics Professional guides mold designers and moldmakers through the process of optimizing their designs, eliminating costly mold rework.SOLIDWORKS PLASTICS PREMIUMSOLIDWORKS Plastics Premium guides mold designers and mold-makers through the process of optimizing their designs, analyzing injection mold cooling line layouts, and predicting molded part warpage. Not all capabilities are available in every package or for all studies.SOLIDWORKS DESIGN SUPPORT• Native SOLIDWORKS files• Associative with SOLIDWORKS geometry• Fully embedded in SOLIDWORKS 3D CADGENERAL ANALYSIS AND MESHING• Automated mesh generation• Guided mesh creation and analysis setup• Global and local mesh refinement controls• Solid 3D mesh• Boundary mesh (shell)©2019 D a s s a u l t S y s t èm e s . A l l r i g h t s r e s e r v e d . 3D E X P E R I E N C E ®, t h e C o m p a s s i c o n , t h e 3D S l o g o ,C A T I A , B I O V I A , G E O V I A , S O L I D W O R K S , 3D V I A , E N O V I A , E X A L E A D , N E T V I B E S , C E N T R I C P L M , 3D E X C I T E , S I M U L I A , D E L M I A , a n d I F W E a r e c o m m e r c i a l t r a d e m a r k s o r r e g i s t e r e d t r a d e m a r k s o f D a s s a u l t S y s t èm e s , a F r e n c h “s o c i ét é e u r o p ée n n e ” (V e r s a i l l e s C o m m e r c i a l R e g i s t e r # B 322 306 440), o r i t s s u b s i d i a r i e s i n t h e U n i t e d S t a t e s a n d /o r o t h e r c o u n t r i e s . A l l o t h e r t r a d e m a r k s a r e o w n e d b y t h e i r r e s p e c t i v e o w n e r s . U s e o f a n y D a s s a u l t S y s t èm e s o r i t s s u b s i d i a r i e s t r a d e m a r k s i s s u b j e c t t o t h e i r e x p r e s s w r i t t e n a p p r o v a l .Our 3D EXPERIENCE ® platform powers our brand applications, serving 11 industries, and provides a rich portfolio of industry solution experiences.Dassault Systèmes, the 3D EXPERIENCE ® Company, provides business and people with virtual universes to imagine sustainable innovations. Its world-leading solutions transform the way products are designed, produced, and supported. Dassault Systèmes’ collaborative solutions foster social innovation, expanding possibilities for the virtual world to improve the real world. The group brings value to over 250,000 customers of all sizes in all industries in more than 140 countries. For more information, visit .Europe/Middle East/Africa Dassault Systèmes10, rue Marcel Dassault CS 4050178946 Vélizy-Villacoublay Cedex France AmericasDassault Systèmes 175 Wyman StreetWaltham, Massachusetts 02451-1223USA Asia-PacificDassault Systèmes K.K.ThinkPark Tower2-1-1 Osaki, Shinagawa-ku,Tokyo 141-6020JapanMOLD GEOMETRY SUPPORT• Runner Design Wizard • Sprues and Runners • Hot and Cold Runners • Multicavity Molds • Family Molds • Cooling Lines• Baffles and Bubblers• Conformal Cooling Channels • Mold Inserts• Runner Domain CategoryRESULTS (PARTIAL LISTING)• eDrawings® Support• Fill Time, Ease of Fill, Results Adviser • Nominal Wall Thickness Adviser • Pressure Profile• Part and Mold Temperature Profiles • Shear Rate • Cooling Time• Weld Lines, Air Traps, Sink Marks, Sink Mark Profiles • Frozen Layer Fraction • Clamp Force, Cycle Time • Volumetric Shrinkage• Displacement (part warpage)• Export to ABAQUS®, ANSYS®, Digimat®PLASTICS MATERIAL DATABASE• Extensive thermoplastics, mold material, and coolant databases• Material database customizationSIMULATION CAPABILITIES• Filling Phase • Packing Phase • Cooling Analysis • Warpage Prediction• Recommended Gate Location(s)ADVANCED SIMULATION CAPABILITIES• Part Insert Overmolding • Multi-Shot Overmolding • Fiber Orientation Analysis • Valve Gates• Venting Analysis • Mold Inserts• Gas-Assisted Injection Molding • Co-Injection Molding • Birefringence• Reaction Injection Molding • Conformal Cooling Analysis • Warpage AnalysisLANGUAGE SUPPORT• Czech • English • French • German • Italian • Japanese • Korean• Polish• Portuguese • Russian• Simplified Chinese • Spanish• Traditional Chinese • Turkish。
mataverde

Mataverde® EUROTEC® Deck System – Installation Guidelines Planning your Mataverde EUROTEC Deck System projectBefore you start construction of your project, it is imperative to plan for a safe and successful installation. If you are constructing a deck over a concrete patio, this would include properly inspecting the suitability of the concrete pad for a pedestal deck.If you are considering a rooftop or balcony deck system,this would include having an inspection by a registeredarchitect or professional engineer to determine thesuitability of your existing rooftop structure. Additionally,if a building permit is required for your project, you mustcheck with your local building inspector for local loadingrequirements and any other applicable building coderules and regulations.Make sure you take accurate measurements including;the length of the deck in the direction you will be runningyour joists, the length of the deck perpendicular to thejoist direction, the joist spacing and finally the height fromthe top of your roof (or patio) to the top of the decking. It is also very helpful to know which thickness and wood decking species you plan to use. The Mataverde Eurotec Quotation/Estimate Form is a very helpful tool to use to ensure you include all the necessary information for proper project planning. Click here to download the Mataverde Eurotec Quotation/Estimate Form.Ordering, Receiving and Preparing the Right MaterialsWe love happy, satisfied customers. They make us happy, too. We have developed some helpful tools to guide you along the way. To minimize any surprises, delays, shortages and potential frustrations when you are ready to build your deck, we have developed a checklist to help you prepare for a successful project. The Mataverde Success Plan is a great tool to make sure you are properly prepared to build an awesome project that you can be proud of and enjoy for many years to come.The Mataverde Success Plan shares information about the proper quantity, quality, size and use of materials, receiving your delivery, proper wood acclimation and much more. Please download the Mataverde Success Plan here.Getting Started with Construction of your Mataverde Eurotec DeckMaking sure the area underneath the deck (whether it is a roof, balcony or patio, is your responsibility and is essential for short term and long term performance. After you have received any permits (if required), and have had the surface area where the deck will be assembled inspected by a licensed architect or engineer for structural soundness and suitability, you should be ready to start the actual deck assembly.Lay out Your Eurotec PedestalsStart by positioning the appropriate Eurotec pedestals in rows with the properspacing for your project’s design. For example, if your deck will be built at 16” oncenter joist spacing, start by lining the pedestals up at 16” apart. Next, space eachpedestal the appropriate distance apart along where the joists will line up. Pleaserefer to the maximum spacing and loading requirements chart for the properspacing. (For example, the maximum spacing of pedestals along the AluminumSystem Profile (joist) for a 16” O.C. deck designed for 50 pounds per square footworking load is 30”.)Lay out the Aluminum System Profile (joists)Once you have placed your Eurotec pedestals in their proper locations, you are ready to“click” the Aluminum System Profile joists into position on the pedestals.1.) Simply “click” the Aluminum System Profile into place on the Clickfoot pedestals.2.) Check all of Aluminum System Profile joists for levelness. Adjust theheight of the ClickFoot pedestals until the entire framework is set tothe proper desired pitch and levelness.3.) For joist lengths, shorter than 13’-1-1/2”, cut your joists to the properlength using an aluminum cutting saw blade.4.) If the length of your joists is longer than 13’-1-1/2”, use an Aluminum SystemProfile Connector to join additional lengths together. Always place anadditional ClickFoot Pedestal under this joint for support.OPTIONAL:5.) For an even stronger deck, after your main joists are in place, cutpieces of the Aluminum System Profile into the proper lengths forlateral bracing at appropriate intervals. Fasten the lateral bracingpieces into place using Eurotec Corner Connectors and Bightyscrews.6.) If additional weight or bracing is desired, you can install additional bracing at the corners of yourdeck and insert concrete pavers for weight. Use corner connectors to create a “shelf” for yourconcrete pavers and be sure to set the pavers as low as possible to leave adequate ventilation for the decking that will be installed above these pavers.7.) Double-check your completed frame and make sure everything is squared up and level beforeinstalling your decking boards.Check out the online video for additional Mataverde Eurotec Aluminum System installation informationInstalling Your Deck BoardsAfter you have set up the Eurotec deck framework properly, double-check all fastening and check your framework for levelness and squareness one more time. You are now ready to install your decking boards. The two options for installing the Mataverde Eurotec Deck System are the Profile Screw for visible fastening or the Deck Glider for hidden fastening.The Eurotec Profile Screw Fastening MethodBecause of the strength of the holding power of the fastener, perpendicularly screwing a deck board into a joist is the strongest of all decking fastening methods. Additionally, face screwing provides extra strength laterally and increase the overall strength of the entire structure measurably.The Eurotec Profile Screw is made of stainless steel for longer life span and durability. Two stainless steel screw options are available; #304 for use with all types of decking and #316 for marine environments. When using Mataverde Premium Hardwood Decking species such as Ipe, Cumaru, Garapa or FSC Machiche, the deck boards must be pre-drilled. Then the Eurotec Profile Screw can be used to attach the deck boards to the framing. The drill point allows for direct penetration into the Aluminum System profile joists for exceptionally strong fastening power.There are two widely used ‘tried and true’ methods of face screwing hardwood decking to the framework: Option 1: Standard pre-drilling(for visible flush mounted or slightly recessed screw heads).This method is faster to install than the following option and is often used on high traffic or public decks, walkways and boardwalks.Option 2: Pre-drilling the deck boards with a countersink drill bit and then plugging the screw heads (for non-visible screw heads). This method, although time consuming, is often the preferred fastening method for artisans and master craftsmen.See the on-line Mataverde Eurotec Profile Screw installation video for more informationHIDDEN DECK FASTENER METHOD 1The Mataverde Eurotec Deck Glider Hidden Fastening MethodFor a clean and sleek decking appearance, many clients prefer the unencumbered look of hiddenfastening. The Mataverde Eurotec Deck Glider fastening method is a great way to achieve this pristine look. Deck Gliders are installed to the bottom of each deck board with the provide screws. Use the Deck Glider for 6” (nominal) deck boards and the Mini Glider for 4” (nominal) deck boards.Male End↓ Female↓endDeck Glider Mini Glider Glider Starter Clip Starter and End Glider Deck SpacerStep One : Start your deckinginstallation by screwing thefemale end of the Glider StarterClip onto the Aluminum SystemProfile. The male end of theGlider Starter Clip is screwedonto your first decking board.Step Two : Cut off the ‘fastening end’ of a Deck Glider (the one that has two screw holes on the end). This piece will be screwed into bottom of the deck board in the appropriate place to line up with your aluminum joist. Step Three : Screw the male end of the Glider Starter Clip into the bottom of the deck board and the “cut off” end of the Deck Glider on the other edge of your deck board. (Pre-drilling pilot holes is required.)Step Four : Once your firstdeck board is lined up and inplace, fasten your first deckboard by screwing the exposededge of the Deck Glider to theAluminum System Profile intothe two screw holes.Step Five : Now line up your next rows of deck boards and start fastening the Deck Gliders to the bottom of each deck board. Alternate the spacing left and right for each row of deck boards so they will fit into the Aluminum System Profile joist properly.Step Six: Choose any of the four spacing options available on the Deck Spacer, Flip the board over and slide it into place. The unfastened end will be held in place by the prior row of decking. Fasten the other end of the Deck Glider to the joist. See the on-line Mataverde Eurotec Deck Glider Hidden Fastener installation video for more informationHIDDEN DECK FASTENER METHOD 2The Mataverde Eurotec Twin System Holder Hidden Fastening MethodAn alternative hidden fastener method is also available - the Eurotec TwinSystem Holder. The big benefit of this option is that it saves significant labortime and labor cost. This method uses pre-grooved decking boards and theTwin System Holder fasteners are screwed directly into the Aluminum SystemProfile. Because wood moves as it acclimates, and then seasonally afterwards,we recommend using 5/4x4 pre-grooved decking for best performance. Thefastening for this method of installation is faster, easier and more effective thanany other hardwood deck fasteners we have ever seen.Install Your First Deck BoardAfter your pedestals and aluminum system profiles are in place, start with your first decking board. Because the Twin System Holder only works when you are using it between two boards, you can start your first board by either:•Pre-drilling the first pre-grooved deck board on the starting edge and fasten with a profile screw, OR•Use the Deck Glider Starter as shown in steps 1, 2 and 3 in the Deck Glider installation steps on the prior page.Installing the Rest of the Pre-Grooved Decking BoardsOnce your first deck board is in place, you are ready to start with the TwinSystem Holders by twisting these innovative fasteners into place on theAluminum System Profile.•Set the fasteners in place loosely into the groove of your first deckboard.•Then, position your next row of decking into place.•Hold the board tightly in place while fastening. The built-in spacers onthe top of the Twin System Holder will automatically set the correctgap between deck boards.•EXPERT TIP: To hold the deck board tightly into place, use a clampor Bow Wrench to hold the board tight until it is fastened, especially if you are working alone.•Now, screw your Twin System Holder into the Aluminum System Profile. Tighten the screw securely, being careful not to overtighten.•EXPERT TIP: To prevent overtightening, it is helpful to test the proper torque setting of your driver gun first on an area of your Alu minum System Profile that won’t interfere with your deck boardlayout. Don’t worry, the test hole you leave behind will serve as a weep hole.•Repeat the process until you reach your last deck board.Installing Your Last Deck BoardJust like your first board, you can either:•Pre-drill and use a face screw on the outer edge, OR•Use the Deck Glider End piece on the outer edgeWow, that deck looks beautiful! We hope this was helpful. Please contact us for additional information. Thank you.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Shrinkage & Warpage Uneven Shrinkage
Engineering Polymers / DuPont (Korea) Inc.
10
Shrinkage & Warpage
Bad Flatness
Engineering Polymers / DuPont (Korea) Inc.
Design Concept
CAE
CAD
Engineering Polymers / DuPont (Korea) Inc.
2
Typical Wall Thickness
For Engineering Polymers
millimetric scale
0
1 2
3
4 5
6
7
General applications
15
Gate Location & Shrinkage
Bad Gate Location
Gate
Engineering Polymers / DuPont (Korea) Inc.
16
Gate Location & Shrinkage
Flow Steps
Engineering Polymers / DuPont (Korea) Inc.
Mat erial Type
Filler Type
Tensile % St rengt h MPa R et ained One Two Gat e Gat e
N ylon 66 N ylon 66 Polyprop Polyprop
N one 40% Glass N one 30% Glass
79 199 37 69
40
Bad & Good Design, Example
11
Shrinkage & Warpage
Good Flatness
Engineering Polymers / DuPont (Korea) Inc.
12
Shrinkage & Warpage Case on a ‘plate + rib’ profile
b a Gate L Gate h
w
Flow angle
Shrinkage (S)
SThin Sin flow
S Thick S
1 1.5 2
3
4
Wall thickness [mm]
a
Engineering Polymers / DuPont (Korea) Inc.
14
Shrinkage & Warpage Unreinforced materials
Tensile Strength ZYTEL 70G33 23 C, DAM Engineering Polymers / DuPont (Korea) Inc.
4
Gate Location & Shrinkage
Flow Direction
Gate
Transverse Direction
Material Flow Affects Orientation
31
Weld Line & Strength
Weld Line
Gate
Engineering Polymers / DuPont (Korea) Inc.
32
Weld Line & Strength
Improved Design
Weld Line
Gate
Engineering Polymers / DuPont (Korea) Inc.
36
Sinks
Ribs Design
should be improved
Better
Best
37
Engineering Polymers / DuPont (Korea) Inc.
Good Design, Strength
Engineering Polymers / DuPont (Korea) Inc.
Sizing to Reduce Warpage
Bow-In
Max R
T 2 T
Reduce Stress Conc.
Reduce Warpage
Engineering Polymers / DuPont (Korea) Inc.
21
Shrinkage & Warpage Non-uniform Wall Thickness Contributes To
Cooling Side to Side
HOT
COOL
PART
TOOL
Engineering Polymers / DuPont (Korea) Inc.
25
Sizing to Reduce Stress Concentration Factor (SCF)
Stress Concentration Factor 3.0 2.5 2.0 P = Applied Load R = Fillet Radius T = Thickness
Special applications
Engineering Polymers / DuPont (Korea) Inc.
3
Gate Location & Strength
Gate
300 250
MPa
200 150 100 50 0 Tension Compression
Flow Tranverse
33
Sinks
Ribs and Sinks
Engineering Polymers / DuPont (Korea) Inc.
34
Sinks
Ribs and Sinks
T
0.5 T (max. 0.75T)
R=T
3T
R max. 0.5T
D1
T
D2
Sink mark
should be improved
Deformation trend
b
Shrinkage [%]
Transverse In Flow
Shrinkage (S)
SThin Sin flow
S Thick
S
1 1.5 2 3 Wall thickness [mm]
4
a
Engineering Polymers / DuPont (Korea) Inc.
23 C, 50% RH
180 160 140 120 100 80 60 40 20 0
Flow Direction Knit Line
MPa
ZYTEL 70ቤተ መጻሕፍቲ ባይዱ33
MINLON 22C
RYNITE 530
Engineering Polymers / DuPont (Korea) Inc.
29
Weld Line & Strength
Follows
Inside Radius
Engineering Polymers / DuPont (Korea) Inc.
23
Good Design
Gate Bad 3T Gate Better T
Best
Engineering Polymers / DuPont (Korea) Inc.
24
Shrinkage & Warpage
1.5
1.0 0 0.2 0.4 0.6 0.8 R/T 1.0 1.2 1.4
26
Engineering Polymers / DuPont (Korea) Inc.
Sharp Corners
SHARP CORNERS
Engineering Polymers / DuPont (Korea) Inc.
27
Weld Line & Strength
1 Gate
2 Gate
Weld Line
Engineering Polymers / DuPont (Korea) Inc.
28
Weld Line & Strength
Tensile Strength Weld Line vs. Flow Direction
77 103 32 23
97 52 86 34
Engineering Polymers / DuPont (Korea) Inc.
30
Weld Line & Strength Weld line, example
Flow
Flow
Engineering Polymers / DuPont (Korea) Inc.
17
Shrinkage & Warpage Glass reinforced materials
Gate
Engineering Polymers / DuPont (Korea) Inc.
18
Shrinkage & Warpage
Effect of Machine Settings on Shrinkage
38
Good Design, Strength
1X
Relative Torsional Stiffness
Engineering Polymers / DuPont (Korea) Inc.
1.5X
13.3X
27X
30X
39
Bad & Good Design, Example
Engineering Polymers / DuPont (Korea) Inc.