手把手实现伺服控制
手把手教你用汇川PLC位置模式控制伺服电机..

作者:王者之师--广州@阿君H2U系列PLC产品--外观结构汇川HU2U I/O点:输入输出特性PLC型号H1U-0806MT 输入点数0816输出点数06161624323264高速输出3路100K3路100K2路100K2路100K3路100K5路100K3路100K输出形式晶体管晶体管晶体管晶体管晶体管晶体管晶体管158 159 PLSV DRVA DRVIY0脉冲口相关特殊元件✍加减速时间可分别设置;✍✍✍✍每一个脉冲口都可以独立设置加减速时间、运行中目标值可变速度每一个脉冲口都可以独立设置加减速时间ON同一脉冲口可以实现中断定位功能、多指令直接切换速度✍有效条件位M8135-M8139速度位置特殊功能有效为ON”切换间隔✍根据设备实际情况脉冲切换条件最好用伺服的“位置到达”信号;(如在快速正反转、多动作之间的逻辑切换等)✍/S-ON✍·速度范围10—100000Hz频率;输出频率最低值:设定频率(()/1000)] 输出脉冲频率的最低频率值·速度范围10—100000Hz频率;输出频率最低值:最高频率(()/1000)] 输出脉冲频率的最低频率值汇川PLC-H2u 与IS500伺服举例:高性能定位应用示例:H2U 系列PLC 提供多种定位指X1Y0PLC-H2U+IS500伺服实例计算MF 备注:汇川伺服电机为2500增量编码器,电子齿轮比1/1时,伺服电机单圈脉冲Array转/分分钟伺服位置控制模式的简易调试参数:H0200=1,位置模式(0为速度模式、2为转矩模式)1/1最大脉冲数))。
持续追求、超越梦想。
手把手教你用S7-1500控制S110伺服驱动器

手把手教你用S7-1500控制S110伺服驱动器
1.系统配置
硬件配置如下:
CPU 1513-1 PN 6ES7 513-1AL00-0AB0
TP900 Comfort 6AV2 124-0JC01-0AX0
SINAMICS S110 CU305 PN V4.4 6SL3 040-0JA01-0AA0 SINAMICS S110 CU305 PN V4.4 6SL3 040-0JA01-0AA0 网络视图如下:
、2.PLC系统组态、工艺轴组态
A、PLC组态
B、水平轴组态
C、垂直轴组态
D、插入工艺对象Axis_H和Axis_V
E、工艺对象Axis_H组态
注意:报文需与Starter里面组态报文一致;参考转速、最大转速、单转步数、转数、GN_XIST1、GN_XIST2均可在Starter在线后参数里面查看。
减速比,螺距均安实际情况计算所得。
软、硬限位在调试初期可以不组态,等后期完善再添加即可。
F、工艺对象Axis_V组态同上
3.Starter组态
A、新建一个项目
Config drive unit
报文和工艺轴里面组态要一致。
4.PLC手动调试程序编写A、驱动器使能
B、驱动器StatusWord、ErrorWord、WarningWord读取
C、电机当前位置读取
D、工艺报警复位程序编写
E、点动程序编写
F、回零程序编写
G、绝对位置运动程序编写。
发那科伺服调整系列教程伺服功能手动调整

发那科伺服调整系列教程伺服功能手动调整01按键操作及界面显示我们可以借助伺服调整画面对位置环、速度环增益进行调整,观察监视画面可帮助我们了解电机的工作状态。
注意:手动调整前一般先,进行一键设定,具体方法关注我们加工中心维修:sz-sdifu,下期将有详细讲解。
02计算速度增益例:伺服电机ais8/4000的惯量:0.0012Kgm2负载惯量: 0.0020Kgm2设定值是假定电机与机床处于刚性联结(完全连接)的状态。
实际机床因刚性、摩擦、间隙等因素影响,往往与计算值有出入。
电机不带负载时设定100。
手动调整速度增益先设定速度增益为100(参数2021=0),每次增加100(或50),具体要根据电机大小和负载决定。
直到电机出现振动。
此时停止增大增益。
一般情况下,设定值为此时设定值的70%。
03调整位置环增益调整位置环增益以一定的速度驱动机床移动,观察伺服调整画面右侧的“位置环增益”,确认位置环增益显示数值是否正确。
确认画面显示的位置环增益,一般情况下应该和参数1825设定值一致。
进行插补的各个伺服轴位置环增益必须设定一致,只做定位控制的伺服轴位置环增益可以不同。
位置环增益手动调整对于位置环增益,直接影响工件的精度,半闭环建议设定为5000,全闭环推荐值3000。
如果机床不振动可参照次数值设定,如有振动可适当减小。
04测定电机的负载电流测定电机的负载电流伺服电机的实际电流,显示在伺服调整画面的右下方,可用来测定电机在轴移动和停止时的电流值。
●以一定速度驱动轴移动,测定实际电流。
λ●在以一定速度移动或停止时,负载电流一般不超过100%,当负载电流超过100%时,必须按照伺服电机规格说明书中规定的过载断续运行时间运行。
λ●停止时电流显示是实际电流的1~0.86倍。
λ●显示值是额定电流的百分比。
05速度环的调整快速运行,主要考虑冲击,时间常数设定的过小,则冲击太大;时间常数设定的过大,加速太慢,效率又过低。
手把手教你用汇川PLC位置模式控制伺服电机
作者:王者之师--广州@阿君H2U系列PLC产品--外观结构汇川HU2U I/O点:输入输出特性PLC型号H1U-0806MT H2U-1616MT H2U-2416MT H2U-3624MT H2U-3232MT H2U-3232MTQ H2U-6464MT 输入点数08162436323264输出点数06161624323264高速输出3路100K3路100K2路100K2路100K3路100K5路100K3路100K输出形式晶体管晶体管晶体管晶体管晶体管晶体管晶体管FNC 57 59 155 156 157 158 159 指令名称PLSYPLSRABSZRNPLSVDRVADRVI指令说明脉冲输出带加减速脉冲输出ABS当前值读出回原点可变速脉冲输出相对定位绝对定位Y0脉冲口相关特殊元件加减速时间可分别设置;运行中脉冲目标值可变;中断定位功能;定位完成中断;同一脉冲口多指令直接切换功能;每一个脉冲口都可以独立设置加减速时间、运行中目标值可变速度每一个脉冲口都可以独立设置加减速时间/S-ON伺服使能信号与脉冲输出之间的逻辑配合;(注意伺服本身使能时间)有效条件位M8135-位置M8139速度特殊功能有效为ON运行中目标值可变有效条件位M8135-位置M8139同一脉冲口可以实现中断定位功能、多指令直接切换速度有效条件位M8135-M8139速度中断指令既定位置量位置特殊功能有效为ON设备实际情况脉冲切换条件最好用伺服的“位置到达”信号(如在快速正反转、多动作之间的逻辑切换等)位置有效条件位M8085-M8089切换间隔根据设备实际情况脉冲切换条件最好用伺服的“位置到达”信号;(如在快速正反转、多动作之间的逻辑切换等)/S-ON伺服使能信号与脉冲输出之间的逻辑配合;(注意伺服本身使能时间)伺服分频输出不能直接到PLC高速输入,(三菱伺服除外);设定频率()/[2*(加减速度时间()/1000)] 输出脉冲频率的最低频率值最高频率()/[2*(加减速度时间()/1000)] 输出脉冲频率的最低频率值汇川PLC-H2u 与IS500伺服举例:高性能 定位应用示例:H2U 系列PLC 提供多种定位指 令,包括原点回归,ABS 绝对 位置读出,加减速脉冲输出, 变速脉冲输出,相对及绝对定 位等;原点信号 Y0定位脉冲Y1脉冲方向com0/1-comPLC-H2U+IS500伺服实例计算MF 备注:汇川伺服电机为2500增量编码器,电子齿轮比1/1时,伺服电机单圈脉冲为4*2500=10000个脉冲/圈丝杠螺距3mm:3000um/10000=0.3um理论计算精度:1个脉冲—对应0.3uma伺服转速/秒=H2U脉冲数/单圈脉冲=100000/2475≈40.4转/秒*60=2424转/分钟丝杠转速/秒=伺服最大速度/减速比=100000/2475/2≈20.2转/秒工作台移动速度/分钟=分钟伺服位置控制模式的简易调试参数:H0200=1,位置模式(0为速度模式、2为转矩模式)H0500=0,外部脉冲给定量H0506=10ms,脉冲平滑器H0507=10000,齿轮比分子(伺服1/1最大脉冲数)H0509=2475,齿轮比分母(伺服单圈脉冲数)H0515=0,脉冲+方向(2为差分脉冲、3为CW/CCW)备注:带负载则需调节H08组—增益参数,这里不做具体介绍。
伺服控制方案
伺服控制方案伺服控制是一种应用广泛的机器人控制技术,它可以根据指令控制电机的运动来实现自动化操作。
伺服控制的技术研究与应用,涉及到机电一体化、信息技术、自动控制、人工智能等多个领域。
在工业自动化、机器人制造、航空航天、医疗设备等领域中,都有广泛应用。
伺服控制的基本原理:首先,需要使用传感器检测电机的实际运动状态,并将实时监测结果反馈给控制器。
接下来,控制器通过处理反馈信号和设定的运动指令,计算出电机需要调整的转速和位置等参数。
最后,控制器将电机调整到指定位置或速度,从而实现对电机运动的准确控制。
伺服控制方案的设计:伺服控制系统的设计方案涉及到许多因素,例如电机类型、传感器类型、控制器类型、电源类型等。
在设计方案之前,需要对这些因素进行充分的了解和考虑,以确保设计出一个合适的伺服控制方案。
电机类型:根据电机类型不同,伺服控制方案的设计也有所不同。
目前市场上主要有直流电机、交流电机、步进电机等几种类型。
选用何种类型的电机,需要考虑其使用场合、使用环境、性能要求等因素。
例如,步进电机通常用于要求精度较高的场合,直流电机用于要求速度和转矩较大的场合,交流电机适用于需要频繁变速控制的场合。
传感器类型:传感器的类型也对伺服控制方案的设计产生重要影响。
主要用于检测运动状态的传感器类型,包括光电传感器、霍尔传感器、编码器等。
在进行传感器选择时,需要对使用环境、操作要求等进行充分考虑。
例如,在要求高速高精度的场合,通常会使用光电传感器或编码器来实现对运动状态的精确监测。
控制器类型:在伺服控制系统中,控制器是连接电机和传感器的重要桥梁。
目前市场上主要有单片机、PLC、DSP等几种控制器类型。
在进行控制器选择时,需要考虑系统的应用场合、要求的控制精度、处理速度和接口类型等多个因素。
通常在要求高精度时,会采用DSP控制器来实现更高的控制精度和运行速度。
电源类型:电源类型对伺服控制系统的正常运行也产生很大的影响。
在进行电源选择时,需要根据电机类型和控制器类型的不同,选用合适的电源类型和参数。
伺服控制方案

伺服控制方案伺服控制是指在工业自动化中,利用伺服电机及其控制系统来实现对于执行器的精确控制。
这种控制方式具有高精度、高稳定性和高可靠性的特点,因此被广泛应用于各种工业领域,如机械加工、机器人技术、自动化生产线等。
一、伺服控制原理与基本组成1. 伺服控制原理伺服控制的基本原理是通过反馈信号与设定值进行比较,产生控制信号来跟踪和调节输出。
通常使用位置、速度或扭矩作为反馈信号,通过比较与设定值的差异,控制伺服电机的输出。
2. 伺服控制系统的基本组成伺服控制系统包括伺服电机、传感器、驱动器和控制器等四个基本组成部分。
伺服电机是执行器,负责转化电能为机械能;传感器用于测量执行器的状态,并将其转化为电信号;驱动器接收控制信号,将其转化为电信号,控制伺服电机的运动;控制器是整个系统的大脑,负责处理输入信号并产生输出信号。
二、伺服控制方案的选择和设计1. 选择合适的伺服电机在伺服控制方案设计之前,需要根据实际应用需求选择合适的伺服电机。
不同的应用场景需要不同类型的伺服电机,如步进电机、直流伺服电机、交流伺服电机等。
选择合适的电机类型是确保伺服控制系统正常工作的基础。
2. 设计传感器和反馈系统传感器的选用与设计对于伺服控制的精度和稳定性至关重要。
常见的传感器包括位置编码器、速度传感器和力矩传感器等。
传感器将执行器的状态数据转化为电信号,通过反馈系统实现对输出的精确控制。
3. 驱动器的选择和匹配驱动器是将控制信号转化为电信号,驱动伺服电机实现运动的关键组成部分。
在选择驱动器时,需要考虑电机的功率、电流和电压等参数,并匹配合适的驱动器。
4. 控制器的设计和调试控制器是伺服控制系统的核心部分,它接收传感器的输入信号,并根据预设的算法产生控制信号。
控制器的设计和调试需要考虑控制算法、采样周期、控制精度等因素。
三、伺服控制系统的应用和发展趋势1. 应用领域广泛伺服控制系统广泛应用于各种工业领域,如自动化生产线、机械加工、机器人技术、电子设备制造等。
手把手教你用汇川PLC位置模式控制伺服电机

手把手教你用汇川PLC位置模式控制伺服电机汇川PLC是一种常见的控制器,广泛应用于自动化领域。
在使用汇川PLC控制伺服电机的过程中,位置模式是常用的一种模式。
下面将手把手地教您如何使用汇川PLC进行位置模式控制伺服电机。
首先,确保您已经连接好PLC和伺服电机,并且正确配置了通讯参数。
接下来,我们将进行以下步骤:步骤1:PLC程序编写在编写PLC程序之前,您需要了解所控制伺服电机的参数。
根据伺服电机的类型和特性,选择合适的控制指令和参数设置。
一般而言,使用汇川PLC进行位置模式控制时,我们需要使用Pulse Output指令和Servo Drive Control指令。
Pulse Output指令用于将指定的脉冲数量输出到伺服驱动器,从而控制伺服电机的位置。
Servo Drive Control指令用于设置伺服驱动器的控制参数,包括位置模式的目标位置、速度和加速度等。
```LDK0OUTK0Pulse_Output K1, 5000, 1000, 1, 1, 0```这段代码的含义是:-LDK0:将地址K0的值加载到内存中。
-OUTK0:输出地址K0的值到伺服驱动器。
- Pulse_Output K1, 5000, 1000, 1, 1, 0:向地址K1的位置模式输出端口输出5000个脉冲,每个脉冲周期为1000us,脉冲方式为正负脉冲,脉冲开关方向为正脉冲。
步骤3:调试和优化在PLC程序运行过程中,您可以监视伺服电机的位置和状态,以便进行调试和优化。
可以使用监视工具来实时查看伺服电机的脉冲数量、位置、速度等参数,并根据实际情况进行调整。
需要注意的是,伺服电机的位置模式控制也可能涉及到回馈控制、限位保护、编码器等相关技术,具体操作步骤可能会有所不同。
因此,在实际应用中,请根据伺服电机的型号和要求,参考相关文档和技术手册,进行详细的设置和调试。
总结:。
手把手叫你学伺服控制步进伺服

手把手叫你学伺服把握 - 步进伺服设备1.永宏plc:FBS-24MCT1台2.GSK伺服1套:Di20-M10B(驱动器)/80SJT-M032E(电机)3.DC24V开关电源1个4.信号线若干查看驱动器引脚定义并选择把握模式位置把握模式:查看伺服引脚定义,这里用最少的信号线实现电机转动。
SON:为ON时,开启伺服使能。
当然伺服使能功能可以通过参数来修改,该信号可由参数PA54设置。
PA54=0:只有当外部输入信号SON为ON时,电动机才能被使能;PA54=1:驱动单元内部强制电动机使能,而不需要外部输入信号SON。
CCW/CW:驱动禁止信号,一般和行程开关协作使用,避开超程,该信号可由参数PA20设置。
PA20=0:使用驱动禁止功能;PA20=1:不使用驱动进制功能。
RDY:驱动单元预备好信号,当电机通电励磁时该信号有输出。
位置指令输入信号这里位置输入信号可以接受差分驱动或者单端驱动接法,由于选用的FBS-24MCT为集电极开路输出形式,所以接受单端驱动接法。
伺服驱动单端驱动方式限定外部电源最大电压为25V时,需要串接一个限流电阻R依据:Vcc=24V,R=1.3KΩ~2KΩ;Vcc=12V,R=510KΩ~820KΩ;Vcc=5V,R=0;频率限制为:PLS/DIR:最高脉冲频率500KHZU/D:最高脉冲频率500KHZA/B:最高脉冲频率300KHZ把握线制作GSK随机附带一个44针插座,依据引脚图,把需要的把握信号接线出来。
在这里把有可能用到的信号线都接出来,但是这些信号在伺服把握中并不都是必要的,下图中用蓝色线表示伺服的输出信号给PLC 的输入,红色表示PLC的输出给伺服的输入,另外开关电源的正、负分别用红、蓝表示。
1)选取需要的把握信号2)伺服同PLC的接线图这里从伺服给PLC的输入信号只取了SRDY,PLC给伺服的信号有SON、FSTP(CCW)、RSTP(CW)、PULS/SIGN这几个信号。
如何实现伺服系统的正向控制和反向控制

如何实现伺服系统的正向控制和反向控制伺服系统是一种控制系统,旨在通过对输出信号进行调整来实现对某个特定过程或系统的控制。
正向控制和反向控制是伺服系统中两种常见的控制方式。
本文将重点探讨如何实现伺服系统的正向控制和反向控制。
一、伺服系统的正向控制正向控制是指输出信号的调整与输入信号直接相关,通过调整输入信号的大小、频率或相位等参数,来实现对输出信号的控制。
下面将介绍实现伺服系统正向控制的基本步骤:1. 设定目标:首先,需要确定所需的输出信号的目标数值或范围。
这个目标可以是位置、速度、加速度等,具体取决于伺服系统的应用场景。
2. 选择控制器:根据所需的控制效果和系统要求,选择合适的控制器。
常用的控制器包括比例-积分-微分(PID)控制器、模糊控制器和模型预测控制器等。
3. 设计控制算法:根据选定的控制器类型,设计相应的控制算法。
例如,在PID控制器中,需要确定比例系数、积分时间和微分时间等参数。
4. 实施控制算法:将设计好的控制算法实施到伺服系统中,将输入信号与控制器连接,控制器将根据算法计算调整后的输出信号。
5. 反馈机制:为了使控制更精确和稳定,可以引入反馈机制。
通过传感器或编码器等设备实时监测输出信号,并将反馈信息送回给控制器,实现闭环控制。
6. 参数调整:根据实际应用环境和需求,不断调整控制器的参数,使得输出信号能够尽可能接近目标值,并具备较好的动态响应和稳定性。
二、伺服系统的反向控制反向控制是指输出信号的调整与输入信号无关,而是通过调整反馈信号来实现对输出信号的控制。
下面将介绍实现伺服系统反向控制的基本步骤:1. 设定目标:同样需要确定所需的输出信号的目标数值或范围。
2. 反馈信号获取:利用传感器或编码器等设备实时获取输出信号的反馈信息。
反馈信号通常是位置、速度或加速度等参数。
3. 设计控制算法:根据反馈信号和目标值,设计相应的控制算法。
常用的反向控制算法包括位置环控制、速度环控制和加速度环控制等。
L7视频教程第二课:3步快速掌握L7伺服面板设置

L7视频教程第二课:3步快速掌握L7伺服面板设置L7伺服面板是一款功能丰富且易于使用的机器人控制软件,可以轻松控制机器人运动、动作和传感器。
在本视频教程中,我们将会介绍如何将L7伺服面板设置为一个理想的控制软件,以及控制机器人的运动和动作。
第一步:安装L7伺服面板软件首先,你需要从L7机器人官网下载并安装L7伺服面板软件。
在安装过程中,你需要按照软件的提示进行配置,并向软件提供你机器人的相关信息。
第二步:连接机器人到L7伺服面板在L7伺服面板软件中,你需要先连接你的机器人。
通过USB数据线将你的机器人连接到你的电脑,然后在软件界面上点击「连接」按钮。
软件会与你的机器人建立连接,并且你可以开始控制你的机器人。
第三步:设置伺服面板在成功连接你的机器人之后,你需要设置伺服面板以便能够控制你的机器人运动和动作。
伺服面板包括一个面板按钮和一个控制台。
你可以在一个屏幕下同时显示两个控制界面。
下面是设置伺服面板的详细步骤:步骤1:选择你的机器人在伺服面板右侧选择机器人型号和序列号,并进行连接。
这将会告诉软件你正在使用哪款机器人,并且为你打开该款机器人的所有运动和动作控制。
步骤2:设置机器人运动和动作在面板按钮中,你可以选择机器人运动方式和动作方式。
比如,你可以选择机器人移动的速度、方向和时间间隔。
此外,你还可以选择机器人通过何种方式运动,如旋转、步进、滚动或飞行。
当然,你还可以设置机器人动作的速度、幅度和时间间隔,如摇摆、抖动和高速移动等。
步骤3:设置传感器和控制面板在控制台中,你可以选择机器人上所装载的传感器以及它们的控制面板。
这些传感器会告诉你机器人的当前状态,如温度、湿度、照明和声音。
控制面板提供一个完整的控制界面,可帮助你快速掌握机器人的运动和动作控制。
结束语通过这三个步骤,你已经掌握了如何将L7伺服面板设置为一个理想的控制软件,并且能够控制机器人的运动和动作。
在你的机器人探险旅程中,伺服面板将会成为你的好帮手,让你轻松实现你的机器人控制目标。
手把手教你用汇川PLC位置模式控制伺服电机..
作者:王者之师--广州@阿君H2U系列PLC产品--外观结构汇川HU2U I/O点:输入输出特性PLC型号H1U-0806MT 输入点数0816输出点数06161624323264高速输出3路100K3路100K2路100K2路100K3路100K5路100K3路100K输出形式晶体管晶体管晶体管晶体管晶体管晶体管晶体管158 159 PLSV DRVA DRVIY0脉冲口相关特殊元件✍加减速时间可分别设置;✍✍✍✍每一个脉冲口都可以独立设置加减速时间、运行中目标值可变速度每一个脉冲口都可以独立设置加减速时间ON同一脉冲口可以实现中断定位功能、多指令直接切换速度✍有效条件位M8135-M8139速度位置特殊功能有效为ON”切换间隔✍根据设备实际情况脉冲切换条件最好用伺服的“位置到达”信号;(如在快速正反转、多动作之间的逻辑切换等)✍/S-ON✍·速度范围10—100000Hz频率;输出频率最低值:设定频率(()/1000)] 输出脉冲频率的最低频率值·速度范围10—100000Hz频率;输出频率最低值:最高频率(()/1000)] 输出脉冲频率的最低频率值汇川PLC-H2u 与IS500伺服举例:高性能定位应用示例:H2U 系列PLC 提供多种定位指X1Y0PLC-H2U+IS500伺服实例计算MF 备注:汇川伺服电机为2500增量编码器,电子齿轮比1/1时,伺服电机单圈脉冲Array转/分分钟伺服位置控制模式的简易调试参数:H0200=1,位置模式(0为速度模式、2为转矩模式)1/1最大脉冲数))。
持续追求、超越梦想。
一步步学习伺服控制
一步步学习伺服控制
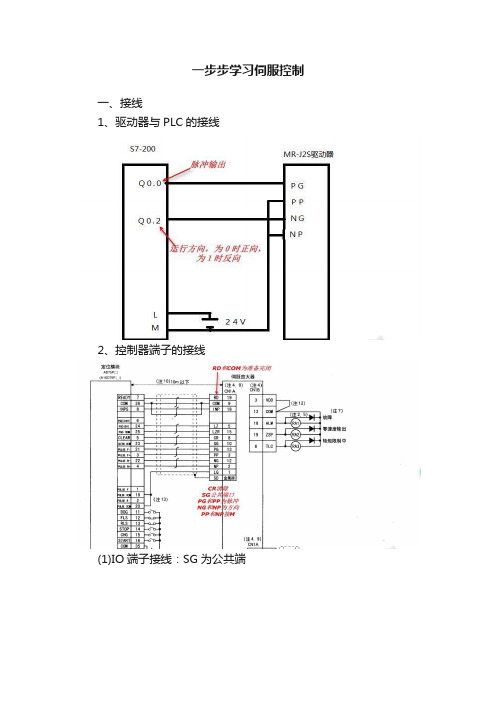
一、接线
1、驱动器与PLC的接线
2、控制器端子的接线
(1)IO端子接线:SG为公共端
(2)不用外部电源时接线位置控制模式:
3、主电路接线图
二、参数设置
1、切换显示模式
2、更改参数权限
3、更改参数设置
4、定义端口信号
5、详细列出需要所设的参数和作用
(1)P0设置控制模式---位置模式时一般设置为0000
(2)P1滤波设置
(3)P2自动调整
(4)P3电子齿轮分子P4电子齿轮分母电子齿轮比为:1/50 < p3/p4=""><> (5)P19参数范围选择一设置000E
(6)P21扩展参数1
(7)P41扩展参数1中的输入信号自动ON选择
三、试机
1、点动
上电后按MODE切换到
再按UP或DOWN来实现电机的点动正反转
2、单向运行1CM
3、往返运行1CM。
如何实现伺服电机上位控制?

如何实现伺服电机上位控制?工控行业所说的伺服,一般是交流伺服系统的简称,在工程现场,我们所指的伺服是指伺服驱动器。
但是,伺服驱动器,伺服电机是不可分割的一套系统,联系它们的是编码器线缆和我动力线缆。
通常,伺服驱动器接受控制器的控制指令,然后通过动力线缆驱动伺服电机,而伺服电机的实时位置,通过编码器线缆反馈至伺服驱动器,形成闭环控制。
很显然,这种模式下,伺服驱动器仅仅上充当了放大器的角色,这是绝大部分伺服的工作模式,比如安川,富士,松下,三菱,台达等等。
还有部分伺服驱动器内置控制器功能,可以在驱动器内部进行编程,实现运动控制,能实现电子凸轮,相位同步等等高级运动控制功能。
主要以伦茨伺服为代表,另外丹佛斯,CT 等等变频器安装运动控制卡件,也能实现此功能。
很显然,本文讨论的伺服电机上位控制,主要是第一种模式,也就是伺服驱动器工作在放大器模式下,此时,充当上位机的就是PLC,运动控制器以及数控系统。
如果把伺服驱动器比喻成发动机,那么上位机就是一套高级的无人驾驶系统。
无论采用哪种上位机,上位机和伺服驱动器一般采用脉冲和通讯两种方式。
1脉冲方式上位机通过发送脉冲到伺服驱动器,来实现控制。
在这种方式下,用脉冲频率来控制速度,用脉冲个数来控制位置。
同样,伺服驱动器也会发送脉冲数,来告诉上位机,伺服电机的位置和速度。
比如,我们约定伺服电机10000个脉冲旋转一圈,那么,当上位机发送10000个脉冲,伺服电机旋转一圈,实现位置控制。
如果上位机在一分钟内发完这10000个脉冲,那么伺服电机的速度就是1r/min,如果实在一秒钟内发完,那么伺服电机的速度就是1r/s,也就是60r/min。
低端PLC,数控系统,以及各种单片机系统一般都是采用这种模式,简单易行,成本低廉。
很显然,当伺服轴数增加,这种控制方式的缺点就会显现出来,上位机硬件成本会增加,配线会很复杂,而且现场EMC不好的话,脉冲极易丢失。
所以,这种模式一般是在四轴一下,所以,大部分PLC的脉冲控制轴数都在两轴或是三轴,极少部分PLC可以实现四轴。
伺服控制方案
伺服控制方案伺服控制方案是一种利用伺服系统来实现精确位置和速度控制的技术方案。
它在各个领域,尤其是工业自动化领域中得到了广泛的应用。
本文将介绍伺服控制方案的基本原理、应用场景和优势。
一、伺服控制方案的基本原理伺服控制方案基于反馈控制原理,通过测量和比较系统输出与期望值之间的差异,控制伺服驱动器的输出信号,以达到精确控制位置和速度的目的。
其基本组成包括伺服电机、编码器、驱动器和控制器。
1. 伺服电机:伺服电机是伺服系统的核心组件,它能够将电能转化为机械能,并且具有高速度和高精度的控制能力。
常见的伺服电机包括步进电机和直流电机。
2. 编码器:编码器用于测量电机的位置和速度,将机械的运动转化为电信号。
常见的编码器有增量式编码器和绝对式编码器。
3. 驱动器:驱动器负责将控制器输出的信号转化为电能供给伺服电机驱动。
它能够控制电机的转速、转向和扭矩,并根据编码器的反馈信号进行闭环控制。
4. 控制器:控制器是伺服系统的智能核心,通过对编码器的反馈信号进行处理,生成控制信号,控制伺服驱动器的输出。
常见的控制器有PID控制器和模糊控制器。
二、伺服控制方案的应用场景伺服控制方案在工业自动化中有着广泛的应用,其中包括以下几个领域:1. 机械加工:伺服控制方案可以应用于机床、数控切割机、激光切割机等机械加工设备,实现高精度的位置和速度控制,提高加工精度和效率。
2. 机器人技术:伺服控制方案在机器人领域中扮演着重要的角色。
它可以实现机械臂的精准定位、灵活运动以及跟踪等功能,广泛应用于工业装配线、物流仓储等领域。
3. 包装印刷:伺服控制方案在包装印刷领域中可以实现包装材料的高速度、高精度的定位和运动控制,提高生产效率和质量稳定性。
4. 纺织制造:伺服控制方案可以用于纺织机械的控制,实现各种花型的编织、绣花等功能,提高生产效率和产品质量。
三、伺服控制方案的优势伺服控制方案相比于传统的开环控制具有以下几个明显的优势:1. 高精度:伺服控制方案能够实现高精度的位置和速度控制,控制精度可达到亚微米级别,满足各种高精密加工需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
手把手实现伺服控制
设备
1.永宏PLC:FBS-24MCT1台
2.GSK伺服1套:Di20-M10B(驱动器)/80SJT-M032E(电机)
3.DC24V开关电源1个
4.信号线若干
查看驱动器引脚定义并选择控制模式
位置控制模式:查看伺服引脚定义,这里用最少的信号线实现电机转动。
SON:为ON时,开启伺服使能。
当然伺服使能功能可以通过参数来修改,该信号可由参数PA54设置。
PA54=0:只有当外部输入信号SON为ON时,电动机才能被使能;
PA54=1:驱动单元内部强制电动机使能,而不需要外部输入信号SON。
CCW/CW:驱动禁止信号,一般和行程开关配合使用,避免超程,该信号可由参数PA20设置。
PA20=0:使用驱动禁止功能;
PA20=1:不使用驱动进制功能。
RDY:驱动单元准备好信号,当电机通电励磁时该信号有输出。
位置指令输入信号
这里位置输入信号可以采用差分驱动或者单端驱动接法,由于选用的FBS-24MCT为集电极开路输出形式,所以采用单端驱动接法。
伺服驱动单端驱动方式限定外部电源最大电压为25V时,需要串接一个限流电阻R
依据:Vcc=24V,R=1.3KΩ~2KΩ;Vcc=12V,R=510KΩ~820KΩ;Vcc=5V,R=0;
频率限制为:
PLS/DIR:最高脉冲频率500KHZ
U/D:最高脉冲频率500KHZ
A/B:最高脉冲频率300KHZ
控制线制作
GSK随机附带一个44针插座,依据引脚图,把需要的控制信号接线出来。
在这里把有可能用到的信号线都接出来,但是这些信号在伺服控制中并不都是必要的,下图中用蓝色线表示伺服的输出信号给PLC的输入,红色表示PLC的输出给伺服的输入,另外开关电源的正、负分别用红、蓝表示。
1)选取需要的控制信号
0V
2)伺服同PLC的接线图
这里从伺服给PLC的输入信号只取了SRDY,PLC给伺服的信号有SON、FSTP(CCW)、RSTP(CW)、PULS/SIGN这几个信号。
伺服调试
·取出驱动器、电机,电机至驱动的编码器连接线和电机至驱动的电源线,出厂都已配置好,这里只要按照指示接好即可。
·把PLC至驱动器的控制信号线接好。
1.伺服的手动调试
1)伺服参数设定
GSK伺服上电之后,可以先采用驱动器本身自带的手动功能,该功能模式下,伺服的转动由驱动器按键来控制,进入PA参数菜单,设置一下参数:
PA4=3:手动方式,在SR-菜单下操作,用↑、↓键进行加、减速操作。
PA20=1:驱动禁止功能无效,此时只是利用驱动器本身来调试,所以把CCW\CW功能先屏蔽。
PA54=1:驱动单元内部强制电机使能,而不需要外部输入信号SON。
参数设置完成以后,保存后下电。
2)手动运行步骤
1.驱动器上电,显示R-0,是电机运行速度监视窗口。
2.检查PA1参数是否和使用的电机代码一致。
3.以上2步都无误后,进入“SR-/SR-RED”菜单下后,按↑、↓键开始运行电机。
2.PLC控制运行
伺服在手动调试下运行正常,现在进入PLC的上位控制,该控制中PLC的从伺服引入的IO如下:Input:
SRDY——X2
Output:
PULS-:Y0
SIGN-:Y1
CCW:Y2
CW:Y3
SON:Y4
为了控制方便,这里先把CCW\CW信号使能屏蔽。
1)伺服参数设置
PA4=0:位置方式。
PA12:电子齿轮倍频系数(电子齿轮分子),设为2。
PA13:电子齿轮分频系数(电子齿轮分母),设为1。
PA14=0:位置方式下,脉冲输入模式:脉冲+方向。
PA15=0:位置指令方向维持原指令方向。
PA20=1:驱动禁止功能无效(即屏蔽CCW/CW使能信号)。
PA54=0:外部SON使能。
参数修改完毕后,存储后下电,重新上电。
在这里先做一个伺服电机的多段速运行程序,运动过程
1.以速度1000RPM 转10圈
2.接着以速度1200RPM 转20圈
3.接着以速度1400RPM 转30圈
4.接着以速度1600RPM 转40圈
5.接着以速度1800RPM 转50圈
6.接着以额定速度2000RPM 运行60圈
7.停顿一定时间后,从第1步开始重复。
由手册知道,伺服每转1圈,编码器反馈10000PS,又电子齿轮设定为2,所以PLC 每发出5000PS ,伺服就转动1圈
即第一段行程10圈对应的脉冲数=10圈×5000PS/圈=50000PS
其它段的行程脉冲计数同此式。
把伺服需要的速度转化成PLC 的脉冲数,以1000RPM 为例,假设PLC 需要发出的脉冲数为X ,电子齿轮设定是2,则有
)(1000260)
/(10000RPM R PS X =××得:X=83333.3H Z
由此公式,可求得其它速度所对应的PLC 脉冲数。
3)PLC 参数的设置
FBS-24MCT 的脉冲输出点共有4轴(8点),为Y0~Y7,默认Y0~Y3为高速200K ,Y4~Y7为中速20K 。
要使得PLC 的高速点输出脉冲时,需要先对这几个点的输出进行组态,点击永宏编程软件菜单栏中的“专案\IO 组态”进入组态页面
设置完成之后即可进入程序的编写。
5)NC定位表格的编辑
用鼠标左键点击FUN140指令,然后在英文输入状态下,按键盘上的Z键进入NC定位表格的编写,最终结果如下
6)子程序内容
INIT子程序主要是做一些初始化,如下
SPEED子程序,主要把输入的速度和形成转化成PLC所需要产生的脉冲个数,这里以第1段速度和行程的换算为例,由于这里伺服的额定转速为2000RPM,所以在速度设定的时候,要防止输入转数超过该值。
7)上电运行调试
程序编写完成后,让PLC处于RUN状态,在输入页中进行数值监控,如下
6段对应的行程脉冲数
总结
由于该示例中PLC的输入信号只从伺服抓取了SRDY,其它点位的接入同SRDY的接法一样。
PLC 输出给伺服的信号只有PLS\DIR、SON这3个信号,其它信号的接法类似。
GSK伺服只需要极少的几根控制线就可以实现伺服的运转,永宏PLC的定位指令全部在NC表格中填写即可。
附图:。