浅析冷轧带钢在罩式炉退火中产生的粘接
八钢冷轧带钢罩式炉退火粘结缺陷原因分析及防范措施

八钢冷轧带钢罩式炉退火粘结缺陷原因分析及防范措施【摘要】本文对冷轧带钢在罩式炉中退火产生粘结缺陷的机理进行了分析,指出钢带卷径向存在温度梯度,在冷却初始阶段冷缩变形不均匀是产生粘结的主要原因,同时分析了影响粘结倾向的各种因素,并提出应对措施。
【关键词】粘结;温度梯度;冷却初始阶段1.前言冷轧带钢经罩式炉再结晶光亮退火后可消除冷变形产生的加工硬化和内应力,使带钢具有符合标准的金相组织、良好的机械性能和光亮的表面。
但带钢在退火过程中有时产生局部粘结,造成平整开卷时粘结处发生撕裂变形、凸起,经平整后形成弯月状、马蹄状或弧形的凹印。
因粘结处变形产生加工硬化、塑性降低,使带钢产生部分或整卷的废次品。
因此,如何减少粘结产生的废次品,提高成材率,降低成本是迫切需要解决的问题。
2.粘结缺陷的形成机理罩式炉中钢带卷受热主要来自内罩的热幅射和保护气体的热对流。
因钢带卷紧卷退火,保护气体经端面向层间传热明显不如内、外表面,故在钢带卷径向形成温度梯度。
因加热时钢带卷内、外层升温速度大于心部,故内、外层的热胀大于心部,使外层与心部间压应力减小,内层与心部间压应力增大。
尽管随着温度的升高,内层与心部的温度梯度增大,压应力也随之增大,但此时卷心处于回复或再结晶形核阶段,其屈服极限降低不大,层间压应力仍低于屈服极限,故不产生塑性变形。
同时氢气在600℃左右才能与氧化物有效反应,故此时钢带卷层间接触处仍存在氧化膜,可阻止粘结的产生。
随着再结晶的进行,钢带卷屈服极限迅速降低,但同时内层与心部的温度梯度逐渐减少,压应力也随之减小。
因此,在加热阶段钢带卷层间产生粘结的可能性很小。
在冷却阶段,因内外层温降速度大于心部,使外层与心部层间因冷缩不均匀产生较大压应力。
尤其在冷却初始阶段,温度梯度逐渐增大,压应力也随之增大。
当卷心温度降至一定温度时(根据大量退火曲线的统计结果,此温度在600℃左右),卷心与外层温度梯度最大,压应力也最大。
因钢带卷经再结晶后屈服极限大幅降低,故在卷心温度由峰值降至600℃过程中,钢带卷层间局部凸起处(主要由带钢浪形或同板差过大引起)在压应力作用下产生塑性变形,使层间紧密接触面积显著增大。
碳钢冷轧罩式退火炉粘接缺陷种类及原因分析
( abncl rln ln o i u ni n&s e( r p C .Id J yg a as 7 5 0 ,C i ) C ro o l gpatfJ q nG nu 3 10 h a e u z a n
火方 式各 有优 缺点 , 中罩 式退火 路在采用 全氢保 护 其 气氛 技术后 , 品 的机 械性 能 、 相组 织 的均匀 性都 产 金
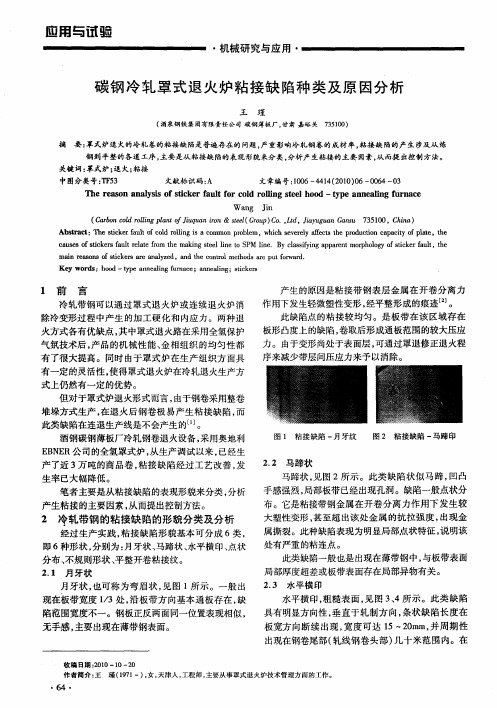
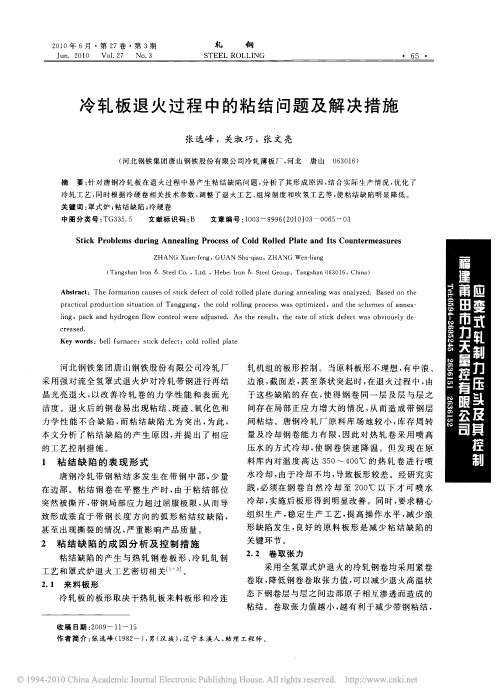
产 生 的原 因是粘 接 带钢 表 层金 属 在 开卷 分 离 力 作用下 发生轻微 塑性变形 , 经平 整形 成 的痕 迹 J 。 此 缺 陷点 的粘 接 较均 匀 。是 板带 在 该 区域 存 在 板形 凸度上 的缺陷 , 卷取后形 成通 板范 围的较大 压应 力 。 由于变形 尚处 于表面层 , 可通 过罩退修 正退 火程 序 来减少 带层间压应 力来 予 以消 除 。
应用 与i 式验
・
机械研究与应用 ・
碳 钢 冷 轧 罩 式 退 火 炉 粘 接 缺 陷 种 类 及 原 因分 析
王 瑾
( 酒泉钢铁 集团有限责任公 司 碳钢薄板厂 , 甘肃 嘉峪关 75 0 ) 3 10
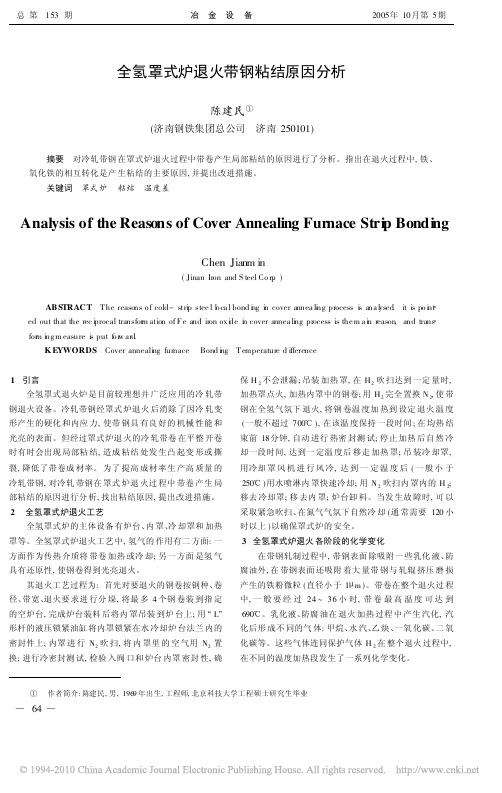
摘
要 : 式炉退 火的冷轧卷的粘接缺 陷是普遍存在的 问题 , 罩 严重影响冷轧钢卷的成材率 , 粘接 缺陷的产生 涉及从 炼 钢到平整的各道.序 , T 主要是从粘接缺 陷的表现形貌来分类, - 分析产生粘接 的主要 因素 , 而提 出控制方法。 从
K e o ds:h o —tpe a n ai g f r c yw r o d y n e ln una e;a ne lng;sik r n ai tc e s
1 前 言 冷轧 带钢可 以通 过 罩 式退 火 炉或 连 续退 火 炉消 除冷 变形过 程 中产 生 的加 工 硬 化 和 内应 力 。两 种退
冷轧板退火过程中的粘结问题及解决措施
1
粘结 陷的表现形式
唐 钢冷 轧带 钢 粘 结 多 发 生 在 带 钢 中 部 , 少 量
在边 部
粘结 钢 卷 在 平 整 生 产 时 , 由于 粘 结 部 位
突然 被撕 开 , 带钢 局部 应 力超 过屈 服极 限 ,从 而 导 致 形 成垂 直 于带 钢 长 度 方 向 的弧 形 粘 结 纹缺 陷 , 甚 至 出现 撕 裂的情 况 , 严重 影 响产 品质 量
势就 越 明显 , 处 于底 部就越 易粘 结 因此 , 在 生产 h 镇0. 7m m 薄 规格 钢 卷 时 , 罩退 机 组 采 用 人 工 组
规格 的卷取 张力 制度 见表 1
冷硬卷的卷取张力
0.40 ~ 0.50 3.5 0.50~ 1.15 3.0 ) 1.15 2.7
表2
SP C C 钢 不 同 规 格 带钢 的 退 火 工 艺 制 度
热点 / 冷点 / ∃ 十缓 冷 时间 / h
700/620 + 3 7 0 0 / 6 10 + 2 6 90 / 6 10 + 2
力 , 以减少粘 结 缺 陷 表 2 为 SP CC 钢种不同规 格 带钢 的退火 工 艺制度
缘粘结 , 不 仅不 利 于后 工 序开 卷 , 而且 会降低 产 品 成材率 根 据生 产 实际 , 经过 多次调 整 , 不 同产 品
表 1
产 品 厚 度 /m m 卷 取 张 力 /M P a 毛0. 40 4 .5
别 为 6 20 7 10 0 , 经 过 跟 踪 产 品 性 能 , 厚 1. om m C 规 格退 火卷 的伸 长率 为 4 % 一4 % (标准 3 % ), 6 7 厚 1. sm m 规 格 退 火 卷 的 伸 长 率 为 4 % 一 4 % 9 (标准 3 % ) , 远 远 高 于标 准要 求 8 经统计, 唐钢
碳钢冷轧罩式退火炉粘接缺陷种类及原因分析

( 1) 通过缓冷措施, 可有效降低薄带钢的粘接缺 陷发生的几率。 ( 2) 虽然缓冷措施可以大幅减少薄带钢出现粘 接的几率, 但很难根除, 每个钢卷本身表面的条件也 决定了粘接的发生倾向, 因此需从酸轧机组及前道工 序对钢卷板面状态进行控制。 ( 3) 平整机在厚带钢出现粘接时, 应适当增加开 卷速度 , 减少平整轧机降速、 增速的时间。 ( 4) 酸轧机组需控制带钢冷轧后表面的残铁量 , 信 息
[ 3]
。
图 7 粘接缺陷 - 不规则点块状
图 8 不规则点块 状
应用与试验
机械研究与应用 4 工艺条件的影响分析及改善措施
根据在平整过程 出现的粘结缺陷, 联系酸 轧过 程、 退火过程的工艺条件, 发现当前工艺执行过程中 存在诸多不利因素, 针对不利因素, 采取了相应措施 , 以求改善粘接的发生率。具体分析见表 1 所示。
( Carbon cold rolling p lan t of J iuquan iron & steel(G roup )C o . , L td, J iayuguan Gansu 735100 , Ch ina) Abstrac t : The sticke r fau lt o f co ld ro lling is a co mmon proble m, w hich seve re ly affec ts the produc tion capacity of p late , the causes o f stickers fault relate from the m aking stee l line to SP M line . By class ify ing apparent m orpho logy o f sticker fau lt , the m a in reasons o f stickers are ana lyzed, and the control m ethods are put for w ard. K ey word s : hood- type annea ling fu rnace ; annea ling ; sticke rs
带钢粘结浅析

【 键 词 】 带 钢 粘 结 扩 散 温 度 压 力 时 间 关
1 前 言
影 响 , 子 相 互 渗 透 作 用 受 以 下 几 方 面 因 素 原
的影响。 2. 1 压 力 压 力 的 大 小 影 响 两 块 钢 2. 板 的微 观 接 触 面 积 , 以及 钢 板 微 观 接 触 面 处 的变 形 能 , 力 越 大 , 易 形 成 粘 结 。 压 越 2 2 2 温 度 原 子 的 扩 散 能 力 主 要 取 ..
维普资讯
四 川 冶 金
带 钢 粘
攀钢冷轧厂
结 浅
齐 淑娥
析
【 摘 要 】 介 绍 带 钢 退 火 时 粘 结 产 生 的 机 理 、 响 因 素 和 罩 式 炉 生 产 过 程 中 的 温 度 和 压 力 分 影
布 , 结 缺 陷 出现 的 部 位 及 特 征 , 析 粘 结 易 形 成 的 阶 段 。 阐 述 了 带 钢 粘 结 的 控 制 方 法 。 粘 分
形 成 阶段 。然 后 才 能 据 此 找 出影 响 粘结 产 生 的诸 多 因素 , 析 这 些 因 素 的 影 响 方 式 及 控 分
制方法 。 2 简 单 粘 结 模 型 及 影 响 因 素
两 块 钢 板 相 互 局 部 焊 合 的 程 度 除 温 度 、 力 压 外时间是其 主要 的影 响 因素 。时 间越长 , 原
生 的机 理 、 成 过 程 以 及 生 产 过 程 中 的 主 要 形
决于温度 ; 时 , 度 升 高导 致 钢板 热膨胀 , 同 温 从 而 影 响 钢 板 的 接 触 压 力 。 温 度 越 高 , 子 原
的扩散能力越强 , 易产 生粘结 。 越 2. 3 时 间 2. 原 子 相 互 扩 散 的距 离 , 即
HPH退火带钢粘结问题分析和措施

HPH退火带钢粘结问题分析和措施HPH, 带钢, 措施, 退火, 粘结HPH退火带钢质量问题分析研究表明,不同类型的黏结由不同因素引发,而罩式退火工序经常被认为是产生黏结的唯一原因。
本文讨论各种类型的黏结产生机理以及预防措施。
全世界众多企业因黏结问题引起的损失高达10%。
大型轧钢厂一直致力于黏结问题及其产生过程的研究,目前已经使黏结率平均下降到1%以下。
引言现代技术的罩式退火炉中生产的退火薄钢板实现了最高的质量要求。
就拉伸性而言,材料力学性能已达到最优化,即屈服强度低、伸长率高、Lankfort系数(厚向异性)高。
同时,罩式退火炉(见图1)能够保证表面没有任何缺陷。
自低强度钢板有黏结敏感倾向后,避免黏结疤痕成为质量方面的主要目标。
一、黏结的分类“黏结”是描述材料塑性变形或流动以及扭折痕迹的综合词汇,在开卷时钢带未到达平整机轧缝前,就能清楚地看到带钢上这些流动和扭折痕迹。
黏结由金属裸露表面的压力焊合产生。
目前对焊合是否由两个面的烧结过程或其它黏结装置之间的扩散焊合过程引起,还没有明确结论。
然而,研究已经发现了各种类型的黏结现象。
而且产生此类缺陷的机理也已探明。
1.脊黏结脊黏结是带材宽度上非常有限的一些缺陷。
这些黏结主要由带材轮廓异常(如隆起)引起,从而在钢卷内部产生很高的辐射状压力。
2.点黏结点黏结只限于带材上的局部点。
产生的主要原因是局部压力过高(如钢卷夹具引起),以及无意间外来物体裹挟进钢中,这在开卷时能明显看到。
3.边部黏结顾名思义,边部黏结发生在带材边部。
它们是带材边部非常有限的裂痕,由钢卷和对流加热器平板或载流子之间的相对运动产生,结果这些部分和钢卷的加热、冷却速率产生偏差。
此外,钢卷处理上产生的破坏,如表面不平也能引起边部黏结。
使用硬度更高的高锰含量的平板式对流加热器可减少边部黏结。
平板式对流加热器和载流子的设计也很重要。
输送面积大于50%的平板式对流加热器能够使薄带材(厚度<0.7mm)上的边部黏结最小化。
冷轧带钢的退火缺陷及原因分析
冷轧带钢的退火缺陷及原因分析粘结、氧化色和性能不合是冷轧薄板退火工序中存在的三大问题,尤其是粘结与氧化色这两种缺陷较为突出。
一、造成粘结的原因1、张力过大。
张力是引起钢卷粘结的主要原因之一。
张力包括轧机的轧制张力和卷取张力。
张力过大时,会使保护气体的气流循环不好而产生热阻滞,使钢板发生粘结。
2、板形不良,板形不好会使带钢在纵向上出现两边厚,中间薄或两边薄,中间厚或边浪、中间浪,多条浪及周期性局部浪形等,经高温退火后,都能产生粘结。
3、卷取时出现参差不齐的溢出边,带钢卷取不齐,特别是较薄的板子,容易产生粘结。
4、乳化液不纯。
乳化液中有杂物,经退火蒸发后残留于钢板与钢板之间,如吹除不净,也会产生粘结。
5、超温。
如果炉内出现严重超温时,也必然会引起粘结。
主要原因是,测量温度热电偶失控。
6、炉内保护气体循环不良。
由于装炉堆垛不符合要求,致使保护气体在炉内循环不好,使炉温不均匀,个别部位形成热阻滞严重,温差大而发生粘结。
7、对流板变形,表面平整度、光洁度差而影响钢卷边缘的气体循环,形成粘结。
8、堆垛过重。
主要指极薄板,如果堆压太多则极可能带来粘结。
9、退火参数选择不当。
针对不同规格、钢种的钢卷应采取不同的退火工艺参数。
二、造成氧化的原因1、系统不封闭。
2、保护罩“鼓肚”、破裂及法兰盘变形。
3、密封圈老化与破损。
4、冷却器破裂。
5、高温出炉。
如果不按工艺要求生产,抢产量而高温出炉,也是会使钢卷氧化的。
6、温控系统故障。
无论是测量、变送、记录,只要一个环节有问题,退火曲线所记录的温度就不会准确,这也是氧化的重要因素。
7、保护气体吹洗不充分,内罩里和外部快冷系统里的空气排除不干净。
另外,如果是残留乳化液过多或湿度较大的钢卷,则吹洗时间应比一般情况下要多一些,否则也达不到光亮退火。
8、在刚开始喷淋快速冷却时,分流的保护气体由于冷却后其体积突然缩小而造成炉内压力差引起内罩负压,而导致空气侵入。
9、保护气体露点高。
露点高的,说明保护气体中含水量高,这必然会给退火钢卷带来氧化色。
退火粘接分析

退火粘接分析罩式退火粘接分析及治理1、前言退火是冷轧钢带不可缺少的一个重要生产工序,其主要目的:消除钢带冷轧变形产生的加工硬化和内应力,使带钢具有客户要求的金相组织、良好的机械性能和光亮的表面。
退火炉有罩式退火和连续退火两种形式,其中罩式退火以投资省、占地面积小、生产组织灵活、适合品种钢开发等优点在中小企业得到广泛的应用,但罩式退火的生产特点决定了在罩式退火过程中容易出现粘结缺陷,使得产品质量降级甚至判废。
莱芜市泰山冷轧板有限公司950产线以SPCC为主,产品规格主要集中在0.15-0.5mm*712-830mm,退火采用的是罩式退火,产品质量稳定。
但进入2011年后粘接缺陷在冷轧内部缺陷中一直处于首位,严重影响了产品质量的提升和企业的信誉和效益,因此有必要对造成粘接缺陷的因素进行系统分析并彻底根治。
2、粘接缺陷机理分析关于罩式炉中产品粘接的机理在国内外众多刊物上都有介绍和分析,究其根本原因是:在退火过程中钢卷内部存在温度梯度和压应力,高温作用下局部压应力过大超过屈服极限而产生塑性变形,处于热激活状态的铁原子发生跨金属界面迁移在界面处形成共生晶粒而产生粘接。
钢卷内部的压应力主要是由两部分组成:一部分是退火温度变化而带来的热应力,主要取决于退火工艺制度;另外一部分则是钢卷进入退火炉之前的原始内应力,主要取决于轧机或脱脂机组卷取张力的设定。
在加热阶段,钢卷内外层升温速率大于芯部,造成外层与芯部间压应力减小,内层与芯部间压应力增大,使得内层与芯部之间的钢带存在粘接趋势。
在冷却阶段,内外层降温速率大于芯部.造成外层与芯部间因冷缩不均匀产生较大压应力。
尤其在冷却初始骱段,温度梯度逐渐增大,压应力也随之增大。
当卷芯温度降至一定温度时,卷芯与外层温度梯度最大,压应力也最大,使得外层与芯部之间的钢带存在粘接趋势。
在高温作用下带卷的屈服强度大幅降低,带卷层与层之间在压应力作用下局部(厚度不均、凸起部位)会产生塑性变形,使层间接触面积显著增大,界面间铁原于扩散速度加快,当扩散层达到一定深度,即形成粘结。
冷轧带钢退火粘结缺陷影响因素的研究及控制措施

摘要 : 文章在结合冷轧厂从轧制工 艺、 火工 艺到平 整 工艺等生产过 程着重进行 了对粘 结缺 陷的研 究, 退 目的是 找 出影响
粘 结 产 生 的诸 多 因素 , 分析 这 些 因 素 的 影 响 方 式及 控 制 方 法 。
关键 词 : 冷轧 带钢 ; 粘结 ; 带加热罩冷却
中图 分 类 号 : F7 T 文献 标 识 码 : A
( )碳 含量 。当碳含 量增加 时 , 3 碳原 子 占据 更多 空位 ,
使 用 于铁 原 子扩 散 的 空 位 浓 度 降 低 , 自扩 散 系 数 减 小 ; 时 , 同 带 钢 的 高温 屈服 极 限 增 大 , 冷 却 初 始 阶 段 带 钢 卷 层 间 塑 性 在 变形减小 , 结倾向减弱。 粘
原子的浓度梯度成 正 比, 轧制厚 度越 小 , 原子 的浓度 梯 故 铁
度 越 大 , 原 子 的 扩 散 流 量越 大 , 结 倾 向越 严 重 。 铁 粘
重 从 粘 结 产 生 的机 理 、 形成 过 程 以及 生 产 过 程 r 的 主要 形 成 l | 阶段 , 出 影 响 粘 结 产 生 的 诸 多 因 素 , 析 这 些 因 素 的影 响 找 分 方 式 及 控 制 方 法
度, 外层升温速度太快 、 热胀大于芯部 , 使外层 与芯部 间压应
力减小 , 内层 与芯 部 间压 应 力 增 大 , 着 温 度 的 升 高 , 应 力 随 压 也 随之 增 大 。但 此 时 卷 芯 处 于 回复 或 再 结 晶形 核 阶 段 , 屈 其
服极 限降低不大 , 层间压 应力 仍低 于屈服 极限 , 不产生 塑 故 性变形 。同时 , 因氢气在 6 0C 右才能与氧化物有效反应 , 0  ̄左 故此 时带 卷层 间接 触处 仍存在 氧化膜 , 阻止 粘结 的产生 。 可 随着 再结 晶 的进 行 , 卷 屈 服 极 限 迅 速 降 低 , 同 时 内层 与 带 但 芯部 的温 度梯 度逐 渐减小 , 压应 力也 随之 减小 。因此 , 加 在 热 阶段 带 卷 层 间产 生 粘 结 的可 能 性 很 小 。 冷却 阶段 , 因内外层 温降速 度大 于芯部 , 使外层 与芯 部 间 因 冷缩 不 均 匀 产 生 较 大 压 应 力 。 带 钢 再 结 晶 后 屈 服 极 限
浅谈罩式退火粘结的产生原因及控制措施

浅谈罩式退火粘结的产生原因及控制措施罩式退火钢带粘结缺陷是指冷轧退火钢卷相邻层之间相互粘和在一起,造成钢卷开平时钢板表面变形、损伤、甚至撕裂的缺陷。
为了生产出高质量的冷轧薄带钢,有效控制粘结的产生是极其重要的生产环节。
罩式退火粘结缺陷一般是在冷却阶段初期产生的,产生的机理是由于带钢卷层间在高温度、高应力下长时间相互压合,形成类似压力焊接的条件产生局部焊合,形成钢带表面粘结。
罩式退火工艺参数如加热温度、高温阶段冷却速度、保护气体种类;冷轧工艺如卷曲张力、板形、粗糙度、表面残留物;钢卷材质和规格都对罩式退火粘结产生影响,粘结程度是各方面综合作用的结果。
合理控制诸因素可以减轻或消除粘结。
退火工艺对粘结的影响是直接通过温度和时间的作用,但间接地是通过钢卷中由温度场产生的热应力来影响粘结的形成。
退火工艺中采用的保护气体种类,也是影响钢带表面粘结的因素。
目前罩式退火炉使用的保护气体主要是氮氢型保护气体和全氢型保护气体。
对于强对流全氢罩式退火炉来讲,使用全氢型保护气体,由于氢气的热导率是氮氢型保护气体的数倍,加上强烈的对流热交换,可大大缩短退火周期。
同时由于氢的高渗透性,全氢又可改变钢卷温度场分布,降低钢卷内外温差,使钢卷在实现光亮再结晶退火的同时有效地减少了钢卷的粘结。
为了保证产品质量应尽可能选用全氢罩式退火炉退火。
而表面残余的氧化铁粉在全氢高温还原气氛下将被还原成微细的纯铁粉颗粒,反应式为FeO + H2 = H2O + Fe。
这些微细纯铁粉颗粒在层卷间充当“焊接剂”使得紧紧压合在一起的卷层更容易“焊合”在一起,形成粘结。
降低卷曲张力,增加层间间隙,可以改善传热条件,缩小钢卷内外加热、冷却时的速度差,降低钢卷内外温差。
因此降低轧钢卷取张力值,可以有效减少退火高温状态下钢卷层与层之间边部原子相互渗透而造成的粘结。
卷取张力值越小对减少粘结越有好处,但过小会造成钢卷卷形不好,扁卷、松卷、散卷等,同时影响平整生产,平整时易产生钢卷层间滑动造成擦伤缺陷。
冷轧带钢退火粘结缺陷原因分析及控制措施

冷轧带钢退火粘结缺陷原因分析及控制措施摘要:本文针对八钢公司冷轧带钢3种不同位置的粘结缺陷产生的原因进行了系统性分析,并采取了针对性的措施,效果明显。
关键词:冷轧带钢;退火;粘结Cause analysis and control measures of bonding defects in coldrolled strip annealingXu Jian- sheng,Wang Gong ping,Jiao-dong li(Xinjiang Bayi Iron&steel Co.,Ltd.,Baosteel Group,Urumqi830022,xinjiang ,China)Abstract: t This paper systematically analyzes the reasons of bond defects in three different positions of cold rolled strip steel in Basteel company, and adopts the targeted measures with obvious effect。
Key words:cold roled steel strip;annealing;sticking1.引言八钢公司冷轧分厂使用EBNER强对流全氢型保护气体单垛式罩式炉对冷轧卷直接进行再结晶光亮退火,罩退前无脱脂处理工艺,退火后在后序生产过程中因粘结缺陷封闭降级量大。
粘结严重时,2小时只能生产1卷钢,且发生多次因带钢撕裂而引发断带的事故,严重影响生产节奏及生产成本。
为了进一步提高生产节奏,降低粘结缺陷量,本文对针对八钢公司冷轧带钢三种不同位置的粘结缺陷产生的原因进行了分析,并提出改进措施。
2全氢罩式炉退火工艺规程将炉料装好,清理炉台密封圈及内罩法兰的杂物,吊扣内罩,液压压紧到位(炉内保护气体出口阀自动关闭),在工作负载空间室温条件下,进行N2试漏15min,试漏合格后用流量为120 m3/h N2清洗45min,使O2≤1%。
罩退冷轧钢带粘结缺陷分析及工艺优化

Ab s t r a c t : T a k e t h e c o l d—r o l l e d s t r i p o f 0 . 8 mm S P C C a s a n e x a mp l e , p r o c e s s t e mp e r a t u r e a n d i n t e r l a mi n a r s t r e s s d i s t r i b u t i o n
o f F u l l —h y d r o g e n Be l l —t y p e An n e a l i n g F u r n a c e
Li Pi ng
( S h a n d o n g I r o n& S t e e l G r o u p C o . , L t d .J i n a n C o mp a n y , J i n a n 2 5 0 1 0 1 S h a n d o n g , C h i n a )
要问题 , 月改判率最高达 1 . 4 %。
面的辐射换热 、 加热罩外表面散热 、 加热罩壁 的导 热。冷却罩内的传热主要是空气与内外罩的对流换 热、 内外罩表面的辐射换热 、 冷却罩外表面散热 、 冷 却 罩 内部 导热 。
罩 退冷 轧 钢 带粘 结缺 陷分 析及 工 艺优 化
李 平
2 5 0 1 0 1 )
( 山东钢铁股份有限公司济南分 公司 , 山东 济南
摘
要: 以厚度规格为 0 . 8 m m的 S P C C冷轧钢带为例 , 利用 A N S Y S 有限元分析软件分析了钢卷在全氢罩式炉
退 火过程 的温度 和层 间压应力分布情况 , 得 出在冷却 阶段卷心温度为 6 5 0℃左右和 4 5 0 o C左右 , 层 间压应力分别大 于 3 0 M P a
CSP冷轧薄板罩式退火过程粘结的分析和工艺改进

( tr n tl ryS h o,In rMo g l nv ri fS in ea d T c n lg ,B oo 1 0 0; 1 Maei a d Meal g c ol n e n oi U iest o ce c n eh oo l a u a y y atu0 4 1
poe s-fra ec oigt 6 ℃ ,arc l gt 8 ℃ te trc l g n n raigH2p r , rc s u c ol 5 0 n n o i o i o3 0 n h nwae o i ;a dicesn ui n y t
M a e ilI d x CS o d Ro ig S e t tra n e P C l l n h e ,Be y u n c ,A n ai g t k n l T p F r ae e n e n ,S i ig l c
经过 罩式炉退 火 的冷轧 钢 卷 在平 整 开 卷时 , 有
表 2 包钢 S C P C钢冷轧薄板粘结数据统计
Ta l S a it a a a f c l ol d s e t s c i g o be2 t tsi l d t o o d r l h t k n f c e i S CC t la o o t l P se tBa t u S e
时会出现局部粘结 , 粘结是冷轧带钢经过罩式炉退 火产生 的一种质量 缺 陷 , 目前在粘结 造成
平整开卷 时产生很 大 的开 卷 阻 力 , 使粘 结 处 发 生撕 裂变形 、 凸起 , 经平 整 后 形成 弯 月 状 、 蹄状 或 弧形 马 的 凹印, 带钢产 生部 分或 整 卷 的废 次 品 。为 了生 使 产 出高质 量的冷 轧带 钢 , 制粘 结 的产 生是 重 要手 控
冷轧钢卷产生粘结的机理及控制措施

冷轧钢卷产生粘结的机理及控制措施罗裕厚(攀钢冷轧厂,四川攀枝花617022)摘 要:通过对冷轧厂罩式炉退火时钢卷产生的粘结缺陷的分析,探讨了粘结产生的机理;通过对其主要影响因素(退火工艺条件、带钢表面粗糙度和清洁度、卷取张力、板形、平整工艺等)的研究,找到了粘结的控制措施。
关键词:冷轧钢卷;粘结;罩式炉;退火;平整中图分类号:TG156126 文献标识码:A 文章编号:1004-7638(2002)02-0029-05FORMING MECHANISM AN D COTR OLL ING MEANS OF BON DING DEFECTIN COLD-R OLL ED COI LL UO Yu-hou(Cold Rolled Plant of PZH Steel,Panzhihua617022,Sichuan,China)Abstract:By means of analysis the bonding defect formed during batch annealing in cold-rolled coils, the forming mechanism of bonding was found.The influence factors of bonding defect,which includes annealing process,steel surface finish and cleanliness,coiling tension,plate shape,temper rolling pro2 cess and so on,were analyzed.So the controlling means of bonding was gotten.K ey Words:cold-rolled coil;bonding;batch type annealing furnace;annealing;cold rolled temper1 引言 粘结是冷轧带钢经过罩式炉退火产生的一种表面质量缺陷,目前在世界范围内采用罩式炉退火的冷轧厂中都不同程度地存在,例如在国内冷轧技术中处于领先地位的宝钢,其粘结废次品也在0.7%左右。
冷轧带钢粘结缺陷的影响因素及控制措施

冷轧带钢粘结缺陷的影响因素及控制措施摘要本文结合冷轧薄板厂生产实际情况,对通过罩式退火炉退火后钢带产生的粘结缺陷的形成机理、影响因素进行了分析,提出了相应的控制和补救措施。
关键词冷轧带钢;粘结;因素;措施AbstractIn this paper, the actual situation of cold-rolled sheet plant, through the annealing furnace for annealing steel strip produced by the formation mechanism of bond defects, affecting factors were analyzed, the corresponding control and remedial measures.Key wordsold-rolled strip of adhesive Measure前言强对流全氢罩式退火炉具有生产灵活性大、效率高、产品退火后表面好、机械性能优等特点。
冷轧带钢经罩式炉退火后消除了因冷轧变形产生的硬化和内应力,使带钢具有良好的力学性能和光亮的表面。
但是冷轧钢带粘结是经过罩式退火炉后钢带一种常见的表面质量缺陷。
为了提高产品质量及成材率,本文对粘结缺陷的产生机理进行了分析,找出影响带钢粘结的各类因素,提出控制及改进措施。
形成机理粘结缺陷是冷轧钢卷层与层之间接触过分紧密,经过退火后成为一体,在平整中撕开后产生的常见的冷轧缺陷。
截取粘结部位试样在显微镜下观察,可以看到在两层钢板板之间有共生晶粒出现,在共生晶粒中有共生碳化物。
这表明,两层钢板在粘结处已成为同一金属休。
冷轧后钢卷层间压力随张力的增加而加大,也受局部显微应力变化的影响。
当层间压应力超过一定极限后,在退火条件合理的情况下层间金属离子相互扩散,形成共生晶粒,甚至出现共生碳化物,使局部形成粘结。
当钢卷加热到一定温度、保温一定时间后,钢板表面粒子获得了用于克服周围粒子约束和层间势能的能力,以带钢层间贴合面为桥梁,扩散到另一个钢板表面上去。
CSP冷轧基板罩式炉退火粘结研究

中 图分 类 号 : G 5 .6 T 162
Re e r h o l l d ColPr d c d b P’ n d n s a c fCo d Rol i e o u e y CS SBo g i g
L U W e I n
1 引 言
随着 C P技术 的发 展 , S 各大 钢 铁公 司 逐渐 采用
CP S 热轧卷生产冷轧产品。C P热轧卷与常规热轧 S
卷相比具有晶粒细 、 强度高的特点, 其晶粒度 比常规 热轧高 l 2 , 一 级 屈服强度 比常规热轧高 3 P 左 0M a 右, 因此 以 C P为基 板 的冷 轧板 如何 选 择合 适 的冷 S 轧、 退火 工艺 以降低 粘 结 缺 陷率 是 一个 需 要 展开 研
究 的课题 。
2 粘 结缺 陷 的形 成 机 理
粘结 是带 钢在 罩 式 炉退 火 时 , 铁原 子 在 两层 钢 板 之间发 生扩 散 , 由于罩式 退火 时间较 长 , 为粒 子扩 散 提供 了足够 的能量 , 钢板 表面 的晶粒 不断长 大 , 晶
图 1 粘 结 纹 形 态 图
t v i o dn od Ro e i P o u e y C P. §n c s ay t t d f be t c n lg . o a od b n i g C l i d Col r d c d b S i l t e e s r o s y a a a l e h oo y u n Ke o d :C P; od rl d; n i g b th a n ai g fm a e y W r s S c l ol b d n ; ac n e l u c e o n
冷轧钢卷退火过程粘结原因分析及预防

图 2 带卷退火曲线图
4 粘结的预防措施
通过对带卷退火曲线进行对照分析,可以发现粘结最 易发生在钢卷的冷却阶段。另外,轧制和平整工艺等因素 也对粘结产生重要影响。预防粘结可采取以下主要措施: (1)优化退火工艺。在退火工艺的冷却阶段,冷却速度越 快,钢卷内外温差△ 越大,形成的压应力也越大。在 420 ~ 620 ℃温度段容易形成粘结,因此在冷却阶段带钢温度 高于 420 ℃时,冷却速度不能过快。可以采用带加热罩冷 却到 420 ℃,然后换冷却罩进行风冷和水冷。(2)控制轧 制工艺。包括表面清洁度和粗糙度、卷取张力以及板形 等。由于粘结是在高温状态下钢卷层与层间原子相互渗透 的结果,因此表面清洁度在很大程度上影响了原子的这种 渗透能力,而带钢表面清洁度过高或过低都不利于粘结的 控制,可采取合理选配乳化液和设定适当的喷吹压力等措 施。带钢表面粗糙度适当大一些,有利于避免粘结,因此 适当提高轧机工作辊原始粗糙度有利于避免粘结。适当降 低轧钢卷取张力值,可以减少退火高温状态下钢卷层与层 之间边部原子相互渗透而造成的粘结。控制轧制参数和轧 后冷却,获得良好带钢板形,避免在退火过程中由于钢卷 同一层及层与层之间都存在不同的应力值造成钢卷粘结。 (3)控制平整工艺。包括开卷力和开卷角度、开卷速度和 平整延伸率等。钢卷打开时,粘结的层与层间存在相互的 作用力,较大的钢卷法向应力会造成粘结带钢表面拉伤, 出现严重的粘结缺陷,应控制适当的开卷角度,尽可能使 带钢沿钢卷切向打开,从而减少粘结 2 。保持较大的开卷 速度可使带钢强度迅速越过屈服区域,从而避免或减轻粘 结缺陷的产生。采用恒延伸率控制,尤其较大的延伸率, 有利于对粘结的挽救。
5结语 冷轧钢卷退火时即使采用全氢罩式退火替代常规罩
式退火仍然存在局部粘结现象,可通过优化退火工艺、控 制轧制工艺、控制平整工艺等措施减轻粘结现象,从而 改善表面质量和提高钢卷成材率。
全氢罩式炉退火带钢粘结原因分析
#
65 #
图 1 带卷冷热点温度曲线图 图 1 中 0~ 10 小 时为快 速升 温阶 段 , 10~ 28 小时 为 恒温退火阶段 , 28~ 31 小时为自然空冷阶段、 31~ 42 喷水 冷却阶段。然后卸卷 , 吊运到终冷台冷却到常温。 带卷在加热段温 度差 ∃ T 较 大。加热 时带 卷卷眼 层 和外层温度上升速度 大于芯部 , 其冷点 在带卷芯 部 , 外层 热膨胀大于芯 部 , 使外 层与 芯部 间压 应力 减 小。这一 阶 段时间相对较 短 , 带卷 层间 压应 力小 , 不 容易 产生 粘结。 随着退火时间的增 加 , 带卷的 温度差 ∃ T 逐 渐减 小 , 压 应 力也随之减小。 在冷 却阶 段 , 带卷 卷眼 层和 外层 温度 下 降速度大于芯部 , 其原先的冷点 变成热 点在带卷 芯部 , 外 层冷缩大于芯 部 , 使外 层与 芯部 间压 应力 增 大。这一 阶 段时间相对较 长 , 带卷 层间 压应 力较 大 , 容易 产生 粘结。 退火温度曲线如图 2。 从图中可以 看出 退火 曲线 可分 为快 速升 温阶 段、 恒 温退火阶 段、 自 然 冷却 阶 段、 空 冷阶 段、 喷 水 冷 却 阶段。 在加 热段的 280∀ 到 400∀ 段 , 带 钢表面 的铁 ( 或 铁的 微 粒 ) 发生氧化 反应 ; 在 加热 和冷 却阶 段的 420∀ 到 620∀ 温度 段 , 带 钢表面 的氧化 铁被还 原成铁 ; 在 620∀ 以 上阶 段铁不参与化学反应 , 保护气体 与带钢 表面的碳 反应 , 产
图 2 带卷 退火曲线图
1 - 水平线为加热罩加热的最 高上限温 度 850∀ ; 2 - 曲线 为 内罩内的实际退火 温度曲 线 ( 690∀ ) ; 3 - 曲 线为加 热罩 加热 的 实际温度曲线 ; 4- 折线段为设定的退火曲线。
柳钢冷轧带钢粘结成因分析及控制措施

柳钢冷轧带钢粘结成因分析及控制措施发布时间:2022-04-29T09:42:07.657Z 来源:《工程建设标准化》2022年37卷第1月1期作者:张敏陆长春[导读] 针对柳钢冷轧带钢在退火过程中易产生粘结缺陷的问题张敏陆长春广西柳州钢铁集团有限公司摘要:针对柳钢冷轧带钢在退火过程中易产生粘结缺陷的问题,分析了柳钢冷轧厂带钢粘结的形成原因,与各生产工序之间所造成的影响。
根据相关影响因素的探讨,通过调整生产工艺和制度等手段,找出生产症结问题的解决办法,实施后取得较好的成效。
关键词:冷轧带钢;粘结;应力一、概述粘结、渗透性油斑是柳钢冷轧厂退火工序存在的主要质量问题,本文重点探讨粘结的相关问题。
目前柳钢冷轧厂一退火区域2019年下半年的粘结协议品率为0.14%,粘结协议严重影响了冷轧产品的质量和形象,因此通过分析粘结产生的原因,有针对性的采取措施,有效地控制粘结缺陷的产生。
二、粘结缺陷的产生机理粘结缺陷的主要表现形式为退火过程中带钢层错间的原子发生相互渗透焊合在一起,带钢平整开卷时,焊合的部位突然被撕裂,而形成的带钢表面损伤。
粘结缺陷根据不同的带钢厚度,表现出来的损伤情况也不一定相同,薄带钢抗弯刚度低,粘结趋向折裂,而厚带钢则只会出现局部损伤。
下图为粘结实物图。
轻微严重三、生产过程中的影响因素3.1酸轧工序的影响3.1.1卷曲张力钢卷卷曲时卷曲张力根据不同的品规来确定,但一定要确保张力的稳定,卷取张力过大,退火生产的热应力也更加集中,特别是薄规格产品,卷取张力过大,板层间接触过紧,可将带钢层与层想象成理想状态,成为一个整体,受热时会形成局部热量集中,进而形成相互粘结。
因此降低卷曲张力,可以减少在退火过程中高温状态下带钢因层错间过紧原子相互渗透而造成的粘结。
在卷曲开始阶段加大张力,卷曲50圈后将卷曲张力减小10-20N/mm2,可有效减少粘结的产生。
3.1.2板形质量在轧制过程中,带钢的延伸不均匀的情况很难避免,浪形普遍存在。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收稿日期:2003-03-21作者简介:牟 浩(1968—),男,工程师,主要从事工业炉窑设计及技术开发工作.文章编号:1001-6988(2003)022*******浅析冷轧带钢在罩式炉退火中产生的粘接牟 浩1,刘 吉力2(1.马鞍山钢铁设计院有限责任公司,马鞍山243000;2.马钢冷轧板厂,马鞍山243000)摘 要:经过罩式炉退火的冷轧带钢卷在开卷时有时会出现粘接这一表面缺陷。
出现粘接的带钢卷层在平整开卷时将产生很高的开卷阻力,并在带钢表面造成带钢撕裂或折裂,同时伴随有开卷噪音。
带钢粘接受许多操作因素的影响,其中有些因素又相互影响。
对影响钢卷粘接的因素作了定性分析。
关键词:钢卷;罩式退火炉;粘接中图分类号:TG 15612 文献标识码:BAdhesion of Cold 2R olling Steel Strip R oll R aised in the Q uenchingProcess in B atch Annealing Furnace 2C auses and TreatmentsM U Hao 1,LI U Jie 2(1.Institution o f Research &Design ,Maanshan Iron &Steel Co.Ltd.,Maanshan 243000,China ;2.Cold 2Rolling Steel Strip Mill ,Maanshan Iron &Steel Co.Ltd.,Maanshan 243000,China )Abstracts :The defect of adhesion is raised when the cold 2rolling steel strip is uncoiled along with the large quantity of counter 2force after quenched in batch annealing furnace.As the result ,cracks are emerged in the steel strip ,and high level of noise is caused.Various factors are contributed to the adhesion ,s ome of which are interacted.Certain studies were made into these factors and treatments are proposed.K ey w ords :steel strip roll ;quenching in furnace ;adhesion1 前言在罩式炉退火过程中,冷却阶段开始时,被退火的钢卷中出现很高的径向热压应力,这使带钢卷层在超过600℃的温度下长达数小时的相互压合焊接在一起,由此而产生粘接。
这是造成粘接这一表面缺陷的主要原因。
另外,高的退火温度,长的退火时间,冷却阶段开始时的快速冷却,高的卷取张力,高的表面残余物,光滑的带钢表面(即低的表面粗糙度),以及薄又软的钢卷都有利于粘接的形成。
为避免出现粘接,在600℃以上时的冷却速度不能过快。
2 带钢粘接的表现形式在粘接程度相同时,粘接在一起的钢卷层分离后所出现的表面缺陷不一定相同。
薄带钢由于抗弯刚度低而趋向折裂,而较厚的带钢表面则只出现局部的损伤。
3 生产操作中的影响参数3.1 退火工艺在钢卷加热过程中,由于径向热传导,外侧带钢温度比内侧带钢温度高,由于热胀而使带卷变松。
在冷却时情况正好相反。
冷却阶段一开始,在较冷的外区和较热的内区中的温差就远远拉大。
由于冷4缩钢卷外层收缩到内层上而极大地提高了卷层之间的压力。
这维持在高温下长达数小时的挤压力是形成粘接的主要原因。
使得在钢卷中的某些位置上出现了类似于扩散压力焊接时的条件。
退火工艺对粘接的影响是直接通过温度和时间的作用,但间接地是通过钢卷中由温度场产生的热应力来影响粘接的形成。
退火温度愈高,冷却速度愈快,则内外温差愈大,形成的热应力也越大,尤其是冷却开始时形成的压应力更大。
因此,在冷却开始阶段带钢温度高于600℃时,冷却速度不能过快。
另一方面,退火时间愈长,则钢卷在高的径向热压应力状态作用下的时间越长,更有利于某些位置扩散压力焊接条件的形成,从而更利于粘接的形成。
退火工艺中影响粘接的因素还有采用的保护气体的种类。
对于全氢罩式退火炉,由于氢气的热导率较其他保护气体要高得多(是氮氢型保护气体的6~7倍),且通过强烈的对流热交换,可大大缩短退火周期,同时又可改变钢卷温度场分布,使钢卷在实现光亮再结晶退火的同时有效地减少了钢卷的粘接。
3.2 表面残余物质的影响冷轧后,在带钢表面将不可避免地会残余一些轧制残余物,如表面残余氧化铁粉、残油以及残余乳化液等油脂与脏物。
这些物质在全氢罩式退火炉中将会发生一系列的化学反应,其中轧制油与残余乳化液在还原高温气氛作用下,大部分将发生分解并挥发掉。
而表面残余的氧化铁粉在全氢高温还原气氛下将被还原成微细的纯铁粉颗粒,即Fe2O3+H2ϖFe+ H2Oξ。
此表面残余氧化铁粉在高温全氢气氛下转变为微细纯铁粉颗粒,这一化学反应过程使得紧紧压合在一起的卷层就有可能焊合在一起,形成粘接。
因此,降低表面残余物质,尤其是表面残铁粉的量能有效地降低粘接的发生。
一般要求冷轧时通过合理选择乳化液系统,以及通过调节喷吹压力等措施,使冷轧后带钢表面残余氧化铁粉控制在150mg/m2每面以下,而残油量要求控制在300mg/m2每面以下。
如有可能,在某些情形下有必要在乳化液系统中添加一定量的抗粘接剂。
在有些企业的冷轧产品生产过程中,就采用脱脂机组对冷轧后的半成品进行脱脂处理,然后再进入罩式退火炉退火,其目的就是为了降低表面残余物的含量以减少粘接的发生。
3.3 卷取张力的影响卷取张力是形成钢卷高温冷却时卷层间压应力的重要因素之一。
冷连轧卷取张力越大,则退火冷却时层间热压应力也越大。
因此,有些钢铁企业对于冷轧卷取张力是有严格规定的(尤其是对于材质柔软的薄规格产品),如在开始卷取阶段的卷取张力可以大些(40~46N/m m2),在卷取一定的数量以后,将卷取张力减少到20~24N/m m2左右。
当然,卷取张力的选择首先要满足冷连轧轧制工艺对各段张力的要求。
张力对粘接的影响除表现为张力的大小外,整卷张力的稳定也是一个重要的因素。
如果张力的波动过大,势必会造成钢卷某些部位的卷取张力过大,在这些部位形成的热压应力也越大,有利于粘接的形成。
3.4 表面粗糙度的影响带钢表面粗糙度对钢卷粘接的总体影响趋势为:愈光滑的带钢表面愈易于产生粘接。
其原因是:具有高的粗糙度的带卷,其卷层间接触点的数量比低的粗糙度的带卷要少,接触点的大小也比低粗糙度的带卷要小,因此其卷层间的微观压力也不同于具有低粗糙度的带卷。
这样在退火冷却时,虽然由于宏观热压应力的作用形成卷层间的微观压应力,但由于高粗糙度的带卷卷层间的接触点数量少且尺寸小,因此减少了扩散压力焊接点的形成,减少了焊接发生的概率。
粗糙度是冷轧薄板生产轧制工艺中的一个重要参数,这不光是下道工序(如罩式退火或涂镀)对冷轧轧制的要求,冷轧轧制工艺本身对粗糙度也有要求。
因此,对于冷轧轧辊需要定期地进行磨辊与打毛,且在轧制时需对粗糙度进行监控与检测。
3.5 其他因素除上述因素外,钢卷的几何形状、钢卷材质、平整工艺等对钢卷粘接都存在一定的影响。
钢卷的几何形状(如厚度、宽度、板形、平直度)会直接影响到钢卷温度场和应力场的分布,这是几何形状影响粘接的直接原因。
不规则的几何形状更有利于粘接的形成。
另外,柔软的薄规格产品也有利于粘接的形成,可能的原因是:柔软的产品其延展性好,因此在平整开卷时刚性不足,更倾向于发生撕裂或折裂。
平整工艺对粘接的影响主要表现在开卷速度,若在钢卷中产生轻度的粘接,可在平整时通过提高开卷速度把粘接降低到可接受的程度。
(下转第48页)14《工 业 炉》 第25卷 第2期 2003年5月 (2)炉子燃料热量组成转炉煤气热量:1944×4.18×104k J/h(占77.8%)。
高炉煤气热量:556×4.18×104k J/h(22.2%)(3)燃料小时消耗量转炉煤气:10800m3/h;高炉煤气:6030m3/h。
(4)转、高炉煤气混合体积比10800∶6030=1.8∶1转、高炉煤气单位体积百分比含量66.17%(转),35.83%(高)(5)混合煤气热值 Q=1441.7×4.18k J/m3(6)空气耗量 V B=20250m3/h(7)产生烟气量 V r=34094m3/h5 应用效果经过一系列技术改造及生产操作的改进,取得了良好的经济效益和社会效益,实现了转、高炉煤气混烧替换重油与高炉煤气混烧的目的。
按2002年9月改造后生产统计数据,在炉子产量100t/h情况下,高炉煤气耗量为10314m3/t材,转炉煤气耗量为82m3/t材,按年产量60万t计算(重油单价1.5元/kg,高炉煤气0.05元/m3,转炉煤气0.10元/ m3),改造项目的总投资为232.42万元。
计算结果为:(1)改造后t钢能耗费用103m3/t×0.05元/m3+82m3/t×0.1元/m3= 13.35元/t(2)改造前t钢能耗价格13kg/t×1.5元/kg+140m2/t×0.05元/m3= 26.5元/t。
(3)年经济效益(26.5-13.35)元/t钢×60万t=789万元(4)回收期232.42÷789×12=3.35个月,全部收回技改总投资。
6 结论该项目成功地完成了转、高炉煤气混合燃烧,轧钢加热炉实现了高产、节能、降低生产成本、改善环境污染的目的,取得了可喜的技术经济效益和社会效益,为中、小型钢铁企业及无焦炉煤气的钢铁企业提供了一个可以借鉴的经验,填补了钢铁企业的一项空白。
参考文献:[1] 王秉铨.工业炉设计手册[M].北京:机械工业部出版社,1996.[2] 钢铁厂工业炉设计参考资料[M].北京:冶金工业出版社,1979.[3] 日本住友金属工业株式会社相关资料[Z].(上接第41页)4 结论本文的出发点是定性地分析与寻找在罩式退火炉中钢卷层间粘接的主要原因。
为了避免粘接,就要在罩式炉中创造不粘接的条件。
就是说使带钢和钢卷具有良好的先决条件,即具有达到上限的粗糙度,最少的卷取张力和几何误差以及最少的表面残余物质。
这样在全氢罩式炉中就还只有退火温度、退火时间和冷却速度影响带钢产生粘接。
对于罩式退火炉的生产操作来说,可以下这样的结论:要从尽量低的卷芯温度一直到低于约600℃的临界温度这一点出发来设定一种递增的冷却速度,这样就能在高温时出现较轻微的热压应力。