排线器总成工时材料计划
标准工时和生产效率

D
E1 可
E2
F1 欠 佳 F2
+0.15 +0.13 +0.11 +0.08 +0.06
+0.03
0.00 -0.05 -0.10 -0.16
(1)超佳
有高度的技术; 动作极为迅速,衔接圆滑;
动作犹如机器作业; 熟练程度最高;
(2)优
对所担任的工作有高度的适应性; 十分有效的使用机器设
能够正确的工作而不需检查,核对;工 备;动作很快且正确;
宽放率 %
3.5 6.0 7.0 0 1.0 1.5 1.75 0 0.3 1.0 1.5 0 0.2 0.6 0.75 0 0.3 0.4 0.7 0 0.3 0.4 0.7
工厂取值%
标准工时宽放项目与宽放率
项次 宽放项目
2
疲劳宽放
评价项目 单调性
创造性注意力
对责任与危 险注意度
环
境
评 价内 容
所谓特定熟练程度的作业者是指经过训练,肉体和精 神上可以适应并能充分完成工作的作业员。
标准工时的作用
需配置多少机器 需雇佣多少員工 计算产品成本 排定生产计划 以现有之设备及人工, 可处理多少工作 如何规划机器,工作站,各部门和员工的排程 如何平衡生产线,使每一工作站的负荷均等 如何衡量生产力 如何奖励杰出员工 如何选择较佳的方法或评估降低成本的方法 如何评估采购新设备及其费用的依据 如何编制人力预算
平均时间
评比系数 宽放系数
作业时间
标准时间
标准工时的计算
标准工时 = [平均实操工时×(1+评比系数)] + (正常时间×宽放
系数) = 正常时间×(1+宽放系数)
排线生产工艺培训教材

包
裝
對于經過PI PASS的產品﹐生產線 要包裝好貼送檢單送OQA終檢﹔
包裝時要嚴格按照MPI上規定的方 式進行包裝﹐數量要點清﹐不能多裝 或短裝﹐還要注意保護好線材的各個 部分,輕拿輕放.
注意事項
品質﹕勞記公司“客戶滿意﹑全員奉獻﹑符合准 則﹑全面品質”的品質政策﹔在自己的崗位做到 三不﹕“不接﹐不作﹐不放” 安全﹕設備操作安全﹐作業動作安全等﹐ 紀律﹕遵守紀律﹐服從領班。 6S﹕整理﹐整頓﹐清潔﹐清掃﹐素養﹐安全 團結友愛﹔互相學習﹐不斷提升自己
上机之前,操作員還應熟讀MPI; 1. 明確移印的內容--在何物上印﹐印什么字﹐印
字位置﹔ 2. 確認首件﹐內容正確﹐印字清晰﹐追求美觀 3. 移印過程注意字跡清晰﹔
長見問題﹕印字模糊﹔殘留油墨
分線
• 要分開的PIN位﹐只分一端時要明確分 那一端
• 分線長度正確 • 作業需要拉動線材時﹐手的移動要水
壓排培訓
prepared by: 2007/12/15
主要內容
產品簡介 生產流程 操作方法 設備模具 注意事項
產品簡介
FLAT CABLE成品 :
主要包括: FLAT CABLE(排線) CONNECTOR(連接器)
FLAT CABLE
FLAT CABLE有一邊為紅色,我們稱之為紅邊﹐紅邊 一般為上端﹔FLAT CABLE線分為許多細條, 有多少 條我們就稱之為多少PIN CABLE. 在FLAT CABLE紅 邊下方有一排小字体, 即安規字體﹐這些小字體主 要標識的是供應商的名字﹑CABLE線型號及安規號 等.
氣壓閥 氣壓表
氣壓調節螺母 防護欄及沖頭
壓排機結構簡介
氣缸行程調節螺帽 電磁閥
氣缸 時間繼電器 開關
主要材料、构配件供应进度计划
主要材料.构配件供应进度计划现在装修材料(配件)品种繁多.鱼龙混杂,材料质量参差不齐;为确保本工程装修质量,杜绝假冒伪劣产品在工程中使用,特制定装修原材料设备控制方案,具体内容如下:1.采购作业原则本工程范围内所采用的装饰装修材料必须符合《民用建筑工程室内环境污染控制规范》(GB50325-2001)及现行有关强制性标准的规则;所有的材料应保证室内空气检测合格和符合文物保护的相关要求;以本工程《招标文件》.《分部分项工程量清单计价表》.《招标答疑文件》及施工图的要求为采购依据;严格按本工程《招标文件》.《分部分项工程量清单计价表》.《招标答疑文件》及施工图的要求进行装饰材料的采购;同时必须严格执行各项装饰材料的国家标准;根据总工期的要求,配合施工进度计划的使用时间节点,高质.高效.准时地完成装饰材料的采购作业;采购管理是整个施工项目管理的重要组成部分;材料的采购管理是项目采购管理的重要组成部分,也是耗用资金最多的一个环节,所以做好材料采购成本的控制也是工程项目成本管理的一项重要内容;(1)根据月度供应计划及供应协议规则,在有效期限内取得业主订购方式.订购时间.进场日期及需项目部提供某类服务的书面指示;(2)业主留有指定供应商或直接采购权力的物资,根据月度供应计划及供应协议,在合理期限内取得业主是否行使这一权力的书面指示;(3)由业主指定供应商的物资(其质量.价格需业主书面认可);(4)根据月度供应计划及供应协议向业主编报订购物资报价单,应包括品名.规格.数量及供应商的名称.价格.质量及其它需说明情况,并在合理期限内取得业主有关书面指定;(5)由项目部自行选择的物资,选择供应商时必须符合合同文件.业主.设计师的规则与要求;(6)质量:必须符合规范及图纸所确认的种类和标准,按样品标准;2.重要.主要材料(配件)的采购计划(1)编制项目主要物资设备需用量总计划根据施工图.施工组织设计编制该项目所需主要物资用量总计划,分阶段列明所需物资的品名.规格.质量,数量以及合同文件与供应协议规则的其它要求,并报业主或业主代表批准;(2)编制主要物资月度供应计划编制月度主要物资供应计划,按合同文件的规则.施工进度计划.翻样.构件详图等,并充分考虑加工采购周期.运输.验收时间,向甲方编报月度供应计划;3.采购过程的控制方法与手段(1)签订购销.加工合同各类购销.加工合同的签订必须符合合同及施工方案的规则,合同的签订.执行必须符合经济的规则,并归入经济档案,编制合同执行情况登记表;(2)资源组织的调整1)根据实际进度或业主的书面指示,调整供应计划,并将调整情况送交业主.监理方;2)根据供应计划,跟踪供应实际情况,当出现缺货情况时,无论何方义务,应在输书面批示确认手续后,采取串换.调剂等措施,保证物资供应满足施工进度及质量的需要;(3)进场物资的验收进场的材料应进行数量验收和质量检验,作好相应的验收和标识的原始记录;数量验收和质量检验,应符合国家的计量方法和企业的有关规则;1)物资进入现场或作业区域外的仓库前2天应通知项目部,并准备装卸.验收.堆放的设施与条件;2)进入现场的材料应有生产厂家的材质证明(包括厂名.品种.出厂日期.出厂编号.试验检验单)和出厂合格证;要求复检的材料要有取样送检证明报告;新材料未经试验鉴定,不得用于工程中;现场配置的材料应经试配,使用前应经认证;3)对进场的材料发现质量不合格,应做出标识,按公司程序文件规则,挂上“不合格物资”标牌,及时通知公司物资部门联系解决;4)凡进入项目现场的材料,应根据现场平面布置规划的位置,做到四定位.五五化.四对口;现场大宗材料须堆放整齐,砂石成堆.成方.砖成垛,长大件一头齐,要求场地平整,排水良好,道路畅通,进出方便;5)根据订购,加工合同及技术标准核对品种.规格.图号.代号.几何尺寸及其数量,并取得合格的质量证明文件;规则需要进行物理(包括防火阻燃).化学性能检验的,应负责送检,并取得合格的检验文件;规则须按样品验收的,按样品标准验收;6)由业主直接采购的物资,送抵到达地点后,由项目部验收合格后确认,发现业主确认的质量.数量.规格与实际情况有误时,由项目部立即通知业主代表复验确认;7)由项目部采购的物资,送抵到达地点后,由项目部验收合格后确认,规则由发包商确认的,由项目部在收货现场通知业主复验确认(也可共同验收确认);未经验收的物资不准动用,不合格材料通知采购方撤离现场;8)各类物资质量证明文件应及时归档;(4)材料(配件)控制程序材料采购管理是从采购计划开始,到采购询价.采购合同签订,一直到采购材料进场为止,以及后续质保跟踪的整个过程管理;我们制定了以下完善的采购作业控制程序;1)材料采购部根据《招标文件》.《分部分项工程量清单计价表》.《招标答疑文件》及施工图的要求,符合《民用建筑室内环境污染控制规范》的规则,组织符合国家标准的装饰材料样板送监理工程师.业主方代表(或技术负责人)审批,办理装饰材料封样审批手续;2)材料采购部根据《招标文件》.《分部分项工程量清单计价表》.《招标答疑文件》及施工图对材料的要求,对业主方已经审批的装饰材料进行材料询价,并对材料供应商的资质.生产工厂.生产能力.供货能力进行审查;填报《主材采购询价综合比较表》.《主材采购作业信息表》,送工程管理部.审核部进行材料单价及材料供应商的资质.能力审核;优先选用长期合作.价格合理.质量可靠.信誉口碑好的材料供应商;3)由现场施工技术员统计.技术负责人审核各种装饰材料的使用数量及订购数量;填报《材料采购申请表》,送工程项目部.工程管理部审核;4)材料采购部按照工程管理部审核的装饰材料项目使用量.及材料采购单价,根据《招标文件》.《分部分项工程量清单计价表》.《招标答疑文件》及施工图对材料的要求与供货商拟订装饰材料采购合同;5)材料采购部将与供货商拟订装饰材料采购合同送工程管理部.审核部进行合同评审6)合同评审通过后,材料采购部正式与供货商签订装饰材料采购合同;完成采购合同签订手续;(5)材料(配件)控制流程1)掌握材料信息,优选供货厂家;本工程整体档次较高,装饰要求强,这样天.地.墙使用的各类材料的质量.五金件.洁具.灯具等配套装饰的档次就显得尤为重要;进行材料单价及材料供应商的资质.能力审核;优先选用长期合作.价格合理.质量可靠.信誉口碑好的材料供应商;2)合理组织材料供应,确保施工正常进行;合理的.科学的组织材料的采购.加工.运输,建立严密的计划.调度体系,加快材料的周转,减少材料的占用量,按质.按量.按期的满足建设需要;3)合理组织材料使用,减少材料的损失;4)加强材料检查验收,严把材料质量关;4.1严把装饰材料进场检验关,确保所采购材料的质量要求;对于重要.主要材料,每批次装饰材料的进场时,必须有相关有效检测报告.产品合格证.质量保证书等相关质量资料;4.2所有各种构件,必须具有厂家批号和出厂合格证;4.3材料质量抽样和检验的方法,要能反映该批材料的质量性能;对于有复验要求的材料,必须经过具有国家资质的检测机构检验合格并提供材料的相关检测报告;4.4对于进口材料.设备应具备商检局.质检站.行业主管部门的检验报告或数据;4.5对于主要装饰材料,如本次装修所用的挂墙板.成品成品玻璃隔断.墙纸.石材.铝板.墙地砖.瓷片.栏杆材料.五金件.洁具.木饰面板.灯具等都应在定货前要求厂家提供样品或看样定货,并经业主方确认封板;4.6材料采购部定时跟进材料供应商的生产进度,同时监控材料生产过程的材料质量.进度;必要时派检查人员驻供应商工厂跟踪材料的质量.进度;确保按质.按量.准时交货;以保证总工期的实现;(6)仓库管理准则1)进入现场仓库的物资,项目部管理人员将进场物资的名称,验收结论.数量.送达时间.运货运输车辆牌证的等内容予以记录;2)任何进行现场的物资,均按施工平面图规则的位置或仓栈堆整齐;3)验收合格入库后的物资,应由项目部物资管理员统一管理,登记记录其使用情况,并计入物资收发时细账;4)根据物资的价值.品种.数量.物理性能.化学性质妥善保管,确保数量正确.质量完好,有规则保管期限的,应对期限届满的不准使用,并撤离现场;4.其他措施(1)机构设置与人员配备1)项目经理部应设材料组,是项目经理部管理层的组成部分,业务上受公司物资部门领导;2)根据工程需要,项目部应配备材料人员1-3人,其材料人员由公司人力资源部门和物资部门同项目经理商定,报公司经理批准;3)项目材料人员必须职责分工明确,杜绝一人包揽,严禁采购兼保管;(2)统计与核算项目材料组自项目开工到竣工交付验收,应做好各种资料收集整理,装订成册,按月做好统计核算作业;1)项目承包工程材料消耗表2)项目承包工程主材预算与消耗对比表3)项目承包周转料具租赁结算表4)项目承包周转材料(非租赁)摊销情况表5)建立材料耗用情况数据库;(3)奖罚办法1)项目工程价差降低率按与项目签订横向承包合同的规则执行,公司物资部门负责核算;2)项目经理应同项目材料负责人签订工程目标义务状确保三材节约目标;3)每月由公司物资部门对项目进行“项目法施工项目分项检查考核”,对于检查达不到95分的,应要求限期整改,并给予批评和罚款;4)公司对分公司及项目材料管理进行检查考核,将对做的较好的单位或项目给予表扬,对达不到要求的单位或项目将限期整改,并给予批评和罚款;。
SOP的执行与生产排线换线技巧
也可以分为:主料(电池、胶壳)、辅助材料(海棉胶、青 稞纸)、包装材料;
放在车间的物料,规划好放置区域;原材料区、半成品区、 成品区;待检验区、已检验合格区、不合格待返工区;定期 查看,防止遗失;或明明在车间,却找不到;(或者是按订 单分区)
物料状态标识清楚(名称、规格型号、数量、被加工状态、 是否为合格品)、订单号;
培训场合:现场岗位、开早会、专门会议; 培训考核方式:口头、书面、实际操作;
如何培训新员工
由助拉/拉长培训新员工;先教她看作业指导书;并 手把手教她操作;
把她放在一名有责任心、比较熟练、平时表现良好 的老(优秀)员工旁边上班,以“老”带“新”; 好师傅才会带出好徒弟; 安排新员工先做简单的工作;不要期望马上就能达 到熟练员工水平; 新员工犯了错、速度跟不上时,不要严厉指责。多 鼓励、多教导;
工序管理
助拉/拉长每道工序都要会操作,才能教新员工;必 须熟悉每道工序用什么设备、夹具/治具、原材料 (如胶件)、辅助材料(如海棉胶、标贴类)、包 材。 须熟悉每道工序的标准每小时产量/每天产量;
知道哪道工序是瓶颈工序(工时最长的工序) 以上信息在作业指导书里可以体现;
如何消除生产线堆“机”
早会管理
开早会时间:上班铃声响准时开会;
员工的站立姿势:列好队伍后,双手背在后
面; 拉长先点名;登记缺席人数; 若需讲产品问题,拉长提前准备好产品样品; 拿着产品给员工讲,印象才深刻、直观;
早会管理
通常,开会内容如下: 总结昨天的产量、质量达标情况及改善对策;简单 宣讲今日的工作安排;
拉长按排各工序的人员坐到指定的工序,投放工具及物料, 各工序熟悉完SOP后,拉长排线指导作业; 并随即跟踪制作3个首件(首件完成的时间为10到15分钟, 随即排线完成),送首件给IPQC检验; 首检合格后,才开始大量生产;
工厂生产排线换线技巧课件
某电子制造企业采用快速换模方法后,减少了换 模过程中的浪费环节,实现了生产成本的降低。
3
案例三
某机械加工企业通过标准化操作和优化工装布局 ,将换模时间缩短了20%,提高了设备的利用率 。
03
设备调试与检查
设备调试流程
调试前准备
确保设备周围环境安全 ,准备好调试工具和检
测仪器。
通电检查
对设备进行通电检查, 观察设备运行是否正常
减少等待时间
优化物料供应和人员配备,减少设备或工人 的等待时间。
减少搬运距离
合理安排设备和物料的位置,减少搬运距离 和时间。
提高设备利用率
定期维护和保养设备,确保设备处于良好状 态,提高设备利用率。
采用自动化和智能化技术
引入自动化和智能化技术,减少人工干预, 提高生产效率。
05
安全注意事项
操作安全规范
生产排线优化
排线原则与策略
效率优先原则
在排线时,应优先考虑效率最高的设 备或工人,使其承担更多的生产任务 。
工艺流程原则
遵循产品工艺流程的顺序,合理安排 设备或工人的前后顺序。
瓶颈原则
识别生产中的瓶颈环节,优先解决瓶 颈问题,提高整体生产效率。
柔性原则
考虑未来产品变化的可能性,设计具 有一定柔性的排线方案,便于快速调 整。
调整生产线布局
U型布局
直线布局
将生产线设备按照U型排列,便于物料传递 和人员操作,减少走动距离。
将生产线设备按直线排列,便于工艺流程 的连续性,提高生产效率。
模块化布局
立体布局
将生产线设备按功能模块化分组,便于生 产管理和维护。
利用多层空间进行布局,节省占地面积, 提高空间利用率。
2018-2019-排线机作业指导书word版本 (4页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==排线机作业指导书篇一:排线检验作业指导书德信诚培训网排线检验作业指导书1.目的为了在对排线器件进行来料检查时提供客观依据和指导,使判定标准明确化。
2.适用范围本标准适用于公司来料的排线的检验、判断。
3.参考资料参照相关行业标准和公司的实际情况制定本标准。
4.常见术语的定义排线类:指的是我司用于机器内部的线路或接插件类连接的线材,包括单根和多根的以及带端子的和不带端子的等。
连接线类:指的是连接机器与机器之间的线材,比如摄像头与监视器的连接线,摄像头与DVR的连接线等。
电源线类:指的是连接机器与市电之间的连线。
5.抽样计划6.1抽样依据IQC抽样计划进行。
6.2 AQL :MAJOR: 1.0MINOR: 1.5 6. 排线检验的项目和判定标准好好学习社区更多免费资料下载请进:*.耐压测试只针对机器内部的连接高压部分的排线,如偏转线圈的引线,市电的引线等。
7、支持性文件更多免费资料下载请进:好好学习社区篇二:作业指导书(导线、排线)篇三:电缆排线机设计开发方案电缆排线机开发方案篇四:DIY的自排线绕线机(德国)DIY的自排线绕线机(德国)Die Kreuzwickelspule ist die verbreitetste Spulenform in der Hf-Technik. Der Spulendraht wird lagenweise im Zick-Zack aufgewickelt. Die Windungen kreuzen sich st?ndig, und jede Windung h?lt die vorhergehende fest. Zum Wickeln dieser Spulen werden Vorrichtungen mit einer besonderen Drahtführung ben?tigt, die den Wickeldrahtw?hrend einer Umdrehung des Spulenk?rpers bzw. -dorns über die gesamte Spulenbreite hin- und herbewegt.交叉卷绕的线圈的线圈的RF技术是最常见的形式。
制造组装计划(自动排程表)
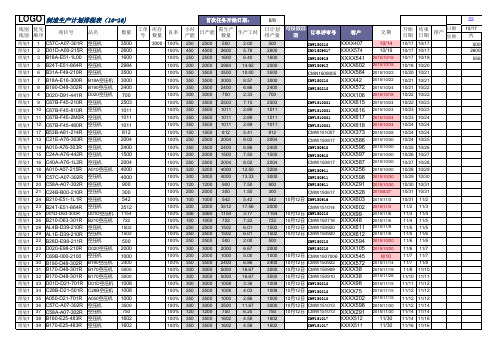
组装11C57C-A07-301R空压机35003000100%2502500500 2.00500CMW150810XXXX40710/1410/1710/17500组装12D01D-A00-215R空压机2600100%45045002600 5.782600CMN1509017XXXX57410/1910/1710/172600组装13B18A-E51-1L00空压机1600100%25025001600 6.401600CMW150915XXXX5412015/10/1810/1710/18556组装15B24T-E51-864R空压机2984100%2002000298414.922000CMW150913XXXX6022015/10/1810/1810/20组装16B31A-F49-210R空压机3500100%3503500350010.003500CMN1509005XXXX5842015/10/2210/2010/21组装17B18A-E16-300R B18A空压机3000100%350350030008.573000CMW150810XXXX422015/10/2210/2110/21组装18B190-D48-302R B190空压机2400100%35035002400 6.862400CMW150810XXXX5722015/10/2410/2110/22组装14D020-D91-441R D020空压机700100%3003000700 2.33700XXXX1062015/10/1810/2210/22组装19C67B-F45-210R空压机2503100%350350025037.152503CMW1510001XXXX6152015/10/2410/2210/23组装110C67B-F45-810R空压机1011100%35035001011 2.891011CMW1510001XXXX6162015/10/2410/2310/23组装111C67B-F45-2M0R空压机1011100%35035001011 2.891011CMW1510001XXXX6172015/10/2410/2310/24组装112C67B-F45-480R空压机1011100%35035001011 2.891011CMW1510001XXXX6182015/10/2410/2410/24组装117B53B-A81-214R空压机812100%1501500812 5.41812CMW151007XXXX3732015/10/2810/2410/24组装113C21E-A76-303R空压机2004100%250250020048.022004CMW150817XXXX5862015/10/3010/2410/25组装114A010-A76-303R空压机2400100%35035002400 6.862400CMW150910XXXX5962015/10/3010/2510/26组装115C24A-A76-442R空压机1500100%200200015007.501500CMW150910XXXX5972015/10/3010/2610/27组装116C40A-A76-1L2R空压机2004100%250250020048.022004CMW150817XXXX5872015/10/3010/2710/28组装118A010-A07-215R A010空压机4000100%3203200400012.503200CMW150911XXXX2562015/10/3010/2810/29组装119C57C-A07-302R空压机4000100%3003000400013.333000CMW150911XXXX5982015/10/3010/2910/30组装120C58A-A07-302R空压机900100%12012009007.50900CMW150911XXXX2912015/10/3010/3010/31组装121C24B-B00-210R空压机300100%2002000300 1.50300CMW150617XXXX5282015/8/2710/3110/31组装124B210-E51-1L1R空压机542100%1001000542 5.4254210月12日CMW150916XXXX6032015/11/310/3111/2组装123B24T-E51-864R空压机3512100%2002000351217.562000CMW151014XXXX6022015/11/311/211/3组装125D01D-D63-300R D01D空压机1154100%30630601154 3.77115410月12日CMW150810XXXX992015/11/611/311/4组装126B210-D63-301R B210空压机722100%10010007227.2272210月12日CMW150718XXXX482015/11/611/411/5组装128AL4B-D39-210R空压机1502100%25025001502 6.01150210月12日CMW150920XXXX6112015/11/911/511/5组装129AL1E-D39-210R空压机1502100%25025001502 6.01150210月12日CMW150920XXXX6122015/11/911/511/6组装122B28D-E98-211R空压机500100%2502500500 2.00500CMW150810XXXX5942015/10/2011/611/6组装123D020-E98-210R D020空压机2000100%30030002000 6.672000CMW150810XXXX1052015/10/2011/611/7组装127C69B-000-2100空压机1000100%20020001000 5.00100010月12日CMW1507006XXXX5458/1011/711/7组装130B190-D48-302R B190空压机2400100%35035002400 6.86240010月12日CMW150922XXXX5722015/11/1411/711/8组装131B170-D48-301R B170空压机5000100%3003000500016.67300010月12日CMW150909XXXX382015/11/1911/811/10组装132B170-D48-301R B170空压机5000100%3003000500016.67300010月12日CMW150910XXXX382015/11/2611/1011/11组装133D01D-D21-701R D01D空压机1008100%30030001008 3.36100810月12日CMW150810XXXX982015/11/1511/1111/12组装134C28B-D21-501R C28B空压机1008100%25025001008 4.03100810月12日CMW150810XXXX752015/11/1511/1211/12组装135A050-D21-701R A050空压机1000100%35035001000 2.86100010月12日CMW150810XXXX2022015/11/1511/1211/12组装136C57C-A07-302R空压机3500100%3003000350011.67300010月12日CMW151013XXXX5982015/11/3011/1211/14组装137C58A-A07-302R空压机750100%1201200750 6.2575010月12日CMW151013XXXX2912015/11/3011/1411/14组装138B160-E25-483R空压机1602100%35035001602 4.581602CMW151017XXXX51211/3011/1411/16组装139B170-E25-483R空压机1602100%35035001602 4.581602CMW151017XXXX51111/3011/1611/16。
排线项目计划书
排线项目计划书项目主要从事排线的研发生产,预计总投资5079.44万元,其中:固定资产投资(固定资产投资)万元,占项目总投资的69.23%;流动资金1563.09万元,占项目总投资的30.77%。
预期达纲年营业收入11672.00万元,总成本费用8990.11万元,税金及附加46.76万元,利润总额2681.89万元,利税总额3118.33万元,税后净利润2011.42万元,达纲年纳税总额1106.91万元;达纲年投资利润率52.80%,投资利税率61.39%,投资回报率39.60%,全部投资回收期4.03年,提供就业职位217个,经济效益和社会效益良好。
第一章项目基本情况一、项目承办单位基本情况(一)公司名称xxx投资公司(二)公司简介本公司奉行“客户至上,质量保障”的服务宗旨,树立“一切为客户着想”的经营理念,以高效、优质、优惠的专业精神服务于新老客户。
(三)公司经济效益分析上一年度,xxx投资公司实现营业收入9058.29万元,同比增长18.57%(1418.92万元)。
其中,主营业业务排线生产及销售收入为8570.84万元,占营业总收入的94.62%。
根据初步统计测算,公司实现利润总额2103.24万元,较去年同期相比增长470.69万元,增长率28.83%;实现净利润1577.43万元,较去年同期相比增长228.95万元,增长率16.98%。
表1:上年度主要经济指标项目单位指标——————————————————————————————完成营业收入万元9058.29完成主营业务收入万元8570.84主营业务收入占比94.62%营业收入增长率(同比)18.57%营业收入增长量(同比)万元1418.92利润总额万元2103.24利润总额增长率28.83%利润总额增长量万元470.69净利润万元1577.43净利润增长率16.98%净利润增长量万元228.95投资利润率58.08%投资回报率43.56%财务内部收益率23.55%企业总资产万元11062.08流动资产总额占比28.16%流动资产总额万元3114.93资产负债率27.39% ——————————————————————————————二、项目概况(一)项目名称排线投资建设项目(二)项目选址xxx科技园(三)项目用地规模项目总用地面积14960.81平方米(折合约22.43亩)。
排线工艺流程

排线工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!排线工艺流程是实现电子产品内部布线连接的重要工艺环节,通过合理的布线设计和精准的工艺操作,能够确保电子产品的性能稳定和可靠性。
排线元件更换申请书范本

致:[公司名称]
主题:排线元件更换申请书
尊敬的[负责人姓名]:
我是[部门名称]的[职位],负责监督和维护我们的设备。
我写这封信是为了申请更换我们设备中的排线元件。
以下是我们的设备的具体情况和更换原因:
我们的设备[设备名称]已正常运行多年,但最近出现了一些问题。
我们的技术团队进行了检查,并发现设备中的排线元件已经磨损和老化,这导致了设备的性能下降和潜在的安全隐患。
我们的技术团队建议更换设备中的排线元件,以恢复设备的正常运行并确保员工的安全。
我们计划使用与原设备相同或更高质量的排线元件进行更换,以确保设备的性能不会受到影响。
我们相信,更换排线元件将是解决我们设备问题的最佳方案。
这将确保我们的设备能够继续正常运行,并避免因设备故障而导致的生产延误和安全问题。
我们请求您的批准,以便我们可以购买和更换所需的排线元件。
我们预计更换工作将在[预计更换时间]内完成,并且不会对公司的正常运营产生重大影响。
我们理解这是一项重要的决策,因此我们已经准备了一份详细的报告,包括设备的问题描述、更换原因、所需材料和更换过程的预计时间。
如果您需要更多信息,我们的技术团队随时准备回答您的问题。
我们感谢您对我们设备的关注和支持,并期待您的批准。
如果您有任何疑问或需要进一步的信息,请随时与我们联系。
谢谢。
配件生产工作计划范文大全
配件生产工作计划范文大全一、项目背景配件生产工作计划的编制是为了规范和指导公司配件生产工作,提高生产效率,保证产品质量,实现公司的发展目标。
二、项目目标1. 提高配件生产效率,降低生产成本;2. 确保产品质量,提升市场竞争力;3. 开发新产品,拓展市场;4. 优化生产流程,提升生产能力和灵活性。
三、项目范围本计划涵盖公司所有配件的生产工作,包括产品设计、原材料采购、生产加工、质量控制、包装和配送等环节。
四、项目进度计划1. 产品设计阶段:确定产品规格、结构设计、材料选择等,时间预计为1个月;2. 原材料采购阶段:寻找合适的供应商,并与之签订合作协议,时间预计为1个月;3. 生产加工阶段:制定生产计划,组织生产工人进行生产加工,时间预计为3个月;4. 质量控制阶段:对生产出的产品进行质量检验,确保符合标准,时间预计为1个月;5. 包装和配送阶段:对产品进行包装,并安排配送到客户处,时间预计为1个月;6. 新产品开发阶段:根据市场需求,研发新产品,时间预计为2个月;7. 生产流程优化阶段:对现有的生产流程进行优化改进,提高生产效率和灵活性,时间预计为1个月。
五、项目资源分配1. 人力资源:生产工人、技术人员、品质管理人员、包装人员、配送人员等;2. 物资资源:原材料、生产设备、包装材料、运输工具等;3. 财务资源:资金投入等。
六、项目风险分析1. 市场需求不稳定,可能导致产品销售不畅;2. 原材料价格波动大,可能会影响生产成本;3. 生产设备故障,可能会导致生产延误;4. 人员流动,可能会影响生产效率;5. 竞争对手的价格战,可能会影响产品销售。
七、项目执行1. 产品设计阶段:成立产品设计小组,制定产品设计方案和工作计划;2. 原材料采购阶段:成立采购小组,寻找合适的供应商,并与之签订合作协议;3. 生产加工阶段:制定生产计划,组织生产工人进行生产加工;4. 质量控制阶段:设立质量控制小组,对生产出的产品进行质量检验;5. 包装和配送阶段:成立包装和配送小组,对产品进行包装,并安排配送到客户处;6. 新产品开发阶段:成立新产品开发小组,研发新产品;7. 生产流程优化阶段:成立生产流程优化小组,对现有的生产流程进行优化改进。
配件生产工作计划范文模板
配件生产工作计划范文模板一、工作简述本计划是为了安排和管理配件生产工作,以确保生产过程的高效和顺利进行。
通过本计划,将确保配件生产的质量和数量满足公司的需求,并且充分利用公司资源,使生产过程更加高效和节约成本。
二、工作目标1. 提高生产效率:通过优化生产流程和技术改良,提高生产速度和效率,以更快速地满足客户需求。
2. 控制品质:采用先进的工艺技术和严格的质量控制标准,保证配件生产的品质达到国际标准,提高产品的竞争力。
3. 减少生产成本:通过合理安排生产计划,控制原材料和人力资源的使用,以最大程度地减少生产成本。
4. 提升员工技能:通过培训和技能提升,提高员工的专业水平和工作效率,为公司的长远发展提供更多的优秀员工。
5. 保障安全环保:遵守国家环保法规,建立安全生产标准,确保生产过程安全可靠,同时减少对环境的不良影响。
三、生产计划1. 生产排程安排:根据订单需求和库存情况,制定合理的生产排程,保证产品按时交付。
2. 资源配置:合理配置人力、机器设备和原材料,确保生产过程顺利进行。
3. 质量控制:制定严格的生产质量监控标准,确保产品质量达到标准要求。
4. 安全生产:对生产过程进行安全评估,建立安全生产标准,提供员工必要的职业安全培训。
5. 环保措施:严格遵守环保法规,采取有效的环保措施,减少对环境的污染。
四、实施计划1. 制定月度生产计划:由生产主管根据公司销售情况和客户需求,制定下月生产计划,并安排生产工人线程。
2. 定期生产例会:每周一次的生产例会,对上周生产情况进行总结,讨论生产中出现的问题,提出针对性的解决方案。
3. 员工培训:定期组织员工进行产品知识和生产技术方面的培训,提高生产员工的综合素质。
4. 安全生产督查:定期进行安全生产检查,确保设备运行正常,员工遵守操作规程,确保生产过程的安全。
5. 质量控制检查:由专业的质量检验员对生产过程中的产品进行抽查,并及时汇报,确保产品质量符合公司标准。
2019年5月总成计划

采购金加工(或装配)总成检验入库包装发货KALE-172BNZ190516020015-3#######BN-1407 1103.N910006月3日6月10日6月17日6月20日6月25日KALE-172BNZ190516020025-3#######BN-1859 菲亚特底座15006月3日6月10日6月17日6月20日6月25日30111901-OCA01BNZ190516020035-3#######BN-1240BN-210总成5006月3日6月10日6月17日6月20日6月25日1068BNZ190516020045-3#######BN-1063BN-057新总成20006月3日6月10日6月17日6月20日6月25日GKV19PC0510-15BNZ190518020015-3#######BN-1066总成10006月5日6月12日6月19日6月22日6月27日P0*******BNZ190518020025-3#######BN-1308BN-065总成10006月5日6月12日6月19日6月22日6月27日748BNZ190518020035-3#######BN-1421BN-230总成10006月5日6月12日6月19日6月22日6月27日日期:19.05.21日期:日期:温 州 市 博 耐 汽 车 散 热 器 有 限 公司2019年5月份总成生产计划(5.13-5.20)各部门完成日期合计8000客户编号订单编号生产编号生产阶段下单日期公司编号产品名称数量备注第 1 页。
工厂生产排线换线技巧

7
换线过程中,班组长 加强其层管理培训 帮工人顶位
19
二.现状分析与达成对策提出:
NO 实施计划 问题 清完一个产品后,若某些员工 需暂时离开,应先微求班长同 意,并知道什么时候该回来 达成方案
执行起 讫时间 责任 人 执行后 顺 序
8
加强基层管理培训
9 10
组织基层管理进行换 班组长应随时清楚换线的进程 线知识培训,共同探 走到哪里,什么时候该去 讨换线中的问题 修理品在下完产品后再清,影 响换线进程 在下产品过程中逐步 清理修理机 ④
6线前1天研究板机和作业指导书前1天线内工作准备早会确定具体换线时间并告知相关人员前3小时确认物料工具齐备前90分钟挂作业指导书前30分钟协调和指导转机过程15领取板机作业指导书指引前1天准备工具车前120分钟核对工具和机器前90分钟与me调试机器前30分钟始协助换线转机开始核对物料和板机前90分钟准备物料车前120分钟协助换线转机开始16清完上个产品马上确认新工位换线转机开始核对机器和物料前90分钟调试机器前30分钟协助换线转机开始计算时间核对资料转机开始协助换线转机计划开始17目标名称目标名称缩短换线时间责任部门制2课统计周期月计量单位分钟目标定议目标定议生产线切换产品的完成时间设
早会
确定具体换线时间,并告知 前3小时 相关人员 确认物料工具齐备 挂作业指导书 协调和指导 前90分钟 前30分钟 转机过程
14
如何实现生产线快速切换
快速换线职责与时间表 关联人员 职责描述 领取板机、作业指导书指引 助 理 要求时间 前1天
准备工具车 核对工具和机器 与ME调试机器 协助换线
ห้องสมุดไป่ตู้核对物料和板机 准备物料车
7
某电子厂生产排线(拉)图
排线器 拉丝机用排线器 500长小型排线器
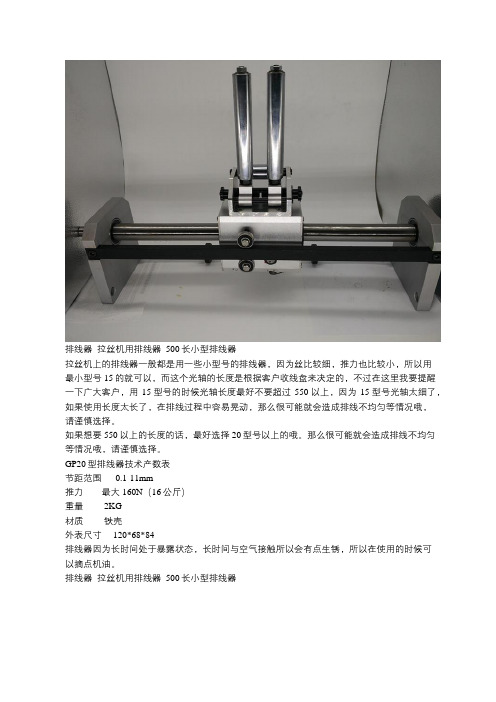
排线器拉丝机用排线器 500长小型排线器
拉丝机上的排线器一般都是用一些小型号的排线器,因为丝比较细,推力也比较小,所以用
最小型号15的就可以,而这个光轴的长度是根据客户收线盘来决定的,不过在这里我要提醒一下广大客户,用15型号的时候光轴长度最好不要超过550以上,因为15型号光轴太细了,如果使用长度太长了,在排线过程中容易晃动,那么很可能就会造成排线不均匀等情况哦,
请谨慎选择。
如果想要550以上的长度的话,最好选择20型号以上的哦。
那么很可能就会造成排线不均匀等情况哦,请谨慎选择。
GP20型排线器技术产数表
节距范围 0.1-11mm
推力最大160N(16公斤)
重量 2KG
材质铁壳
外表尺寸 120*68*84
排线器因为长时间处于暴露状态,长时间与空气接触所以会有点生锈,所以在使用的时候可
以摘点机油。
排线器拉丝机用排线器 500长小型排线器。
材料设备供应计划
材料设备供应计划第一节投入的主要材料设备计划原材料组织将根据施工进度计划及材料进场时间计划,及时提出材料需用计划,根据计划货比三家优选购置,从质量、单价上把关,必要时通过业主及有关部门审批。
原材料和半成品组织上,钢材、水泥、砂、石、预拌砂浆、砖、防水材料等质量至关重要,因此在采购前先需进行考察,选择信誉好、质量高、货源充足的厂家,然后向业主、监理单位进行申报,经业主、监理单位确认,使用前须经业主、监理单位工地代表签字认可,进场的材料均需提供材料的质量保证书,然后在现场进行见证取样做试验,试验合格后才能用于工程施工,不合格品将立即退货。
本工程所用之周转材料,均由材料部门共同组织,对一些须先行定制的周转材料及时进行加工定制,以确保工程顺利施工。
附表一:材料供应计划表说明:此计划表适用开工材料供应,后期材料根据施工现场需求逐一进购附表二:拟配备本标段的试验和检测仪器设备表第二节材料设备进场保证措施为确保本工程材料设备的连续供应,组织成立现场材料和设备供应领导小组,由项目经理任组长,材料员任副组长,其他分项负责人为小组成员。
由材料领导小组全面负责材料的选择、提料、定货、质量检查、复试等工作。
本工程所用材料和设备必须符合国家规定的技术标准,进场前所有原材料,均由建设单位、监理单位及施工单位共同对生产厂家进行资质审查,审查通过后方可进行订货。
对业主供应的材料和设备,现场材料员要根据施工进度及早提出材料计划,应提前排出计划,及时与建设单位保持联络,积极协助建设单位组织材料按进度计划进场,以保证工程的顺利进行。
一、材料、设备供应管理制度(一)掌握材料、设备的信息,优选供货厂家,掌握材料、设备质量、价格、供货能力的信息。
可以获得质量好、价格低的材料、设备资源,从而确保工程质量,降低工程造价。
这是企业获得良好社会效益、经济效益,提高市场竞争能力的重要因素。
(二)按材料需求计划表,装饰材料一次性成批采购,确保材料色泽批号一致。