(整理)《弯钩零件冲压模具设计(全套图纸)》
(整理)冲压图纸
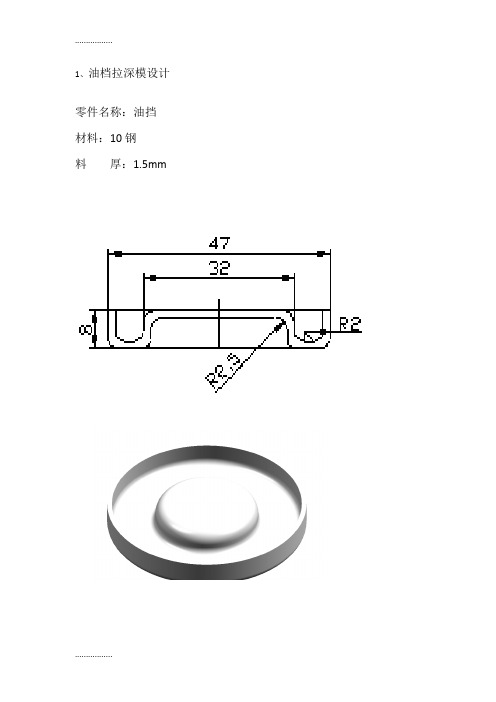
1、油档拉深模设计零件名称:油挡
材料:10钢
料厚:1.5mm
2、撬板冲压工艺及模具设计零件简图如图所示
生产批量:大批量
材料:Q235
材料厚度:4mm
精度等级:IT14级
3、推力滚子轴承外罩冲压模具设计
推力滚子轴承外罩的材料:08或10钢,年产量:6万件。
4、金属盖落料拉深工艺与模具设计
零件名称:盖
生产批量:大批量
材料:镀锌铁皮
厚度:1mm
5、弹簧片五金冲压模设计零件名称:弹簧片
材料:QSn6.5-0.1y
厚度:0.5mm
6、接线片五金模设计
名称:接线片 材料:
7、前灯反光碗拉伸模设计零件名称:前灯反光碗
材料:紫铜
料厚:0.5mm
8、盖复合模设计
零件名称:端盖材料:10钢
料厚:0.5mm。
冲压模具设计L型弯曲件样本
目录第一章绪论 3 第二章冲压工艺分析2.1冲压件简介 52.2冲压工艺性分析 62.3冲压工艺方案拟定 6 第三章落料冲孔弯曲复合模设计3.1模具构造83.2拟定其搭边值83.3拟定排样图93.4材料运用率计算103.5凸凹模刃口尺寸计算103.6冲压力计算133.7压力机选用163.8压力中心计算173.9落料冲孔弯曲复合模重要零部件设计173.10模具闭合高度、压力机校验24 第四章结论25第一章绪论1.1 课题研究目和意义目:为了更好理解模具设计某些环节,和某些设计模具时所需要注意地方,为后来工作打好基本。
意义:本次设计让我懂得了自己理论知识要运用到实际工作中去并不是那么容易需要通过多次练习及长时间积累。
1.2 课题国内外研究概况1.1.1 国外模具发展概况当前,欧洲模具业已越来越感受到来自中华人民共和国同行所带来影响和压力,预测到,中华人民共和国将一跃成为全球最大模具制造业基地之一。
”德国亚琛工业大学亚力山大专家日前在宁海考察该地模具制造业基地时发出这样感叹。
亚力山大表达,据有关研究部门调查得知,欧洲模具设计和生产时间要分别比中华人民共和国快44%和61%左右。
1.1.2国内模具发展概况近年来,中华人民共和国模具市场对精密、大型、复杂型、长寿命模具需求量有所增长,预测到,国内模具市场需求量将在1,200亿元人民币左右。
综合媒体6月4日报道,中华人民共和国模具协会公司年报显示:近年来,中华人民共和国模具市场对精密、大型、复杂型、长寿命模具需求量有所增长,预测到,国内模具市场需求量将在1,200亿元人民币左右。
专家分析,从1997年开始,随着汽车、装备制造业、家用电器高速增长,中华人民共和国国内模具市场需求开始明显增长。
虽然到中华人民共和国模具工业总产值已达51 6亿元,但属“大路货”冲压模具、压铸模具等约占总量80%。
已经进入中华人民共和国少量外资模具公司开始生产各种高精大多功能模具,但当前仍供不应求。
冲压模具-弯角件

目录第1章设计任务 (2)第2章冲裁件工艺性分析 (2)2.1 材料 (2)2.2 零件结构 (3)2.3 冲压工艺经济性分析 (3)2.4 零件结构形状分析 (3)第3章冲裁方案的确定 (4)3.1 冲压方案 (4)3.2 各工艺方案分析 (4)3.3 工艺方案确定 (5)第4章零件工艺计算 (5)4.1 刃口尺寸计算 (6)4.2 排样计算 (6)4.3 搭边值和条料宽度确定 (8)4.4 冲压力计算 (8)4.5 压力中心计算 (9)第5章模具零部件结构的确定 (9)5.1 标准模架的选用 (9)5.2 卸料装置中弹性元件 (9)5.3 定位零件的确定 (10)5.4 卸料装置 (10)5.5 模架的确定 (10)5.6 其他零件 (12)5.7 闭合高度的计算 (13)5.8 压力机的选用 (14)5.9 其他零件结构 (15)第6章模具装配图 (16)第7章冲压工艺卡片 (17)第8章设计总结 (19)参考文献 (20)I第1章设计任务本设计是一个冲裁件,它是由冲孔和落料、两次弯曲四个工序而制成的。
本工件的名称为弯角件,材料为A3,料厚1.5mm,大批量生产。
零件尺寸如下图:图1-1第2章零件工艺性分析2.1 材料该冲裁件的材料Q235是普通碳素钢,具有较好的冲压性能。
零件图如下:图1-1232.2 零件结构该冲裁件结构简单,比较适合冲裁。
2.3 冲压加工的经济性分析冲压加工方法是一种先进的工艺方法,因其生产率高,材料利用率高,操作简单等一系列优点而广泛使用。
但由于模具费用高,生产批量的大小对冲压加工的经济性起着决定性作用,批量越大,冲压加工的单件成本就越低,批量小时,冲压加工的优越性就不明显,这时采用其他方法制作该零件可能有更好的经济效果。
根据本零件的生产纲领,零件为大批量生产,且尺寸精度要求不高,原料为A3的板料且壁厚适宜。
因此,采用冲压方法不仅可行而且经济。
2.4 零件结构形状分析该零件为弯角件,厚度5.1=t 较薄,据工件相关尺寸结构可知零件需要进行冲孔、落料和底部弯曲和侧边弯曲四道工序。
弯曲模具设计(带全套cad图)

模具课程设计说明书——弯曲模课程设计学校:学院:专业:姓名:学号:指导教师:目录第一章工艺分析及工艺方案的拟订1.1、零件工艺性分析 (1)1.2、工艺方案的确定 (1)第二章工艺设计2.1、确定排样方案 (2)2.2、计算各工序的压力 (3)2.3、压力机的选取 (4)第三章模具类型及结构形式的选择 (5)第四章模具工作零件刃口尺寸及公差的计算4.1、凸、凹模刃口尺寸计算原则 (5)4.2、刃口尺寸计算 (5)第五章模具零件的选用,设计及必要的计算5.1、凹模结构尺寸的确定 (6)5.2、卸料树脂的选用 (7)5.3、其他标准件零件的选用 (7)第六章凸凹模加工工艺方案6.1、凹模、凸模加工工艺路线 (7)6.2、模具装配 (9)第一章工艺分析及工艺方案的拟订1.1零件工艺性分析一、零件图二、零件的工艺性分析(1)冲裁件的结构工艺性此制件的形状较简单,需要圆角过渡,可以加上R0.5,便于模具的加工和减少冲压时在尖角处开裂的现象,同时也可以防止尖角部位刃口的过快磨损。
(2)冲裁件的尺寸精度冲裁件的精度主要以其尺寸精度、冲裁断面粗糙度、毛刺高度三个方面的指标来衡量,根据零件图上的尺寸标注及公差,可以判断属于尺寸精度为IT12—IT14的经济级普通冲裁。
1.2、工艺方案的确定一、冲压工序的选择在满足冲裁件质量与生产率的要求下,选择单工序冲裁方式,其模具寿命较长,生产率高,操作较方便和工作安全性高。
二、冲压顺序的安排落料,弯曲共两道工序,本设计中只需要设计落料模。
第二章工艺设计2.1、确定排样方案一、搭边与料宽搭边搭边值的大小与材料的力学性能、厚度、零件的形状与尺寸、排样的形式、送料及挡料方式、卸料方式等因素有关。
搭边值一般由经验确定,根据所给材料厚度δ=1.2mm,确定搭边工作间a1为2.0mm, a为2.0mm。
具体可见排样图,如下:(2)条料宽度条料宽度的确定原则:最小条料宽度要保证冲裁时零件周边有足够的搭边值,最大条料宽度要能在冲裁时顺利地在导料板之间送进,并与导料板之间有一定的间隙。
冲压模具图绘制完整ppt
谢谢观看
弯曲模具设计与制造 之
冲压模具图绘制
工作对象:
AutoCAD软件 产品及其模具
工作目标:
料带图绘制 模具总装图绘制 弯曲模凸凹模绘制 弯曲模模板图绘制 模具其它零件图绘制
知识及工具准备:
弯曲模设计程序 机械制图 AutoCAD软件使用
教学方法:
多媒体讲授 实物零件分析 生产现场参观 机房设计指导
教学结果:
掌握料带图绘制要求 掌握弯曲模具设计的流程
AutoCAD软件使用
掌握弯曲模具结构图的绘制要求 掌握弯曲模具设计的流程
掌握弯曲模具凸凹模绘制要求 AutoCAD软件 产品及其模具
AutoCAD软件 产品及其模具 掌握弯曲模具结构图的绘制要求
掌握弯曲模具结构图的绘制要求 掌掌握弯曲模具设计的流程
掌握弯曲模具设计的流程 AutoCAD软件 产品及其模具
AutoCAD软件使用
AutoCAD软件 产品及其模具 AutoCAD软件 产品及其模具 掌握弯曲模具凸凹模绘制要求 AutoCAD软件使用
考核与评估:
AutoCAD绘制冲模的方法与技巧 简单弯曲模具的绘制 模具绘制流程
冲压模具图纸

检验图表a 别 零件名称 字件与 工序号 第5页止动作4共5页发字anWU硬度A3项目号检聆内容©SXM1各主要尺寸游标卡尺日装工名九 工苫俎粒 工苫室主各车间主任 主w 工艺库10.模具总装配图” 即* 1]\ 4 5#CB7O-86M蹈”X__S:科销_?_454:B/T7H9. 10-94博谢・445fi HRC24~7M JB/T765O. 5—"M T垫板]加;MC54~58JWT76" A"125X125X67g凸p4模固定]454HRC24~28J即T7* 3,1一“U 5X125X14?a弹替14而 E iMnA HR。
4g 技JB/T71B7, 6T5a a1454125X1?京工1g®1G T 12HRCM〜招JB/T76O, 3-31lt$X125X141IQ隼24hH CE1 ]?-36中】oXwIE三145#HRC2 1〜窗JB/T7613. A*L25X125X12ICn凸慢固定板145#HRC2”28JB/T7M2 1-31psxi^xU~T' \61HT?"D CS/T2355, 5-30125X12SXS0215阴Tt拈145#CBJ15-E6 4 4X14I 4推杆145#HRC"~ 我13JL023Ah F JB/T764L J-54□JL TlDA HRC56〜如GBZTSB25-9J 12U第口牛发145#J2iQ ;注钧245*CW 19-86L小】0X35Q盥钉一44”CE7O-E6M3X6 0s摩套2GCrl5 HRC62〜6。
C B/T2B6J,6-9O r* 23X807 导程26015HEC稣〜g GE/T2861. 1-5Q4*22X150二一]T8A HRC"〜5gS客翰145# HRC4»4g GB/T7649. 1Q-W4 i51模1Crl2 HRC5H~W1J_ J|§!:生冬2454 GEilWt力】OX2 H螺钉443# GB70-E5MSX4DI 、模座板1HT20Q GB/T2355-90I S5XI>5X353敏呈材料德处曼阮淮代号舂若H寸舌括记描图KvF在对审核检3EZ止动件冲孔落料复合模型别]枣组件号篁稿号车间同意第版设备型号比例I 1:1怏12贡第1页成都航院图4模具装配图图5凸凹模技术要求1 .上,下面光滑无毛刺,平行度为0.02口2 .材料为T1QA,需辟火HRC 即-64.3・帝*号的尺寸按时应尺寸及间隙值配伍凸凹模1成都航院设计材H基£ 比例 第电p:要单前ErK_11:11111.模具零件图 R297^Ulm L困6年H&德图7落料凹模板技术要求L 表面光滑无毛刺。
《弯钩零件冲压模具设计(全套图纸)》

目录引言一、工艺分析二、工艺方案的确定三、制件排样图的设计及材料利用率的计算四、确定总冲压力和选用压力机及计算压力中心五、凸、凹模尺寸计算六、模具结构形式的确定七、模具零件的结构设计(一)、落料凸凹模的设计(二)、落料凹模的设计(三)、冲头固定板的设计(四)、弯曲凸模的设计(五)、弯曲凹模的设计八、模具零件的加工工艺(一)落料凹模的加工工艺(二)凸凹模的加工工艺(三)冲头的加工工艺(四)弯曲凸模的加工工艺(五)弯曲凹模的加工工艺九、模具的总装配小结参考文献摘要随着模具制造的技能化逐步向科学化发展,逐渐由以前手动方式发展为利用软件等高科技方式来辅助设计的完成。
冷冲模是其中的一种。
毕业设计是在模具专业理论教学之后进行的实践性教学环节。
是对所学知识的一次总检验,是走向工作岗位前的一次实战演习。
其目的是,综合运用所学课程的理论和实践知识,设计一副完整的模具训练、培养和提高自己的工作能力。
巩固和扩充模具专业课程所学内容,掌握模具设计与制造的方法、步骤和相关技术规范。
熟练查阅相关技术资料。
掌握模具设计与制造的基本技能,如制件工艺性分析、模具工艺方案论证、工艺计算、加工设备选定、制造工艺、收集和查阅设计资料,绘图及编写设计技术文件等。
冲压工艺与模具设计应结合工厂的设备、人员等实际情况,从零件的质量、生产效率、生产成本、劳动强度、环境的保护以及生产的安全性各个方面综合考虑,选择技术先进、经济合理、使用安全可靠的工艺方案和模具,以使冲压件的生产在保证达到设计图样上的各项技术要求,尽可能降低冲压的工艺成本和保证安全生产。
关键词:工艺性分析、模具工艺方案论证、工艺计算、加工设备选定、制造工艺、收集和查阅设计资料,绘图及编写设计技术文件等。
毕业设计说明书论文(全套CAD图纸) QQ 363963051.引言模具行业的发展现状及市场前景现代模具工业有“不衰亡工业”之称。
世界模具市场总体上供不应求,市场需求量维持在700亿至850亿美元,同时,我国的模具产业也迎来了新一轮的发展机遇。
冲压模具设计图纸

固定挡料销A7X4X3
1
45#
7
凹模固定板
1
45#
6
GB2863.5-81
落料凹模
1
9Mn2V
5
GB2855.6-81
下模座200X100X40
1
T10
4
GB2869.2-81
限位柱81
1
45#
1
3
GB2868.5-81
导料板180X25X8
2
A3
工件图 材料:T2 厚度:2.0
技术要求 未注明圆角为R5 未注明倒角5X45°
4
Q235-A
14
GB2863.1-81
落料凸模
1
9Mn2V
13
GB/T70.1-2000
内六角螺钉M8X50
4
Q235-A
12
GB/T2855.5-81
上模座200X100X35
1
T10
2
11
GB/T70.1-2000
卸料螺钉M5X50
4
Q235-A
10
橡胶
2
9
卸料板
1
45#
8
GB2866.11-81
12 19 20
H7 m6
13
14
15
16
17 18
21 22
H7 m6 H7 m6
11 10 9 8 7 6 5
H7 m6 H7 m6
23
说明 本模具采用始用挡料销和固定挡料销挡料。条 料从右方送进,开始两次行程由第一第二两始用挡 料销26挡料,第三次行程以后即由固定挡料销8挡 料。 模具的冲孔与落料凹模采用整体固定板7固定, 冲孔凸模与落料凸模由固定板20固定。采用弹性卸 料板9,在卸料的同时,起到压边的作用。采用限 位柱4,保护模具,防止模板在高速长时间的过负 荷冲击中发生潜变。
冲压模具设计装配图
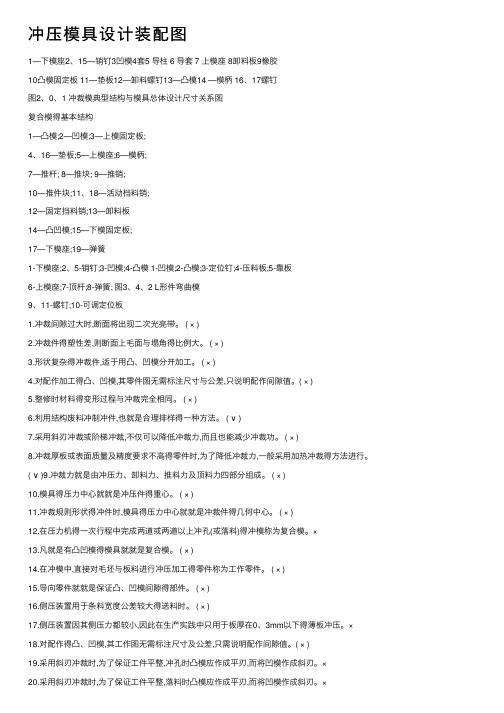
冲压模具设计装配图1—下模座2、15—销钉3凹模4套5 导柱 6 导套 7 上模座 8卸料板9橡胶10凸模固定板 11—垫板12—卸料螺钉13—凸模14 —模柄 16、17螺钉图2、0、1 冲裁模典型结构与模具总体设计尺⼨关系图复合模得基本结构1—凸模;2—凹模;3—上模固定板;4、16—垫板;5—上模座;6—模柄;7—推杆; 8—推块; 9—推销;10—推件块;11、18—活动档料销;12—固定挡料销;13—卸料板14—凸凹模;15—下模固定板;17—下模座;19—弹簧1-下模座;2、5-销钉;3-凹模;4-凸模 1-凹模;2-凸模;3-定位钉;4-压料板;5-靠板6-上模座;7-顶杆;8-弹簧; 图3、4、2 L形件弯曲模9、11-螺钉;10-可调定位板1.冲裁间隙过⼤时,断⾯将出现⼆次光亮带。
( × )2.冲裁件得塑性差,则断⾯上⽑⾯与塌⾓得⽐例⼤。
( × )3.形状复杂得冲裁件,适于⽤凸、凹模分开加⼯。
( × )4.对配作加⼯得凸、凹模,其零件图⽆需标注尺⼨与公差,只说明配作间隙值。
( × )5.整修时材料得变形过程与冲裁完全相同。
( × )6.利⽤结构废料冲制冲件,也就是合理排样得⼀种⽅法。
( ∨ )7.采⽤斜刃冲裁或阶梯冲裁,不仅可以降低冲裁⼒,⽽且也能减少冲裁功。
( × )8.冲裁厚板或表⾯质量及精度要求不⾼得零件时,为了降低冲裁⼒,⼀般采⽤加热冲裁得⽅法进⾏。
( ∨ )9.冲裁⼒就是由冲压⼒、卸料⼒、推料⼒及顶料⼒四部分组成。
( × )10.模具得压⼒中⼼就就是冲压件得重⼼。
( × )11.冲裁规则形状得冲件时,模具得压⼒中⼼就就是冲裁件得⼏何中⼼。
( × )12.在压⼒机得⼀次⾏程中完成两道或两道以上冲孔(或落料)得冲模称为复合模。
×13.凡就是有凸凹模得模具就就是复合模。
(整理)冲压图纸
1、油档拉深模设计零件名称:油挡
材料:10钢
料厚:1.5mm
2、撬板冲压工艺及模具设计零件简图如图所示
生产批量:大批量
材料:Q235
材料厚度:4mm
精度等级:IT14级
3、推力滚子轴承外罩冲压模具设计
推力滚子轴承外罩的材料:08或10钢,年产量:6万件。
4、金属盖落料拉深工艺与模具设计
零件名称:盖
生产批量:大批量
材料:镀锌铁皮
厚度:1mm
5、弹簧片五金冲压模设计零件名称:弹簧片
材料:QSn6.5-0.1y
厚度:0.5mm
6、接线片五金模设计
名称:接线片 材料:
7、前灯反光碗拉伸模设计零件名称:前灯反光碗
材料:紫铜
料厚:0.5mm
8、盖复合模设计
零件名称:端盖材料:10钢
料厚:0.5mm。
弯角冲压模具设计
重庆科技学院《冲压工艺》课程设计报告学院:_冶金与材料工程学院专业班级:材料成型及控制工程09 学生姓名:田小娟、李勋学号: 2009442593、2009440617设计地点(单位)__E405 __ _ _设计题目:___弯角冲压工装设计____完成日期: 2012 年 6 月 9 日指导教师评语: ______________________ _______________________________________________________________________________________________________________________________________________________________________________________________________ __________ _成绩(五级记分制):______ __________指导教师(签字):________ ________目录一.冲压工艺性分析及结论 (3)二.工艺方案的分析比较和确认 (4)三.模具类型与结构分析 (4)四.排样图设计及材料利用率计算 (4)五.冲压力的计算与压力中心的确定 (5)六.凸、凹模工作部分尺寸与公差的确定 (6)七.模具主要零件材料的选取、技术要求及强度校核 (9)八.冲压设备的选择及校核 (10)九.弹性元件的选择计算 (11)十.紧固件 (11)十一.其他需要说明的问题 (11)十二.弯角冲压工艺卡片 (13)弯角冲压模具设计一.冲压工艺性分析及结论零件件图如图所示,零件名称:弯角,材料:Q235,料厚:2mm,生产批量:大批量零件图1.尺寸精度其外形公差无要求,其中φ3.2的两个孔有位置公差要求,为10±0.1,孔径无公差要求,精度很容易达到。
2.材料方面材料为Q235,普通碳素结构钢,具有较好的冲裁成型性能。
弯曲模具设计(带全套cad图).

模具课程设计说明书——弯曲模课程设计学校:学院:专业:姓名:学号:指导教师:一、零件图二、工艺设计1.弯曲工序安排原则工序安排的原则应有利于坯件在模具中的定位;工人操作安全、方便;生产率高和废品率最低等。
弯曲工艺顺序应遵循的原则为:①先弯曲外角,后弯曲内角。
②前道工序弯曲变形必须有利于后续工序的可靠定位;并为后续工序的定位做好准备。
③后续工序的弯曲变形不能影响前面工序已成形形状和尺寸精度。
④小型复杂件宜采用工序集中的工艺,大型件宜采用工序分散的工艺。
⑤精度要求高的部位的弯曲宜采用单独工序弯曲,以便模具的调整与修正。
制订工艺方案时应进行多方案比较。
2.形状简单的弯曲件如V形、U形、Z形件等,可采用一次弯曲成形。
3.弯曲件展开尺寸计算。
(1)中性层位置的确定弯曲中性层位置并不是在材料厚度的中间位置,其位置与弯曲变形量大小有关,应按下式确定:P=r+kt式中 P----弯曲中性层的曲率半径;r----弯曲件内层的弯曲半径;t----材料厚度;k----中性层位移系数,板料可有表3-9查得,圆棒料由表3-10查得。
(2)弯曲件展开尺寸计算计算步骤:1)将标注尺寸转换成计算尺寸即将工件直线部分与圆弧部分分开标注,2)计算圆弧部分中性层曲率半径及弧长中性层曲率半径为P=r+kt,则圆弧部分弧长为: s=Pa式中 a----圆弧对应的中心角,以弧度表示。
3)计算总展开长度L=L1+L2+SL=∑L直+∑S弧4.回弹弯曲成形是一种塑性变形工艺。
回弹的表现形式:1)弯曲回弹会使工件的圆角半径增大,即r2>rp,则回弹量可表示为△r=r2-rp2) 弯曲回弹会使弯曲件的弯曲中心角增大,即a>ap.则回弹量可表示为△a=a-ap影响弯曲回弹的因素:1.材料的力学性能。
2. 材料的相对弯曲半径r/t。
3. 弯曲制件的形状。
4. 模具间隙。
5. 校正程度。
弯曲板件时,凸模圆角半径和中心角可按下式计算:Rp=r/(1+3Asr/Et)ap=ra/rp式中 r----工件的圆角半径;Rp----凸模的圆角半径;a----工件的圆角半径r对弧长的中心角;ap----凸模的圆角半径rp所对弧长的中心角;t----毛坯的厚度;E----弯曲材料的弹性模量;A----弯曲材料的屈服点减小回弹的措施:1)在弯曲件的产品设计时①弯曲件结构设计时考虑减少回弹,在弯曲部位增加压筋连接带等结构。
弯曲模具设计及其零件工艺分析(ppt 20页)
R0 0.18
X=0. 5 δp=0.020 δd=0.020
查表2-10(17页)确定最大最小间隙Zmin=0.132 Zmax=0.240
个尺寸均有(Zmax-Zmin)不需校核
根据公式计算凸凹模刃口尺寸
300 0.22
Dd=(30-0.75×0.22)= 29.835 Dp=( 30.165-0.132)= 30.033
冲压模具设计
设计模具二班寇金 平
已知条件及零件图
零件简图:如(图-1)所示. 名称:托架 生产批量:2万件/年 材料:08轧制钢 抗拉强度:δb=350Μpa 材料厚度:1.5mm 要求编制冲压模具方案 设计模具结构
图-1
落料模具设计
一、弯曲零件工艺分析:托架, 采用打工序分落料、弯曲、冲 孔三道工序每道工序各用一套 模具。
查表2-22(35页)KD=0.06
F∑=1.3×244.57×1.5×350(1+0.06)
=176934N
3)凹模外形尺寸确定: 凹模材料:T12A 淬硬度60~64HRC , K1=1 凹模厚度:查表2-30(57页)确定K2=1.25
H凹K1K23 0.1F冲裁
=1×1.25 3 0.1176943=33㎜ 沿送料方向凹模长度:查表2-29(57页)取c=45㎜ Ld=l+2c=94+2×45=184㎜ 垂直送料方向凹模宽度:查表2-29(57页)取c=25㎜ Bd=b+2c=30+2×25=80㎜ 4)凸模外形尺寸确定: H固=(0.8~1)H凹=(26~33) ㎜ H卸=(0.8~1)H凹 = (26~33)㎜ 查表2-32(61 页)取H导=(6~8)㎜ 初定H固=14㎜ H卸=14㎜ 查表2-32 H导=7㎜(H挡销 =3㎜) L凸=H固+H卸+H导+(15~20)㎜ =30+30+15+15=90 ㎜
冲压弯曲件冲压模具设计【毕业论文-绝对精品】

冲压弯曲件冲压模具设计摘要随着中国工业不断地发展,模具行业也显得越来越重要。
本文针对支架弯曲件的冲裁工艺性和弯曲工艺性,分析比较了成形过程的三种不同冲压工艺(单工序、复合工序和连续工序),确定用一幅级进模完成落料、冲孔和一幅单工序模完成弯曲的工序过程。
介绍了支架弯曲件冷冲压成形过程,经过对支架的批量生产、零件质量、零件结构以及使用要求的分析、研究,按照不降低使用性能为前提,将其确定为冲压件,用冲压方法完成零件的加工,且简要分析了坯料形状、尺寸,排样、裁板方案,冲压工序性质、数目和顺序的确定,进行了工艺力、压力中心、模具工作部分尺寸及公差的计算,并设计出模具.还具体分析了模具的主要零部件(如冲孔凸模、落料凸模、卸料装置、弯曲凸模、垫板、凸模固定板等)的设计与制造,冲压设备的选用,凸凹模间隙调整和编制一个重要零件的加工工艺过程.列出了模具所需零件的详细清单,并给出了合理的装配图。
通过充分利用现代模具制造技术对传统机械零件进行结构改进、优化设计、优化工艺方法能大幅度提高生产效率,这种方法对类似产品具有一定的借鉴作用。
关键词:支架,模具设计,级进模,冲孔落料,弯曲Stamping Bending Stamping Mold DesignABSTRACTWith China's industrial developing constantly, mold industry is becoming more and more important. Based on the stent bending blanking process and bending process,Comparative analysis of the process of forming three different stamping process (single processes, complex processes and continuous processes) confirm completion of the blanking, punching and a single procedure completed the bending modulus processes。
冲压弯曲件冲压模具设计【毕业论文-绝对精品】
冲压弯曲件冲压模具设计摘要随着中国工业不断地发展,模具行业也显得越来越重要。
本文针对支架弯曲件的冲裁工艺性和弯曲工艺性,分析比较了成形过程的三种不同冲压工艺(单工序、复合工序和连续工序),确定用一幅级进模完成落料、冲孔和一幅单工序模完成弯曲的工序过程。
介绍了支架弯曲件冷冲压成形过程,经过对支架的批量生产、零件质量、零件结构以及使用要求的分析、研究,按照不降低使用性能为前提,将其确定为冲压件,用冲压方法完成零件的加工,且简要分析了坯料形状、尺寸,排样、裁板方案,冲压工序性质、数目和顺序的确定,进行了工艺力、压力中心、模具工作部分尺寸及公差的计算,并设计出模具.还具体分析了模具的主要零部件(如冲孔凸模、落料凸模、卸料装置、弯曲凸模、垫板、凸模固定板等)的设计与制造,冲压设备的选用,凸凹模间隙调整和编制一个重要零件的加工工艺过程.列出了模具所需零件的详细清单,并给出了合理的装配图。
通过充分利用现代模具制造技术对传统机械零件进行结构改进、优化设计、优化工艺方法能大幅度提高生产效率,这种方法对类似产品具有一定的借鉴作用。
关键词:支架,模具设计,级进模,冲孔落料,弯曲Stamping Bending Stamping Mold DesignABSTRACTWith China's industrial developing constantly, mold industry is becoming more and more important. Based on the stent bending blanking process and bending process,Comparative analysis of the process of forming three different stamping process (single processes, complex processes and continuous processes) confirm completion of the blanking, punching and a single procedure completed the bending modulus processes。
弯钩形零件弯钩模设计

弯钩形零件弯曲模结构与设计1 工件的工艺性分析:该工件零件图如上所示,由零件图可知。
该制件形状简单,尺寸不大,厚度适中,一般批量,属普通弯曲件,但零件上端口处有两个45°的内弯,且长度确定,在设计模具时应注意并控制回弹。
由于制件时内弯,要考虑合适的取件方案。
因有一定的批量,应注意模具材料和结构的选择。
2 工艺方案的确定:根据制件的工艺性分析,其有两道工序,有弯曲和内弯,因为此工件是上端内弯,因此合理的工艺方案是弯曲——折弯。
先将平板毛坯弯曲成“U”形,再对上端进行弯钩内弯。
零件成形后,由于工件内弯,可纵向取出,此方案是较为合理。
3 模具结构形式的确定:因工件材料较薄,弯曲中为保证工件平整,采用弹性顶尖装置。
由于零件是内弯,需采用活动凹模,斜楔,靠斜楔与滑块作用使工件内弯,活动凹模上设有弹性回复装置。
4 工艺设计:(1):毛坯尺寸的计算计算毛坯尺寸,相对弯曲半径为K/t=4/2=2<5式中:K——弯曲半径(mm)t——料后(mm)可见,制件属于圆角半径较大的弯曲件,应先求弯曲变形区中性层曲率半径ρ(mm)ρ=ν+Kt由文献《冷冲压工艺及模具设计》中表3-2查得K=0.39L,r——弯曲半径K——中性层系数ρ=(4+0.39x2)mm =4.78 mm由表3-5查得,最小弯曲半径rmin=0.5t=1mm L考虑到工件的质量问题及弯曲工艺要求,取弯钩处弯曲半径为r=t=2 mm 。
毛坯长度L=48+16+6.5=70.5mm考虑工件的误差,取L=72mm,b=22±1.1mm 。
(2)弯曲力的计算为有效控制回弹,采用校正弯曲,F核=PAP——材料单位弯曲校正力A——校正部分投影面积查得材料15的单位校正力为50mpa.由于这里不能上传完整的毕业设计(完整的应包括毕业设计说明书、相关图纸CAD/PROE、中英文文献及翻译等),此文档也稍微删除了一部分内容(目录及某些关键内容)如需要其他资料的朋友,请加叩扣:贰二壹伍八玖壹壹五一F=50[(48+6.5)*22]=50*54.5*22=59950N≈60KN(3)弯曲凸、凹模的间隙C=t+Δ+k*tC——弯曲凸、凹模单边间隙t——料厚Δ——材料厚度正偏差k ——系数由表查得k =0.05c =t+Δ+kt=2+0.05x2=2.1mm2c=4.2mm(4)弯曲模工作部分尺寸计算(由于制件精度不高,凸、凹模制造公差均采用IT9级)由于工件外形尺寸要求相对精度高,计算尺寸时,要先计算凹模的尺寸,然后根据凹模尺寸莱计算凸模尺寸。
冲压模具设计L型弯曲件
目录第一章绪论3第二章冲压工艺分析2.1冲压件简介52.2冲压工艺性分析62.3冲压工艺方案的确定6第三章落料冲孔弯曲复合模设计3.1模具结构83.2确定其搭边值83.3确定排样图93.4材料利用率计算103.5凸凹模刃口尺寸计算103.6冲压力计算133.7压力机选用163.8压力中心计算173.9落料冲孔弯曲复合模主要零部件设计17 3.10模具闭合高度、压力机校验24第四章结论25第一章绪论1.1 课题研究的目的和意义目的:为了更好的了解模具设计的一些步骤,和一些设计模具时所需要注意的地方,为以后的工作打好基础。
意义:此次设计让我知道了自己的理论知识要运用到实际工作中去并不是那么容易的需要经过多次练习及长时间积累的。
1.2 课题国内外研究概况1.1.1 国外模具发展概况目前,欧洲模具业已越来越感受到来自中国同行所带来的影响和压力,预计到2018年,中国将一跃成为全球最大的模具制造业基地之一。
”德国亚琛工业大学的亚力山大教授日前在宁海考察该地模具制造业基地时发出这样的感叹。
亚力山大表示,据相关研究部门调查得知,欧洲模具设计和生产的时间要分别比中国快44%和61%左右。
1.1.2国内模具发展概况近年来,中国模具市场对精密、大型、复杂型、长寿命模具的需求量有所增长,预计到2010年,国内模具市场需求量将在1,200亿元人民币左右。
综合媒体6月4日报道,中国模具协会企业年报显示:近年来,中国模具市场对精密、大型、复杂型、长寿命模具的需求量有所增长,预计到2010年,国内模具市场需求量将在1,200亿元人民币左右。
专家分析,从1997年开始,随着汽车、装备制造业、家用电器的高速增长,中国国内模具市场的需求开始显著增长。
虽然到2006年中国模具工业总产值已达516亿元,但属“大路货”的冲压模具、压铸模具等约占总量的80%。
已经进入中国的少量外资模具企业开始生产各种高精大多功能模具,但目前仍供不应求。
据介绍,目前中国汽车模具潜在市场十分巨大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录引言一、工艺分析二、工艺方案的确定三、制件排样图的设计及材料利用率的计算四、确定总冲压力和选用压力机及计算压力中心五、凸、凹模尺寸计算六、模具结构形式的确定七、模具零件的结构设计(一)、落料凸凹模的设计(二)、落料凹模的设计(三)、冲头固定板的设计(四)、弯曲凸模的设计(五)、弯曲凹模的设计八、模具零件的加工工艺(一)落料凹模的加工工艺(二)凸凹模的加工工艺(三)冲头的加工工艺(四)弯曲凸模的加工工艺(五)弯曲凹模的加工工艺九、模具的总装配小结参考文献摘要随着模具制造的技能化逐步向科学化发展,逐渐由以前手动方式发展为利用软件等高科技方式来辅助设计的完成。
冷冲模是其中的一种。
毕业设计是在模具专业理论教学之后进行的实践性教学环节。
是对所学知识的一次总检验,是走向工作岗位前的一次实战演习。
其目的是,综合运用所学课程的理论和实践知识,设计一副完整的模具训练、培养和提高自己的工作能力。
巩固和扩充模具专业课程所学内容,掌握模具设计与制造的方法、步骤和相关技术规范。
熟练查阅相关技术资料。
掌握模具设计与制造的基本技能,如制件工艺性分析、模具工艺方案论证、工艺计算、加工设备选定、制造工艺、收集和查阅设计资料,绘图及编写设计技术文件等。
冲压工艺与模具设计应结合工厂的设备、人员等实际情况,从零件的质量、生产效率、生产成本、劳动强度、环境的保护以及生产的安全性各个方面综合考虑,选择技术先进、经济合理、使用安全可靠的工艺方案和模具,以使冲压件的生产在保证达到设计图样上的各项技术要求,尽可能降低冲压的工艺成本和保证安全生产。
关键词:工艺性分析、模具工艺方案论证、工艺计算、加工设备选定、制造工艺、收集和查阅设计资料,绘图及编写设计技术文件等。
1.引言模具行业的发展现状及市场前景现代模具工业有“不衰亡工业”之称。
世界模具市场总体上供不应求,市场需求量维持在700亿至850亿美元,同时,我国的模具产业也迎来了新一轮的发展机遇。
近几年,我国模具产业总产值保持15%的年增长率(据不完全统计,2005年国内模具进口总值达到700多亿,同时,有近250个亿的出口),到2007年模具产值预计为700亿元,模具及模具标准件出口将从现在的每年9000多万美元增长到2006年的2亿美元左右。
单就汽车产业而言,一个型号的汽车所需模具达几千副,价值上亿元,而当汽车更换车型时约有80%的模具需要更换。
2005年我国汽车产销量均突破550万辆,预计2007年产销量各突破700万辆,轿车产量将达到300万辆。
另外,电子和通讯产品对模具的需求也非常大,在发达国家往往占到模具市场总量的20%之多。
目前,中国17000多个模具生产厂点,从业人数约50多万。
1999年中国模具工业总产值已达245亿元人民币。
工业总产值中企业自产自用的约占三分之二,作为商品销售的约占三分之一。
在模具工业的总产值中,冲压模具约占50%,塑料模具约占33%,压铸模具约占6%,其它各类模具约占11%。
模具的发展是体现一个国家现代化水平高低的一个重要标志,就我国而言,经过了这几十年曲折的发展,模具行业也初具规模,从当初只能靠进口到现在部分进口已经跨了一大步,但还有一些精密的冲模自己还不能生产只能通过进口来满足生产需要。
随着各种加工工艺和多种设计软件的应用使的模具的应用和设计更为方便。
随着信息产业的不断发展,模具的设计和制造也越来越趋近于国际化。
现在模具的计算机辅助设计和制造(CAD/CAM)技术的研究和应用。
大大提搞了模具设计和制造的效率。
减短了生产周期。
采用模具CAD/CAM技术,还可提高模具质量,大大减少设计和制造人员的重复劳动,使设计者有可能把精力用在创新和开发上。
尤其是pro/E和UG等软件的应用更进一步推动了模具产业的发展。
数控技术的发展使模具工作零件的加工趋进于自动化。
电火花和线切割技术的广泛应用也对模具行业起到了飞越发展。
模具的标准化程度在国内外现在也比较明显。
特别是对一些通用件的使用应用的越来越多。
其大大的提高了它们的互换性。
加强了各个地区的合作。
对整个模具的行业水平的提高也起到了重要的作用。
模具制造技术现代化是模具工业发展的基础。
计算机技术、信息技术、自动化技术等先进技术正在不断向传统制造技术渗透、交叉、融合形成了现代模具制造技术。
其中高速铣削加工、电火花铣削加工、慢走丝切割加工、精密磨削及抛光技术、数控测量等代表了现代冲模制造的技术水平。
高速铣削加工不但具有加工速度高以及良好的加工精度和表面质量(主轴转速一般为15000~40000r/min),加工精度一般可达10微米,最好的表面粗糙度Ra≤1微米),而且与传统切削加工相比具有温升低(工件只升高3摄氏度)、切削力小,因而可加工热敏材料和刚性差的零件,合理选择刀具和切削用量还可实现硬材料(60HRC)加工;电火花铣削加工(又称电火花创成加工)是以高速旋转的简单管状电极作三维或二维轮廓加工(像数控铣一样),因此不再需要制造昂贵的成形电极,如日本三菱公司生产的EDSCAN8E电火花铣削加工机床,配置有电极损耗自动补偿系统、CAD/CAM集成系统、在线自动测量系统和动态仿真系统,体现了当今电火花加工机床的技术水平;慢走丝线切割技术的发展水平已相当高,功能也相当完善,自动化程度已达到无人看管运行的程度,目前切割速度已达到300mm2/min,加工精度可达±1.5微米,表面粗糙度达Ra=01~0.2微米;精度磨削及抛光已开始使用数控成形磨床、数控光学曲线磨床、数控连续轨迹坐标磨床及自动抛光等先进设备和技术;模具加工过程中的检测技术也取得了很大的发展,现在三坐标测量机除了能高精度地测量复杂曲面的数据外,其良好的温度补偿装置、可靠的抗振保护能力、严密的除尘措施及简单操作步骤,使得现场自动化检测成为可能。
此外,激光快速成形技术(RPM)与树脂浇注技术在快速经济制模技术中得到了成功的应用。
利用RPM技术快速成形三维原型后,通过陶瓷精铸、电弧涂喷、消失模、熔模等技术可快速制造各种成形模。
如清华大学开发研制的“M-RPMS-Ⅱ型多功能快速原型制造系统”是我国自主知识产权的世界惟一拥有两种快速成形工艺(分层实体制造SSM和熔融挤压成形MEM)的系统,它基于“模块化技术集成”之概念而设计和制造,具有较好的价格性能比。
一汽模具制造公司在以CAD/CAM 加工的主模型为基础,采用瑞士汽巴精化的高强度树脂浇注成形的树脂冲模应用在国产轿车试制和小批量生产开辟了新的途径。
21世纪的制造业,正从以机器为特征的传统技术时代,向着以信息为特征的技术时代迈进,即用信息技术改造和提升传统产业。
经济全球化和世界市场一体化加速发展,不断加剧了制造商之间的竞争,提出了快速反应市场的要求,与之相适应,制造业对柔性自动化技术及装备的要求更加迫切而强烈。
同时,微电子技术和信息通信技术的快速发展,为柔性自动化提供了重要的技术支撑,工业装备的数控化、自动化、柔性化呈现蓬勃发展的态势。
模具技术发展的几个特点模具与压力机是决定冲压质量、精度和生产效率的两个关键因素。
先进的压力机只有配备先进的模具,才能充分发挥作用,取得良好效益。
模具的发展方向为:充分运用IT技术发展模具设计、制造用户对压力机速度、精度、换模效率等方面不断提高的要求,促进了模具的发展。
外形车身和发动机是汽车两个关键部件,汽车车身模具特别是大中型覆盖件模具,技术密集,体现当代模具技术水平,是车身制造技术的重要组成部分。
车身模具设计和制造约占汽车开发周期三分之二的时间,成为汽车换型的主要制约因素。
目前世界上汽车的改型换代一般约需48个月,而美国仅需30个月,主要得益于在模具业中应用了CAD/CAE/CAM技术和三维实体汽车覆盖件模具结构设计软件。
另外,网络技术的广泛应用提供了可靠的信息载体,实现异地设计和异地制造。
虚拟制造等IT技术的应用,将推动模具工业的发展。
冲压工艺是塑性加工的基本加工方法之一。
它主要用于加工板料零件,所以有时也叫板料冲压。
冲压不仅可以加工金属板料,而且也可以加工非金属板料。
冲压加工时,板料在模具的作用下,于其内部产生使之变形的内力。
当内力的作用达到一定程度时,板料毛坯或毛坯的某个部位便会产生与内力的作用性质相对应的变形,从而获得一定的形状、尺寸和性能的零件。
冲压生产靠模具与设备完成加工过程,所以它的生产率高,而且由于操作简便,也便于实现机械化和自动化。
利用模具加工,可以获得其它加工方法所不能或难以制造的、形状复杂的零件。
冲压产品的尺寸精度是由模具保证的,所以质量稳定,一般不需要再经过机械加工便可以使用。
冲压加工一般不需要加热毛坯,也不像切削加工那样大量的切削材料,所以它不但节能,而且节约材料。
冲压产品的表面质量较好,使用的原材料是冶金工厂大量生产的轧制板料或带料,在冲压过程中材料表面不受破坏。
因此,冲压工艺是一种产品质量好而且成本低的加工工艺。
用它生产的产品一般还具有重量轻且刚性好的特点。
冲压加工在汽车、拖拉机、电机、电器、仪器、仪表、各种民用轻工产品以及航空、航天和兵工等的生产方面占据十分重要的地位。
现代各种先进工业化国家的冲压生产都是十分发达的。
在我国的现代化建设进程中,冲压生产占有重要的地位。
1.冲裁件的工艺性分析冲裁件的工艺性是指冲裁件在冲裁加工中的难易程度。
所谓冲裁工艺性好是指能用普通的冲裁方法,在模具寿命和生产率较高、成本较低的条件下得到质量合格的冲裁件。
因此,冲裁件的结构形状、尺寸大小、精度等级、材料及厚度等是否符合冲裁的工艺要求,对冲裁件质量、模具寿命和生产效率有很大的影响。
1.1 冲裁件的结构工艺性1.1.1 冲裁件的形状图1.零件及尺寸1.1.2 冲裁件的尺寸精度冲裁件的精度主要以其尺寸精度、冲裁断面粗糙度、毛刺高度三个方面的指标来衡量,根据零件图上的尺寸标注及公差,可以判断属于尺寸精度为IT12—IT14的经济级普通冲压。
20#钢板属于碳素结构钢,屈服极限时235MPa,具有很好的可冲裁性,工件结构形状冲裁件内,外形均无尖锐清角,对模具寿命不影响,孔与边缘间的距离大于1.5t,工件的直径d>t满足冲孔模可冲压的最小孔径。
2 制件冲压工艺方案的确定2.1 冲压工序的组合冲裁工序可以分为单工序冲裁、复合工序冲裁和连续冲裁。
(1) 方案种类该工件包括落料,冲孔,弯曲三个基本工序,可有以下三种工艺方案:方案一:先落料后冲孔,再弯曲采用三套单工序模生产。
方案二:落料冲孔同时进行的复合模,再采用弯曲模生产。
方案三:冲孔—弯曲—切断级进冲压,采用级进模生产。
方案四:落料冲孔(两件)—弯曲—切断冲压,采用复合模生产。
(2) 方案分析方案一:需三道工序三副模具,生产效率低,成本相对较高,且更重要的是在第一道工序完成后,进入第二道工序必然会增大误差,使工件内孔与外形同轴度相差较大,质量大打折扣达不到所需要求,故不选此方案。