年产200吨L-丝氨酸发酵和无菌空气车间的工艺设计
年产5000吨L-苯丙氨酸发酵工厂设计

课程设计设计题目:年产5000吨L-苯丙氨酸发酵工厂设计摘要本设计主要是进行年产5000吨苯丙氨酸工厂的初步设计。
在对苯丙氨酸的结构及其在工业中重要应用作了分析后,拟在湘潭九华经济区投资L-苯丙氨酸生产工厂。
首先,对投资项目进行了认真的地分析及对厂址进行认真地选择。
同时,对L-苯丙氨酸的生产工艺作了优化,然后依据拟定的产量与工艺流程对生产车间进行了物料衡算、热量衡算、与主要生产设备的选型,其次,对三废处理等方面也作了一个初步的设计方案。
整个设计充分考虑了目前的经济状况和今后发展的需要,从节能的角度出发选择设备。
生产流程尽量提高机械化、自动化水平,同时力求技术上先进,质量上可靠,布局上合理、规范。
关键字:L-苯丙氨酸;发酵;工厂设计目录1. 引言 (3)2. 概述...................................................... 错误!未定义书签。
2.1产品需求初步预测............................. 错误!未定义书签。
2.2投资的必要性和经济意义 ............... 错误!未定义书签。
2.3地理环境............................................ 错误!未定义书签。
2.4生产工艺选择 ................................... 错误!未定义书签。
2.5产品方案............................................. 错误!未定义书签。
2.6工艺流程图 ....................................... 错误!未定义书签。
2.7工艺要点............................................ 错误!未定义书签。
3. 物料恒算.............................................. 错误!未定义书签。
年产200吨盐酸林克霉素车间的工艺设计

题目:年产200吨盐酸林克霉素车间的工艺设计专业:制药工程班级:姓名:学号:指导老师:目录一、概述 (3)1.1 设计任务 (3)1.2 生产工艺选择和工艺流程设计 (3)1.3 设计意义 (6)1.4 设计可行性 (6)二、总的平面设计 (7)三、工艺流程 (8)四、物料衡算 (9)4.1 物料衡算说明 (9)4.2 物料衡算 (9)五、热量衡算 (11)5.1 热量衡算说明 (11)5.2 热量衡算 (11)六、反应设备 (13)七、车间布置图 (14)年产200吨林可霉素的车间工艺设计一、概述1.1设计任务1.1.1 产品名称及产量盐酸林可霉素:200吨/年1.1.2 年工作日及生产班制年工作日:300天/年生产班制:三班/天1.2 生产工艺选择和工艺流程设计1.2.1 生产工艺选择本项目设计产品生产工艺资料由建设单位提供。
工艺资料包括各步反应化学方程式、原辅料配比、操作条件、操作周期、各步收率及原辅料、中间体、成品等物化性质等等。
生产工艺介绍:(一)生产方法盐酸林可霉素生产采用发酵法,经过发酵、提取等生物、物理过程生产盐酸林可霉素产品。
(只进行发酵车间的车间,提取车间不做要求)(二)工艺过程及工序划分发酵车间分三个工段,即三级发酵岗位。
1.2.1 工艺流程设计1.2.1.1 工艺流程概述1.2.2 岗位及操作1.2.2.1 酶化岗位1.液化罐加水3.25t,开搅拌,空气搅拌,投淀粉6.5t;2.用30%NaOH调pH至6.0~6.5,投入淀粉酶8㎏;3.升温,开直接进气阀,当温度升至70℃时,保温1h;4.升温至90 ℃,保温2h5.打料,经喷淋器降温至60 ℃,打料入糖化罐;6.用36%HCL调pH至4.0-4.5。
加糖化酶8 ㎏,保温60℃16-20h;7.用NaOH调pH至5.0,准备开泵打料;8.先关糖消毒罐空气保压阀,再开主排气阀,使罐压降至0;9.开消毒罐打料阀,打完后立即关泵;10.开罐底蒸汽阀,开取样口蒸汽阀,再开直接蒸汽阀,开物料管蒸汽阀;11.温度升至120℃(1 ㎏/㎝2)维持30 分钟,降温至30℃,取样送检,含糖量39%~40%为合格,然后至糖计量罐。
年产200吨L丝氨酸发酵和无菌空气车间的工艺设计课程设计20275667
年产200吨L丝氨酸发酵和无菌空气车间的工艺设计课程设计20275667课程设计设计课程名称:生物工程设备与工艺设计题目:年产200吨L-丝氨酸发酵和无菌空气车间的工艺设计《生物工程设备与工艺设计》课程设计任务书制药与生命科学学院生物工程专业班同学:现下达给你们毕业设计任务如下,要求你们在预定时间内完成此项任务。
一、设计题目:年产200吨L-丝氨酸发酵和无菌空气车间的工艺设计二、设计主要内容:1、针对产品的要求进行工艺流程的设计(查阅资料,补充必要数据);2、工艺计算(物料衡算、能量衡算);3、设备的计算和选型;4、绘制带控制点工艺流程图(3号图纸)。
三、生产条件(包括年操作日、生产方式及其它限制性条件)已知发酵接种量为3%,发酵时间为14 h,发酵罐的搅拌转速为120 rpm,发酵液密度为1050 kg/m3,粘度为0.1 Pa·s。
每升发酵液可得到L-丝氨酸产品37 g。
发酵工艺规定发酵罐通气量为0.8 VVM(标准状态),种子罐通气量为1 VVM。
工厂所在位置空气的平均温度为20℃,平均相对湿度为85%。
年操作日300天,生产裕度为20%。
培养基配方(g/L):葡萄糖29.5,硫酸铵18.1,玉米浆3.79,KH2PO4 1.0,K2HPO4·3H2O 1.0,MgSO4·7H2O 0.1,MnSO4·4H2O 0.001,FeSO4·7H2O 0.001,pH 7.0~7.2。
水蒸气138℃,冷却水进出口温度根据实际情况确定。
四、设计中主要参考资料(包括参考书、资料、规范、标准等)1.国家医药管理局上海医药设计院编. 化工工艺设计手册(第二版)(M).北京:化学工业出版社,19962.沈自法,唐孝宣编.发酵工厂工艺设计(M).上海:华东理工大学出版社,20043.陈国豪主编.生物工程设备(M).北京:化学工业出版社,20074.梁世中主编.生物工程设备(M).北京:化学工业出版社,20025.陈敏恒等编..化工原理(M).北京:化学工业出版社,2004目录1. 概述 (6)1.1 L-丝氨酸的简介 (6)1.2 L-丝氨酸的主要功能 (6)1.3 L-丝氨酸应用 (6)1.4 国内外生产L-丝氨酸的方法 (6)2. 设计说明 (7)2.1设计依据 (7)2.2设计范围 (8)3. 发酵车间的工艺设计 (8)3.1原材料及产品的主要技术规格 (8)3.2生产流程简述 (9)3.3物料衡算 (9)3.3.1发酵罐的物料衡算 (9)3.3.2种子罐的物料衡算 (10)3.4能量衡算 (10)3.4.1发酵罐能量衡算 (10)3.4.2种子罐的能量衡算 (11)3.5主要设备计算 (12)3.5.1发酵罐尺寸的计算 (12)3.5.2搅拌器轴功率计算 (13)3.6种子罐的计算 (14)3.6.1种子罐的尺寸计算 (14)3.6.2种子罐轴功率计算 (15)3.7贮罐计算 (15)3.8配料罐的计算 (15)3.8.1发酵罐配料罐的计算 (15)3.8.2种子罐配料罐的计算 (15)4. 无菌空气的工艺设计 (15)4.1空气用量 (16)4.2压缩空气的温度 (16)4.3空气冷却器的传热量 (17)4.4空气加热器的传热量 (18)4.5空气预处理系统计算与设计 (19)4.5.1吸风塔 (19)4.5.2前置过滤器 (19)4.5.3空气压缩机 (20)4.5.4压缩空气贮罐 (20)4.5.5空气冷却器 (20)4.5.6水滴分离设备 (21)4.5.7空气加热器 (22)4.6 空气除菌设备计算与设计 (22)4.6.1空气总过滤器的计算及设计 (22)4.6.2 10m3发酵罐的空气分过滤系统设备的计算及设计 (22)4.6.3 0.3m3种子罐的空气分过滤系统设备的计算及设计 (23)5. 总结 (24)6.参考文献 (25)7.致谢 (25)年产200吨L-丝氨酸发酵和无菌空气车间的工艺设计1. 概述1.1 L-丝氨酸的简介丝氨酸是一种非必需氨基酸,它在脂肪和脂肪酸的新陈代谢及肌肉的生长中发挥着作用,并且它有助于免疫血球素和抗体的产生,所以丝氨酸在维持健康的免疫系统方面扮演者重要的角色。
氨基酸生产线建设之L-苯丙氨酸的发酵生产线建设的工艺初步设计

L-苯丙氨酸的发酵生产线建设的工艺初步设计作者:黄启鹏菌种描述:L-苯丙氨酸产生菌为为大肠杆菌的基因工程菌,为酪氨酸缺陷型和维生素B部分缺陷型菌株,所带质粒为经改良得重组质粒,该质粒上含有L-苯丙氨酸合成过程中的关键酶结构基因,以及卡那霉素抗性基因。
由于本菌株是酪氨酸缺陷性,在培养基中必须添加酪氨酸才能保证菌体生长,因此酪氨酸是菌体生长得限制因素之一,可以通过限制酪氨酸的量来控制菌体的生长量。
同时由于菌株含有卡那霉素抗性基因的重组质粒,因而培养基中必须加有卡那霉素,以保证菌体细胞内的重组质粒不会丢失,否则菌体性能将会发生退化,及不含重组质粒的菌体不能生长,只含有该重组质粒的菌体才能生长。
生产菌种培养工程:采用5000ml三角瓶进行摇瓶种子培养,摇瓶机型号ZHWY-3222(供参考,需调研),摇瓶装量1000ml/三角瓶,共计40瓶,其中5瓶用于检验用途,培养温度37°C,摇瓶转速240rpm,培养周期10~12hr。
菌种放瓶标准:镜检菌体呈短杆状,610nm处测定OD>1.0,pH7.5以上。
将生长良好的摇瓶种子液无菌并瓶(标准型超净工作台型号:SW-CJ-1CU),并瓶体积2×3500ml(不锈钢锥瓶Φ200×250,上口根据1000ml三角瓶的瓶口并应有相应胶塞适配,竹节与胶管配置按图)。
采用具有洁净措施的送种框送至发酵车间。
种子送抵车间种子暂存间的冰箱,不得超过20min。
种子培养工程:确认配料罐(15m3 SUS304罐,适配电机30Kw、搅拌转速150rpm、搅拌型式四斜叶开放涡轮搅拌器一层)、输料管道(DN50 SUS304)清洗干净,并确认相应种子罐设备处于清洁待接料状态。
检查物料品名、规格、数量,在清洁的配料罐内加水至搅拌叶处,开启搅拌,将培养基(一)、培养基(二)分别投入到不同的配料槽中溶解。
搅拌均匀后,核对种子罐(30m3 SUS304罐、适配电机45Kw、搅拌转速140rpm、搅拌型式新型发酵搅拌器三层)罐号,将输料软管插入待进罐人孔,开启进料端阀门。
年产300吨庆大霉素发酵车间的工艺设计
引言:庆大霉素是一种广谱抗生素,其生产通常采用发酵工艺。
为实现年产300吨庆大霉素的目标,需要对发酵车间的工艺进行设计。
本文将就发酵车间的流程、设备选型、工艺参数、控制系统等方面进行详细阐述。
一、工艺流程:庆大霉素的发酵工艺一般分为两个主要阶段:液体培养和固体培养。
液体培养用于菌种扩大和提供发酵基质,固体培养则是庆大霉素产生阶段。
具体工艺流程如下:1.菌种扩大:从冷冻保存的庆大霉素菌种中挑取适量菌株,经预培养后转入大容量的发酵罐中进行扩大培养。
2.发酵罐液流转:经过一定时间的菌种扩大,将发酵罐液与发酵基质流转至固定的发酵罐中,以提供充分的发酵条件。
3.固态发酵:将经过液体培养的菌种与固态发酵基质混合,装入发酵罐内,保持适宜的温度和湿度条件进行发酵。
4.发酵液分离:固态发酵产生的发酵液通过离心、过滤等方式分离得到。
5.提取纯化:对分离得到的发酵液进行提取纯化,获取庆大霉素原料药。
以上为发酵车间工艺的基本流程,具体可根据实际情况进行调整。
二、设备选型:1.发酵罐:根据年产300吨的需求,可选择多台容积适中的不锈钢发酵罐,以满足大规模发酵的需求。
2.流程设备:发酵车间需要配备液体流转设备、固态发酵装置,如输送带、混合机、发酵罐等。
3.分离设备:发酵液分离可以采用离心机、过滤机等设备,以高效分离发酵液。
4.提取纯化设备:根据庆大霉素的提取纯化工艺,需要选择合适的提取设备,如溶剂萃取设备、蒸馏设备等。
三、工艺参数:1.培养基配方:根据庆大霉素产菌的特性,设计合理的培养基配方,包括发酵碳源、氮源、矿物质等。
2.发酵温度:根据菌株的适宜生长温度确定发酵温度,通常在28℃左右。
3.发酵pH值:庆大霉素产菌的适宜pH范围一般在6.5-7.5之间,可根据菌株要求进行调整。
4.发酵时间:根据庆大霉素产菌的生长速率和产量,确定适宜的发酵时间。
5.固态发酵基质配方:固态发酵基质的配方要充分考虑庆大霉素产菌的营养需求和产量。
600吨年L-乳酸发酵车间的工艺设计

目录1. 概述 (1)1.1 产品概述 (1)1.1.1 乳酸的理化性质 (1)1.1.2 L-乳酸的用途及功能 (1)1.1.3 国内外生产情况 (2)1.2 设计概述 (4)1.2.1 设计依据 (4)1.2.2 设计范围 (4)1.2.3 指导思想 (5)2. 原材料及产品的主要技术规格 (5)2.1 菌种的选择 (5)2.2 发酵原料的选择 (5)2.2.1 种子培养基 (5)2.2.2 发酵培养基 (5)3. 生产流程简述 (6)4. 工艺计算 (6)4.1物料衡算 (7)4.1.1 发酵罐 (7)4.1.2 种子罐 (7)4.2 热量衡算 (8)4.2.1 发酵罐 (8)4.2.2 种子罐 (9)5. 主要设备的计算 (10)5.1 发酵罐的设计 (10)5.1.1 发酵罐的尺寸设计 (10)5.1.2 发酵罐搅拌器轴功率计算 (11)5.2 种子罐的计算 (12)5.2.1种子罐的尺寸计算 (12)5.2.2 种子罐轴功率计算 (13)5.3 发酵液的贮罐计算 (13)5.4 配料罐的计算 (13)5.4.1 发酵罐配料罐 (13)5.4.2 种子罐配料罐 (13)6. 其它 (14)7. 参考文献 (14)8. 致谢 (15)600吨/年L-乳酸发酵车间的工艺设计1. 概述1.1 产品概述1.1.1 乳酸的理化性质乳酸(Lactic Acid),学名为α-羟基丙酸(α-Hydroxy-Propanoic-Acid),分子式为C 3H 6O 3,结构式为CH 3CHOHCOOH ,相对分子质量90.08,是一种常见的天然有机酸。
乳酸分子内含有一个不对称碳原子,具有光学异构现象,有D 型和L 型两种构型[1],其中L-乳酸为右旋,D-乳酸为左旋,其结构式见图1。
当L-乳酸和D-乳酸等比例混合时,即成为外消旋的DL-乳酸。
不同分子构型的乳酸有不同的理化性质,如表1所示[2]。
纯净的无水乳酸是白色结晶体,熔点为16.8℃,沸点为122℃(2kPa),相对密度为1.249。
生物发酵车间设计.
年工作日:330d; 生产班制:3班,每班8h; 一级种子罐:基础配料体积1m3; 二级种子罐:基础配料体积5m3; 发酵大罐:基础配料体积25m3。
3.2 物料衡算
发酵大罐物料平衡示意图
3.3 能量衡算
四、设备选择
4.1 设备选择的原则与发酵罐计算
发 酵 罐
4.2 二级种子罐、一级种子罐和补料罐的计算
• 取子瓶斜面数只,在无菌室内超净工作台上制备成 孢悬液,以压差法将孢悬液接入一级种子罐内。
发酵
• 一级种子罐在(35±1)℃ ,通气培养 40~60h 后, 移种于二级种子罐,在(34±0.5)℃ 继续通气培 养约40h,后期适当补料。培养完成后,移种至发酵 大罐内,在32~34℃ 下继续通气培养130h后放罐。 发酵过程中,按糖氮代谢的实际情况补料,后期适 当补水。
生物发酵车间设计
主要内容
生物发酵车间的特点 设计任务 生产工艺选择与流程设计 物料衡算与能量衡算 设备选择 车间平面布置 区域布置和工艺设备布置的合理性论证 车间主管设计和配管设计
生物发酵车间的特点
• 生物发酵车间是耗能大户,因是从生产工艺选择、 •
•
• •
设备选型布局到管道布置等均要考虑节能措施。 发酵过程生产周期较长,且为半连续过程,设备布 局和管道系统设计应规范、顺畅. 提炼过程多使用酸,碱及有机溶剂,土建设计需要 采取防腐和防火防爆措施。 发酵生产车间放热量大,排气点多,须重点考虑自 然通风、采光等措施。 须严格控制染菌,对生产环境须定期消毒灭菌并经 常更换所使用的消毒剂。
一、设计任务
年产抗生素:17 t 年工作日:300 d 生产班制:每天三班,每班 8h 放罐单位:1050 u/mL 成品效价:590 u/mg 发酵周期:5.5 d 发酵罐装料系数:0.8
生物发酵车间设计

清洁生产技术
采用先进的清洁生产技术, 如生物酶催化技术、超临界 流体技术等,降低生产过程 中的污染物排放。
循环经济资源利用效 率。
绿色供应链管理
建立绿色供应链管理体系, 要求供应商提供环保合规的 原料和产品包装,推动整个 供应链的绿色化。
选择密封性好、耐腐蚀的储存 容器,避免原料受污染。
运输工具
选择清洁、干燥的运输工具, 避免原料在运输过程中受污染 。
管理措施
建立严格的原料储存和运输管 理制度,确保原料质量安全。
节能减排技术应用
节能技术
采用高效节能设备,如高效电机、变频器等, 降低能源消耗。
资源综合利用
实现废弃物资源化利用,如废渣制肥、废水 回用等,提高资源利用效率。
03
原料选择与预处理技术
原料种类及质量要求
淀粉类原料
糖类原料
蛋白质类原料
如玉米、小麦等,要求 淀粉含量高,杂质少。
如甘蔗、甜菜等,要求 糖分含量高,色泽纯正。
如豆粕、鱼粉等,要求 蛋白质含量高,氨基酸
组成平衡。
其他辅助原料
如酵母粉、无机盐等, 要求纯度高,无有害物
质。
预处理方法和设备选择
01
02
03
04
清洗设备
去除原料中的泥土、砂石等杂 质。
破碎设备
将大块原料破碎成小块,便于 后续处理。
浸泡设备
将原料浸泡在特定溶液中,去 除部分杂质或提高原料品质。
蒸煮设备
通过高温蒸煮,使原料熟化, 便于微生物利用。
原料储存和运输管理规范
储存环境
保持干燥、通风、避光的储存 环境,防止原料受潮、霉变。
储存容器
固体废弃物回收利用途径探讨
年度产200吨盐酸林克霉素车间的工艺设计
题目:年产200吨盐酸林克霉素车间的工艺设计专业:制药工程班级:姓名:学号:指导老师:目录一、概述 (3)设计任务 (3)生产工艺选择和工艺流程设计 (3)设计意义 (6)设计可行性 (6)二、总的平面设计 (7)三、工艺流程 (8)四、物料衡算 (9)物料衡算说明 (9)物料衡算 (9)五、热量衡算 (11)热量衡算说明 (11)热量衡算 (11)六、反应设备 (13)七、车间布置图 (14)年产200吨林可霉素的车间工艺设计一、概述1.1设计任务产品名称及产量盐酸林可霉素:200吨/年年工作日及生产班制年工作日:300天/年生产班制:三班/天生产工艺选择和工艺流程设计生产工艺选择本项目设计产品生产工艺资料由建设单位提供。
工艺资料包括各步反应化学方程式、原辅料配比、操作条件、操作周期、各步收率及原辅料、中间体、成品等物化性质等等。
生产工艺介绍:(一)生产方法盐酸林可霉素生产采用发酵法,经过发酵、提取等生物、物理过程生产盐酸林可霉素产品。
(只进行发酵车间的车间,提取车间不做要求)(二)工艺过程及工序划分发酵车间分三个工段,即三级发酵岗位。
工艺流程设计工艺流程概述岗位及操作酶化岗位1.液化罐加水,开搅拌,空气搅拌,投淀粉;2.用30%NaOH调pH至~,投入淀粉酶8㎏;3.升温,开直接进气阀,当温度升至70℃时,保温1h;4.升温至90 ℃,保温2h5.打料,经喷淋器降温至60 ℃,打料入糖化罐;6.用36%HCL调pH至。
加糖化酶8 ㎏,保温60℃16-20h;7.用NaOH调pH至,准备开泵打料;8.先关糖消毒罐空气保压阀,再开主排气阀,使罐压降至0;9.开消毒罐打料阀,打完后立即关泵;10.开罐底蒸汽阀,开取样口蒸汽阀,再开直接蒸汽阀,开物料管蒸汽阀;11.温度升至120℃(1 ㎏/㎝2)维持30 分钟,降温至30℃,取样送检,含糖量39%~40%为合格,然后至糖计量罐。
消毒岗位A、氨水消毒1.打开真空泵。
某氨基酸发酵装置工艺设计

1.2 装置主要生产设备说明本次工程装置主要为氨基酸发酵生产装置,依据现行GB 50457《医药工业洁净厂房设计规范》的要求[3],所有的主要生产设备均选用304不锈钢,其中氨水罐、补料罐、发酵罐、转化罐及以其相连的管路、阀门等均可在线清洗、在线灭菌,满足发酵生产的要求。
依据现行GB 50016《建筑设计防火规范》的要求[4],本装置所在区域确定为丙类生产区域,涉及的氨水浓度<10%。
2 工艺流程与装置平面设计2.1 工艺流程简述依据建设方的使用要求,在该套生产装置上能同时发酵生产A 、B 两个氨基酸品种,2000L 发酵罐与5000L 转化罐的功能可相互转换。
生产A 品种使用的稀氨水由氨水输送隔膜泵送至V101氨水罐;培养基通过手孔直接加入V102补料罐。
R103的发酵液通过压缩空气送至V104洗酶罐,经F106超滤设备后,进入R107转化罐,完成转化过程后,料液去后续生产过程。
生产B 品种使用的稀氨水、培养基的加料与A 相同。
R107作为发酵罐使用,发酵液经洗酶、超滤后去R103完成转化过程,料液去后续生产过程。
2.2 装置平面布置与管路设计本次工程的装置位于原有车间的二层,层高为6m ,为兼顾设备操作与管道布置的便利性,在车间内局部设置了2.75m 高的钢平台;同时充分利用空间,在钢平台上设置操作室与控制室,钢平台下设置人员更衣、工器具清洗、物料存放等功能间,满足2010年版《药品生产质量管理规范》的要求[5]。
详细装置平面布置见图1,工艺设备平面布置图。
图1 工艺设备平面布置图0 引言在工业生产中,发酵是利用微生物的机能获得工业产品的泛称,通过微生物的培养,使某种特定的代谢产物得以大量积累,如各种维生素发酵、氨基酸发酵、酶制剂发酵、有机酸发酵、核酸发酵以及抗生素发酵等[1]。
氨基酸生产方法有水解提取法、化学合成法、微生物发酵法以及酶转化法等。
微生物发酵法生产氨基酸的基本过程包括培养基配制与灭菌处理,菌种诱变与选育,菌种培养、灭菌及接种发酵,产品提取及分离纯化等步骤[2]。
发酵工程 无菌空气的制备PPT学习教案

第6页/共41页
3. 静电除菌法
近年来一些工厂已使用 静电除尘器除去空气中 的水雾、油雾和尘埃, 同时也除去了空气中的 微生物。
原理:静电引力吸附带 电的粒子
静电除尘灭菌器
1-钢丝(电晕电极);2-钢管(沉淀电极);3-高压绝缘瓷瓶; 4-钢板;5-空气入口;6-封头;7-钢板;8-法兰;9-空气出口。
在一定条件下(包括气流速度、温度、介质种类、
填充密度、杂菌种类等),通过单位高度介质层后,
杂菌浓度的下降量与进入此介质层的杂菌量成正比。
即:
dN / dL = -KN0
dN / dL — 单位滤层所除去的微粒数(个/cm);
L — 滤床厚度 (cm);
K — 过滤常数或除菌常数 (cm-1)
第21页/共41页
采用高效率的前置过滤设备,使空气先经过中、高 温过滤器后,再进入空压机,降低主过滤器的负荷。
1. 高效前置过滤器 2. 压缩机 3. 贮罐 4. 冷却器 5. 丝网分离器 6. 加热器 7. 总过滤器
第39页/共41页
复习思考题
1. 空气过滤除菌的机理?如何提 高过滤除菌的效率?
2. 空气过滤除菌的工艺流程?
冷热空气直接混合式空气除菌流程
经粗过滤和压缩后的空气,从储罐出来后分两部 分,一部分进入冷却器,冷却到低温,经分离器 分离油水之后与另一部分未处理的高压空气混合, 再进入过滤器。
1. 粗过滤器 2. 压缩机 3. 贮第罐384页. /冷共4却1页器 5. 丝网分离器 6. 总过滤器
高效前置过滤空气除菌流程
上式整理并积分,可得:
Ns
l = - KL n N0
1
L=
l N0
年产200吨L-脯氨酸车间设计-提取工段

淮阴工学院综合训练(论文/说明书)作者:葛成振学号:**********系:生化学院专业:生物工程题目:年产200吨L-脯氨酸车间设计-提取工段指导者:于鹄鹏2013 年 12月淮安目录1 引言--------------------------------------------------------------42 提取工艺概述------------------------------------------------------4 2.1 提取工艺流程图--------------------------------------------------4 2.2 工艺流程基本要求------------------------------------------------4 2.2.1 发酵液的预处理------------------------------------------------4 2.2.2 树脂的预处理--------------------------------------------------5 2.2.3 阳离子树脂交换分离提取过程------------------------------------5 2.2.4 洗脱----------------------------------------------------------5 2.2.5 结晶过程------------------------------------------------------5 2.2.6 树脂的重利用--------------------------------------------------6 2.3 L-脯氨酸分离纯化优化工艺条件------------------------------------6 2.3.1 离心法除发酵液中的蛋白及菌体----------------------------------6 2.3.2 上柱吸附------------------------------------------------------6 2.3.3 洗脱----------------------------------------------------------6 2.3.4 粗结晶--------------------------------------------------------6 2.3.5 脱色----------------------------------------------------------62.3.6 精制----------------------------------------------------------63 提取工段概述------------------------------------------------------7 3.1 吸附条件的优化--------------------------------------------------7 3.2 洗脱条件的优化--------------------------------------------------7 3.3 脱色的优化------------------------------------------------------73.4 结晶条件的优化--------------------------------------------------74.工艺分离与物料衡算------------------------------------------------8 4.1 物料衡算--------------------------------------------------------8 4.1.1 离子交换罐----------------------------------------------------8 4.1.2 浓缩罐--------------------------------------------------------9 4.1.3 离心机--------------------------------------------------------9 4.2 能量衡算--------------------------------------------------------94.2.1浓缩罐--------------------------------------------------------94.2.2 冷却器-------------------------------------------------------105.主要设备的计算---------------------------------------------------10 5.1 离子交换罐的计算-----------------------------------------------10 5.2 浓缩罐设计-----------------------------------------------------10 5.3 冷却器---------------------------------------------------------11 5.4 离心机---------------------------------------------------------11 5.5 储罐-----------------------------------------------------------12 5.5.1 高位槽-------------------------------------------------------125.5.2 废液储罐-----------------------------------------------------136 车间平面布置设计------------------------------------------------13参考文献-----------------------------------------------------------151 引言L-脯氨酸是明胶、麸蛋白(麦醇溶蛋白)、玉米醇溶蛋白、鲱精蛋白、鲑精蛋白、酪蛋白等多种蛋白的组成成分,为非必需氨基酸,在生物体内经谷氨酸被代谢。
年产200吨L-精氨酸全厂设计说明书
毕业设计说明书题目年产200吨L-精氨酸全厂设计学院生命科学与技术学院专业生物工程班级2007级2班学号 0713100315学生姓名王宏明指导教师莫柏立二○一一年六月年产200吨L—精氨酸全厂设计摘要本设计主要是进行年产200吨L-精氨酸工厂设计。
在对L-精氨酸国内外生产现状作了分析后,拟在南宁市高新区投资L-精氨酸生产工厂。
首先对L-精氨酸的生产工艺作了优化设计,采用辅料分批添加发酵的方法,提高L-精氨酸的产量,然后依据拟定的产量与工艺流程对生产车间进行了物料衡与主要生产设备的选型,同时,对水、电、汽的用量也进行了估算。
其次,对公用工程、三废处理及综合利用等方面也作了一个初步的设计方案。
整个设计充分考虑了目前的经济状况和今后发展的需要,从节能的角度出发选择设备。
生产流程尽量提高机械化、自动化水平,同时力求技术上先进,质量上可靠,布局上合理、规范。
关键词:L-精氨酸发酵工厂设计Whole plant design of L-arginine factory with annunl proudaction of 200tonsAbstractThis design is primarily for the annual treatment of 200 tons L-Arginine.On the basis of investigation for the global and China's L-Arginine production and processing status,the design analyses our country’s concentrated L-Arginine production and trade status.It p1an to invest to build a concentrated L-Arginine production plant in nanning High-tech Zone.First to L-Arginine production technology, using the optimal design method of complementary makings partial add fermentation, improve production of n-acetylcysteine arginine First of all,calculate the number of production materials and aequum for the production workshop based on the elementary output; moreover, make a technologic design for the workshop and do the major equipment sampling according to the demand of the international market.Thirdly, make a preliminary design for the public sector and earthwork;at the same time,estimate the usage and the costs of water, electricity and fuel. Finally, the design also makes the necessary technological and economic analysis.This design takes full account of current economic situation and future development needs,chooses equipments from the perspective of energy-efficient.Production processes to maximize mechanization, automation level,while seeking to technically advanced, reliable quality, reasonable and normal layout.Keywords:L-Arginine,fermentation, design目录第一章绪论...................................................... - 1 -1.1 L-精氨酸的性质........................................... - 1 -1.2 立题的背景与意义......................................... - 1 - 1.2.1 L-精氨酸的营养生理功能..................................... - 1 - 1.2.2 发酵法生产L-精氨酸的研究进展.............................. - 2 - 1.2.3 L-精氨酸在医药与食品工业中的应用........................... - 2 - 1.2.4 本设计拟定的工作内容....................................... - 2 -1.3 设计原则................................................. - 2 - 1.3.1 符合国家的方针政策......................................... - 2 - 1.3.2 卫生条件符合产品规格要求................................... - 3 - 1.3.3 结合当地实情,节约投资,降低成本........................... - 3 -1.4 厂址的选择............................................... - 3 -1.5 产品方案及班产量的确定................................... - 4 - 1.5.1 产品方案................................................... - 4 - 1.5.2 班产量的确定............................................... - 4 - 第二章工艺流程及论证............................................ - 5 -2.1 L-精氨酸的生产方法....................................... - 5 -2.2发酵菌种与培养基原料...................................... - 5 - 2.2.1 发酵菌种与发酵周期......................................... - 5 - 2.2.2 种子培养和发酵培养基....................................... - 5 -2.3 工艺流程................................................. - 6 -2.4 工艺流程论证............................................. - 7 - 2.4.1 发酵的控制................................................. - 7 - 2.4.2 提取工艺................................................... - 8 - 第三章物料衡算................................................. - 10 -3.1 L-精氨酸发酵工艺技术指标................................ - 10 -3.2 发酵车间的物料衡算...................................... - 10 - 3.2.1 发酵车间的物料衡算........................................ - 10 - 3.2.2 发酵车间的物料衡算结果列表................................ - 13 - 第四章设备选型与设计........................................... - 14 -4.1 发酵罐的选型与设计...................................... - 14 - 4.1.1 发酵罐的选型.............................................. - 14 - 4.1.2 发酵罐的设计.............................................. - 14 -4.1.2.1发酵罐个数的确定..................................... - 14 -4.1.2.2主要尺寸的计算....................................... - 15 -4.2 种子罐的选型与设计...................................... - 24 - 4.2.1二级种子罐容积和数量的确定................................ - 24 - 4.2.2主要尺寸的确定............................................ - 24 -4.3 空气分过滤器............................................ - 29 -4.4 补料罐的设计............................................ - 30 - 4.4.1 材料选择.................................................. - 30 - 4.2.2 补料罐个数与尺寸的确定.................................... - 30 -4.5发酵车间设备一览表....................................... - 31 - 第五章全厂与车间布置设计....................................... - 32 -5.1全厂平面布置设计......................................... - 32 -5.2 生产车间平面布置........................................ - 33 - 第六章水、汽、电用量估算....................................... - 33 -6.1年用水量估算............................................. - 33 -6.2 年蒸汽用量估算.......................................... - 35 -6.3 用电量估算.............................................. - 36 - 第七章公用工程、辅助设施与三废处理............................. - 37 -6.1公用工程................................................. - 37 -6.2辅助设施................................................. - 38 -6.3 三废处理................................................ - 38 -致谢........................................................ - 39 - 主要参考资料................................................ - 40 -第一章 绪论1.1 L-精氨酸的性质 L-精氨酸是碱性氨基酸,英文名为L-Arginine(L-1-Amino-4-guanidovaleric acid),简称L-Arg,化学名为α-氨基-δ-胍基戊酸,分子式为24146O N H C ,相对分子质量174.4,结构式如下:它在体内的活性构象为L 型,即L-Arg 。
最新年产200吨青霉素钠盐发酵车间工艺初步设计设计

年产200吨青霉素钠盐发酵车间工艺初步设计设计四川理工学院毕业设计年产1200吨青霉素钠盐发酵车间工艺初步设计学生:学号:专业:生物工程班级:2011.5指导教师:四川理工学院生物工程学院2015年6月四川理工学院毕业设计(论文)任务书设计(论文)题目:年产1200吨青霉素钠盐发酵车间工艺初步设计学院:生物工程学院专业:生物工程班级: 2011.5 学号:学生:指导教师:教研室主任(签名)二级学院院长(签名)1.毕业设计(论文)的主要内容及基本要求(1)生产车间工艺论证;(2)生产工艺计算(物料衡算、能量衡算);(3)车间设备设计选型及车间布置设计;(4)图纸绘制要求:①工艺流程图;②生产车间带控制点工艺流程图;③生产车间平、立面布置图。
(5)撰写设计说明书一份;(6)产品规格:青霉素钠盐;(7)生产安排:年生产天数为 280天;(8)淡旺季生产任务比例:无淡旺季;2.指定查阅的主要参考文献及说明(1)吴思方.发酵工厂工艺设计概论[M].北京:中国轻工业出版社.2005;(2)梁世中.生物工程设备[M].北京:中国轻工业出版社.2005;(3)姚玉英.化工原理(上、下)[M].北京:天津大学出版社.1999;(4)陆敏. 化学制药工艺与反应器[M].北京:化学工业出版社.2005;(5)季阳萍.化工制图[M].北京:化学工业出版社.2009;3.进度安排摘要本毕业设计以青霉素G钠为背景,进行年产1200吨青霉素钠盐发酵车间工艺初步设计,为了实现产黄青霉菌种放大培养的平稳过渡,设计采用目前主流的三级发酵工艺进行青霉素的生产,菌种经种子发酵罐扩培后进入二级种子发酵罐再进入发酵罐。
经工艺论证,种子罐和二级种子罐培养基一次性加入,发酵罐采用补料分批发酵以保证产黄青霉的健康生长。
经工艺计算,设计选用2台一级种子罐、3台二级种子罐、6台发酵罐。
厂房采用三层设计,在不同层放置不同类型的罐体,以满足生产需要。
在本设计充分考虑了理论设计量的合理性,又兼顾实际生产中的可行性,分析了发酵控制因素,对物料、能量等进行了计算,力求让设计完整及准确无误。
发酵工厂空气处理工艺和设备的优化组合_方书起
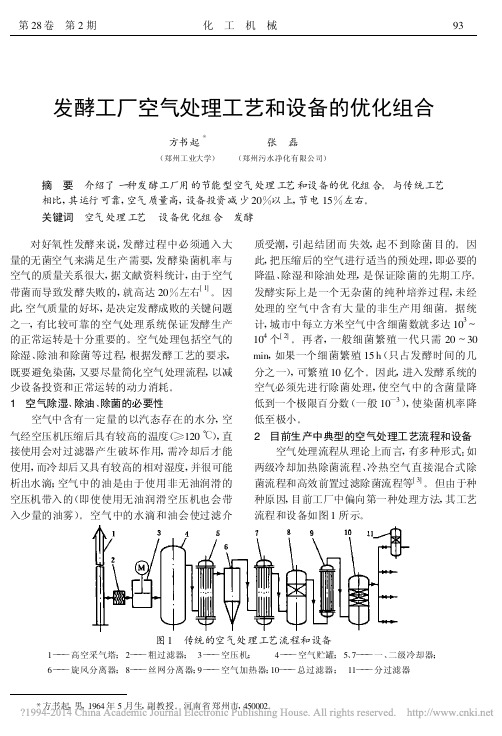
发酵工厂空气处理工艺和设备的优化组合方书起(郑州工业大学)张 磊(郑州污水净化有限公司)摘 要 介绍了一种发酵工厂用的节能型空气处理工艺和设备的优化组合。
与传统工艺相比,其运行可靠,空气质量高,设备投资减少20%以上,节电15%左右。
关键词 空气处理工艺 设备优化组合 发酵 对好氧性发酵来说,发酵过程中必须通入大量的无菌空气来满足生产需要,发酵染菌机率与空气的质量关系很大,据文献资料统计,由于空气带菌而导致发酵失败的,就高达20%左右[1]。
因此,空气质量的好坏,是决定发酵成败的关键问题之一,有比较可靠的空气处理系统保证发酵生产的正常运转是十分重要的。
空气处理包括空气的除湿、除油和除菌等过程,根据发酵工艺的要求,既要避免染菌,又要尽量简化空气处理流程,以减少设备投资和正常运转的动力消耗。
1 空气除湿、除油、除菌的必要性空气中含有一定量的以汽态存在的水分,空气经空压机压缩后具有较高的温度(≥120℃),直接使用会对过滤器产生破坏作用,需冷却后才能使用,而冷却后又具有较高的相对湿度,并很可能析出水滴;空气中的油是由于使用非无油润滑的空压机带入的(即使使用无油润滑空压机也会带入少量的油雾)。
空气中的水滴和油会使过滤介质受潮,引起结团而失效,起不到除菌目的。
因此,把压缩后的空气进行适当的预处理,即必要的降温、除湿和除油处理,是保证除菌的先期工序。
发酵实际上是一个无杂菌的纯种培养过程,未经处理的空气中含有大量的非生产用细菌。
据统计,城市中每立方米空气中含细菌数就多达103~104个[2]。
再者,一般细菌繁殖一代只需20~30min ,如果一个细菌繁殖15h (只占发酵时间的几分之一),可繁殖10亿个。
因此,进入发酵系统的空气必须先进行除菌处理,使空气中的含菌量降低到一个极限百分数(一般10-3),使染菌机率降低至极小。
2 目前生产中典型的空气处理工艺流程和设备空气处理流程从理论上而言,有多种形式:如两级冷却加热除菌流程、冷热空气直接混合式除菌流程和高效前置过滤除菌流程等[3]。
年产200吨L-丝氨酸发酵车间的设计

目录1.概述 (2)1.1产品概述 (2)1.2设计概述 (2)1.2.1设计依据: (2)1.2.2设计范围 (3)1.2.3指导思想 (3)2.原材料及产品的主要技术规格 (3)3.生产流程简述 (4)4.工艺计算 (4)4.1物料衡算 (4)4.1.1发酵罐 (4)4.1.2种子罐 (4)4.2热量衡算 (5)4.2.1发酵罐(不锈钢蛇管传热) (5)4.2.2种子罐 (6)5.主要设备的计算 (6)5.1发酵罐的设计 (6)5.2搅拌器轴功率计算 (8)5.3接种罐的计算 (8)5.4种子罐轴功率计算 (9)5.5贮罐计算 (9)5.6配料罐的计算 (10)5.6.1发酵罐配料罐 (10)5.6.2种子罐配料罐 (10)5.7离心机计算 (10)6.其它 (10)8.致谢 (12)年产200吨L-丝氨酸发酵车间的设计1.概述1.1产品概述丝氨酸(简称Ser.)是一种重要的生化试剂和药剂, 在氨基酸输液和氨基酸胶囊以及多肽合成等方面发展迅速。
同时丝氨酸的衍生物也具有优良的药用和生物活性, 如α-取代丝氨酸被应用于设计肽, 而且是免疫抑制剂ISP(多球壳菌素Myriocin, 嗜热菌杀酵母素Thermozymocidin)和免疫激活剂, 神经鞘真菌素E等生物活性物质的有效组成部分;L-丝氨酸的磷酸脂具有解除疲劳, 恢复体力等功效偶氮丝氨酸常用于治疗肿瘤。
目前L-丝氨酸生产水平还较低, 在世界氨基酸生产行业中L-丝氨酸是工业化生产难度较大的氨基酸。
日本用前体发酵法生产L-丝氨酸, 在1969年产量为4t, 在1990年70t, 在1996年100t,2002年280t。
中国以前大多采用蛋白质水解法提取, 然而分离困难, 始终未能形成生产规模。
四川南充药厂生产是用发酵法, 生产周期长, 收率低也不宜推广应用。
而湖北八峰药化采用酶促法转化生产L-丝氨酸, 2003年3月建成一条年产50t的生产线, 产酸量及转化率均达到国际先进水平。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
学号: 11439108CHANG Z H OU U N I V E RSITY课程设计设计课程名称:生物工程设备与工艺设计题目:年产200吨L-丝氨酸发酵和无菌空气车间的工艺设计学生姓名:学院(系):制药与生命科学学院专业班级:生工指导教师:王利群专业技术职务:副教授设计时间:2014 年12 月8 日 2014 年12 月19 日《生物工程设备与工艺设计》课程设计任务书制药与生命科学学院生物工程专业班同学:现下达给你们毕业设计任务如下,要求你们在预定时间内完成此项任务。
一、设计题目:年产200吨L-丝氨酸发酵和无菌空气车间的工艺设计二、设计主要内容:1、针对产品的要求进行工艺流程的设计(查阅资料,补充必要数据);2、工艺计算(物料衡算、能量衡算);3、设备的计算和选型;4、绘制带控制点工艺流程图(3号图纸)。
三、生产条件(包括年操作日、生产方式及其它限制性条件)已知发酵接种量为3%,发酵时间为14 h,发酵罐的搅拌转速为120 rpm,发酵液密度为1050 kg/m3,粘度为0.1 Pa·s。
每升发酵液可得到L-丝氨酸产品37 g。
发酵工艺规定发酵罐通气量为0.8 VVM(标准状态),种子罐通气量为1 VVM。
工厂所在位置空气的平均温度为20℃,平均相对湿度为85%。
年操作日300天,生产裕度为20%。
培养基配方(g/L):葡萄糖29.5,硫酸铵18.1,玉米浆3.79,KH2PO4 1.0,K2HPO4·3H2O 1.0,MgSO4·7H2O 0.1,MnSO4·4H2O 0.001,FeSO4·7H2O 0.001,pH 7.0~7.2。
水蒸气138℃,冷却水进出口温度根据实际情况确定。
四、设计中主要参考资料(包括参考书、资料、规范、标准等)1.国家医药管理局上海医药设计院编. 化工工艺设计手册(第二版)(M).:化学工业出版社,19962.沈自法,唐孝宣编.发酵工厂工艺设计(M).:华东理工大学出版社,2004 3.陈国豪主编.生物工程设备(M).:化学工业出版社,20074.梁世中主编.生物工程设备(M).:化学工业出版社,20025.陈敏恒等编..化工原理(M).:化学工业出版社,2004目录1. 概述 (5)1.1 L-丝氨酸的简介 (5)1.2 L-丝氨酸的主要功能 (5)1.3 L-丝氨酸应用 (5)1.4 国内外生产L-丝氨酸的方法 (5)2. 设计说明 (6)2.1设计依据 (6)2.2设计范围 (7)3. 发酵车间的工艺设计 (7)3.1原材料及产品的主要技术规格 (7)3.2生产流程简述 (8)3.3物料衡算 (8)3.3.1发酵罐的物料衡算 (8)3.3.2种子罐的物料衡算 (9)3.4.1发酵罐能量衡算 (9)3.4.2种子罐的能量衡算 (10)3.5主要设备计算 (11)3.5.1发酵罐尺寸的计算 (11)3.5.2搅拌器轴功率计算 (12)3.6种子罐的计算 (13)3.6.1种子罐的尺寸计算 (13)3.6.2种子罐轴功率计算 (14)3.7贮罐计算 (14)3.8配料罐的计算 (14)3.8.1发酵罐配料罐的计算 (14)3.8.2种子罐配料罐的计算 (14)4. 无菌空气的工艺设计 (15)4.1空气用量 (15)4.2压缩空气的温度 (15)4.3空气冷却器的传热量 (16)4.4空气加热器的传热量 (17)4.5空气预处理系统计算与设计 (18)4.5.1吸风塔 (18)4.5.2前置过滤器 (18)4.5.3空气压缩机 (19)4.5.5空气冷却器 (19)4.5.6水滴分离设备 (20)4.5.7空气加热器 (21)4.6 空气除菌设备计算与设计 (21)4.6.1空气总过滤器的计算及设计 (21)4.6.2 10m3发酵罐的空气分过滤系统设备的计算及设计 (21)4.6.3 0.3m3种子罐的空气分过滤系统设备的计算及设计 (22)5. 总结 (23)6.参考文献 (24)7.致谢 (24)年产200吨L-丝氨酸发酵和无菌空气车间的工艺设计1. 概述1.1 L-丝氨酸的简介丝氨酸是一种非必需氨基酸,它在脂肪和脂肪酸的新陈代谢及肌肉的生长中发挥着作用,并且它有助于免疫血球素和抗体的产生,所以丝氨酸在维持健康的免疫系统方面扮演者重要的角色。
丝氨酸在细胞膜的制造加工、肌肉组织和包围神经细胞的鞘的合成中都发挥着作用。
1.2 L-丝氨酸的主要功能合成嘌呤、胸腺嘧啶、胆碱的前体;L-丝氨酸羟基经磷酸化作用后能衍生出具重要生理功能的磷丝氨酸,是磷脂的主要成分之一;具有稳定滴眼液pH值的作用,且滴眼后无刺激性;重要的自然保湿因子(NMF)之一,皮肤角质层保持水分的主要角色,高级化妆品中的关键添加剂。
1.3 L-丝氨酸应用(1)医药原料:L-丝氨酸广泛用于配置第三代复方氨基酸输液和营养增补剂,并用于合成多种丝氨基酸衍生物,如心血管、抗癌、艾滋病新药及基因工程用保护氨基酸等;(2)食品:L-丝氨酸用于运动饮料、氨基酸减肥饮料等;(3)饲料:L-丝氨酸用于动物饲料,可促进动物生长发育。
1.4 国内外生产L-丝氨酸的方法目前,国内外生产L-丝氨酸的方法主要有化学合成法,蚕丝水解法,酶法和前体发酵法等生物法等。
(1)化学合成法:最大缺点是产品为DL-丝氨酸,而人体需要的是L-丝氨酸,因此需要将其分开,这就增加了成本及生产的复杂性。
(2)废蚕丝水解提取法:蚕茧中L-丝氨酸含量最为丰富,因此,可用废蚕丝、蚕蛹、丝胶水解以提取L-丝氨酸。
但此法操作复杂,需处理大量的洗脱液,所得的氨基酸常为混合氨基酸,还需进一步分离、精制,且在提取目标氨基酸时,其余氨基酸则被浪费掉。
(3)酶法:利用酶法生产L-丝氨酸已经有过很多尝试。
有学者报道,将丝氨酸羟甲基转移酶固定在DEAE.SephadeA.25上,然后置于50℃,pH7.3的溶液中(该溶液由0.4 mol甘氨酸、0.3 mmol甲醛、四氢叶酸、吡哆醛、磷酸组成),最终可得10 mmol LI丝氨酬51。
也有学者报道,先利用L.酒石酸脱羧酶将酒石酸转变成D-甘油酸,然后再利用二羟乙酸还原酶、L.丙氨酸脱氢酶将D-甘油酸盐转化为L-丝氨酸。
但此法对固定化酶和固定化细胞技术要求较高,且从酶反应液中分离L-丝氨酸一直是酶法生产中的难题。
(4)前体添加发酵法:研究的较多的是以甘氨酸、甘氨酸三甲内盐或甘氨酸为前体的发酵。
但由于前体物质甘氨酸价格昂贵,通过添加前提发酵产丝氨酸是无法满足市场的需求的。
正是由于以上L-丝氨酸生产方法难以克服的困难,因此,尝试直接发酵法生产L-丝氨酸成为关注的焦点。
但是由于L-丝氨酸处于氨基酸代谢的中间位置,参与许多生物物质(如甘氨酸、蛋氨酸、半胱氨酸、色氨酸等氨基酸、嘌呤、胸腺嘧啶之类的核酸碱基,磷脂酰丝氨酸、嘌呤、胸腺嘧啶之类的核酸碱基,磷脂酰丝氨酸、鞘磷脂等磷脂)的合成,代谢运转速度极快,很难积累。
与其它氨基酸相比,L-丝氨酸的直接发酵法生产十分困难。
近年来,随着分子生物学的发展,采用基因工程方法克隆丝氨酸合成酶系以提高丝氨酸产量成为研究的热点。
2. 设计说明2.1设计依据(1)依据与工厂设计和生产工艺相关的各种资料。
如《化工工艺设计手册》(2)GB/T 50103—2001 《总图制图标准》(3)GB50187—93 《工业企业总平面设计规范》(4)《化工原理》(5)《生物工艺原理》(6)《生物工程设备》发酵工程是用来解决按发酵工艺进行工业化生产的工程学问题的学科。
发酵工程从工程学的角度把实现发酵工艺的发酵工业过程分为菌种、发酵和提炼(包括废水处理)等三个阶段,这三个阶段都有各自的工程学问题,一般分别把它们称为发酵工程的上游、中游和下游工程。
发酵工程的三个阶段均分别有它们各自的工艺原理和设备及过程控制原理,它们一起构成发酵工程原理。
千百年,特别是最近几十年的发酵工业生产的实践证明:微生物是发酵工程的灵魂。
近年来,对于发酵工程的生物学属性的认识愈益明朗化,发酵工程正在走近科学。
从生物科学的角度重新审视发酵工程,发现发酵工程最基本的原理是其生物学原理,而前述的发酵工程原理均必须建立在发酵工程的生物学原理的基础上。
因此,发酵工程的生物学原理是发酵工程最基本的原理,并且可以把它简称为“发酵原理”。
2.2设计范围(1)对L-丝氨酸发酵和无菌空气车间的工艺流程的设计(2)工艺计算(3)主要设备的计算和选型(4)绘制带控制点的工艺流程图3. 发酵车间的工艺设计3.1原材料及产品的主要技术规格培养基配方(g/L):葡萄糖29.5硫酸铵18.1玉米浆37.9KH2PO4 1.0K2HPO4·3H2O 1.0MgSO4·7H2O 0.1MgSO4·4H2O 0.001FeSO4·7H2O 0.0013.2生产流程简述1.向0.6m3的种子罐配料罐中加入0.31m3的培养基,待搅拌均匀后,用泵打入种子罐中,种子罐用138℃水蒸气进行夹套加热灭菌(使培养基从20℃升至121℃),再用冷却水使之冷却到37℃,接入菌种后培养到对数期待用。
2.在10 m3的发酵罐配料罐中加入6.79m3的培养基,开启搅拌待混匀后,用泵打入发酵罐中,进行灭菌,用138℃水蒸气先进行间接加热(使培养基从20℃升至90℃),再用蒸汽直接加热(使培养基从90℃升至121℃),然后用冷却水使之冷却到37℃,待用。
3.将种子罐中的料液放入发酵罐中发酵14h ,再用离心机进行离心分离,收集菌体,废液放入贮罐中。
3.3物料衡算已知培养基成分:葡萄糖 29.5g ,硫酸铵 18.1g ,玉米浆 37.9g ,KH 2PO 4 1.0g ,K 2HPO 4·3H 2O 1.0g ,MgSO 4·7H 2O 0.1g ,MgSO 4·4H 2O 0.001g ,FeSO 4·7H 2O 0.001g ,水 1000ml3.3.1发酵罐的物料衡算发酵液 G=1050kg 5.712979.6=⨯,葡萄糖 G 1=7129.53.20010505.29=⨯kg 硫酸铵 G 2=7129.59.12210501.18=⨯kg 玉米浆 G 3=7129.573.25105079.3=⨯kg KH 2PO 4 G 4=7129.579.610500.1=⨯kg K 2HPO 4·3H 2O G 5=7129.579.610500.1=⨯kg MgSO 4·7H 2O G 6=7129.5679.010501.0=⨯kg MgSO 4·4H 2O G 7=7129.50068.01050001.0=⨯kg FeSO 4·7H 2O G 8=7129.50068.01050001.0=⨯kg 水 G 水=7129.5679010501000=⨯kg3.3.2种子罐的物料衡算发酵液 G=0.315.3251050=⨯kg ,葡萄糖 G 1=325.514.910505.29=⨯kg 硫酸铵 G 2=325.561.510501.18=⨯kg 玉米浆 G 3=325.517.1105079.3=⨯kg KH 2PO 4 G 4=325.531.010500.1=⨯kg K 2HPO 4·3H 2O G 5=325.531.010500.1=⨯kg MgSO 4·7H 2O G 65.325=031.010501.0=⨯kg=31g MgSO 4·4H 2O G 7=325.500031.01050001.0=⨯kg=0.31g FeSO 4·7H 2O G 8=325.500031.01050001.0=⨯kg=0.31g 水 G 水=325.531010501000=⨯kg 3.4能量衡算3.4.1发酵罐能量衡算发酵罐(不锈钢蛇形管传热)1.间接加热过程的蒸汽量(培养5.712979.6=⨯基温度从20℃升到90℃)已知G=1050kg , t 1=20℃ ,t 2=90℃c=4.18kJ/(kg ·℃) t s =138℃ 查表得r=2155.6 kJ/kgK=1250~1900 kJ/(m 2·h ·℃) 取K=1674 kJ/(m 2·h ·℃)η=5%~10%,取10%)1()(12η+⨯-=r t t Gc S =%)101(6.2155)2090(18.45.7129+⨯-⨯⨯=1064.53kg 已知τ=1~1.5h 取τ=1hKF Gc =τ㏑F t t t t s s ⨯⨯=--167418.45.712921㏑9013820138--=1F=16.0m 22. 直接加热过程的蒸汽量(培养基温度从90℃升到121℃)t 1=90℃ ,t 2=121℃查表得138℃下i =2735.2 kJ/kg , s c =4.18kJ/(kg ·℃)η=5%~10%,取10%83.455%)101(12118.42.2735)90121(18.45.7129)1()(212=+⨯⨯--⨯⨯=+⨯--=ηt c i t t Gc S s kg3.冷却阶段的冷却水用量1211=s t ℃ s t 2=10℃ 371=f t ℃ (实测当培养基温度t 1为80℃时,此时冷却水出口温度t 2为30℃)K=1674 kJ/(m 2·h ·℃)18.421==c c kJ/(kg ·℃)4.1308010802121/2=--=-==-t t t t e A sWc KF/KF W =(㏑Ac 2)=1674/0.16⨯(㏑1.4)8.14⨯=19043.6kg/h=19.0t/h3.4.2种子罐的能量衡算种子罐体积小于5 m 3采用夹套加热1. 间接加热过程的蒸汽量已知V 种=31.0%3236.20=⨯m 3325.5105031.0=⨯=种G kgt 1=20℃ ,t 2=121℃ ,r=2155.6kJ/kgη=5%~10%,取10%)1()(12η+⨯-=r t t Gc S =%)101(6.2155)20121(18.45.325+⨯-⨯⨯=70.13kg 取τ=0.5hK=830~1250kJ/(m 2·h ·℃) 取K=1000kJ/(m 2·h ·℃)KF Gc =τ㏑F t t t t s s ⨯⨯=--100018.45.32521㏑12113820138--=0.5 F=5.27 m 22. 冷却阶段的冷却水用量1211=s t ℃ s t 2=10℃ 371=f t ℃ (实测当培养基温度t 1为80℃时,此时冷却水出口温度t 2为30℃)K=1000 kJ/(m 2·h ·℃)18.421==c c kJ/(kg ·℃)4.1308010802121/2=--=-==-t t t t e A s Wc KF /KF W =(㏑Ac 2)=1000/27.5⨯(㏑1.4)8.14⨯=3747.0kg/h=3.747t/h 3.5主要设备计算3.5.1发酵罐尺寸的计算已知发酵培养接种量为3%,发酵时间为14h ,发酵罐的搅拌转速为120rpm ,通气量为0.8VVM ,发酵液密度为1050kg/m ³,粘度为0.1Pa ·s 。