高性能超细金属陶瓷刀具材料的研究
陶瓷刀具材料的研究进展

陶瓷刀具材料的研究进展摘 要:陶瓷刀具材料是一种先进的刀具材料。
文章介绍了陶瓷刀具材料的特点和种类,指出了陶瓷刀具材料发展方向,并展望了其发展前景。
关键词: 陶瓷刀具材料;特点;金属陶瓷;进展;随着现代制造技术的发展,各种新型的难加工材料在产品中大量应用,传统的硬质合金刀具已难以满足生产需要,而陶瓷刀具由于其优良的切削性能和高的性能价格比而受到了人们的青睐。
陶瓷刀具材料具有化学稳定性好、摩擦系数低、硬度高等特点,耐磨性为硬质合金的35 倍;高温性能好,12001400 时其硬度仍可达80HRA ,相当于硬质合金在200400 时的硬度。
在现代切削加工中,陶瓷材料以其优异的耐热性、耐磨性和化学稳定性成为目前一种很有发展前途的刀具材料,在高速切削领域和切削难加工材料方面扮演着越来越重要的角色。
陶瓷刀具的主要原料23A l O 和2SiO ,是地壳中最丰富的成分,可以说是取之不尽,用之不竭的,因此陶瓷刀具材料的应用前景十分广阔。
1 陶瓷刀具材料的性能特点陶瓷刀具与硬质合金刀具相比,它的硬度高、耐磨性好;刀具耐用度可比硬质合金高几倍以至十几倍。
陶瓷刀具在1200 以上的高温下仍能进行切削,这时陶瓷的硬度与200600 时硬质合金的硬度相当。
陶瓷刀具优良的高温性能使其能够以比硬质合金刀具高310 倍的切削速度进行加工。
它与钢铁金属的亲和力小、摩擦系数低、抗粘结和抗扩散能力强,加工表而质量好。
另外,它的化学稳定性好,陶瓷刀具的切削刃即使处于赤热状态也能长时间连续使用,这对金属高速切削有着重要的意义。
近几年来,由于材料科学与制造技术的进步,通过添加各种碳化物、氮化物、硼化物和氧化物等可改善陶瓷的性能,还可通过颗粒、晶须、相变、微裂纹和几种增切机理协同作用提高其断裂韧性、抗弯强度,使其应用范围日益扩大。
当前,陶瓷刀具材料的进展集中在提高传统刀具陶瓷材料的性能、细化晶粒、组份复合化、采用涂层、改进烧结工艺和开发新产品等方面,以期获得耐高温性能、耐磨损性能和抗崩刃性能,满足高速精密切削加工的要求。
高性能超细Ti_C_N_金属陶瓷刀具材料的研究
Ti(C,N)基金属陶瓷的主要成分是Ti(C,N),通常以Co——Ni作为粘结剂,以WC、Mo2C、VC、ZrC、Cr3C2、HfC和AIN等硬质相作为增强相,形成(Ti、V、W、Nb、Zr)(C,N)固溶相,以固溶强化机制强化硬质相。
Ti(C,N)基金属陶瓷的化学成分一般为(质量分数):0.43-0.63Ti(C,N),0.16-0.21WC,0.2-0.35Co-Ni,0.09-0.2其他碳化物。
TiC和TiN作为构成Ti(C,N)的基础,都属于面心立方点阵的氯化钠型晶体结构,并可按照休莫-罗塞里(Hume-Rothery)法则形成连续固溶体。
TiN的晶格常数比TiC稍小,因此,Ti(C1-x,N x)固溶体的晶格常数随氮含量x的增加而线性减小,通过计算可得出两者之间存在以下关系:a(A)=4.305-0.070X。
在制备Ti(C,N)基金属陶瓷时,既可直接选用TiN与TiC作为原料混合加入,也可以Ti(C,N)固溶体或(W,Ti)(C,N)等复合固溶体的方式加入。
TiN的制备a.Ti或TiH2的直接氮化时Ti十N2——TiNTiH2+N2——TiN十H2b.四氯化钛气相反应氮化TiC14+N2(NH3)——TiN+N2+HCIc.TiO2的碳热还原氮化Ti02+N2+C——TiN+COTi(C,N)的制备a.碳化钛和氮化钛的高温扩散TiC+TiN——Ti(C,N) (l700℃x2h,氮气中)b.钛和碳化钛的高温氮化Ti+TIC+N2——Ti(C,N) (1700℃X2h)c.二氧化钛的碳氮化TiO2+C+N2(气流)——Ti(C,N) (600℃——900℃)d.四氯化钛-胺(或腈)络合物的热分解TiC14+H2NCH2CH2NH2+CC14——络合物——Ti(C,N)+Ce.钛粉在800℃一1400℃下由甲胺-氩混合气体的碳氮化f.钛粉和碳黑的高温自蔓延反应合成(SHS)该工艺采用Ti粉、炭黑和稀释剂为原料,经预处理、混合配料、压型、SHS 合成、筛分破碎制取Ti(C,N)粉末。
先进陶瓷刀具的材料及质量

合金钢 已不能满足 工艺要 求 , 因此 陶瓷刀 具成为令
人 瞩 目的焦 点 。
又 快 捷 的途 径 。
还 有一 种 涂 层刀 具是 采用 s N 陶瓷作基 体 , i4 ,
2, i 由于 陶瓷刀具 具有 很 高 的硬度 、 点 、 温化 涂 层 材 料 通 常 是 A1o 和 TN。这 种 图 层 使 刀 具 具 熔 高 基体 材料又使刀具有很 高 的韧性 学 稳 定 性 和力 学 稳 定 性 , 而 陶 瓷 刀 具 具 有 优 良的 有 良好 的耐磨性 , 因 从 切 削 性 能 。在 10 ℃ 的 高 温 下 , 瓷 刀 具 仍 能 进 行 和抗 冲击性 能 , 而使 刀具 寿命 不但 高于一般 的陶 20 陶 而 切削 ,其硬 度与 2 0  ̄0  ̄ 的硬质 合金 相 当 。在 瓷 刀 具 , 且 也 高 于 陶 瓷涂 层 的硬 质 合 金 刀 具 。 如 0 - 0C TN涂 层 s3 i i 的陶瓷 刀具切削 铸铁 时切削 速度适 N 10 ℃ 的抗 压 强 度 相 当 于 钢 在 室 温 的抗 压 强 度 。此 0 1
纹 偏转增 韧 、 桥接增 韧 和晶须拔 出增韧 。一般可 以 般来说 , 层 陶瓷刀 具材料是通 过气相 沉淀 涂
同 时利 用 多 种 增 韧 机 理 。 山东 工 业 大 学 研 制 的 YX 一
23 ・
・
维普资讯
1YX 2刀具 材 料 ,就 是 在 陶 瓷 基 体 中 同 时 加 入 了 、 二
或其他方法 , 在强 度和韧性都 比较 的硬质合 金或高 速 钢 基 体 上 涂 覆 一 层 A1o 、i TC- 2 , 23S3 、i A1 N 03 Tc A1o 一 i 或 A1 i— 23 TN 2 S2 圹 TN 等 陶 瓷 材 0厂 i I i 料 。利 用 基 体 材 料 和 涂 层 材 料 各 自的 优 点 , 提 高 在
金属陶瓷刀具材料研究进展
次数 , 保证被加工工件的小锥度和高精度;4高速切 ()
1 前 言
在工业界 , 金属加工用切 削刀具是一种非常重要
削或实现“ 以车 、 铣代磨” 切削效率比传统刀具高。 , 由 于它具有耐高温 、 耐磨 、 抗高温蠕变、 导热系数低、 热 膨胀系数低 、 耐化学腐蚀性好等特点 , 在其他材料性
续切削和毛坯粗车等冲击力很 大的 加工 ;3耐用度 ()
金属陶瓷刀具的硬度 比硬质合金刀具高, 抗氧化
性能好m 并且断裂韧性和抗弯强度比非金属陶瓷刀 , 具高[ 其更适合于对淬火钢 、 4 ] , 高强度钢以及铸铁的
比传统刀具高几倍甚至几十倍 , 减少了加工中的换刀
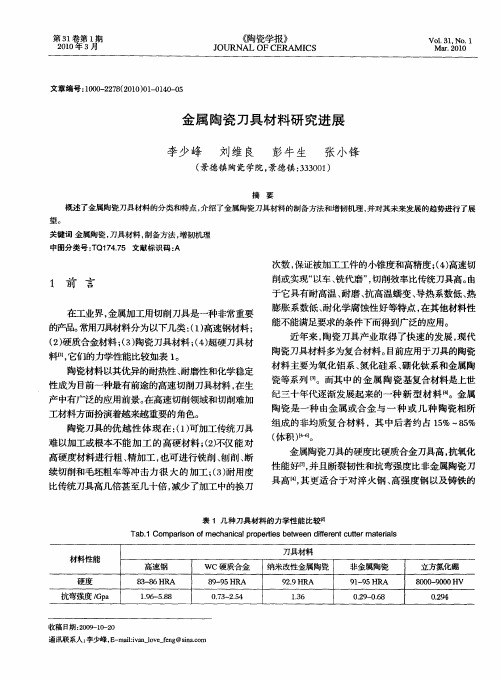
表 1几种刀具材料的力学性 能比较闭
0 9 .4 2
收稿 日期 :09 1- 0 20 - 0 2 通讯联系人 : 李少峰 , - iia v_e g i . r E ma : n l e f @s a o lv o n n cn
《 陶瓷学报) o o年第 1期 2l
表 2 TC 和 WC 的 性 能对 比 i
Ta . mp r o fp o e t s b t e C n C b 2 Co a i n o r p r e e we n Ti a d W s i
能不能满足要求的条件下而得到广泛的应用。
的产品。 常用刀具材料分为以下几类 :1高速钢材料; ()
() 2硬质合金材料 ;3 陶瓷刀具材料 ;4超硬刀具材 () () 料[ 它们的力学性能比较如表 l 1 】 , 。 陶瓷材料以其优异的耐热性 、 耐磨性和化学稳定
近年来 , 陶瓷刀具产业取得了快速的发展 , 现代 陶瓷刀具材料多为复合材料。 前应用于刀具的陶瓷 目
金属陶瓷复合材料的力学性能和应用
金属陶瓷复合材料的力学性能和应用金属陶瓷复合材料是一种新型的材料,具有独特的力学性能和
应用价值。
本文将从力学性能和应用两个方面对金属陶瓷复合材
料进行分析。
1、力学性能
金属陶瓷复合材料的力学性能主要包括强度、硬度、韧性和耐
磨性等方面。
一般来说,金属与陶瓷的组合可以使材料既具有金
属的强度和韧性,又具有陶瓷的硬度和耐磨性。
例如,钨钢复合材料具有高强度、高硬度和高耐磨性,是极好
的刀具材料;钨铁热障复合材料具有较高的热稳定性和耐磨性,
可用于高温环境下的摩擦零件等;不锈钢陶瓷复合材料则具有较
高的耐腐蚀性。
2、应用
金属陶瓷复合材料的应用范围广泛,主要在航空、航天、电力、机械、化工等领域。
以下是一些应用案例:
(1)航空领域
飞机零件中,需要同时考虑材料的轻量化和力学性能,金属陶瓷复合材料在此方面有很好的应用前景。
例如,铝陶瓷复合材料可用于制造高温静叶环等;钛合金陶瓷复合材料可用于制造航空发动机部件等。
(2)化工领域
化工领域中,材料要求较高的化学稳定性和机械性能,金属陶瓷复合材料可作为替代方案。
例如,不锈钢陶瓷复合材料可用于制造高强度和耐腐蚀的化工泵和阀门等。
(3)电力领域
金属陶瓷复合材料的高耐磨性在电力领域中也有广泛的应用。
例如,使用陶瓷制成的电气绝缘件,具有较高的耐磨性和耐高温性,可用于高压开关等设备中。
总之,金属陶瓷复合材料是一种具有良好力学性能和广泛应用
前景的新型材料,可用于制造各种机械零件、工具和化学设备等。
随着技术的不断进步,金属陶瓷复合材料的应用范围将会不断扩大。
新型陶瓷刀具研究进展
新型陶瓷刀具的研究进展摘要:本文回顾了陶瓷刀具的发展简况及其意义,并且综述了陶瓷刀具材料的种类、性能和特点、以及其制备方法,在此基础上分析了陶瓷刀具的发展趋势和前景。
关键词:陶瓷刀具;氧化铝;氮化硅;性能中图分类号: tg 7111、引言切削加工是工业生产中最基本、最普通和最重要的方法之一,它直接影响工业生产的效率、成本和能源消耗。
然而随着现代制造技术的发展,各种新型难加工材料在产品中的大量应用,传统的硬质合金刀具已难以满足生产需要,而作为新型切削材料的陶瓷刀具由于具有高耐热性、耐磨性、化学稳定性等特点,因此陶瓷刀具在切削加工中扮演者越来越重要的角色。
另外,从资源方面考虑,陶瓷刀具的原材料也远远丰富于传统合金刀具。
总所周知,硬质合金刀具含有大量的w、co 等战略性贵重金属,并且这些贵重金属在地球上市有限的,而且是不可再生资源。
而陶瓷刀具的主要原料是al2o3和sio2,这些化合物在地壳中的含量非常丰富。
因此其发展及应用前景十分广阔[1-3]。
目前刀具的主要原材料是高速钢和硬质合金,但从发展趋势来看,金属陶瓷刀具材料在制造刀具方面的用量逐年增加,同时也是近几年来新型刀具研究方面的重点和热点。
本文将简述陶瓷刀具的发展史,同时综述陶瓷刀具材料的种类及其性能,以及其制备方法。
2、陶瓷刀具的发展简况陶瓷作为切削加工材料,有着源远流长的历史。
早在1905 年德国人就开始了用al2o3陶瓷作为切削刀具材料的研究。
但是由于al2o3陶瓷比较脆,而且当时的陶瓷工艺技术也比较落后,所以它的广泛应用在当时受到限制。
1968 ~1970 年间人们研制成功了al2o3+tic复合陶瓷刀具,。
这促使al2o3基陶瓷刀具逐渐地走出了缓慢发展的低谷,成为解决超硬材料加工的一种新型刀具[4-6]。
20世纪70年代中期美国用sialon陶瓷刀具(si3n4+al2o3的固熔体)加工灰铸铁,取得良好效果[7]。
同期,中国用热压si3n4陶瓷刀具实现了对多种难加工材料进行多种工序的加工和生产应用[7,8]。
超细晶粒Ti(C,N)基金属陶瓷刀具切削性能

能 好 于 TN高 的 刀 片 ; 削 速 度 对 刀具 寿命 的影 响 很 大 ; 给 量在 切 削 速 度 较低 时 对 刀 具 寿 命 的 影 响 程 度 要 i 切 进
维普资讯
第 2 卷 第 3 9 期
2008年 6月
材
料
热
处
理
学
报
Vo 1.2 9
No .3
T RANS  ̄ ONS OF M A ERI S AND AC T AL HEA REA TT TME NT
J ne u
C tn e a iro l af eT ( N) ae eme c t r ut gb h vo f t — n iC, b sd cr t ut i ur i e
CHEN W e .i n 1n, L U Nig, CHAO h n ZHAN i I n S e g, Bn
属 陶瓷 刀具 切 削 性 能 iC, 基
陈 文琳 , 刘 宁 , 晁 晟 , 詹 斌
( 合肥 工业 大学 材料 科学 与工 程学 院 ,安徽 合 肥 200 ) 3 0 9
摘 要 : 用 真 空 烧 结 工艺 制备 了 两 组 含 有 不 同 TN成 分 的 超 细 晶 粒 r( N 基 金 属 陶瓷 可转 位 刀 片 , 不 利 i r c, ) i 用 同的切削速度和进给量切削正火 4 5钢 , 析 了 刀具 的 耐 用 度 、 损 和失 效方 式 等 切 削 性 能 。结 果 表 明 : 速 分 磨 高
fiue mo fc teswee a ay e alr deo u tr r n lz d.T e ut h w ta xd t n we r a d dfu in we ra e t rn ia a c a ims i ih s e d her s lss o h to iai a n i so a r wo p icp lwe rme h n s n hg p e o tr ig.Un e h o dio so ih s e d a d fe ae,t ee te t o rTi c ne te hbt etrp ro a c unn d rte c n t n fhg p e n e d r t i h utrwih lwe N o tn x ii b te efr n e.Th ut g s e d h sa s m e c ti p e a n ge tifu n e o h utn ie.T e fe ae as a n u nc n c tig le e p cal tlw utn p e ra n e c n t e c tig l l f h e d r t lo h sif e e o utn i s e il a o c tig s e d. l f y
陶瓷刀具的研究

金属切削加工是工业生产中最基本、最广泛、最重水平直接关系到机械加工的效率、产品的质量和制造要的工艺,它直接影响工业生产的效率及成本消耗。
金属切削刀具作为切削加工的基础装备之一,其发展的成本,对机械制造技术的发展速度起着关键性的作用。
随着新刀具材料如陶瓷、人造金刚石、立方氮化硼、涂层硬质合金等的相继出现,金属切削及刀具技术作为现代制造技术的基础工艺及装各也进入了以发展高速切削,开发新的切削工艺、加快刀具结构变革为特征的发展新阶段。
1 新型陶瓷刀具的切削性能在切削过程中,判定刀具切削性能的优劣,往往从刀具切削部分的材料、儿何形状和刀具结构方面进行分析,而刀具材料的分析则以传统的硬质合金为主要的研究对象。
随着现代工业技术的不断发展,传统的硬质合金刀具很难胜任或根本无法实现对某些高强度、高硬度材料的加工,而陶瓷刀具由于具有很好的耐磨性、红硬性,适干加工高硬材料。
即使在1200~1350℃的高温下仍能继续切削,且与金属亲和力小,切屑不易粘刀,不易产生积屑瘤,加工表面粗糙度值小。
它还可以进行高速切削,减少换刀次数和由于刀具磨损而引起的尺寸误差,大大提高生产率和产品质量,因而受到人们的重视。
根据国外有关资料报道,陶瓷刀具在工业发达国家的发展应用非常快,有的已达到刀具总构成比的10%以上。
美国用热压陶瓷刀具加工冷硬铸铁(HRC66)和高温合金时,采用的切削用量很高( v=610m/min,ap=6mm,s=0.5mm/r) 大大地提高了生产率。
我国虽然在陶瓷刀具的研究水平上不比外国差,但实际应用发展较慢,据1994年以前的有关材料报道,当时,国内陶瓷刀具占总刀具的比例不超过1%,与国外大量应用于汽车工业及数控机床的情况正好相反,还主要用于加工水泵、轧辊等硬质合金刀具难以切削工件的粗加工,在精密加工中应用比较少。
早在20世纪70年代的中后期,清华大学就成功研制厂氮化硅(Si3N4)陶瓷刀具,并在国际上最先实现了用热压(Si3N4)陶瓷刀具,对多种难加工材料(淬硬钢、冷硬铸铁、热介石墨,玻璃钢等)进行多种工序(车、铣、螺纹车削、丝杆挑扣等)的加工应用,引起了国内外学术界的关注和兴趣,美国科学杂志和其他国家的一些著名杂志都曾报道和肯定这一成果,如今,“清华方大”研制的复合氮化陶瓷刀具具有很高的硬度和强度,以及优良的耐磨性、红硬性和抗氧化性。
Ti(C,N)金属陶瓷刀具材料
Ti(C,N)金属陶瓷刀具材料在现代机加工领域,高速切削加工已经成为加工的发展方向,提高切削速度将大大提高生产效率并提升零部件加工质量。
除了机床性能对高速切削有较大的影响外,刀具材料的性能也决定了高速切削的能否得到更大的发展与应用。
因此刀具材料的性能改良至关重要。
文章重点阐述金属陶瓷刀具材料的性能以及改良。
标签:高速切削;金属陶瓷;性能改良;微波烧结1 刀具材料概况在现代工业生产中常用的刀具材料有工具钢、硬质合金、超硬刀具材料(包括陶瓷,金剛石及立方氮化硼等)[1]。
(1)常用作刀具的工具钢包括碳素工具钢、合金工具钢、高速钢。
(2)硬质合金。
硬质合金大量应用在刚性好,刃形简单的高速切削刀具上,随着技术的进步,复杂刀具也在逐步扩大其应用。
(3)涂层刀具材料。
硬质合金或高速钢刀具通过化学或物理方法在其上表面涂覆一层耐磨性好的难熔金属化合物,既能提高刀具材料的耐磨性,而又不降低其韧性。
(4)其它刀具材料如陶瓷刀具和人造金刚石等。
2 金属陶瓷材料金属陶瓷材料是一种有金属或者合金与同一种或几种陶瓷所组成的非均质复合材料[2]。
它具有优良的综合力学性能,具有陶瓷的高强度、高硬度、耐磨损,耐高温,又保持了金属材质的塑性与韧性,有着十分广泛的应用前景。
在20世纪30年代人们就把金属陶瓷材料应用于刀具中,但是做成的刀片还比较脆,主要用于精加工中。
从上世纪70年代以来,TiN对TiC-Ni系有显著作用被奥地利维也纳大学kieffer等发现,Ti(C,N)基金属陶瓷引起了人们的注意,TiC 合金中开始引入硬质相氮化物,进一步在更大范围内扩大了金属陶瓷的应用。
3 Ti(C,N)基金属陶瓷3.1 Ti(C,N)基金属陶瓷相组成(1)Ti(C,N)基金属陶瓷粘结相。
Ti(C,N)基金属陶瓷的主要成分是Ti(C,N),常用的粘结相为Co-Ni,起增强作用,同时有研究表明向Ti(C,N)基金属陶瓷中添加少量的Al可起到弥散强化作用,改善材料的室温和高温力学性能,并提高材料的硬度、耐磨性和冲击韧度,同时对于抑制刀尖变形也有显著作用。
陶瓷刀具材料的性能与应用

陶瓷刀具材料的性能与应用一、绪论 1938年世界上生产出氧化铝(Al2O3)陶瓷刀具材料;1958年研制出氧化铝―碳化物陶瓷;1968―1970年又研制出超微细粒氧化铝(Al2O3)陶瓷和氧化铝+碳化钛+镍热压陶瓷;1981年研制出氮化硅(Si3N4)陶瓷。
在这短短50多年里,由于国内外科技工作者的努力,使这一刀具材料的抗弯强度由450MPa提高到900―1300MPa(90―130kgf/mm2)。
目前,国内外陶瓷刀具用量与硬质合金刀具相比还很少,但在日本,欧美等发达国家使用情况,已达到硬质合金的11%以上,普遍认为陶瓷刀具将成为90年以后提高切削效率最有希望的刀具。
据有关资料统计:日本年产陶瓷刀片350万片,占可转位刀具刀片的9%,欧洲工业发达的国家,陶瓷刀片的生产量以每年20%的速度增长,尤其在汽车制造业中使用的比例最大,如联邦德国科隆福特汽车厂,在27万刀片中陶瓷刀片为9万多片,占34%。
用于数控机床的刀具中,陶瓷刀片占40%左右。
美国福特汽车公司陶瓷刀具使用量占到40%;苏联年产陶瓷刀片达50―60万片;我国从1953年开始研制和使用陶瓷刀具,南京电瓷厂与中科院冶金陶瓷研究所、一机部工具研究所、山东工业大学、上海硅酸盐研究所、清华大学等单位,先后研制出氧化铝陶瓷,氧化铝+碳化物陶瓷和氮化硅基陶瓷,使陶瓷刀片的性能和质量均大大提高。
如石家庄水泵厂加工耐磨铸铁和硬镍铸铁,在车加工工序60%是陶瓷刀具,年消耗量1万片以上;成都量具刃具厂每年用陶瓷刀具来加100万支钻头毛坯外圆。
据统计,全国每年生产陶瓷刀片几十万片以上。
目前,氧化铝基刀具牌早已有20多个,氮化硅基已有10多个牌号。
陶瓷刀具有很高的硬度、耐磨性,有良好的高温性能,与金属亲和力小,不与金属粘结,化学稳定性好。
因此,它可以切削加工一般刀具难以加工的硬度高的工件材料。
陶瓷刀具的最佳切削速度可比硬质合金刀具高2―10倍,而且刀具耐用度高,可以大大提高生产效率。
陶瓷刀具研究报告

陶瓷刀具研究报告陶瓷刀具是一种采用先进材料技术制造的切削工具,因其硬度高、不易磨损、不易生锈等优点,被广泛应用于医疗、食品加工、精密加工等领域。
本文将从材料特性、制造工艺、应用领域等方面探讨陶瓷刀具的研究现状及未来发展方向。
一、材料特性传统的金属刀具通常采用钢材,虽然尽可能的增强其硬度和抗磨损性能,但由于材料本身存在一定的瑕疵,且在使用过程中会产生微小的变形和损耗,因此其应用寿命有限。
而陶瓷刀具则以陶瓷材料替代传统的金属材料,具有以下特点:1.高硬度:陶瓷材料的硬度远大于钢材,可达到1500Hv以上,而硬度高意味着其更为耐磨,更适合用于切割较硬的材料。
2.稳定性好:陶瓷材料的稳定性高,不受潮湿、温度等因素的影响。
同时由于陶瓷材料的减震性好,使用陶瓷刀具可减少材料变形和热变形,从而提高切削精度。
3.抗腐蚀:陶瓷材料具有优异的耐腐蚀性能,对于化学腐蚀、细菌腐蚀等具有较高的抵抗能力,因此陶瓷刀具可用于食品、医疗等领域。
4.轻质:陶瓷材料的密度相对较低,因此制作的刀具相对较轻,使用时手感良好,不易疲劳。
尽管陶瓷刀具具有较多的优势,但其也存在着一些不足之处。
例如,由于陶瓷材料本身质脆,一旦遇到强烈的冲击,可能会发生破裂。
同时,由于陶瓷刀具的制造工艺相对较为复杂,导致其成本较高,难以批量生产。
二、制造工艺制造高质量的陶瓷刀具需要采用先进的制造技术,其中最常用的技术包括热等静压、注蜡成型、全方位振动成型等。
其中,热等静压成型技术是目前主流的制造陶瓷刀具的方法之一,它通过间隙预压、定向放置、等静压成型等工艺,可制作出高质量、高密度的陶瓷刀具。
注蜡成型则是一种新兴的制造技术,其通过浸泡特定的蜡模,再将装有陶瓷粉末的注射器注入蜡模中形成形体,最后通过烧结工艺完成陶瓷刀具的成型。
全方位振动成型则是一种结合了多次振动抖落、旋转、模具震荡等多种工艺的成型技术,其制作的陶瓷刀具密度高、硬度高,但成本也因此较高。
三、应用领域陶瓷刀具以其高硬度、不生锈、卫生环保等特点,被广泛应用于医疗、食品加工、精密加工等领域。
金属陶瓷刀具的性能及发展
金属陶瓷刀具的性能及发展在机械加工过程中,切削加工是工业生产中最基本、最普通和最重要的方法之一,它直接影响工业生产的效率、成本和能源消耗。
提高加工效率,将会带来巨大的社会、经济效益。
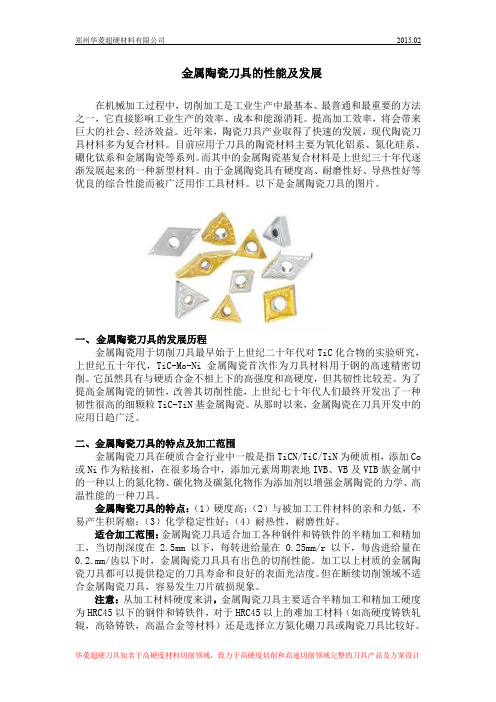
近年来,陶瓷刀具产业取得了快速的发展,现代陶瓷刀具材料多为复合材料。
目前应用于刀具的陶瓷材料主要为氧化铝系、氮化硅系、硼化钛系和金属陶瓷等系列。
而其中的金属陶瓷基复合材料是上世纪三十年代逐渐发展起来的一种新型材料。
由于金属陶瓷具有硬度高、耐磨性好、导热性好等优良的综合性能而被广泛用作工具材料。
以下是金属陶瓷刀具的图片。
一、金属陶瓷刀具的发展历程金属陶瓷用于切削刀具最早始于上世纪二十年代对TiC化合物的实验研究,上世纪五十年代,TiC-Mo-Ni金属陶瓷首次作为刀具材料用于钢的高速精密切削。
它虽然具有与硬质合金不相上下的高强度和高硬度,但其韧性比较差。
为了提高金属陶瓷的韧性,改善其切削性能,上世纪七十年代人们最终开发出了一种韧性很高的细颗粒TiC-TiN基金属陶瓷。
从那时以来,金属陶瓷在刀具开发中的应用日趋广泛。
二、金属陶瓷刀具的特点及加工范围金属陶瓷刀具在硬质合金行业中一般是指TiCN/TiC/TiN为硬质相,添加Co 或Ni作为粘接相,在很多场合中,添加元素周期表地IVB、VB及VIB族金属中的一种以上的氮化物、碳化物及碳氮化物作为添加剂以增强金属陶瓷的力学、高温性能的一种刀具。
金属陶瓷刀具的特点:(1)硬度高;(2)与被加工工件材料的亲和力低,不易产生积屑瘤;(3)化学稳定性好;(4)耐热性,耐磨性好。
适合加工范围:金属陶瓷刀具适合加工各种钢件和铸铁件的半精加工和精加工,当切削深度在 2.5mm以下,每转进给量在0.25mm/r以下,每齿进给量在0.2.mm/齿以下时,金属陶瓷刀具具有出色的切削性能。
加工以上材质的金属陶瓷刀具都可以提供稳定的刀具寿命和良好的表面光洁度。
但在断续切削领域不适合金属陶瓷刀具,容易发生刀片破损现象。
超细晶粒Ti(C,N)基金属陶瓷刀具的磨损性能研究

在 加工 正 火态 中碳 钢 时的切 削性 能和 磨损机 理 。研 究表 明 , 两种 刀 具 材料 的显 微 组 织都 由金 属 相与 陶瓷相 组 成 , 中粗 大的 陶瓷相 呈典 型 的 芯/ 结构 , 其 壳 陶瓷 相 晶 粒尺 寸 为 4 0 8 0 m。 0~ 0n 切 削 实验 表 明 , 具 A 的切 削性 能要 优 于 刀具 B, 刀 刀具 A 常 以后 刀 面正 常磨损 的 方 式失 效 , 刀 具 B则 常 以破 损崩 刃的方 式失 效 。能谱 ( DS 分 析表 明 , E ) 高速 切 削时金 属 陶瓷 刀具 主 要 的磨
Re e r h o h ti g Pr pe te ta— fn ( 。 s a c n t e Cu tn o r isofUlr i e TiC N)Ba e r tCu t r s d Ce me te s Xu Yu on Ii n ShiM i Ch o She g Ya g Ha d g Xi n d g .u Ni g n a n n i on e Fe g He e n ve s t fTe hno og f iU i r iy o c l y。He e ,2 0 9 f i 3 00 Ab t a t sr c :The c t i g pr pe te nd we r m e ha im f t t a— fn e me ute s。t lA u tn o r i s a a c n s o wo ulr ie c r tc tr oo ( no— Ti mod fe ( N )ba e e me c t e na N iid Ti C, s d c r t u t r,4 Ti ( , 4 ( N)一 5 N ( m )一 1 W C 一 1 Ti n 5 6M o C一 , 2 Ni n o lB ( a 0 )a d t o n no— Ti mod fe Ti C, ) ba e e me c t e N iid ( N s d c r t u t r,3 9Ti C, )一 1 ( N 0Ti (n )一 N m l W C— l M o C一 2 5 6 2 0Ni )we e s u i d o u tng n ma i e me i m s e l . Re UIs s ow h t t e r t d e f r c t i or lz d du t es s t h t a h m ir s r c u e oft e t s e o s s ilc nss s fc r mi a e nd m e a lc ph s s a he c r e c o t u t r h e t d t ol tl o i t o e a c ph s s a t li a e nd t oa s r
金属陶瓷刀具的性能及发展
金属陶瓷刀具的性能及发展摘要本文研究的是金属陶瓷刀具的性能及发展,首先介绍了金属陶瓷刀具的结构特点及其与普通刀具的比较,然后分析了金属陶瓷刀具的各种性能特性,最后讨论了金属陶瓷刀具在未来的发展趋势和应用前景。
结论表明,金属陶瓷刀具的性能优越,具有较强的耐磨性和耐腐蚀性,可有效提高刀具的使用寿命和加工效率,因此受到了越来越多的重视,未来将会广泛应用于机械加工领域。
关键词:金属陶瓷,刀具,性能,发展Introduction1 Structural characteristics of metal-ceramic tools2 Performance characteristics of metal-ceramic toolsMetal-ceramic tools are superior to ordinary tools in termsof performance. First of all, its wear resistance and corrosion resistance are much higher than those of ordinary tools, so its service life can be effectively improved. Secondly, its cutting edge can maintain a certain degree of sharpness, which can improve the machining precision and surface quality. Thirdly,its red hardness and hardenability are relatively high, so it is more suitable for high-speed and hard machining.3 Development trends of metal-ceramic toolsWith the development of modern industry, metal-ceramic tools have been widely used in various machining fields. The future development of metal-ceramic tools will mainly focus on the following aspects: First, the performance of metal-ceramic tools will be further improved. On the one hand, the structure of the tool will be further optimized. On the other hand, new ceramics will be developed to improve its wear resistance and corrosion resistance. Secondly, the application range of metal-ceramic tools will continue to expand. In the future, it will be widely used in aerospace and other fields. Finally, the cost of metal-ceramic tools will be further reduced, making it more cost-effective.ConclusionMetal-ceramic tools have many excellent properties, such as high wear resistance and corrosion resistance, which can effectively improve the service life and machining efficiency of the tool. In the future, they will be widely used in mechanical machining field.。
金属陶瓷材料

金属陶瓷材料
金属陶瓷材料是一种特殊的复合材料,具有金属和陶瓷两种材料的特性。
它将
金属的导电、导热、韧性等特点与陶瓷的高温、耐磨、耐腐蚀等特性相结合,因此在工程应用中具有广泛的用途。
首先,金属陶瓷材料具有优良的耐高温性能。
由于陶瓷的高熔点和金属的导热
性能,金属陶瓷材料能够在高温环境下保持稳定的性能,不易软化变形,因此在航空航天、汽车发动机等高温环境下得到广泛应用。
其次,金属陶瓷材料具有优异的耐磨性能。
陶瓷的硬度高,金属的韧性好,二
者结合后能够有效抵抗磨损,因此在制造机械零部件、刀具等领域有着重要的应用价值。
此外,金属陶瓷材料还具有良好的耐腐蚀性能。
陶瓷的化学稳定性以及金属的
导电性能使得金属陶瓷材料能够在腐蚀性环境中长期稳定运行,因此在化工、海洋工程等领域得到广泛应用。
在工程应用中,金属陶瓷材料的制备方法多样,常见的有烧结法、热等静压法、溶胶-凝胶法等。
这些制备方法能够有效控制金属与陶瓷的相互作用,使得复合材
料具有更优异的性能。
总的来说,金属陶瓷材料具有耐高温、耐磨、耐腐蚀等优异性能,是一种在工
程领域具有广泛应用前景的复合材料。
随着科学技术的不断发展,相信金属陶瓷材料在未来会有更多的创新和突破,为人类社会的进步做出更大的贡献。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ti(C,N)基金属陶瓷的主要成分是Ti(C,N),通常以Co——Ni作为粘结剂,以WC、Mo2C、VC、ZrC、Cr3C2、HfC和AIN等硬质相作为增强相,形成(Ti、V、W、Nb、Zr)(C,N)固溶相,以固溶强化机制强化硬质相。
Ti(C,N)基金属陶瓷的化学成分一般为(质量分数):0.43-0.63Ti(C,N),0.16-0.21WC,0.2-0.35Co-Ni,0.09-0.2其他碳化物。
TiC和TiN作为构成Ti(C,N)的基础,都属于面心立方点阵的氯化钠型晶体结构,并可按照休莫-罗塞里(Hume-Rothery)法则形成连续固溶体。
TiN的晶格常数比TiC稍小,因此,Ti(C1-x,N x)固溶体的晶格常数随氮含量x的增加而线性减小,通过计算可得出两者之间存在以下关系:a(A)=4.305-0.070X。
在制备Ti(C,N)基金属陶瓷时,既可直接选用TiN和TiC作为原料混合加入,也可以Ti(C,N)固溶体或(W,Ti)(C,N)等复合固溶体的方式加入。
TiN的制备a.Ti或TiH2的直接氮化时Ti十N2——TiNTiH2+N2——TiN十H2b.四氯化钛气相反应氮化TiC14+N2(NH3)——TiN+N2+HCIc.TiO2的碳热还原氮化Ti02+N2+C——TiN+COTi(C,N)的制备a.碳化钛和氮化钛的高温扩散TiC+TiN——Ti(C,N) (l700℃x2h,氮气中)b.钛和碳化钛的高温氮化Ti+TIC+N2——Ti(C,N) (1700℃X2h)c.二氧化钛的碳氮化TiO2+C+N2(气流)——Ti(C,N) (600℃——900℃)d.四氯化钛-胺(或腈)络合物的热分解TiC14+H2NCH2CH2NH2+CC14——络合物——Ti(C,N)+Ce.钛粉在800℃一1400℃下由甲胺-氩混合气体的碳氮化f.钛粉和碳黑的高温自蔓延反应合成(SHS)该工艺采用Ti粉、炭黑和稀释剂为原料,经预处理、混合配料、压型、SHS 合成、筛分破碎制取Ti(C,N)粉末。
和普通的碳氮化工艺相比,该工艺具有生产效率高、能耗小、工艺简单等优点。
(W,Ti)(C,N)复合固溶体的制备a.WO3、TiO2和碳黑混合物高温氮化WO3+TiO2+C+N2——(W,Ti)(C,N)+COb.WC、TiN和TiC混合后在N2中高温处理WC+TiN+TiC+N2——(W,Ti)(C,N)c.(W,Ti)C和TIN在N2中高温处理(W,Ti)C+TiN+N2——(W,Ti)(C,N)Ti(C,N)基金属陶瓷的显微组织通常由粘结相、硬质相和包覆相(Surrounding-structure)组成,而硬质相和包覆相又构成典型的芯/环(Core/Rim)结构,环可分为内环和外环,外环常富集更重的元素。
金属陶瓷典型的粘结相占体积分数为10Vol%,碳化物晶粒尺寸多1-3μm。
芯通常由纯TiC或Ti(C,N)组成,认为是未溶解原料的残留物。
也有认为是烧结期间形成的。
它保持了由于湿磨的颗粒表面锯齿形貌,一直到1450℃时也没有被溶解或改变,Ti(C,N)基金属陶瓷中的Ti(C,N)芯在烧结时没有长大。
环通常认为是液相烧结时由溶解一析出过程产生,并生长在芯上面晶粒长大的驱动力是晶界能的减小。
质量从小颗粒向大颗粒转移,由Ostwald ripening过程决定。
一些学者研究认为晶粒长大由聚结机理决定,另外的学者认为是由于扩散控制的溶解一析出控制,还有的研究认为是由于反应控制的溶解一析出机理决定。
也有结论认为,邻近的碳化物晶界阻止了合金中总体晶粒的生长,这种生长被TIC中添加的Mo2C阻碍,其机理解释为TiC中粒子晶界流动性被溶解物阻碍。
在许多金属陶瓷中,环可以分成内环和外环。
内环完全或部分包围芯。
内环可能形成于固态烧结阶段,达到共晶温度、形成熔融态之前。
例如,已经证明Mo2C在低于共晶温度时完全溶解并和TiC形成混合碳化物。
Ta以WC和部分TiN在固态烧结阶段,也溶解于TiC和粘结相中。
在固态烧结阶段,由子钻和镍的存在促进界面间扩散和表面扩散而产生致密化现象。
粘结相是烧结过程中形成的液相残留物,主要由Co和/或Ni组成,连续的粘结相的晶粒度可以达到lmm;它是面心立方结构,根据Co/Ni比和合金元素的溶解量,其晶格常数在0.353~0.362nm之间变化。
Co和Ni在芯和环的立方晶格中不溶解,但是有大量的Ti、Mo和W溶解在粘结相中。
粘结相的固溶硬化对金属陶瓷的切削使用而言非金属陶瓷中,视材料中Mo 含量,Co/Ni比,C含量粘结相的l0wt%,Mo可以达到粘结相的6wt%。
研究发现粘结相中Ti的含量和Mo的添加量和总C含量有关。
粘结相中的Ti主含量过高,则会析出脆性的Ni3Ti金属间硬质相。
C的溶解度比金属元素的溶解度低得多,在1000℃,它在Co-Ni合金中的溶解度低于0.3wt%。
在Ni粘结相中添加Cr和Al,由于固溶硬化作用,可以大大提高机械性能。
Mo及其润湿作用添加Mo2C或Mo粉可以改善Ni对TiC的润湿性,原因是Mo2C较低的生成自由能在烧结过程中完全溶解形成易被Ni、Co润湿的(Ti,MO)C等固溶体,促进了对碳化物的润湿。
Ni对某些碳化物的润湿作用通过Mo而改善的原因是Mo在液态和固态之间的分区作用,其结果是碳化物晶粒度变小,孔隙度降低。
Mo的溶解量可以影响粘结相的机械性能。
粘结剂中的Mo含量随Ti(C,N)金属陶瓷中的N含量增加而增加。
研究还表明,粘结剂中的Mo含量可以通过总碳量来控制。
添加Mo能增强Ni对TiIC的润湿性,从而提高硬度和耐冲击性。
粘结相中Mo含量高还被认为可以降低原子在高温时的活性,从而提高抗蠕变性。
添加10%的Mo2C的合金抗弯强度最大,约3100MPa。
15%的Mo2C添加量使合金强度显著降低,这是由于结晶Mo2C相影响的结果。
随Mo2C的加入,合金硬度开始提高,到12%达最高值,再加则降低。
N的作用总的来说合金性能的关系,N的作用在于使组织细化,改善室温强度,高温强度和抗氧化性等。
TiN的存在使合金在烧结过程中液相出现的温度上升,在同一温度下烧结时,Ti、Mo通过液相的互扩散受到限制,抑制了晶粒的析出长大。
液相中Mo 浓度的上升和Ti浓度的减少,也抑制了脆而软的中间相的生成,使Ti(C,N)基金属陶瓷获得了比传统TIC基合金更高的韧性和耐热裂性。
其它成份不变时,适当增大Ti(C,N)基金属陶瓷中的N/C比可以粘结相中的Mo含量增大,从而提高耐磨性。
由于TIN的加入可以细化晶粒,因而在Tic基金属陶瓷中添加少量TiN可提高合金硬度,但如果较大量添加,由于TiN的硬度比TiC低,使合金硬度下降。
N可以以TiN的形式,也可以以Ti(C,N)的形式添加。
其比较如下:①以Ti(C,N)加入,可以得到更均匀的组织,而以(TiC+TiN)加入,则合金晶粒度不均匀。
②和加入Ti(C,N)相比,加入(TiC+TiN)的合金微气孔较多,特别是增加TiN 时更易产生气孔。
因此,目前多以Ti(C,N)等固溶体的形式引入N。
文献研究了TiN含量对Ti(C,N)固溶体性能的影响,结果表明,TiN/(TiC+TIN)>0.7、Co/Ni为1:1时,在约1500℃的,真空时不会润湿Ti(C,N)固溶体,因此为了获得更好的Ti(C,N)基金属陶瓷,TiN/ Ti(C,N))的值应低于0.50这也说明了为什么市售Ti(C,N)固溶体C/N主要为0.7/03和0.5/0.5的原因。
TiC的作用在所有金属碳化物中,TiC的硬度最高,同WC相比,TiC还具有较高的热硬度,较低的导热性和较低的磨擦系数。
和传统的WC基硬质合金相比,TiC基金属陶瓷在加工钢和延性铸铁时磨损率较低,加工表面光洁度较好。
已经证明,在WC-Co硬质合金中添加TiC会使平均晶粒度、晶粒度分布和邻接度增大,并大大降低TRS值和韧性。
再添加Mo2C,并以Ni替代部分Co则可以改善显微组织和机械性能。
增加粘结相中的Ti含量,可以提高TiC-Ni-Mo金属陶瓷的TRS 值和工具寿命,而Ni3Ti的存在则会降低TRS和工具的寿命。
在TC-Ni-Mo合金中,(Ti,Mo)C环非常脆,且不如TiC芯硬。
C含量降低TiC-Ni-Mo合金中的C含量会导致粘结相的Ti和Mo含量的增加以及碳化物晶粒度的增大。
Ti(C,N)系金属陶瓷的组织和物理机械性能同样显著地依赖于其碳含量。
合金正常组织为Ti(C,N)和Ni相。
当碳量不足时,出现脆性相(Ni3Ti),当碳量过剩时,组织中将出现游离碳,两者都会严重恶化性能。
Ti(C,N)系金属陶瓷两相区碳量变化可达1-3%,比TiC系金属陶瓷(C量1-2%)和WC-Co 系合金(C量0.1-0.5%)都宽。
在两相区内,合金组织(晶粒等)和物理构性能有很大不同。
通常,在两相区内,Ti(C,N)基金属陶瓷抗弯强度和硬度都随碳含量增加而增大。
WC对Ti(C,N)金属陶瓷的影响在TiC-Ni-Mo系金属陶瓷中,添加WC,可提高合金韧性。
但添加过多的WC,合金组织中将析出软的Mo2C,使强度降低。
Ti(C,N)金属陶瓷室在温下的硬度随WC的添加而显著提高的原因是:添加WC细化了合金的组织。
同时添加WC也可明显地改善Ti(C,N)金属陶瓷的高温硬度。
增加WC不会使固溶体的晶格常数增大。
无论是TiC0.7N0.3或TiC0.5N0.5金属陶瓷,当WC添加量增至某个量以上时,组织中会残留非平衡态的WC相。
高N合金更容易生成残留WC相。
出现残留WC相的下限的WC添加量对于TiC0.7N0.3和TiC0.5N0.5合金分别为22、10体积%。
残留的WC相在SEM观察下为白色。
而且20体积%以上的大量添加WC会使环状组织厚度增大,从而粒度粗化,组织中残留WC相,金属陶瓷的硬度多少有些软化的倾向。
添加WC的合金的硬度都随WC的增加而上升,但是在某个添加量以上TiC0.7N0.3合金硬度有饱和倾向,TiC0.5N0.5合金则稍有软化。
TaC对Ti(C,N)金属陶瓷的影响研究表明,加入立方TaC添加物形成了一种比其更粗的六方碳化物,由此引起合金硬度下降,韧性提高。
Tretyakov和Mashevskaya报道了Ta对Ti(C,N)-Ni-Mo-WC系合金的影响。
研究发现,添加Ta可以提高合金的抗弯强度,其原因是形成了高强度的复杂氮碳化物相。
研究的结论是使用复杂的含Ta的氮碳化物原料可生产优质金属陶瓷。
Lindahl等认为,复杂的氮碳化物相是在液相烧结时形成的。
研究了Ta对(Ti,Ta,W)(C,N)-Co金属陶瓷的结构和机械性能的影响。
研究表明,TaC的微量添加对合金的晶粒度和形貌没有明显的影响,但Ta可以明显提高金属陶瓷的抗塑性变形能力。