冷轧生产车间布置cad
冷轧厂产线(7条)流程图

冷轧退火酸洗线(CAPL)简介 冷轧退火酸洗线(CAPL)简介
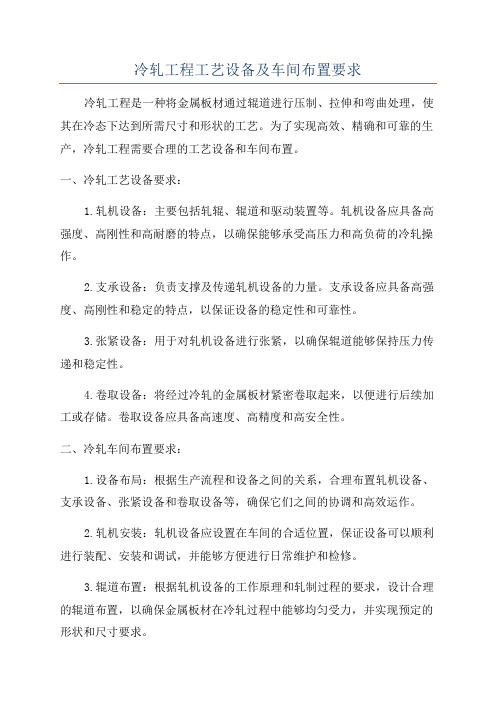
• • • CAPL(冷軋退火酸洗線),全長420米。 產線主要設備分為:入口端開卷機、剝皮機、五輥整平機、剪切機、電焊機、除 油段、退火爐加熱段、退火爐冷卻段、中性電解段、混酸酸洗段、2-Hi調質精整 機、張力整平機、出口端剪切機、襯紙開卷機、鋼卷助卷機、重卷機。 產線主要功能為將經過軋製的冷軋鋼卷經開卷機進行開卷,平整,焊接,以便鋼 卷連續化生產;之後經除油段進行脫脂處理,將鋼帶表面的軋延油去除;再經爐 區進行退火處理,消除鋼帶的內部應力;接著進入酸洗區進行中性電解和混酸酸 洗,將鋼帶表面於退火過程中所生成之銹皮去除;最後經調質精整機和張力整平 機進行精整矯直處理,提高鋼帶的表面品質,於出口段剪床分切,重卷下線。 產線可處理AISI200系、AISI300系、AISI400系的冷軋鋼卷,生產鋼帶厚度範圍為 0.3~3mm,寬度範圍為800~1600mm。所處理鋼卷內徑610mm,最大外徑2500mm, 最大鋼卷重量30噸(帶鋼套筒和襯紙)。 產線設計年產量為25萬噸,最大設計產量為60t/hr。入口段和出口段的最大速度為 140m/min,處理段的最大速度為95m/min。 產線生產流程為: 解卷 → 焊接 → 除油→ 退火 → 電解 → 酸洗 → 調質軋延整平 → 盤卷
除油区 电焊机
活套区 (4层钢带) 退火炉区 张力整平区 活套区 裁刀
酸洗区 收卷机 皮带助卷机
解卷机
产线参数:
(4层钢带)
活套区
调质轧延机
(2层钢带)
200、300系与400系冷轧不锈钢钢卷 产线总长350米,约2-3颗钢卷 钢带宽度- 1600mm max - 800mm min 钢卷内径- 610mm 钢卷外径- 2200mm max 年产量- 25万吨 电气供应商中国
企业冷熟食加工车间冷库钢构施工图纸

48米冷轧车间结构施工图(含建筑图 2台10T吊车)

某地车间建筑设计CAD平面布置参考图

冷轧工艺平面布置图

冷轧不锈钢工艺平面布置前言:** 不锈钢冷轧工程一期设计年处理不锈钢黑卷60 万吨,生产热轧酸洗不锈钢白卷35 万吨,冷轧不锈钢板卷18 万吨,产品品种有NO.1板、2B、2D、HL和抛光产品,产品规格:厚度0.3〜6.0mm,宽度750〜1600mm,产品钢卷最大单重32吨。
项目的工艺及关键设备全部采用进口,其主要及关键设备有:ANDRITZ 热轧连续退火酸洗机组一条( RHAPL);ANDRITZ 冷轧连续退火酸洗机组一条(CAPL);SWNDWIG 四立柱20 辊轧机两架;SWNDWIG 两辊平整机一台;SWNDWIG 修磨及抛光机组一台;SWNDWIG 剪切分卷机组两条;CAPCO-CNC 轧辊磨床五台;XXXX废酸净化站一个;XXXX废水处理站一个。
该项目由**** 设计研究总院承担设计工厂设计。
工厂的钢卷处理设备由奥地利ANDRITZ 集团提供,配套电气设备及控制系统由德国ABB 电气公司承担,工程从2004年4月开工建设,预计2006年 5 月建成投产。
第一节工厂的工艺流程及设计**不锈钢冷轧厂位于**冶金厂区的东南角,占地面积约287000m 2,厂区由一期主厂 房区,公辅设施区,二期主厂房区和相互间的连接公路组成。
一期厂房布置采用 n 型 布置形式(如图示),厂房各区域的分配和厂房的布置形式,主要考虑有几个方面的二期主厂房热轧退火酸洗机组垮(RHAPL ) 冷轧退火酸洗机组垮(CAPL )一 -一• 7 平整及剪切分卷垮光亮退火及成品垮f 热轧产品处理顺序 -A冷轧产品处理顺序问题;1.1工厂总工艺流程由于冷轧厂位于炉卷厂房的东面,从工厂工艺流程开始,首先要考虑原料的来源 和运输上的便利,然后根据材料处理的顺序布置相应的机组,但在布置机组时还有考 虑机组之间的相互影响,因为不锈钢的冷轧处理要用大量的酸和油,酸雾和油雾会直 接影响设备的寿命和带钢的质量,因此根据原料的来料和运输方式,选择一期主厂房 为n 字型布置,并根据***市气象资料常年为偏西北风的特点,将热轧退火酸洗线和 冷轧退火酸洗线布置在厂区的东面,使酸洗的酸雾不会对轧制和平整剪切设备造成影 响,同时也有利于保持产品和光亮退火线的清洁,在退火酸洗线和轧制垮之间,布置 有处理线和轧机、修磨抛光设备的电气室和磨辊间,既便于主厂房采光,有便于电气 控制系统尽量接近传动设备,也便于轧辊使用和周转。
冷轧工艺平面布置图

冷轧不锈钢工艺平面布置前言:**不锈钢冷轧工程一期设计年处理不锈钢黑卷60 万吨,生产热轧酸洗不锈钢白卷35万吨,冷轧不锈钢板卷18 万吨,产品品种有NO.1板、2B、2D、HL和抛光产品,产品规格:厚度0.3〜6.0mm,宽度750〜1600mm,产品钢卷最大单重32吨。
项目的工艺及关键设备全部采用进口,其主要及关键设备有:ANDRITZ 热轧连续退火酸洗机组一条( RHAPL);ANDRITZ 冷轧连续退火酸洗机组一条(CAPL);SWNDWIG 四立柱20辊轧机两架;SWNDWIG 两辊平整机一台;SWNDWIG 修磨及抛光机组一台;SWNDWIG 剪切分卷机组两条;CAPCO-CNC 轧辊磨床五台;XXXX废酸净化站一个;XXXX废水处理站一个。
该项目由**** 设计研究总院承担设计工厂设计。
工厂的钢卷处理设备由奥地利ANDRITZ 集团提供,配套电气设备及控制系统由德国ABB 电气公司承担,工程从2004年4月开工建设,预计2006年5月建成投产。
第一节工厂的工艺流程及设计**不锈钢冷轧厂位于**冶金厂区的东南角,占地面积约287000m 2,厂区由一期主厂 房区,公辅设施区,二期主厂房区和相互间的连接公路组成。
一期厂房布置采用 n 型 布置形式(如图示),厂房各区域的分配和厂房的布置形式,主要考虑有几个方面的二期主厂房热轧退火酸洗机组垮(RHAPL ) 冷轧退火酸洗机组垮(CAPL )一 -一• 7 平整及剪切分卷垮光亮退火及成品垮f 热轧产品处理顺序 -A冷轧产品处理顺序问题;1.1工厂总工艺流程由于冷轧厂位于炉卷厂房的东面,从工厂工艺流程开始,首先要考虑原料的来源 和运输上的便利,然后根据材料处理的顺序布置相应的机组,但在布置机组时还有考 虑机组之间的相互影响,因为不锈钢的冷轧处理要用大量的酸和油,酸雾和油雾会直 接影响设备的寿命和带钢的质量,因此根据原料的来料和运输方式,选择一期主厂房 为n 字型布置,并根据***市气象资料常年为偏西北风的特点,将热轧退火酸洗线和 冷轧退火酸洗线布置在厂区的东面,使酸洗的酸雾不会对轧制和平整剪切设备造成影 响,同时也有利于保持产品和光亮退火线的清洁,在退火酸洗线和轧制垮之间,布置 有处理线和轧机、修磨抛光设备的电气室和磨辊间,既便于主厂房采光,有便于电气 控制系统尽量接近传动设备,也便于轧辊使用和周转。
冷轧工程工艺设备及车间布置要求
冷轧工程工艺设备及车间布置要求冷轧工程是一种将金属板材通过辊道进行压制、拉伸和弯曲处理,使其在冷态下达到所需尺寸和形状的工艺。
为了实现高效、精确和可靠的生产,冷轧工程需要合理的工艺设备和车间布置。
一、冷轧工艺设备要求:1.轧机设备:主要包括轧辊、辊道和驱动装置等。
轧机设备应具备高强度、高刚性和高耐磨的特点,以确保能够承受高压力和高负荷的冷轧操作。
2.支承设备:负责支撑及传递轧机设备的力量。
支承设备应具备高强度、高刚性和稳定的特点,以保证设备的稳定性和可靠性。
3.张紧设备:用于对轧机设备进行张紧,以确保辊道能够保持压力传递和稳定性。
4.卷取设备:将经过冷轧的金属板材紧密卷取起来,以便进行后续加工或存储。
卷取设备应具备高速度、高精度和高安全性。
二、冷轧车间布置要求:1.设备布局:根据生产流程和设备之间的关系,合理布置轧机设备、支承设备、张紧设备和卷取设备等,确保它们之间的协调和高效运作。
2.轧机安装:轧机设备应设置在车间的合适位置,保证设备可以顺利进行装配、安装和调试,并能够方便进行日常维护和检修。
3.辊道布置:根据轧机设备的工作原理和轧制过程的要求,设计合理的辊道布置,以确保金属板材在冷轧过程中能够均匀受力,并实现预定的形状和尺寸要求。
4.环境条件:冷轧车间应具备良好的通风条件,以保证车间内空气流通,减少粉尘和有害气体的积聚。
车间温度和湿度应在适宜的范围内,不会对设备和生产操作产生不利影响。
5.安全设施:冷轧车间应设置消防系统、防爆设备和紧急救援设备等安全设施,以确保员工的人身安全和生产设备的安全运行。
总之,冷轧工程的工艺设备和车间布置要求是为了实现高效、精确和可靠的生产。
通过合理的设备选择和布局,可以提高冷轧工程的生产效率和产品质量,降低生产成本,从而满足不同行业对金属板材的需求。
冷轧车间设计

冷轧车间设计1.1冷轧薄板简介金属在再结晶温度以下进行轧制变形叫做冷轧,一样指薄板不经加热而在室温直截了当进行轧制加工。
冷轧后的带钢可能烫手,但依旧叫冷轧[1]。
钢的冷轧是在19世纪中叶始于德国,当时只能生产宽度20~25mm的冷轧薄板。
美国1859年建立了25mm冷轧机,1887年生产出宽度为l50mm的低碳钢板。
1880年以后冷轧钢板生产在美国、德国进展专门快,产品宽度不断扩大,并逐步建立了附属设备,如剪切、矫直,平坦和热处理设备等,产品质量也有了提高。
宽的冷轧薄板(韧带)是在热轧成卷带钢的基础上进展起来的。
第一是美国早在1920年第一次成功地轧制出宽带钢,并专门快由单机不可逆轧制而跨入单机可逆式轧制。
1926年阿姆柯公司巴持勒工厂建成四机架冷连轧机。
我国冷轧宽带钢的生产开始于1960年,第一建立了1700mm单机可逆式冷轧机,以后连续投产了1200mm单机可道式冷轧机,Mxw1400mm偏八辊轧机、1150mm二十辊冷轧机和1250mmHC单机可逆式冷轧机等,70年代投产了我国第一套1700mm连续式五机架冷轧机,1988年建成了2030mm五机架全连续冷轧机。
近年来我国冷轧薄板生产能力增加了20多倍,生产装备技术水平已由只能生产低碳薄板而进展到能生产高碳钢、合金钢、高合金钢、不锈耐热冷轧薄板、镀锌板、涂层钢板、塑料复合薄板和硅钢片等。
但随着四化建设的进展,不管在数量和品种质量上都远远满足不了四化建设进展的需要,为此我们必须增建新轮机,改造现有冷轧机,大力进展冷轧生产。
冷轧生产可提供大量高精确度和性能优良的钢板和带材,其最要紧的特点是加工温度低,同热轧生产相比,它有以下优点:1.冷轧带钢产品尺寸精确,厚度平均,带钢厚度差一样不超过0.01~0.03mm或更小,完全能够符合高精度公差的要求。
2.可获得热轧无法生产的极薄带材(最薄可达0.001mm以下)。
3.冷轧产品表面质量优越,不存在热轧带钢常常显现的麻点、压入氧化铁皮等缺陷,同时可依照用户的要求,生产出不同表面粗糙度的带钢(光泽面或麻糙面等),以利于下道工序的加工。
附:工厂车间AutoCAD 绘制- 上机操作

几种常用的肉类加工设备示意
建立设备一览表
点击“文字表格”按钮,选择“新建表格”命令,在
对话框内输入适当数据,点击“确定” 即可在图纸的 适当位置插入设备表。然后点击“表格编辑” 、“单 元编辑” …
6)其他
①文字编辑
点击“文字表格”按钮,选择“单行文字”命令,在对话框
内输入文字,然后插入到图纸的适当位置(可用于难画设备标 注)。
4)门窗的布置
点击“门窗”按钮,选择“门”或“窗”插入命
令,在对话框中选择相应的参数,根据建筑采光和 工艺要求绘出门窗。
门
门窗绘制
说明
5)设备的布置
是把加工设备以俯视图的形式反映在图纸上的过程;
设备俯视图要根据有关设备厂家提供的样本绘制。
设备的定位尺寸
点击“尺寸标注”按钮,
选择“逐点标注”命令,将 每个设备在横向、纵向上距 墙或轴线的距离标注出来。
AutoCAD绘制生产车间布置图简介
1
AutoCAD绘图的基本设置
2
图纸的绘制
3
CAD图打印输出
上节重点与要求
熟练掌握AutoCAD绘图 掌握图库的建立、扩充与使用
掌握工艺流程图的绘制
掌握总平面图的绘制
能进行建筑图的绘制
掌握平面布置图的绘制
AutoCAD绘图技巧
1. 科学的绘图步骤
“打印比例”选择“自定义”,将下方的“1毫米=* *单位”按作图时的比例输入,如作图时比例为1:200, 则1毫米=200单位;“打印偏移”下选中“居中打印”。
选择打印区域
点击“窗口”按钮,会回到作图界面,然后用鼠标选 中图框左上角,一直到拖到右下角后,会重新回到打印设 置对话框。在对话框的左下方有“完全预览”、 “局部预 览”按钮,检查正确后打印。
冻干车间平面布置图

冻干车间平面布置图29上上上BM28BMBMBMBMBMBM27BMBM262225上上BMBMBM242000mm21BM23BMBM上上上上上上BMBMBM上上上上上上上上上上上上上上上上上上BM 1,sq,m0,sq,m1,sq,m1,sq,m0,sq,m上上上9,sq,m131416179,sq,mBM15BM上上上上上上1,sq,m上上上BM1,sq,mBM4,sq,mBM上上上9,sq,m上上上上上上上上上上781,sq,m0,sq,m1,sq,m1211BM上BM上上上BM上109,sq,m9BM上上上BM9,sq,m2BMBM1819BMBMBMBM20BMBMBM16534BMBMBMBMBMBMBM上上上上08上上上上BMBM BMBMBM30上符号说明外墙内墙一般区洁净区BM人员通道一万级区BM物流通道(图中穿越墙体的线)百级层流区1.贮瓶间2.理瓶间3.物流进口4.收衣间5.更衣、沐浴间6.化验室7.结局灭菌8.容器灭菌9.容器清洗 10.洁具清洗间 11.洗胶室 12.更无菌衣 13.稀配间14.浓配间 15.调试间 16.称配间 17.贮料间 18.贮胶间 19.无菌整衣间 20.灭菌洗涤间 21.控制室 22.操作室 23.原料消毒 24.铝盖暂存 25.铝盖处理间 26.包材暂存 27.消毒器具 28.茶水供应 29.楼梯 30.消防器材下面是赠送的合同范本,不需要的可以编辑删除~~~~~~教育机构劳动合同范本为大家整理提供,希望对大家有一定帮助。
一、_________ 培训学校聘请_________ 籍_________ (外文姓名)_________ (中文姓名)先生/女士/小姐为_________ 语教师,双方本着友好合作精神,自愿签订本合同并保证认真履行合同中约定的各项义务。
二、合同期自_________ 年_________ 月_________ 日起_________ 年_________ 月_________ 日止。
某地区专用汽车生产基地车间CAD参考图

某冷库建筑CAD详细构造设计图纸
