塑料成型收缩率测试
塑料收缩率表(加玻纤材料)

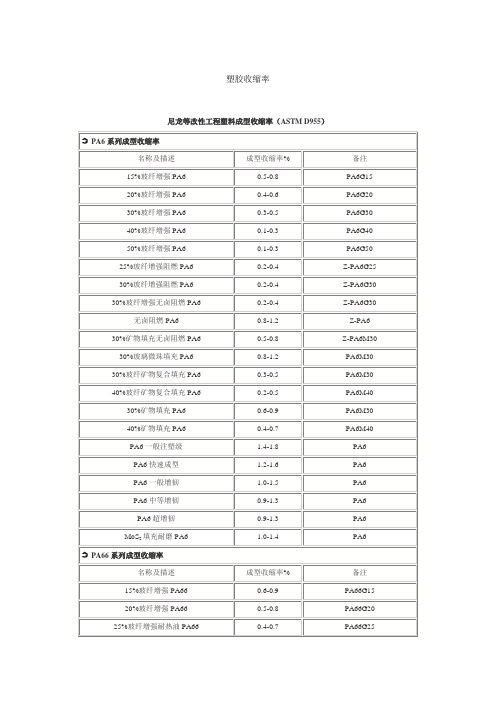
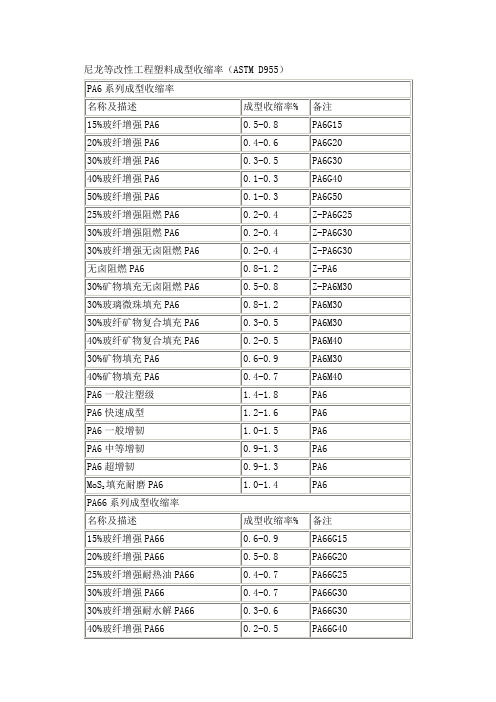
加玻纤塑料收缩率表尼龙等改性工程塑料成型收缩率(ASTM D955)PA6系列成型收缩率名称及描述成型收缩率% 备注15%玻纤增强PA6 0.5-0.8 PA6G15 20%玻纤增强PA6 0.4-0.6 PA6G20 30%玻纤增强PA6 0.3-0.5 PA6G30 40%玻纤增强PA6 0.1-0.3 PA6G40 50%玻纤增强PA6 0.1-0.3 PA6G50 25%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G25 30%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G30 30%玻纤增强无卤阻燃PA6 0.2-0.4 Z-PA6G30 无卤阻燃PA6 0.8-1.2 Z-PA630%矿物填充无卤阻燃PA6 0.5-0.8 Z-PA6M30 30%玻璃微珠填充PA6 0.8-1.2 PA6M30 30%玻纤矿物复合填充PA6 0.3-0.5 PA6M30 40%玻纤矿物复合填充PA6 0.2-0.5 PA6M40 30%矿物填充PA6 0.6-0.9 PA6M30 40%矿物填充PA6 0.4-0.7 PA6M40PA6一般注塑级 1.4-1.8 PA6PA6快速成型 1.2-1.6 PA6PA6一般增韧 1.0-1.5 PA6PA6中等增韧0.9-1.3 PA6PA6超增韧0.9-1.3 PA6MoS2填充耐磨PA6 1.0-1.4 PA6PA66系列成型收缩率名称及描述成型收缩率% 备注15%玻纤增强PA66 0.6-0.9 PA66G15 20%玻纤增强PA66 0.5-0.8 PA66G20 25%玻纤增强耐热油PA66 0.4-0.7 PA66G25 30%玻纤增强PA66 0.4-0.7 PA66G30 30%玻纤增强耐水解PA66 0.3-0.6 PA66G30 40%玻纤增强PA66 0.2-0.5 PA66G40 50%玻纤增强PA66 0.1-0.3 PA66G50 25%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G25 30%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G30 30%矿物填充无卤阻燃PA66 0.2-0.4 PA66M30 无卤阻燃PA66 0.8-1.2 Z-PA66 30%矿物填充无卤阻燃PA66 0.4-0.7 Z-PA66M3030%玻璃微珠填充PA66 0.8-1.2 PA66M30 30%玻纤矿物复合填充PA66 0.2-0.5 PA66M30 30%矿物填充PA66 0.6-0.9 PA66M30 40%矿物填充PA66 0.4-0.7 PA66M40一般注塑级PA66 1.5-1.8 PA66快速成型PA66 1.5-1.8 PA66一般增韧PA66 1.2-1.7 PA66中等增韧PA66 1.2-1.6 PA66超增韧PA66 1.2-1.6 PA66MoS2填充耐磨PA66 1.2-1.6 PA66PA/ABS系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PA/ABS 0.3-0.6 PA/ABSG10 20%玻纤增强PA/ABS 0.2-0.5 PA/ABSG20 30%玻纤增强PA/ABS 0.1-0.3 PA/ABSG30 20%玻纤增强阻燃PA/ABS 0.2-0.5 Z-PA/ABSG20 耐冲击PA/ABS 0.5-0.8 PA/ABS高冲击PA/ABS 0.8-1.0 PA/ABSPP系列成型收缩率名称及描述成型收缩率% 备注20%滑石粉填充PP 1.0-1.5 PPM2030%滑石粉填充PP 0.8-1.2 PPM3040%滑石粉填充PP 0.8-1.0 PPM4020%滑石粉填充增韧PP 1.0-1.2 PPM2020%碳酸钙填充PP 1.2-1.6 PPM2010%玻纤增强PP 0.7-1.0 PPG1020%玻纤增强PP 0.5-0.8 PPG2030%玻纤增强PP 0.4-0.7 PPG3040%玻纤增强PP 0.3-0.5 PPG4020%玻璃微珠填充PP 1.2-1.6 PPM2030%玻璃微珠填充PP 1.0-1.2 PPM2015%玻纤增强阻燃PP 0.5-0.7 Z-PPG1520%玻纤增强阻燃PP 0.3-0.5 Z-PPG2030%玻纤增强阻燃PP 0.2-0.4 Z-PPG30溴系阻燃级PP 1.5-1.8 PP无卤阻燃级PP 1.3-1.6 PP高流动高钢性PP 1.5-2.0 PP一般增韧PP 1.5-2.0 PP中等增韧PP 1.4-1.9 PP超增韧PP 1.3-1.8 PP耐热老化PP1 1.5-2.0 PP1耐热老化PP2 1.5-2.0 PP2耐热老化PP3 1.5-2.0 PP3抗冲击耐侯PP4 1.5-2.0 PP4高抗冲耐侯PP5 1.5-1.8 PP520%滑石粉填充PP6 1.0-1.2 PP630%滑石粉填充PP7 0.9-1.1 PP740%滑石粉填充PP8 0.8-1.0 PP820%玻纤增强PP9 0.5-0.8 PP930%玻纤增强高耐热PP 0.4-0.7 PP10PC系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PC 0.3-0.5 PCG1020%玻纤增强PC 0.3-0.5 PCG2025%玻纤增强PC 0.2-0.4 PCG2530%玻纤增强PC 0.2-0.4 PCG3020%玻纤增强阻燃PC 0.2-0.4 Z-PCG2025%玻纤增强阻燃PC 0.2-0.4 Z-PCG2530%玻纤增强阻燃PC 0.2-0.4 Z-PCG3020%玻纤增强无卤阻燃PC 0.2-0.4 Z-PCG2030%玻纤增强无卤阻燃PC 0.1-0.3 Z-PCG3020%玻璃微珠填充PC 0.3-0.6 PCM20PC/ABS系列成型收缩率名称及描述成型收缩率% 备注20%玻纤增强PC/ABS 0.2-0.4 PC/ABSG20 溴系阻燃PC/ABS 0.3-0.6 Z-PC/ABS无卤阻燃PC/ABS 0.4-0.7 Z-PC/ABS耐侯级PC/ABS 0.4-0.7 PC/ABS35%PC 0.4-0.6 PC/ABS65%PC 0.4-0.7 PC/ABS85%PC 0.4-0.7 PC/ABSPC/PBT系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PC/PBT 0.5-0.8 PC/PBTG10 20%玻纤增强PC/PBT 0.4-0.6 PC/PBTG20 30%玻纤增强PC/PBT 0.3-0.5 PC/PBTG30 30%玻纤增强阻燃高耐热PC/PBT 0.3-0.5 Z-PC/PBTG30 高冲击高耐热PC/PBT 0.6-1.0 PC/PBTPBT/ABS系列成型收缩率名称及描述成型收缩率% 备注20%玻纤增强PBT/ABS 0.3-0.5 PBT/ABSG20 30%玻纤增强PBT/ABS 0.2-0.4 PBT/ABSG30 20%玻纤增强阻燃PBT/ABS 0.2-0.4 Z-PBT/ABSG20 30%玻纤增强阻燃PBT/ABS 0.2-0.4 Z-PBT/ABSG30 通用注塑级PBT/ABS 0.8-1.2 PBT/ABS通用阻燃级PBT/ABS 0.7-1.1 PBT/ABSPBT系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PBT 0.8-1.2 PBTG1015%玻纤增强PBT 0.7-1.0 PBTG1520%玻纤增强PBT 0.4-0.7 PBTG2025%玻纤增强PBT 0.3-0.6 PBTG2530%玻纤增强PBT 0.3-0.5 PBTG3050%玻纤增强PBT 0.1-0.3 PBTG5030%玻纤增强冲击改性PBT 0.3-0.5 PBTG3010%玻纤增强阻燃PBT 0.7-0.9 Z-PBTG1020%玻纤增强阻燃PBT 0.4-0.6 Z-PBTG2030%玻纤增强阻燃PBT 0.3-0.5 Z-PBTG30一般增韧PBT 1.4-1.8 PBT中等增韧PBT 1.2-1.6 PBT超增韧PBT 1.0-1.5 PBTPTFE一般耐磨改性PBT 1.5-2.0 PBT阻燃级PBT 1.2-1.7 Z-PBTABS系列成型收缩率影响塑料制品收缩率的因素名称及描述成型收缩率% 备注20%玻纤增强ABS 0.2-0.4 ABSG2025%玻纤增强ABS 0.2-0.4 ABSG2530%玻纤增强ABS 0.1-0.3 ABSG3020%玻纤增强阻燃ABS 0.1-0.3 Z-ABSG20一般阻燃级ABS 0.4-0.7 Z-ABS一般注塑级ABS 0.4-0.7 ABS耐侯级ABS 0.4-0.7 ABS。
成型收缩率md和td

成型收缩率md和td
摘要:
1.成型收缩率的定义
2.md 和td 的含义
3.影响成型收缩率的因素
4.如何降低成型收缩率
5.成型收缩率在实际应用中的重要性
正文:
成型收缩率是指在塑料成型过程中,由于温度变化和压力作用,使得塑料制品在冷却和固化过程中尺寸发生变化的现象。
这种现象在塑料加工中是不可避免的,但是可以通过控制成型收缩率来减少制品的尺寸变化。
在成型收缩率中,md 和td 是非常重要的两个参数。
md(main direction)是指制品在模具的主方向上的收缩率,而td(transverse direction)是指制品在模具的横向方向上的收缩率。
这两个参数可以用来衡量制品在不同方向上的收缩情况,对于保证制品尺寸的准确性具有重要作用。
影响成型收缩率的因素主要有以下几点:
- 塑料材料的种类和性质
- 成型过程中的温度和压力
- 模具的设计和制造精度
- 成型周期和保压时间
降低成型收缩率的方法主要有:
- 选择合适的塑料材料,提高材料的加工性能
- 优化模具设计和制造,提高模具的精度
- 控制成型过程中的温度和压力,保证制品尺寸的稳定性
- 适当延长成型周期和保压时间,使制品充分填充模具
成型收缩率在实际应用中具有重要意义,它直接影响到制品的尺寸精度和质量。
例如,在汽车、电子、医疗等行业的塑料制品生产中,对成型收缩率的要求非常严格,因为任何尺寸上的偏差都可能导致制品的功能失效或者使用寿命缩短。
常用塑料收缩率
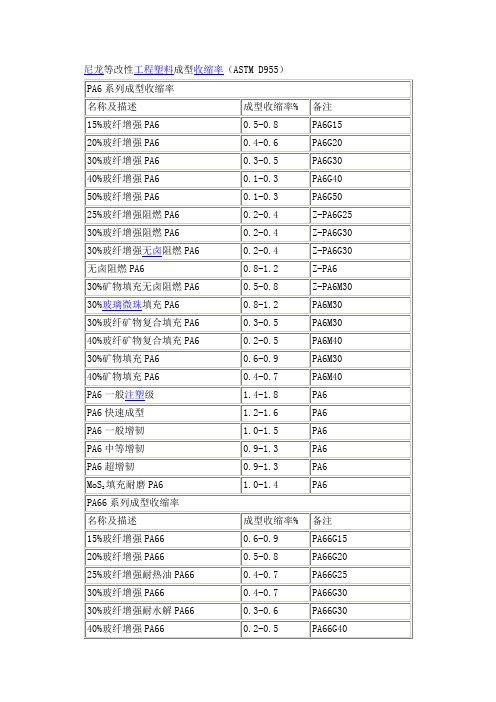
塑胶收缩率尼龙等改性工程塑料成型收缩率(ASTM D955)PA6系列成型收缩率名称及描述成型收缩率% 备注15%玻纤增强PA6 0.5-0.8 PA6G1520%玻纤增强PA6 0.4-0.6 PA6G2030%玻纤增强PA6 0.3-0.5 PA6G3040%玻纤增强PA6 0.1-0.3 PA6G4050%玻纤增强PA6 0.1-0.3 PA6G5025%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G25 30%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G30 30%玻纤增强无卤阻燃PA6 0.2-0.4 Z-PA6G30 无卤阻燃PA6 0.8-1.2 Z-PA6 30%矿物填充无卤阻燃PA6 0.5-0.8 Z-PA6M30 30%玻璃微珠填充PA6 0.8-1.2 PA6M30 30%玻纤矿物复合填充PA6 0.3-0.5 PA6M30 40%玻纤矿物复合填充PA6 0.2-0.5 PA6M40 30%矿物填充PA6 0.6-0.9 PA6M3040%矿物填充PA6 0.4-0.7 PA6M40PA6一般注塑级 1.4-1.8 PA6PA6快速成型 1.2-1.6 PA6PA6一般增韧 1.0-1.5 PA6PA6中等增韧0.9-1.3 PA6PA6超增韧0.9-1.3 PA6 MoS2填充耐磨PA6 1.0-1.4 PA6 PA66系列成型收缩率名称及描述成型收缩率% 备注15%玻纤增强PA66 0.6-0.9 PA66G1520%玻纤增强PA66 0.5-0.8 PA66G20 25%玻纤增强耐热油PA66 0.4-0.7 PA66G2530%玻纤增强PA66 0.4-0.7 PA66G30 30%玻纤增强耐水解PA66 0.3-0.6 PA66G30 40%玻纤增强PA66 0.2-0.5 PA66G4050%玻纤增强PA66 0.1-0.3 PA66G5025%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G2530%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G30 30%矿物填充无卤阻燃PA66 0.2-0.4 PA66M30 无卤阻燃PA66 0.8-1.2 Z-PA66 30%矿物填充无卤阻燃PA66 0.4-0.7 Z-PA66M3030%玻璃微珠填充PA66 0.8-1.2 PA66M30 30%玻纤矿物复合填充PA66 0.2-0.5 PA66M30 30%矿物填充PA66 0.6-0.9 PA66M3040%矿物填充PA66 0.4-0.7 PA66M40一般注塑级PA66 1.5-1.8 PA66快速成型PA66 1.5-1.8 PA66一般增韧PA66 1.2-1.7 PA66中等增韧PA66 1.2-1.6 PA66超增韧PA66 1.2-1.6 PA66 MoS2填充耐磨PA66 1.2-1.6 PA66PA/ABS系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PA/ABS 0.3-0.6 PA/ABSG1020%玻纤增强PA/ABS 0.2-0.5 PA/ABSG2030%玻纤增强PA/ABS 0.1-0.3 PA/ABSG30 20%玻纤增强阻燃PA/ABS 0.2-0.5 Z-PA/ABSG20 耐冲击PA/ABS 0.5-0.8 PA/ABS高冲击PA/ABS 0.8-1.0 PA/ABS PP系列成型收缩率名称及描述成型收缩率% 备注20%滑石粉填充PP 1.0-1.5 PPM2030%滑石粉填充PP 0.8-1.2 PPM3040%滑石粉填充PP 0.8-1.0 PPM4020%滑石粉填充增韧PP 1.0-1.2 PPM2020%碳酸钙填充PP 1.2-1.6 PPM2010%玻纤增强PP 0.7-1.0 PPG1020%玻纤增强PP 0.5-0.8 PPG2030%玻纤增强PP 0.4-0.7 PPG3040%玻纤增强PP 0.3-0.5 PPG4020%玻璃微珠填充PP 1.2-1.6 PPM2030%玻璃微珠填充PP 1.0-1.2 PPM2015%玻纤增强阻燃PP 0.5-0.7 Z-PPG1520%玻纤增强阻燃PP 0.3-0.5 Z-PPG2030%玻纤增强阻燃PP 0.2-0.4 Z-PPG30 溴系阻燃级PP 1.5-1.8 PP无卤阻燃级PP 1.3-1.6 PP高流动高钢性PP 1.5-2.0 PP 一般增韧PP 1.5-2.0 PP中等增韧PP 1.4-1.9 PP超增韧PP 1.3-1.8 PP耐热老化PP1 1.5-2.0 PP1耐热老化PP2 1.5-2.0 PP2耐热老化PP3 1.5-2.0 PP3抗冲击耐侯PP4 1.5-2.0 PP4高抗冲耐侯PP5 1.5-1.8 PP520%滑石粉填充PP6 1.0-1.2 PP630%滑石粉填充PP7 0.9-1.1 PP740%滑石粉填充PP8 0.8-1.0 PP820%玻纤增强PP9 0.5-0.8 PP9 30%玻纤增强高耐热PP 0.4-0.7 PP10 PC系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PC 0.3-0.5 PCG1020%玻纤增强PC 0.3-0.5 PCG2025%玻纤增强PC 0.2-0.4 PCG2530%玻纤增强PC 0.2-0.4 PCG3020%玻纤增强阻燃PC 0.2-0.4 Z-PCG2025%玻纤增强阻燃PC 0.2-0.4 Z-PCG2530%玻纤增强阻燃PC 0.2-0.4 Z-PCG3020%玻纤增强无卤阻燃PC 0.2-0.4 Z-PCG2030%玻纤增强无卤阻燃PC 0.1-0.3 Z-PCG3020%玻璃微珠填充PC 0.3-0.6 PCM20PC/ABS系列成型收缩率名称及描述成型收缩率% 备注20%玻纤增强PC/ABS 0.2-0.4 PC/ABSG20溴系阻燃PC/ABS 0.3-0.6 Z-PC/ABS无卤阻燃PC/ABS 0.4-0.7 Z-PC/ABS耐侯级PC/ABS 0.4-0.7 PC/ABS 35%PC 0.4-0.6 PC/ABS65%PC 0.4-0.7 PC/ABS85%PC 0.4-0.7 PC/ABS PC/PBT系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PC/PBT 0.5-0.8 PC/PBTG1020%玻纤增强PC/PBT 0.4-0.6 PC/PBTG2030%玻纤增强PC/PBT 0.3-0.5 PC/PBTG30 30%玻纤增强阻燃高耐热PC/PBT 0.3-0.5 Z-PC/PBTG30 高冲击高耐热PC/PBT 0.6-1.0 PC/PBT PBT/ABS系列成型收缩率名称及描述成型收缩率% 备注20%玻纤增强PBT/ABS 0.3-0.5 PBT/ABSG2030%玻纤增强PBT/ABS 0.2-0.4 PBT/ABSG30 20%玻纤增强阻燃PBT/ABS 0.2-0.4 Z-PBT/ABSG20 30%玻纤增强阻燃PBT/ABS 0.2-0.4 Z-PBT/ABSG30 通用注塑级PBT/ABS 0.8-1.2 PBT/ABS通用阻燃级PBT/ABS 0.7-1.1 PBT/ABS ABS系列成型收缩率影响塑料制品收缩率的因素。
汽车塑料件测试标准
汽车塑料件测试标准汽车塑料件是汽车制造中常见的零部件之一,具有轻量化、耐腐蚀、成本低等优点。
为了确保汽车的安全性、可靠性和耐久性,对汽车塑料件进行严格的测试是必要的。
以下是一些常见的汽车塑料件测试标准。
物理性能测试物理性能测试主要包括强度、硬度、韧性、收缩率等指标的测定。
1.强度测试:包括拉伸强度、抗压强度、弯曲强度等。
这些指标可以评估塑料件的机械强度和承载能力。
2.硬度测试:通过测量塑料件的表面硬度,可以评估其抗刮擦性能和耐磨性能。
3.韧性测试:包括冲击韧性和弯曲韧性。
这些测试可以判断塑料件在受到冲击或弯曲力作用下的抗裂性能和变形能力。
4.收缩率测试:评估塑料件在注塑成型过程中的收缩程度,以便校正模具尺寸。
收缩率测试可以确保塑料件具有准确的尺寸和质量。
热性能测试热性能测试主要包括燃烧性能、热变形温度、热膨胀系数等指标的测定。
1.燃烧性能测试:评估塑料件的燃烧性能,包括燃烧速度、燃烧温度、烟雾产生量等指标。
燃烧性能测试可以评估塑料件在发生火灾时的安全性。
2.热变形温度测试:测量塑料件在加热条件下开始软化的温度,可以评估其在高温环境下的稳定性和变形情况。
3.热膨胀系数测试:评估塑料件在温度变化时的膨胀程度,以避免因温度变化引起的尺寸变化问题。
耐化学性能测试耐化学性能测试主要包括耐酸碱性、耐溶剂性、耐油性等指标的测定。
1.耐酸碱性测试:评估塑料件在酸碱介质中的耐腐蚀性能,以确定其在不同环境条件下的稳定性和耐久性。
2.耐溶剂性测试:浸泡塑料件于不同溶剂中,测试其与溶剂的相容性和稳定性,评估其是否适用于特定使用环境。
3.耐油性测试:浸泡塑料件于不同种类的油中,以评估其在汽车机油和润滑油等油品环境下的耐久性和稳定性。
其他测试除了以上所述的主要测试指标外,还有一些其他测试可以用来评估汽车塑料件的质量和性能。
1.耐候性测试:暴露塑料件在不同气候条件下,评估其耐紫外线辐射、温度变化和湿度变化时的稳定性。
2.基于环境的可持续性测试:测试塑料件的环境友好性,包括可降解性、可回收性等指标。
热塑性塑料注射成型收缩率的测定标准
3 术语
下列术语适用千 本标准。 3. 1
注射成型 injection moulding 使热塑性或热固性模塑料先在加热料筒中 均匀朔化,而后由移动螺杆推挤到闭合模具的模腔中成型 的一种方法。 3.2 模塑收缩率 moulding shrinkage 模塑试样与所用模腔相应尺寸的差, 同模腔相应尺寸之比, 用百分率表示。
试样注射成型后,在温度(23士2) °C, 相对湿度30%�60%的环境条件下存放并测噩.存放时间(1� 2) h ,测量所得的收缩率为初始收缩率或"2h"收缩率;存放(16�24) h测, 噩所得的收缩率为"24h" 收缩率;存放(40�48) h,测晕所得的收缩率为标准模塑收缩率或"48h"收缩率。 6.4.2 测量方法 6.4.2. 1 长条试样的测量
热塑性塑料注射成型收缩率的测定标准
1 范围
本标准规定了热塑性塑料注射成型模塑收缩率的测试方法。 本标准适用于热塑性塑料。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修订版均不适用千本标准,然而,鼓励根据本标准达成协议的各方研究 是否可使用这些文件的最新版本。 凡是不注日期的引用文件, 其最新版本适用于 本标准。
每组五个试样。 5.3 试样制造工艺要求 5.3. 1 在选取样片时,在调试正常后 30模开始取样,连续取样5个试样。关注材料生产厂家提供的注 射温度、 模具温度等工艺参数要求。 5.3.2 对千有玻璃纤维填充的材料还要关注注塑机的螺杆转速, 转速不宜过快, 否则后降低材料的机 械性能。 5.3.3 材料在成型前必须进行充分干燥, 干燥要求参考生产厂家的技术资料。 5.4 样件放置 5.4. 1 样件要水平放置在平整的工装架上。 5.4.2 结晶型、 半结晶型材料由千内应力会发生翘曲会影响测歌的结果。
塑料性能与产品设计:模具收缩率

工程塑料选材之模具收缩率什么是材料模具收缩率在注塑成形过程中,首先将熔融塑料注射入模具型腔内,充填结束後熔料冷却固化,从模具中取出塑件时即出现收缩,此收缩称为成形收缩塑件从模具取出到稳定这一段时间内,尺寸仍会出现微小的变化,一种变化是继续收缩,此收缩称为後收缩。
另一种变化是某些吸湿性塑料因吸湿而出现膨胀。
例如尼龙610含水量为3%时,尺寸增加量为2%;玻璃纤维增强尼龙66的含水量为40%时尺寸增加量为0.3%。
但其中起主要作用的是成形收缩。
目前确定各种塑料收缩率的方法,一般都推荐德国国家标准中DIN16901的规定。
即以23±23℃,相对湿度为50±5%条件下测量出的相应塑件尺寸之差算出。
收缩率S由下式表示:S={(D-M)/D}×100%(1)其中:S-收缩率;D-模具尺寸;M-塑件尺寸。
影响材料模具收缩率的因数材料规格原材料:工程塑料一般分为结晶塑料和无定形(非结晶)塑料两种。
非结晶塑料的模具收缩率一般比结晶塑料的小填充:工程塑料添加无机填充材料后收缩率通常会减小,添加分量越多减小越大塑件形状对於成形件壁厚来说,一般由於厚壁的冷却时间较长,因而收缩率也较大,如图1所示。
对一般塑件来说,当熔料流动方向L尺寸与垂直於熔料流方向W尺寸的差异较大时,则收缩率差异也较大。
从熔料流动距离来看,远离浇口部分的压力损失大,因而该处的收缩率也比靠近浇口部位大。
因加强筋、孔、凸台和雕刻等形状具有收缩抗力,因而这些部位的收缩率较小。
●模具结构浇口形式对收缩率也有影响。
用小浇口时,因保压结束之前浇口即固化而使塑件的收缩率增大。
注塑模中的冷却回路结构也是模具设计中的一个关键。
冷却回路设计得不适当,则因塑件各处温度不均衡而产生收缩差,其结果是使塑件尺寸超差或变形。
在薄壁部分,模具温度分布对收缩率的影响则更为明显。
模流分析产品不同位置收缩不同导致的变形趋势●成形条件塑料的收缩行为与温度压力密切相关,在注塑成型过程中,聚合物材料被加热成熔融态,并在很高的压力下注射到模具型腔中,经历了从高温、高压到迅速冷却和压力下降的过程,之后由熔融态转变为固态,聚合物材料的体积V与温度T压力P的关系成为PVT曲线。
成型收缩率测试国内标准

成型收缩率测试国内标准成型收缩率测试是一种用于评估材料在加热或冷却过程中的收缩程度的测试方法。
在国内,成型收缩率测试的相关标准主要由国家标准制定机构制定,以下是一些与成型收缩率测试相关的国内标准内容的参考:1. GB/T 8810-2008 橡胶试验方法该标准规定了橡胶材料在固定温度下的收缩率测试方法。
其中包括了取样方法、试样准备、试样加热和冷却过程控制、试验步骤以及结果计算等内容。
2. GB/T 16578-2013 塑料薄膜和薄片收缩率的测定该标准规定了塑料薄膜和薄片在固定温度下的收缩率测试方法。
标准说明了取样方法、试样准备、试样加热和冷却过程控制、试验步骤以及结果计算等方面的要求。
3. GB/T 13541-2009 塑料挤塑制品尺寸安定性的测定该标准规定了塑料挤塑制品在固定温度下的收缩率测试方法。
标准详细说明了试样的制备方法、试验温度要求、试样加热和冷却过程控制、试验步骤以及收缩率计算方法等。
4. GB/T 2951-2008 绝缘电线和电缆试验方法该标准主要适用于绝缘电线和电缆绝缘层的收缩率测试。
标准详细指导了试样的准备、测试温度、试样加热和冷却过程的控制、试验步骤以及收缩率计算等。
5. GB/T 12001-2009 装饰有机涂料基本评定方法该标准规定了装饰有机涂料在固定温度下的收缩率测试方法。
标准明确规定了试样的制备方法、测试温度要求、试样加热和冷却过程控制、试验步骤以及收缩率计算方法等。
以上是与成型收缩率测试相关的国内标准的一些参考内容。
这些标准内容详细规定了试样制备、测试条件、试验步骤和结果计算等方面的要求,确保了测试结果的准确性和可比性。
在进行成型收缩率测试时,可以参考这些标准的规定,以确保测试的科学性和可靠性。
PA66的成型收缩率
PA66G25
30%玻纤增强PA66
0.4-0.7
PA66G30
30%玻纤增强耐水解PA66
0.3-0.6
PAቤተ መጻሕፍቲ ባይዱ6G30
40%玻纤增强PA66
0.2-0.5
PA66G40
50%玻纤增强PA66
0.1-0.3
PA66G50
25%玻纤增强阻燃PA66
0.2-0.4
Z-PA66G25
30%玻纤增强阻燃PA66
0.1-0.3
PA6G50
25%玻纤增强阻燃PA6
0.2-0.4
Z-PA6G25
30%玻纤增强阻燃PA6
0.2-0.4
Z-PA6G30
30%玻纤增强无卤阻燃PA6
0.2-0.4
Z-PA6G30
无卤阻燃PA6
0.8-1.2
Z-PA6
30%矿物填充无卤阻燃PA6
0.5-0.8
Z-PA6M30
30%玻璃微珠填充PA6
0.2-0.4
Z-PA66G30
30%矿物填充无卤阻燃PA66
0.2-0.4
PA66M30
无卤阻燃PA66
0.8-1.2
Z-PA66
30%矿物填充无卤阻燃PA66
0.4-0.7
Z-PA66M30
30%玻璃微珠填充PA66
0.8-1.2
PA66M30
30%玻纤矿物复合填充PA66
0.2-0.5
PA66M30
1.0-1.5
PA6
PA6中等增韧
0.9-1.3
PA6
PA6超增韧
0.9-1.3
PA6
MoS2填充耐磨PA6
1.0-1.4
常用塑料收缩率

PCG30
20%玻纤增强阻燃PC
0.2-0.4
Z-PCG20
25%玻纤增强阻燃PC
0.2-0.4
Z-PCG25
30%玻纤增强阻燃PC
0.2-0.4
Z-PCG30
20%玻纤增强无卤阻燃PC
0.2-0.4
Z-PCG20
30%玻纤增强无卤阻燃PC
0.1-0.3
Z-PCG30
20%玻璃微珠填充PC
40%滑石粉填充PP8
0.8-1.0
PP8
20%玻纤增强PP9
0.5-0.8
PP9
30%玻纤增强高耐热PP
0.4-0.7
PP10
PC系列成型收缩率
名称及描述
成型收缩率%
备注
10%玻纤增强PC
0.3-0.5
PCG10
20%玻纤增强PC
0.3-0.5
PCG20
25%玻纤增强PC
0.2-0.4
PCG25
30%玻纤增强PC
备注
20%玻纤增强ABS
0.2-0.4
ABSG20
25%玻纤增强ABS
0.2-0.4
ABSG25
30%玻纤增强ABS
0.1-0.3
SG30
20%玻纤增强阻燃ABS
0.1-0.3
Z-ABSG20
一般阻燃级ABS
0.4-0.7
Z-ABS
一般注塑级ABS
0.4-0.7
ABS
耐侯级ABS
0.4-0.7
ABS
耐冲击PA/ABS
0.5-0.8
PA/ABS
高冲击PA/ABS
0.8-1.0
PA/ABS
PP系列成型收缩率
尼龙等改性工程塑料成型收缩率
0.6-0.9
PA66M30
40%矿物填充PA66
0.4-0.7
PA66M40
一般注塑级PA66
1.5-1.8
PA66
快速成型PA66
1.5-1.8
PA66
一般增韧PA66
1.2-1.7
PA66
中等增韧PA66
1.2-1.6
PA66
超增韧PA66
1.2-1.6
PA66
MoS2填充耐磨PA66
0.4-0.7
PA66G25
30%玻纤增强PA66
0.4-0.7
PA66G30
30%玻纤增强耐水解PA66
0.3-0.6
PA66G30
40%玻纤增强PA66
0.2-0.5
PA66G40
50%玻纤增强PA66
0.1-0.3
PA66G50
25%玻纤增强阻燃PA66
0.2-0.4
Z-PA66G25
30%玻纤增强阻燃PA66
0.8-1.2
PA6M30
30%玻纤矿物复合填充PA6
0.3-0.5
PA6M30
40%玻纤矿物复合填充PA6
0.2-0.5
PA6M40
30%矿物填充PA6
0.6-0.9
PA6M30
40%矿物填充PA6
0.4-0.7
PA6M40
PA6一般注塑级
1.4-1.8
PA6
PA6快速成型
1.2-1.6
PA6
PA6一般增韧
0.2-0.4
Z-PA66G30
30%矿物填充无卤阻燃PA660来自2-0.4PA66M30
无卤阻燃PA66
注塑一般胶料成型的收缩率

4
PS
缩水率千分之5
可用做透明材料,但是比较脆
较脆
5
PP
缩水率千分之15-20
常用在对尺寸要求不高的外壳上
耐摔
6Байду номын сангаас
PC
缩水率千分之5-7
强度高,耐高温 还可用做透明材料,易老化,价格便宜 (由于现在对安规的要求越来越严,现 在一般是使用无毒PVC来做产品) 耐磨性好,有很高的韧性 韧性好
7
PVC
缩水率千分之10-25
注塑一般胶料成型的收缩率
序号 1 名称 ABS 收缩率 缩水率千分之5 用途 是能保持产品尺寸精度的材料,一般用 于精度高的产品,如ABS+PC是用于手机 外壳 但是比ABS脆一些 备注 精度高
2
MBS(就是透明 ABS)
缩水率千分之5
3
POM
缩水率千分之20-25
耐磨和强度很高,一般用于塑料齿轮
耐磨
8
PA
缩水率千分之8-14
9
PE
缩水率千分之20-25
常用于吹塑,也可用于做软齿轮,软管 之类产品
10
HIPS PMMA(有机玻 璃)
缩水率千分之5
常来代替ABS用,但是比ABS脆一些
11
透明性能高,导光性好,但是极易刮花
以上是比较常见塑胶材料性能给予参考
聚丙烯成型收缩率检测标准最新
聚丙烯成型收缩率检测标准最新
聚丙烯是一种常见的塑料材料,具有良好的物理性能和加工性能,被广泛应用于各个领域。
在聚丙烯制品的生产过程中,成型收缩率是一个重要的技术指标,直接影响着成品的质量和性能。
因此,建立一套科学严谨的聚丙烯成型收缩率检测标准显得尤为重要。
聚丙烯的成型收缩率是指在制品成型过程中,由于冷却和凝固过程中聚丙烯分子重新排列导致体积缩小的现象。
该收缩率的准确测量对于控制成型过程参数、优化产品结构设计至关重要。
传统上,通过实验室试验方法来进行聚丙烯成型收缩率的检测,然而这种方法耗时耗力,且结果可能存在一定的误差。
随着科技的进步和行业标准的不断完善,现如今已经出现了一些更加先进、准确的聚丙烯成型收缩率检测方法。
其中,一种常用的方法是利用激光扫描系统进行测量,通过对成型前后产品的尺寸变化进行精确的检测,实现对收缩率的准确计算。
这种方法不仅减少了人力成本,还提高了检测的准确性。
除了测量方法的改进,聚丙烯成型收缩率的检测标准也在不断更新。
目前,国际上已经有一些相关标准文件,例如ISO和ASTM等标准组织发布的标准,这些标准文件对于聚丙烯成型收缩率的检测提供了明确的规范和方法。
在实际生产中,制造商可以根据具体的产品要求和行业标准,选择合适的聚丙烯成型收缩率检测标准进行质量控制。
通过严格遵守这些标准,可以确保产品的质量稳定性和一致性,提高产品竞争力和市场认可度。
总的来说,建立科学严谨的聚丙烯成型收缩率检测标准对于塑料制品生产至关重要。
随着技术的不断进步和标准的不断完善,相信未来会有更多更准确、便捷的检测方法和标准出现,为聚丙烯制品的生产和质量管理提供更大的帮助。
1。
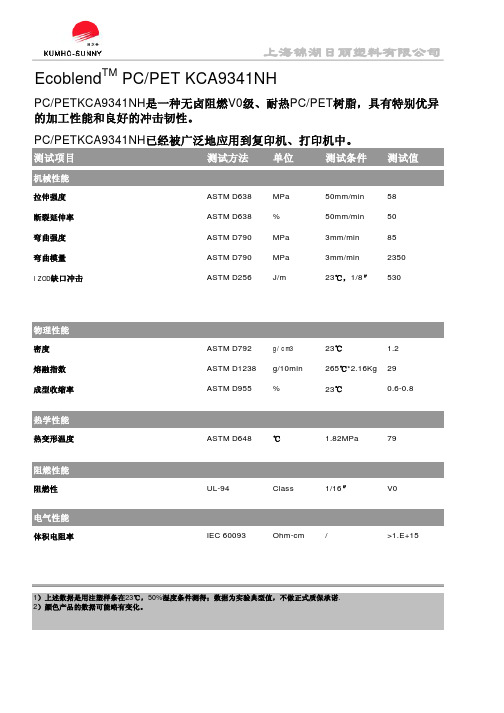
PC+PET KCA9341NH物性表 成型收缩率
ASTM D638
MPa
50mm/min
58
断裂延伸率
ASTM D638
%
50mm/min
50
弯曲强度
ASTM D790
MPa
3mm/min
85
弯曲模量
ASTM D790
MPa
3mm/min
2350
IZOD缺口冲击
ASTM D25 密度 熔融指数 成型收缩率
热学性能 热变形温度
料筒温度 后段 中段 前段 射嘴
熔体温度 模具温度
背压 螺杆转速 料筒注塑量
参数
85--95 4--6
230--260 240--270 240--270 245--265
240--270 50--80
1-5 40-90 40--70
以上数值仅供参考,具体要根据产品、注塑机和模具进行适当调整。
阻燃性能 阻燃性
电气性能 体积电阻率
ASTM D792 ASTM D1238 ASTM D955
g/cm3 g/10min %
23℃
1.2
265℃*2.16Kg 29
23℃
0.6-0.8
ASTM D648
℃
1.82MPa
79
UL-94
Class
1/16″
V0
IEC 60093
Ohm-cm
/
>1.E+15
1)上述数据是用注塑样条在23℃,50%湿度条件测得;数据为实验典型值,不做正式质保承诺. 2)颜色产品的数据可能略有变化。
上海锦湖日丽塑料有限公司
Shanghai Kumho Sunny Plastics CO.,LTD
EcoblendTM PC/PET KCA9341NH 加工条件
第28问:注塑成型过程中的收缩率?
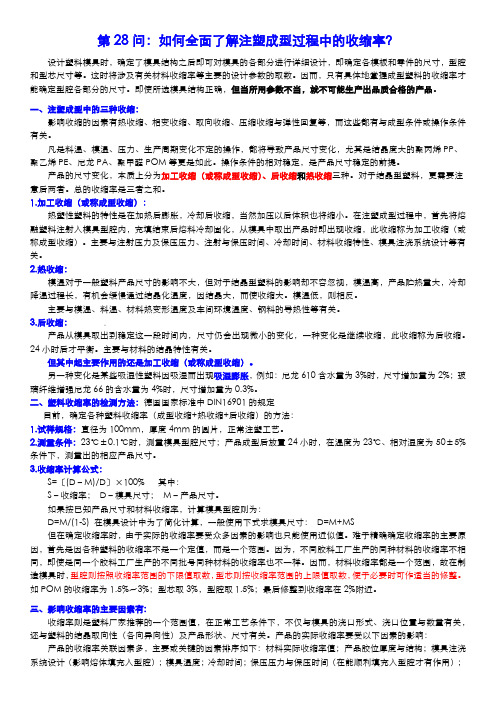
第28问:如何全面了解注塑成型过程中的收缩率?设计塑料模具时,确定了模具结构之后即可对模具的各部分进行详细设计,即确定各模板和零件的尺寸,型腔和型芯尺寸等。
这时将涉及有关材料收缩率等主要的设计参数的取数。
因而,只有具体地掌握成型塑料的收缩率才能确定型腔各部分的尺寸。
即使所选模具结构正确,但当所用参数不当,就不可能生产出品质合格的产品。
一、注塑成型中的三种收缩:影响收缩的因素有热收缩、相变收缩、取向收缩、压缩收缩与弹性回复等,而这些都有与成型条件或操作条件有关。
凡是料温、模温、压力、生产周期变化不定的操作,都将导致产品尺寸变化,尤其是结晶度大的聚丙烯PP、聚乙烯PE、尼龙PA、聚甲醛POM等更是如此。
操作条件的相对稳定,是产品尺寸稳定的前提。
产品的尺寸变化,本质上分为加工收缩(或称成型收缩)、后收缩和热收缩三种。
对于结晶型塑料,更需要注意后两者。
总的收缩率是三者之和。
1.加工收缩(或称成型收缩):热塑性塑料的特性是在加热后膨胀,冷却后收缩,当然加压以后体积也将缩小。
在注塑成型过程中,首先将熔融塑料注射入模具型腔内,充填结束后熔料冷却固化,从模具中取出产品时即出现收缩,此收缩称为加工收缩(或称成型收缩)。
主要与注射压力及保压压力、注射与保压时间、冷却时间、材料收缩特性、模具注浇系统设计等有关。
2.热收缩:模温对于一般塑料产品尺寸的影响不大,但对于结晶型塑料的影响却不容忽视,模温高,产品贮热量大,冷却降温过程长,有机会缓慢通过结晶化温度,因结晶大,而使收缩大。
模温低,则相反。
主要与模温、料温、材料热变形温度及车间环境温度、钢料的导热性等有关。
3.后收缩:产品从模具取出到稳定这一段时间内,尺寸仍会出现微小的变化,一种变化是继续收缩,此收缩称为后收缩。
24小时后才平衡。
主要与材料的结晶特性有关。
但其中起主要作用的还是加工收缩(或称成型收缩)。
另一种变化是某些吸湿性塑料因吸湿而出现吸湿膨胀,例如:尼龙610含水量为3%时,尺寸增加量为2%;玻璃纤维增强尼龙66的含水量为4%时,尺寸增加量为0.3%。
塑料成型收缩率

`收缩率系指塑胶制品冷却固化经脱模成形后,其尺寸与原模具尺寸间之误差百分比,可依ASTM D955方法测得。
在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。
以下列举几项常用塑胶原料之收缩率比较。
热塑性塑料塑料名称成形收缩率(%)塑料名称成形收缩率(%)ABS0.3~0.8PBT1.3~2.4AS0.2~0.7PC0.4~0.7CA0.3~0.8PCTFE0.2~2.5CAB0.4~0.5PE0.5~2.5CAP1PET2.0~2.5CP0.4~0.5PES0.5~1.0EC0.4~0.5PMMAEPS 0.4 POM 0.8~3.5FEP 3.0~4.0PP 1.0~2.5FRP 0.1~0.4 PPO 0.5~0.7EVA 0.5~1.5 PPS 0.6~1.4HDPE 1.2~2.2PS 0.2~1.0HIPS 0.2~1.0 PVA 0.5~1.5LCP 0.1~1.0 PVAC 0.5~1.5LDPE 1.5~3.0 PVB 0.5~1.5PA 0.6~2.50.1~0.5PA-60.5~2.2软质PVC1.0~5.0PA-660.5~2.5PVCA1.0~5.0PA-6101.2PVDC0.5~2.5PA-6121.1PVFM0.5~1.5PA-111.2SAN0.2~0.6PA-120.3~1.5SB0.2~1.0PAR0.8~1.0热固性塑料塑料名称成形收缩率(%) 塑料名称成形收缩率(%)EP0.1~0.5SP0.0~0.5MF0.5~1.5UF0.6~1.4PDAP0.1~0.5UP0.1~1.2PF0.4~0.9DAP0.1~0.5PU0.6~0.8BMC0.0~0.2热塑性塑料的特性是在加热后膨胀,冷却后收缩,当然加压以后体积也将缩小。
在注塑成形过程中,首先将熔融塑料注射入模具型腔内,充填结束后熔料冷却固化,从模具中取出塑件时即出现收缩,此收缩称为成形收缩。
塑料收缩率测试方法

塑料收缩率测试方法嘿,朋友们!今天咱来聊聊塑料收缩率测试方法这档子事儿。
你说这塑料啊,在咱生活里那可是无处不在。
从咱用的各种小物件到大型的塑料制品,都离不开它。
那你想过没,这塑料在加工过程中会有一些变化呢,其中就包括收缩率。
要测试塑料收缩率,咱可以用模具测量法呀。
就好像给塑料做个特别的“家”,这个“家”有固定的尺寸。
等塑料在里面成型后,咱再去量一量它实际的尺寸,和原来的“家”一对比,不就知道收缩了多少嘛。
这就好比你原来有双合脚的鞋子,等你穿了一段时间后再去看看,是不是感觉有点变紧了呀,道理差不多呢!还有一种方法叫线膨胀系数法。
这就有点像追踪塑料的“成长轨迹”啦。
通过测量塑料在不同温度下的尺寸变化,就能算出它的收缩率啦。
你可以想象一下,就像看着一个小朋友慢慢长大,不同阶段有不同的身高变化一样。
另外啊,液体浸渍法也挺有意思。
把塑料放到一种特殊的液体里,看看它在里面会有啥反应,从而知道收缩率的情况。
这就跟人在不同的环境里会有不同的表现似的,挺神奇吧!测试塑料收缩率可不是随便玩玩的哦,这可关系到塑料制品的质量呢!要是收缩率没把握好,那做出来的东西可能就不那么完美啦,要么尺寸不对,要么形状走样。
你想想,要是你买个杯子,结果因为收缩率的问题漏水,那多烦人呀!所以啊,咱可得重视这塑料收缩率测试方法。
选对了方法,就像找到了打开成功大门的钥匙。
咱得像个细心的侦探一样,通过各种方法去找出塑料收缩的秘密。
在实际操作中,可得认真仔细呀,一点小差错都可能影响结果呢。
就像做饭一样,调料放多一点或少一点,味道可能就完全不一样啦。
而且啊,不同的塑料可能需要不同的测试方法,这就需要我们有一双慧眼,能分辨出哪种方法最适合。
总之呢,塑料收缩率测试方法可重要啦,关系到我们生活中的各种塑料制品的质量和性能。
咱得好好研究研究,让塑料更好地为我们服务,而不是给我们添乱呀!大家说是不是这个理儿呢?。
聚丙烯成型收缩率检测标准是多少
聚丙烯成型收缩率检测标准是多少
在塑料制品生产中,聚丙烯是一种常见的原料之一,广泛应用于各种生产工艺中。
而在聚丙烯成型加工过程中,收缩率是一个非常关键的参数,对产品质量和尺寸精度有着重要影响。
因此,确定聚丙烯成型的收缩率检测标准至关重要。
聚丙烯在成型过程中会发生收缩,这是由于其分子结构特性所导致的。
正确认识和准确测量聚丙烯成型的收缩率,对生产制品合格具有重要意义。
目前,关于聚丙烯成型收缩率的检测标准一般是根据工业标准和产品要求来制定的。
首先,对于不同类型和规格的聚丙烯制品,其收缩率标准也会有所不同。
一般来说,在生产过程中,根据工艺要求和产品的具体用途,制定了相应的收缩率检测标准。
这些标准通常包括了收缩率的测量方法、检测工具、测量环境和数据记录等内容。
其次,聚丙烯成型收缩率的检测标准还会受到国家相关行业标准的影响。
不同国家或地区对于聚丙烯制品的生产都会有相应的标准规定,其中也包括了对收缩率的检测要求。
合理遵循并执行这些标准,有助于确保生产出的聚丙烯制品符合质量要求,并具有良好的性能。
此外,对于聚丙烯成型收缩率的检测标准制定,还需要考虑到生产设备和技术水平的因素。
现代化的生产设备和先进的检测技术能够更准确地测量和控制聚丙烯的收缩率,从而提高产品的生产效率和质量稳定性。
总的来说,聚丙烯成型收缩率的检测标准是一个综合考量因素的结果,需要充分考虑产品特性、行业标准、生产设备和技术水平等多个方面的因素。
只有确保这些因素有机结合,才能有效控制聚丙烯制品的收缩率,满足市场需求,并提高生产效率和产品质量。
1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料成型收缩率测试
塑料成型收缩率测试是在塑料制品生产过程中非常重要的一个环节。
塑料成型收缩率是指塑料制品在冷却固化过程中由于体积收缩而导致的尺寸变化。
了解和控制塑料成型收缩率可以帮助生产者准确预测制品的最终尺寸,从而保证产品的质量和稳定性。
我们需要了解塑料在制品成型过程中为什么会出现收缩。
塑料成型是通过加热塑料颗粒使其熔化,然后将熔化的塑料注入模具中,再经过冷却固化形成制品的过程。
在冷却固化阶段,塑料由于温度下降而逐渐凝固,而凝固过程中塑料分子的排列会发生变化。
这种排列变化会导致塑料分子间的距离缩小,从而引起整体体积的收缩。
塑料成型收缩率是通过测量塑料制品在冷却固化后的尺寸与模具的尺寸之间的差异来确定的。
常见的测试方法有两种,一种是线性尺寸法,另一种是比例尺寸法。
线性尺寸法是通过测量塑料制品的长度、宽度和厚度来计算收缩率的。
首先,制备好标准的模具,并测量其尺寸。
然后,将熔化的塑料注入模具中,进行冷却固化。
待塑料完全凝固后,取出制品,并使用尺寸测量仪器测量其长度、宽度和厚度。
最后,将制品的尺寸与模具的尺寸进行比较,计算出收缩率。
比例尺寸法是通过制备一组不同尺寸的模具来计算收缩率的。
首先,制备好一系列尺寸不同的模具,并测量其尺寸。
然后,将熔化的塑
料注入这些模具中,进行冷却固化。
待塑料完全凝固后,取出制品,并使用尺寸测量仪器测量其尺寸。
最后,将制品的尺寸与模具的尺寸进行比较,计算出收缩率。
塑料成型收缩率的测试结果对于塑料制品的设计和生产具有重要的指导意义。
通过了解塑料的收缩率,可以预测制品在冷却固化后的最终尺寸,从而合理设计模具的尺寸。
如果收缩率过大,可能会导致制品尺寸不符合要求;如果收缩率过小,可能会导致制品尺寸过大,无法满足装配要求。
因此,合理控制塑料成型收缩率对于保证产品质量和稳定性至关重要。
在实际生产中,塑料成型收缩率的测试是必不可少的。
生产者可以根据不同塑料材料的特性和制品的要求,选择适合的测试方法和仪器设备。
同时,还可以通过调整制品的结构和冷却固化条件来控制收缩率,以达到最佳的制品尺寸。
塑料成型收缩率测试是塑料制品生产过程中不可或缺的一部分。
了解和控制塑料成型收缩率可以帮助生产者预测制品的最终尺寸,从而保证产品的质量和稳定性。
在实际生产中,合理选择测试方法和仪器设备,调整制品的结构和冷却固化条件,是控制塑料成型收缩率的关键。
通过不断优化和改进,可以提高塑料制品的质量和生产效率。