荷兰的价值驱动维修(VDM):你了解多少?
国外设备管理历史

国外设备管理研究历史设备管理是在设备维修工程学和综合其他学科理论的基础上发展起来的。
它不仅包括设备维修,还包括前期管理、现场管理、润滑管理、故障管理、精度管理、备件管理、技术改造管理以及其他各种专业管理。
国外设备管理的发展大致可以划分为以下四个阶段一、事后维修阶段(1950年以前)事后维修是在设备发生故障后才进行的维修,他是最早期的维修方式,最大的优点就是充分利用了零部件或系统的部件的寿命,但是由于是非计划性维修,一旦出现重大设备故障,就会对正常的生产产生较大的影响。
在这一阶段没有形成清晰的设备管理概念,设备维修代替了设备管理。
二、预防维修阶段(1950-60年代)(Preventive Maintenance简称PM)自二十世纪50年代始,人们对设备的磨损机理认识有了进一步的提高(设备磨损规律见图1)为了使每个机件都达到安全可靠,维修工作就必须在故障发生之前进行,从而形成了以预防为主的维修思想。
这种维修体制的优点在于可以减少非计划停工,将潜在的故障消灭在萌芽状态。
其局限性体现在维修工作量大、针对性差、好耗时多、费用高,而且可能因为拆装埋下一些新的故障隐患,降低力机械设备的可靠性。
这一阶段形成了以苏联为代表的计划预修体制(包括中国)和以美国为代表的预防维修体制两大设备管理体系。
三、生产维修阶段( Product Maintain简称PM)(60—70年)六十年代以后,以美国为代表的国家采用此种体制,它是以生产为中心,为生产服务的一种维修体制,他有时候维修、预防维修、改善维修、和维修预防四部分组成。
他的优点就是突出了维修策略的灵活性,更贴近企业的实际,也更经济。
另外为了提高设备性能,在修理中队设备进行技术改造,随时引进新工艺、新技术,这也就是改善维修。
生产维修体制的提出区别了设备维修与设备管理,丰富和发展了设备管理的内涵。
四、各种设备管理模式并行阶段(1970后至今)二十世纪七十年代以后,随着英国设备工程学思想和日本全员生产维修体制(Total Product Maintain简称TPM )的提出,其他国家也形成了适合本国国情的设备管理模式。
预测性维修概述

预测性维修概述Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998预测性维修(Predictive Maintenance,简称PdM)预测性维修概述预测性维修(Predictive Maintenance,简称PdM)是以状态为依据(Condition Based)的维修,在机器运行时,对它的主要(或)部位进行定期(或连续)的状态监测和故障诊断,判定装备所处的状态,装备状态未来的发展趋势,依据装备的状态发展趋势和可能的故障模式,预先制定预测性维修计划,确定机器应该修理的时间、内容、方式和必需的技术和支持。
预测性维修集装备状态监测、故障诊断、故障(状态)预测、维修决策支持和维修活动于一体,是一种新兴的维修方式。
预测性维修不仅在名字称呼上有不同,在概念的内涵和外延上也有出入,因此又有狭义和广义预测性维修两种概念。
狭义的预测性维修立足于“状态监测”,强调的是“故障诊断”,是指不定期或连续地对设备进行状态监测,根据其结果,查明装备有无状态异常或故障趋势,再适时地安排维修。
狭义的预测性维修不固定维修周期,仅仅通过监测和到的结果来适时地安排维修计划,它强调的是监测、诊断和维修三位一体的过程,这种思想广泛适用于和方式。
广义的预测性维修将状态监测、故障诊断、状态预测和维修决策多位合一体,状态监测和故障诊断是基础,状态预测是重点,维修决策得出最终的维修活动要求。
广义的预测性维修是一个的过程,它将维修管理纳入了预测性维修的范畴,通盘考虑整个维修过程,直至得出与维修活动相关的内容。
(Corrective Maintenance),又称(),是“有故障才维修(Failure Based)”的方式,它是以设备是否完好或是否能用为依据的维修,只在设备部分或全部故障后再恢复其原始状态,也就是用坏后再修理,属于非计划性维修。
()又称定时维修,是以时间为依据(Time Based)的维修,它根据和经验,按规定的时间间隔进行停机检查、解体、更换零部件,以预防损坏、继发性毁坏及生产损失。
设备管理和维修工程国内外发展趋势
一、维修策略与维修模式新概念的出现
维修投资回报( ROMI) 是由图6 所显示的内容构成的。首先应该 考虑无预防维修可能发生故障和 损失的费用, 这包括纠正性维修 费用、人—机—料等待成本、净 收入损失总和累计的总经济后果, 这个总费用应该扣减预防维修发 生的费用, 包括内、外部维修费 用总和。最后得到的就是投资维 修回报。
图11 寿命周期费用消耗
一、维修策略与维修模式新概念的出现
• 所谓可靠性就是在规定时间内、规定条件下,设备完成规 定功能的概率; 而可维修性是指当维修按照预定程序执行 后, 系统或部件在规定时间内能够恢复到指定状态的概率。 • 可维修性的意义在于: 当维修按照预定的程序执行后, 一个 系统或部件在规定的时间内能够恢复到指定状态的概率。 这需要注意以下五个方面。 • ( 1) 建立能够提供期望的可维修性特征的设计标准。 • ( 2) 支持对不同设计选择的评估。 • ( 3) 提供备件、维修设施及培训等要求。 • ( 4) 提供维修工具及支持策略的评价。 • ( 5) 提供从可维修性角度出发的设计评价。 • 通常的可维修性分析工具为: 设备停机时间分析; 故障模式 及影响分析( Failure Mode andEffect Analysis, FMEA) ; 故障树分析( FTA) 。
一、维修策略与维修模式新概念的出现
• 维修效益可以表现为寿命周期利润的增值, 如图7 所示。在资本费用固定, 运行支持费用固定,维修 投入增加一定幅度( 下面带斜线条带) , 实现的收 入大幅度增加( 上面暗条带所示) , 这表明适当增 加的维修投入可以使企业收入增加, 利润提升。
一、维修策略与维修模式新概念的出现
一、维修策略与维修模式新概念的出现
• 为了减少风险, RIMAP对风险进行了研究, 构造了风险措施的领结模型, 如图13所示。
SHARP EL-738夏普计算器(中文说明书)
第五章:统计函数 ........................................................ 64
统计计算和变量 .................................................................67
附录 ............................................................................. 72
操作注意事项
• 请不要将您的计算器放在衣服后袋内以防止您坐下时毁坏计算 器。显示屏由玻璃制成且极易破碎。 • 计算器应避开极热的环境,例如:汽车仪表盘上或加热器周围, 并避免暴露于过度潮湿或灰尘弥漫的环境。 • 由于该产品不能防水,所以禁止在如水这样的能够溅到计算器 上的液体环境中使用或存储。雨滴、水雾、果汁、咖啡、蒸汽、 汗液等物体也可能会导致功能故障。 • 请使用柔软的干布擦拭。禁止使用溶剂或湿布。 • 避免计算器跌落地面或施加过大力量。 • 严禁将电池置于火中进行任何处理。 • 请将电池置于儿童接触不到的地方。 • 本产品(包括附件在内)可能会由于升级而功能发生改变,恕 不事先通知。
• 除非另外赋值, 本说明书中的范例使用缺省设置(例如:SET UP 菜单项)执行。
第一章
使用前的准备
准备使用计算器
在第一次使用本计算器之前,您必须对其进行复位(初始化) 。
复位计算器
用圆珠笔笔尖或类似物体按下位于计算 器背面的 RESET 开关。严禁使用尖头 易断裂的或过于尖锐的物体。
• 计算器复位后,出现 NORMAL 模式初始显示屏。
第三章:金融函数 ........................................................ 17
预测性维修概述
猜测性维修(Predictive Maintenance,简称PdM)猜测性维修(Predictive Maintenance,简称PdM)是以状况为根据(Condition Based)的维修,在机械运行时,对它的重要(或须要)部位进行按期(或持续)的状况监测和故障诊断,剖断设备所处的状况,猜测设备状况将来的成长趋向,根据设备的状况成长趋向和可能的故障模式,预先制订猜测性维修筹划,肯定机械应当补缀的时光.内容.方法和必须的技巧和物质支撑.猜测性维修集设备状况监测.故障诊断.故障(状况)猜测.维修决议计划支撑和维修运动于一体,是一种新兴的维修方法.猜测性维修不但在名字称呼上有不合,在概念的内在和外延上也有出入,是以又有狭义和广义猜测性维修两种概念.狭义的猜测性维修容身于“状况监测”,强调的是“故障诊断”,是指不按期或持续地对设备进行状况监测,根据其成果,查明设备有无状况平常或故障趋向,再合时地安插维修.狭义的猜测性维修不固定维修周期,仅仅经由过程监测和诊断到的成果来合时地安插维修筹划,它强调的是监测.诊断和维修三位一体的进程,这种思惟广泛实用于流程工业和大范围临盆方法.广义的猜测性维修将状况监测.故障诊断.状况猜测和维修决议计划多位合一体,状况监测和故障诊断是基本,状况猜测是重点,维修决议计划得出最终的维修运动请求.广义的猜测性维修是一个体系的进程,它将维修治理纳入了猜测性维修的范畴,全盘斟酌全部维修进程,直至得出与维修运动相干的内容.修复性维修(Corrective Maintenance),又称过后维修(Break-down Maintenance),是“有故障才维修(Failure Based)”的方法,它是以设备是否无缺或是否能用为根据的维修,只在设备部分或全体故障后再恢复其原始状况,也就是用坏后再补缀,属于非筹划性维修.预防性维修(Preventive Maintenance)又称准时维修,是以时光为根据(Time Based)的维修,它根据临盆筹划和经验,按划定的时光距离进行停机检讨.解体.改换零部件,以预防破坏.继发性破坏及临盆损掉.这种维修办法也就是今朝所广泛采取的筹划维修或按期维修,如大.中.小修等.[编辑]猜测性维修最早在西方蓬勃工业国度鼓起,猜测性维修的概念源起于英文名词“Predictive Maintenance”,到如今为止,猜测性维修已经有了几个类似的名字,这是因为在不合范畴,不合的人员根据本身研讨的着重点不合,给出了不合的翻译和不合的界说.追根溯源,应当从英文的界说谈起.Predictive Maintenance,其英文说明为Condition Based Maintenance(CBM)或On-condition Maintenance.PdM一般翻译为猜测性维修或预知性维修,而猜测维修和预知维修与前面的翻译比拟,仅仅是多字少字的问题;CBM一般翻译为状况基维修或基于状况的维修,这个翻译按英文字面的意思直译过来,同时引入了“基”的概念,使翻译专业化.有时CBM也被翻译为猜测性维修,因为它的英文原意就是对PdM的概念说明;On-condition Maintenance一般翻译为视情维修,这是翻译者根据中国人的习惯意译过来的.在现实应用中,几个中英文名词有时被随机地组合,这都无可厚非,因为它们本身是一回事.沿袭应用到今天,几个名词在概念上有了一些细微的不同.预知性维修被界说为:以设备诊断技巧为基本,联合设备故障的汗青和近况,参考运行情形及其它同类设备的运行情形,应用体系工程的办法进行分解断定剖析,从而查明设备内部情形.故障和平常的性质,猜测隐患的成长趋向,提出防备措施和治理对策,如许一套办法总称为猜测办法,把应用猜测办法得到的成果纳入维修治理就是预知维修.它强调了猜测办法,包含了维修治理;而基于状况的维修和视情维修容身于状况,强调了状况,它们的理论根据是:机械和设备有本身的状况,即将消失问题的机械或设备将消失一些可以不雅察.感到或测量到的旌旗灯号(如噪声.振动.发烧.裂纹或电量的转变等).这里状况有两层寄义,一是指在某时某刻某种前提下设备的即时状况,这是狭义的状况的概念.二是包含了即时状况的前身和后续,指的是全部性命周期内的状况,即广义的状况概念.[编辑]猜测性维修成长到如今,根本上形成了本身的技巧体系,如图所示.状况监测技巧成长到如今,在各工程范畴都形成了各自的监测办法,状况监测的办法根据状况检测手腕的不合而分成很多种,经常应用的包含:振动监测法.噪声监测法.温度监测法.压力监测法.油液剖析监测法.声发射监测法等.单讲“故障诊断”,它是一门新成长的科学,并且越来越受到看重,尤其是在持续临盆体系中,故障诊断有着平常重要的意义.按照诊断的办法道理,故障诊断可分为:时频诊断法.统计诊断法.信息理论剖析法及其它人工智能法(专家体系诊断.人工神经收集诊断等).隐约诊断.灰色体系理论诊断及集成化诊断(如隐约专家体系故障诊断.神经收集专家体系故障诊断.隐约神经收集诊断等).状况猜测就是根据设备的运行信息,评估部件当前状况并估计将来的状况.其经常应用的办法有时序模子猜测法.灰色模子猜测法和神经收集猜测法.而对于猜测办法的开辟一般有三种根本门路:物理模子.常识体系和统计模子.在现实应用中,可将三种门路分解在一路,形成一种联合了传统的物理模子和智能剖析办法,并可以或许处理数字信息和符号信息的混杂性故障猜测技巧,对于实现猜测性维修更为有用.维修决议计划是从人员.资本.时光.费用.效益等多方面.多角度动身,根据状况监测.故障诊断和状况猜测的成果进行维修可行性剖析,定出维修筹划,肯定维修包管资本,给出维修运动的时光.地点.人员和内容.维修决议计划的制订办法一般有故障树推理法.数学模子解析法.贝叶斯(Bayes)收集法(实用于表达和剖析不肯定和概率性事物)和智能维修决议计划法等.。
POWER WAVE S700 强波焊机操作手冊说明书

操作手冊註冊您的機器:/register 授權維修服務商及經銷商位置查詢:/locatorIMC10144-C| 發行日期5月17日© Lincoln Global, Inc. All Rights Reserved.適用機型編號:11957, 12503, 12740如需幫助,請撥打1.888.935.3877詢問維修服務代表營業時間:週一至週五上午8:00 至下午6:00 (美國東部時間)非營業時間:請登錄 ,使用「向專家詢問」服務。
林肯維修服務代表會在不晚於下一個工作日之前與您聯絡。
要獲得美國以外的維修服務,請發送電子郵件至:電子郵件地址:*********************************請保存備查購買日期編號: (例:10859)序列號:(例: U1060512345)vi目錄vi頁碼安裝..............................................................................................................................第A部分技術規範.......................................................................................................................A-1, A-2安全注意事項........................................................................................................................A-3合適的位置,起吊.........................................................................................................A-3疊放...............................................................................................................................A-3倾斜...............................................................................................................................A-3輸入與接地連接.............................................................................................................A-3機器接地........................................................................................................................A-3輸入連接...............................................................................................................................A-4輸入端熔斷器和電源線..................................................................................................A-4輸入電壓選擇.................................................................................................................A-4重新連接圖...........................................................................................................................A-5高頻保護........................................................................................................................A-5系統概述與接線圖.................................................................................................................A-5接線圖..............................................................................................................A-6 至A-13建議的工件電纜規格....................................................................................................A-14輸出電纜指南......................................................................................................................電纜電感及其對焊接的影響.......................................................................................................A-16遠程感應引線技術規範................................................................................................A-16多電弧系統的電壓感應注意事項..................................................................................A-17圓周型應用..................................................................................................................A-18控制電纜連接......................................................................................................................A-19 ________________________________________________________________________________操作..............................................................................................................................第B部分安全注意事項........................................................................................................................B-1電源啟動次序.................................................................................................................B-1占空比...........................................................................................................................B-1圖形符號................................................................................................................B-1, B-2產品描述...............................................................................................................................B-3建議工序和設備....................................................................................................................B-3設備限制...............................................................................................................................B-3設計特點...............................................................................................................................B-4機箱前部控制裝置.................................................................................................................B-5機箱後部控制裝置.................................................................................................................B-6常用焊接工序.............................................................................................................B-7 至B-9 ________________________________________________________________________________附件................................................................................................................第C部分套件、選配件和附件..............................................................................................C-1現場安裝選項.........................................................................................................C-1 ________________________________________________________________________維護................................................................................................................第D部分安全注意事項........................................................................................................................D-1目視檢查...............................................................................................................................D-1日常維護...............................................................................................................................D-1定期維護...............................................................................................................................D-1校準的技術規範....................................................................................................................D-1 ________________________________________________________________________________故障處理...............................................................................................................第E部分安全注意事項.........................................................................................................E-1如何使用故障處理指南...........................................................................................E-1借助LED 狀態燈進行系統問題的故障排除...................................................................E-2, E-3故障處理指南..................................................................................................E-4, E-5 ________________________________________________________________________________接線圖及尺寸示意圖.............................................................................................第F部分________________________________________________________________________零件資訊頁......................................................................................................................P-721 系列_______________________________________________________________________________POWER WAVE ®S700技術規範- POWER WAVE® S700建議輸入電線和熔斷器規格輸入電壓/ 三相/ 頻率380/3/50460/3/60500/3/60575/3/60延時型熔斷器或斷路器2電流強度(安培)9080706075C 型管路銅線(AWG美規)(IEC)40C 規格電線(104°F) 環境溫度6 (16)6 (16)8 (10)8 (10)最大輸入安培75625750額定輸出電源- 輸入電壓和電流型號K3279-1K3279-2占空比100% 額定值工序GMAWGMAW-PGTAWSMAW (手弧焊)FCAW-GSFCAW-SS輸入安培55/46/42/38待機功率(瓦)205W (關閉風扇時)360W (啟用風扇時)額定輸出時的功率因素0.95輸入電壓±10%380-415/440-460/500/5751. 基於美國國家電氣規範2. 也被稱為「逆時」或「熱/磁性」斷路器;具有延遲跳閘功能的斷路器跳閘作用隨著電流的增強而降低。
PTM大修内容
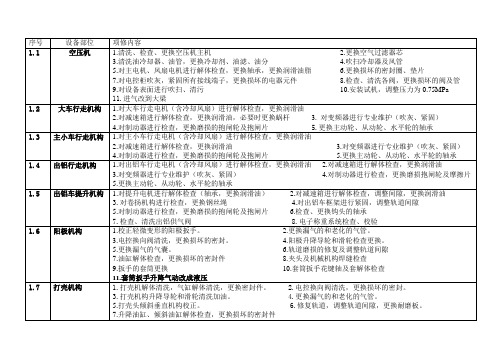
1.11
驾驶室空调和电控柜空调
1.配电柜紧固、吹灰。2.压缩机检查,检漏、压力检测,加冷剂。
3.各保护开关检查、试验。4.防腐除锈。
1.12
电器柜(含驾驶室内的盘柜)
1.清除柜内的灰尘2.整理柜内的线
3.紧固各接线端子4.更换损坏的电器元件
1.13
驾驶室及各构件
1.紧固各连接螺栓2.检查各焊缝3.对生锈部分进行除锈刷漆
7.料箱满的料位计改为射频导钠料位计(原因阻旋料位计经常坏)。
1.9
液压站
1.液压站电机解体检查,更换润滑脂。
2.油箱清洗。
3.液压阀清洗,更换损坏的密封。
4.液压站端子箱紧固吹灰。
5.液压站回油过滤器检查,清除杂物。
1.10
12.5T葫芦
1.钢丝绳检查更换。2.断火限位检查。
3.减速箱检查,调整齿轮间隙。4.电机解体检查,加油。
5.打壳头倾斜垂直机构校正。6.修复轨道,调整பைடு நூலகம்道间隙,更换耐磨板。
7.升降油缸、倾斜油缸解体检查,更换损坏的密封件
1.8
下料机构
1.下料升降、旋转电机解体检查加油。2.下料升降、旋转减速机解体清洗更换密封。
3.下料阀检查。4.下料电磁阀清洗,更换损坏的密封。
5.老化气管更换。6.更换钢丝绳,调整升降轨道间隙。
1.3
主小车行走机构
1.对主小车行走电机(含冷却风扇)进行解体检查,更换润滑油
2.对减速箱进行解体检查,更换润滑油3.对变频器进行专业维护(吹灰、紧固)
4.对制动器进行检查,更换磨损的抱闸轮及抱闸片5.更换主动轮、从动轮、水平轮的轴承
1.4
出铝行走机构
1.对出铝车行走电机(含冷却风扇)进行解体检查,更换润滑油2.对减速箱进行解体检查,更换润滑油
2024年精益价值流程(VSM)培训

精益价值流程(VSM)培训精益价值流程图(VSM)培训一、引言在当今竞争激烈的市场环境中,企业要想在市场中立于不败之地,必须不断提升自身的竞争力。
而提高竞争力的关键在于优化流程,降低成本,提高效率。
精益价值流程图(ValueStreamMapping,简称VSM)作为一种有效的流程优化工具,可以帮助企业实现这一目标。
本文将详细介绍精益价值流程图的基本概念、实施步骤及培训内容,以帮助企业更好地应用VSM提高竞争力。
二、精益价值流程图(VSM)概述1.定义:精益价值流程图是一种用于分析、描述和优化产品或服务生产流程的工具。
它通过对现有流程进行详细描绘,找出其中的浪费和瓶颈,并提出改进措施,从而实现流程的优化。
2.原理:VSM基于精益生产的五大原则,即价值、价值流、流动、拉动和尽善尽美。
通过识别和消除非价值增加的活动,缩短生产周期,降低库存,提高产品质量,实现流程的持续改进。
3.应用范围:VSM广泛应用于制造业、服务业、医疗保健、建筑等行业。
它可以用于分析整个企业的生产流程,也可以用于分析某个部门或某个产品的生产流程。
三、精益价值流程图(VSM)实施步骤1.确定分析对象:明确要分析的产品或服务,以及相关流程的范围。
2.绘制现状价值流程图:详细描绘现有流程,包括所有生产环节、信息流动、物流运输等,并收集相关数据。
3.分析现状:分析现状价值流程图,找出浪费和瓶颈,计算流程周期时间和价值增加时间。
4.设计未来价值流程图:根据现状分析结果,设计未来流程,提出改进措施,消除浪费,缩短生产周期。
5.制定实施计划:明确改进措施的责任人、完成时间、所需资源等,确保改进计划的实施。
6.持续改进:实施改进措施后,对流程进行跟踪监控,评估改进效果,不断优化流程。
四、精益价值流程图(VSM)培训内容1.精益生产理念:介绍精益生产的起源、核心思想、五大原则等,使学员了解精益生产的理论基础。
2.VSM基本概念:讲解VSM的定义、原理、应用范围等,使学员对VSM有一个全面的认识。
汽车行业新人基础知识培训

汽车行业新人基础知识培训目录一、汽车行业概述 (3)1.1 汽车行业的定义与分类 (4)1.2 汽车行业的发展历程 (5)1.3 汽车行业的产业链结构 (6)二、汽车基础知识 (7)2.1 汽车的基本构造 (8)2.2 汽车的性能指标 (9)2.2.1 动力性 (10)2.2.2 经济性 (12)2.2.3 安全性 (13)三、汽车销售与服务 (14)3.1 汽车销售渠道 (15)3.2 汽车售前服务 (17)3.2.2 汽车评估 (19)3.3 汽车售后服务 (21)3.3.1 维修保养 (22)3.3.2 故障诊断 (23)3.3.3 售后关怀 (24)四、汽车维修与保养 (26)4.1 汽车维修基础 (27)4.1.1 汽车维修流程 (28)4.1.2 汽车维修规范 (29)4.2 汽车保养知识 (31)4.2.1 定期保养项目 (33)4.2.2 季节性保养项目 (34)五、汽车保险与理赔 (35)5.1 汽车保险种类 (37)5.1.2 商业险 (39)5.2 汽车保险理赔流程 (40)5.2.1 报案受理 (41)5.2.2 现场勘查 (42)5.2.3 责任认定 (43)5.2.4 赔付处理 (45)六、汽车新技术与趋势 (46)6.1 新能源汽车 (47)6.1.1 电动汽车 (48)6.1.2 混合动力汽车 (49)6.2 智能网联汽车 (50)6.2.1 车联网技术 (51)6.2.2 自动驾驶技术 (53)6.3 汽车行业未来发展趋势 (54)6.3.2 智能化 (57)6.3.3 网络化 (58)一、汽车行业概述汽车行业是全球经济的重要支柱之一,涉及汽车的设计、制造、销售、维护以及相关的技术和服务领域。
随着科技的不断进步和消费者需求的日益多样化,汽车行业正经历着前所未有的变革。
汽车工业的发展:汽车工业起源于19世纪末的欧美地区,20世纪初开始进入规模化生产。
随着科技的飞速发展,新能源汽车、智能网联汽车等新兴领域为汽车行业带来了新的增长点。
质量管理工具[借鉴]
![质量管理工具[借鉴]](https://img.taocdn.com/s3/m/3422b60453d380eb6294dd88d0d233d4b14e3f0e.png)
质量管理工具——质量机能展开(QFD)皓天工作室二零一零年九月目录一、质量机能展开(QFD)基本定义 (3)二、QFD的作用 (3)三、QFD的效果 (4)四、质量屋的构造过程 (6)10五、质量机能展开(QFD)的核心思想 ..............................................六、质量机能展开(QFD)的方法(赤尾模式) (11)11七、四阶段模式.........................................................................................13八、QFD的应用时机...............................................................................13九、QFD应用的注意事项 ......................................................................14十、技术展开.............................................................................................16十一、功能展开.........................................................................................16十二、装置展开.........................................................................................18十三、零部件展开 ....................................................................................19十四、质量计划表与作业指导书 ...........................................................20十五、可靠性展开 ....................................................................................22十六、成本展开.........................................................................................24十七、QFD在服务业的应用..................................................................25十八、QFD在软件开发中的应用..........................................................一、质量机能展开(QFD)基本定义质量机能展开(Quality Function Depioyment:QFD),是质量展开(Quality Deployment:QD)与狭义的质量机能展开(质量职能展开)之总称。
VE-VA价值工程和价值分析
1. 1947 年美国GE 公司麦尔斯发表 VA/VE 至今已有 50 年.2. 1955 年日本开始研究 VA/VE 并在企业界,学术界不断使用训练,并成立日本 VE 协会.3. 1980 年日本设立了麦尔斯奖,松下幸之助曾表示“经营=VE”,稻盛和夫也主张“决定价格就是经营”.4. 1967 年中国生产力中心邀请日本产业能率大学学者开办 VA/VE 课程.1.概念:透过组织的努力,针对产品或服和的机能加以研究,以最低的寿命周期成本(life cycle cost)成本,确实达到必要的机能.V=F/CV:Value 价值 F:Function 机能 C: Cost 成本2.VA/VE 的五大特点:(1) 组织的努力(2) 机能的研究(3) 对象为产品或服务(4) 最低的寿命周期成本(5) 确实达成必要的机能3.VA/VE 活动中必须遵守的七个原则:(1) 顾客优先原则(2) 价值提升原则(3) 机能思考原则(4) 经济性思考原则(5) 创造性思考原则(6) 情报活用原则(7) 团队设计(Team Design)原则不变,降低成本,提高 V.不变,F 提高,增加 V.增加,C 增加,增加 V.4.F 下降(降低次要功能),C 下降,V 增加5.运用新技术,改革产品,提高 F ,降低 C.1. 对象的选择2. 情报的收集=VFF /C /C=V=VF/C=VFF/C =V/C3. 功能分析4. 提改进方案5. 方案评价与选择6. 试验7. 提案审批和实施分析發現問題階段解決問題階段对象的选择情报的收集功能分析提改进方案方案评价与选择试验提案,审批,实施1. 原则:以能否收到较大的经济效果为基本原则.2. 对象:(1) 产品:a. 需求量大的产品b. 正在研制即将投入市场的新产品c. 竞争激烈的产品d. 用户意见大,急需改进的产品e. 成本高,利润少的产品f. 结构复杂,技术落后,工序繁多,工艺落后,原材料品种多,紧缺资源耗用量大的产品.(2) 零部件:a. 数量多的零部件.b. 制造费用高的零部件.c. 结构复杂的零部件.d. 体积重量大的零部件.e. 用料多,耗缺稀资源的零部件.f. 坏品率高的产品1. 一个恒久不变的真理:最终目的为“顾客满意”.2. 由两大领域下手: 目的与手段.3. 除三呆、灭三 K,以三大技术、三个基本步骤,达到三化(3S)(1) 三呆:不节省、不合理、不均一(2) 三 K:脏乱、危险、吃力.(3) 三大技术:成本分析、机能分析、创造力技术(4) 三个基本步骤:机能分析、机能评价、提出改善方案(5) 三化:标准化、专业化、简单化.4. 应用改善四原则、改善四方向于管理四循环.(1) 改善四原则:消除、合并、重排、简化(2) 改善四方向:解决问题、改善现状、创造新机、突破现状(3) 管理四循环:计划、实施、确认、处置5. 五五问法~5W2H 与 5Why(1) 5W2H:What,Who,When,Where,Why,How to do,How much(2) 5Why:丰田 5 个为什么a. 为何要这么做b. 为何要使用现行的机械c. 为何要在此处进行这项工作d. 为何要依现行的顺序去做e. 为何要做成这个样子6. 六大目标~PQCDSM产量(Production)、品质(Quality)、成本(Cost) 、交期(Delivery) 、安全(Safety)士气(Morale)7. 思考七个问题来消除七大浪费:(1) 七个问题:a. 它是什么b. 它的机能是什么c. 它的成本是多少d. 它的价值是多少e. 有哪些方法可以达到对象的机能f. 新方案的成本是多少g. 新方案能满足要求吗(2) 七大浪费:a. 制造不良的浪费b. 制造过多的浪费c. 加工的浪费d. 搬运的浪费e. 库存的浪费f. 动作的浪费g. 等待的浪费8. 八个改善着眼点:材料、加工、模治检具、能源、物流、品质、规格、采购9. 九点查检表(Osborne 查检表)(1) 替代(Substitute)(2) 组合(Combine)(3) 能否从其它类似的东西借取构想(Adopt)(4) 修正(Modify)(5) 扩大(Magnify)(6) 缩小( Minify)(7) 有无其它的使用方法(Put to other use)(8) 重排(Rearrange)(9) 相反(Reverse)10. 成功的十大关键因素(KSF)(1) 高阶主管必须真心投入与支持.(2) 负责执行的人必须得到上级的授权.(3) 执行的人要尽量专职,而且日后要成为这方面的专家.(4) 推动 VA/VE 活动必须由上而下(Top Down),而提出VA/VE 改善必须是由下而上(Bottom Up)(5) 推动小集团活动培养自动自发的精神(6) 建立模范团队,以便让其它人员观摩与效法.(7) 与其它推动 VA/VE 有成效的公司作交流.(8) 采跨机能(Cross-function)的组织.(9) 各单位良好的互动人际关系.(10) 强调并落实 VA/VE 教育训练.1. 提升竞争力的有效途径:竞争力=f(价值/成本)2. 提高效率的最佳技巧:最小投入最大产出之原则来设计整个进行过程以达到降低成本的目标.3. 导入 VA/VE 的产业逐渐扩大.制造、营建、物流、服务、医疗业.4. 促进经营中的核心管理技术成长.5. 以附加价值链协助企业流程改造.顾客价值分析 竟争策略 产品/服务 制程价值 采购/供货商价值工程 分析 价值分析6. 融合改善与创新的手法为达成顾客满意.7. 符合环境保护的世界趋势.8. 价值管理将成为企业体质改善经营活动.9. VA/VE 与 IE,QC 之融合. (参照表一)10. VA/VE 是企业永续经营的有效途径.企业的三大管理技术QC(Quality VE(Value Engineering)Control)为了品质的维持 各种产品或工作必有其存改善方法的名称 IE(IndustrialEngineering)主要的内容 分析现有的制程或作业方法,并测定所需时间或工时,以改善工作的方法及时间及提升,应用各在目的或亦即具有某种机种的统计方法做能,从机能的角度做分析分析、量测,以设定品质基准诞生年代 1911 1920 1947 特征现象面原因面目的面提高工程与作业提升产品与服务提升产品与服务的价值原来的目的的效率的品质有效利用人员,机械材料方法设计管理等资源最终的目标顾客满意主要的技术与降低成本的相关性方法研究 (动作研究) QC 七大手法作业测定 (时间新 QC 七大手法研究)透过工时的减少透过顾客抱怨的或各种浪费的排减少,不良的降除来降低成本低的等来降低成成本分析机能分析创造力技术透过具有相同机能的其它方法之引进来大幅地降低成本本属性归纳归纳发散解決問題 因果分析 矯正措施改善現狀 腦力激蕩 改善對策創造新機 流程革命品質標竿再造工程1. 全年凈节约额.全年凈节约额=改进前单件成本-改进后单件成本) X 年产量-VE/VA 活动费 用.2. 成本降低率=改进前成本-改进后成本 改进前成本 X 100%3.投资效率:突破現狀 突現創意投资效率= 全年凈节约额价值工程活动费用。
精益知识竞赛题库整理
健威人性家具精益生产知识竞赛参考题库——李涛一,选择题1、5S运动是一项什么样的工作?A、暂时性B、流行的C、持久性D、时尚的2、5S活动是谁的责任?A、总经理B、推行小组C、中层干部们D、公司全体3、整理最主要是针对什么不被浪费?A、时间B、空间C、工具D、包装物4、公司需要整顿的地方是什么?A、工作现场B、办公室C、全公司的每个地方D、仓库5、我们对5S的态度是什么?A、口里应付,做做形式B、积极参与行动C、事不关已D、看别人如何行动再说6、公司的5S应如何做?A、随时随地都得做,靠大家持续做下去B、第一次靠有计划地大家做,以后靠干部做C、做三个月就可以了D、车间来做就行了7、5S中哪个最重要,即理想的目标是什么?A、人人有素养B、地、物干净C、工厂有制度D、产量高8、整理是根据物品的什么来决定取舍?( )A、购买价值;B、使用价值;C、是否占空间;D、是否能卖好价钱。
9、公司5S活动开展谁来完成 ( )A、5S推行委员会;B、部门主管;C、公司全体员工D、清洁工10、整顿中的“3定”是指:( )A、定点、定方法、定标示;B、定点、定品、定量;C、定容、定方法、定量D、定点、定人、定方法。
11、请问区分工作场所内的物品为“要的”和“不要的”是属于5S中的哪一项范围?A:清洁 B:整顿 C:整理 D:节约12、物品乱摆放属于5S中的哪一项要处理的范围?A:清洁 B:整顿 C:整理 D:安全13.为每一个零部件或工具规划固定的放置地点,属于5S中哪项()。
A.整理B.整顿C.清扫D.清洁14.下面不属于八大浪费的是()。
A.等待浪费B.动作浪费C.时间浪费D.加工浪费15.长距离搬运在制品,缺乏效率的运输,进出仓库或在流程之间搬运原材料、零部件或最终产品,此种浪费称为()。
A.不必要的运输B.搬运浪费C.运输浪费D.等待浪费16.以下那一项不是小批量的好处()。
A.在制品库存量低B.每种产品的生产频数低C.维持库存费低D.检查和返工的成本低17 .JIT系统以何为出发点?()A.准时生产B.适量生产C.大量生产D.质量第一18.JIT是按照什么方式组织生产的?()A.推动式B.拉动式C.移动式D.流动式19.实现生产过程同步化的基础是什么?()A.大量生产B.批量生产C.安全生产D.均衡生产20.实现JIT生产的重要工具是()。
主动性维修、预先维修与RCM
预先维修
其他维修
针对的故障 “条件性故障”或故障根源
功能故障、潜在故障
应用的对象 外部因素
RCM 分析项目
监控、检测 机件所处的外部环境、介质以及其他非分析 零部件的磨损、腐蚀或其他材
3
实施顺序
修复或纠正 措施
产品,如:液压油、润滑油或气体的物理、 料和性能退化,如:磨损,液
化学性质,渗漏,温度,气蚀,机件不对中 压油、润滑油中金属粒含量(反
预先维修是针对故障根源采取的维修措施,包括对故障根源的监测和排除。它可以是现有预 防性维修工作形式(保养、视情维修、定期更换、故障检查、重新设计等)中的任一类型或组合。
在我国,积极研究和应用预先维修(即我国一些作者先前所称的“主动性维修”),将使我们 在维修概念和实践上有重大的发展,特别是对那些要求高可靠性、可用性或长寿命的系统和设备 有重要作用。但是,发展预先维修首先需要在理论和技术上做深入的研究并在实践中完善。其中 包括:预先维修概念和原理的研究;作为预先维修前提的故障根源分析(RCFA)方法和技术的研 究;预先维修决策研究;针对各种故障根源的监测技术和纠正措施研究,特别是应用高新技术进 行监测的研究。
海天注塑机器操作说明书
电脑全自动塑料注射成型机操作说明书型号: TT-160B(配弘讯A62I5Color电脑)中国北方工业集团总公司北京泰坦塑料机械有限公司地址:北京市通县半壁店街北口一号香港泰坦塑料机械有限公司地址:香港荃湾白田霸街5-21号,嘉力工业中心,A座16楼24室BTT北京泰坦塑料机械有限公司TT-160C(A62I5Color)2言前感谢阁下使用泰坦注塑机!泰坦系列电脑全自动塑料注射成型机,用于热塑性塑料的成型加工,其工艺过程是用一整套专用的塑料成型模具安装在注塑机锁模部分的定模板与动模板之间,经过高压锁模后,由射台部分注入高压的经加热、塑化过的塑料,经过快速冷却后形成塑料制品。
泰坦注塑机外形美观、操作方便、维修简单、生产效率高能很好地满足贵公司的生产要求。
为协助贵公司能更快、更好地使用我们产品的先进功能,本说明书将向您提供非常详细的技术资料。
贵公司如对我们的产品有任何不解之处,我们非常愿意为阁下一一解答。
祝阁下生意兴隆!出厂编号:出厂日期:2007年5月BTT北京泰坦塑料机械有限公司TT-160C(A62I5Color)3目录1安全性说明 (1)不安全的因素........................................................................ (1)安全规则........................................................................ (1)本机所具备的安全设施........................................................................ (2)警告标志说明........................................................................ (2)2技术参数 (3)代号说明........................................................................ (3)动力及其它部分........................................................................ (3)锁模部分........................................................................ (3)射台部分........................................................................ (3)3机器的安装 (4)机器的起吊........................................................................ (4)机器的安装地基图........................................................................ (4)校水平及机身清理........................................................................ (5)BTT北京泰坦塑料机械有限公司TT-160C(A62I5Color)4电源接线........................................................................ (5)冷却水........................................................................ (5)注油及润滑........................................................................ (6)机器的操作空间........................................................................ (7)机器运行的自然环境和条件.........................................................................74操作机器的一般常识 (8)机器的启动和停止........................................................................ (8)启动前的工作 (8)机器的启动 (8)机器的停止 (8)动作循环顺序表........................................................................ (8)机器自动模式的操作说明........................................................................ (9)可预见性误用........................................................................ (10)5电脑控制系统的调试 (11)操作画面的说明....................................................................................... (12)画面的选择....................................................................................... (13)主机画面的设定........................................................................ (14)如何设定开关模 (14)如何设定托模 (15)BTT北京泰坦塑料机械有限公司TT-160C(A62I5Color)5如何设定射出 (16)如何设定射出储料功能 (17)如何设定中子 (18)如何设定温度 (20)如何进行其它设定 (21)如何使用监测 (22)如何显示纪录 (24) (26)如何设定参数 (34)如何设定模具资料 (37)版本信息 (40)参数表........................................................................ (43)参数一 (43)参数二 (46)参数三 (48)警报说明及故障排除........................................................................................506机器的保养 (53)机器的例行检查........................................................................ (53)压力油........................................................................ (53)机器的保养........................................................................ (53)7液压系统的维修..................................................................... (54)液压系统的概况........................................................................ (54)BTT北京泰坦塑料机械有限公司TT-160C(A62I5Color)6液压系统的工作循环表........................................................................ (54)液压系统原理图........................................................................ (55)液压阀块介绍........................................................................ (56)8电器系统的维修 (57)电器控制系统的一般说明........................................................................ (57)行程开关位置及作用........................................................................ (58)AC控制原理图 (59)9液压系统零件清单 (60)BTT北京泰坦塑料机械有限公司TT-160C(A62I5Color)1 1 安全性说明1.不安全的因素动模板与定模板之间,是最大的风险区,由于动模板的移动速度快;互相间夹持的力量大,操作者经常进入此风险区拿取制品,所以很容易造成剪切,挤压等危险。
德国国家电动汽车发展计划(090831)[1]
![德国国家电动汽车发展计划(090831)[1]](https://img.taocdn.com/s3/m/c90688620b1c59eef8c7b428.png)
德国联邦政府国家电动汽车发展计划二〇〇九年八月驻德国使馆科技处译序德国联邦政府于2009年8月19日批准了《国家电动汽车发展计划》。
联邦政府电动汽车发展目标是:到2020年,德国电动汽车总量达到100万辆。
该计划为德国电动汽车技术研发确定了两大重点领域:一是电动汽车电池技术,二是电动汽车的能效、安全性和可靠性。
联邦政府将于2010年在德国召开世界电动汽车大会。
驻德国使馆科技处将德国《国家电动汽车发展计划》全文翻译成中文,供国内有关领导与专家参考。
郭铭华一秘、江晓渭二秘、王志强三秘和陈南三秘参加了翻译工作。
孟曙光驻德国使馆公使衔参赞(科技)2009年8月31日于柏林目录1. 摘要 (1)2. 引言 (2)3. 潜力、挑战与目标 (4)3.1 界定 (4)3.2 潜力 (6)3.3 挑战 (7)3.4 优势-弱点-机遇-风险 (12)3.5 目标 (13)4. 措施盘点 (14)5. 行动建议 (17)5.1 前期步骤 (17)5.2 德国—电动汽车的引导市场 (19)5.2.1 研究与发展 (20)5.2.2 框架条件 (27)5.3 国内与国际合作 (32)6. 前景 (33)1.摘要在内燃发动机经历了100多年的发展之后,随着电动汽车的研发,交通领域里出现了划时代的技术转变。
驱动装臵电气化是个根本性的、前途远大的技术转变,它让我们减少对燃油的依赖,最大限度地降低排放,更好地建立起一个多模态的交通体系。
在一段时期内,内燃发动机依然会保持其对交通运输的意义,继续提高效益和使用生物燃料的议题还需继续保留在我们的运输政策中。
但即便如此,现在也要为向新的能源技术过渡而制定出计划。
为了能在国际竞争中胜出,保持在科研以及汽车和零部件工业里的领先地位,德国必须成为电动汽车的引导市场。
《国家电动汽车发展计划》的目标是,推动电池电动车在德国的研究、发展、市场准备和市场引进。
在联邦政府的《经济振兴计划II》中所采取的措施,能起到催化剂的作用。
IFS系统介绍

IFS 应用系统介绍................................................................................................................................................9
ifs系统介绍ifs系统win8系统功能介绍微信广告系统介绍系统介绍ppt系统介绍系统介绍ppt模板图书管理系统介绍linux系统介绍小米v6系统介绍
IFS 应用系统
功能方案
广州万迅电脑软件有限公司
广州万迅电脑软件有限公司 Tel:020-83283115 Fax:020-83283054
IFS 应用系统功能概要......................................................................................................................................10 IFS 应用系统 ......................................................................................................................................................10
AM自主维护培训PPT教学课件

自主维护照片
设备外观– 正确标记并标上色标
47
第47页/共98页
自主维护照片
振动检查
为磁性联轴节的振动做准备
48
第48页/共98页
自主维护照片
Zebra Card – 让检查更容易
49
第49页/共98页
自主维护照片
马达上的AM
温度标签记录关 键温度
使用标签的振动分析采集 点确保一致的读
50
第50页/共98页
如何处理污垢
• 方案1 –消除根源 ,如泄漏 • 方案2 –控制污垢,如盖罩、托盘 • 方案3 –使清洁更容易,如通道或工具
18
第18页/共98页
步骤2: 审核
• 是否持续进行步骤1? • 是否已经识别并处理污染源? • 是否已经识别并处理可接近性问题? • 参见TRACC——需要定制
19
第19页/共98页
60
BCM至少应该在一个阶段领导AM
第60页/共98页
课程的路线图
基本原则
TRACC的结构
实施行动
培训研讨会概览
评估与计划练习
实践练习
SSC演示的准备
“如果会怎么样” 与结语
61
第61页/共98页
AM主题
• 策略 • 基本条件 • 检查 • 技术任务 • 改进 • 可视标准 • 培训与发展 • 好处
24
第24页/共98页
步骤3: 审核
• 是否持续进行步骤1和步骤2? • 是否在可视化控制下制定并实施清洁时间表? • 是否在可视化控制下制定并实施润滑时间表? • 是否考虑到了安全方面?
25
第25页/共98页
步骤4: 全面检查
• 检查计划 • 检查的可视化控制 • 自主维护培训 • 步骤4审核
欧盟IHM检验及维护要点
一线手记 Site Notes2、关于HBCDD的处理对于非欧盟旗现有船,申请初次检验时,不需要识别HBCDD 。
但对于初次检验之后,船上新装设备应对HBCDD 进行跟踪和维护,即在收集新装设备MD/SDoC 时,应采用涵盖HBCDD 的格式和版本。
如图1所示,EMAS 在其IHM 相关指南中对上述问题进行了明确。
近期,中国船级社新加坡分社辖区受理了上百艘船舶的IHM 检验,有关欧盟拆船公约(EU SRR )技术条款备受业界关注,笔者将部分技术条款统一梳理,以供业界参考。
2020年12月31日以后,EU SRR 要求所有停靠欧盟成员国港口或锚地的船舶,应携有符合规定的有害物质清单(IHM )及证书。
考虑到目前大部分申请IHM 检验的船舶均为非欧盟旗现有船,为便于行业理解EU SRR ,现将有关IHM 检验及维护要点集中梳理,供行业参考。
本文适用于拟2020年12月31日以后航行于欧盟水域的非欧盟旗现有船。
1、香港公约与EU SRR的区别对于非欧盟旗现有船,除了HBCDD 以外,香港公约与EU SRR 之间在技术条款上,无本质区别。
具体可参照CCS 通函和技术通告。
3、持有有效香港公约符合声明的情况对于持有有效香港公约IHM 清单和符合声明的船舶,在确定船上没有新装设备的前提下,原则上可以直接签发IHM (EU ),但应提示船东相关风险(例如换成欧盟旗,可能面临PFOS 和HBCDD 两种物质追溯性取样的问题)。
中国船级社 杨世知杨世知 高级工程师/审核员,2010年硕士毕业于上海交通大学,同年4月加入中国船级社江苏分社,主要从事船舶建造检验工作,曾担任南通中远川崎两万箱首制船项目经理,2019年外派至新加坡分社工作。
欧盟IHM 检验及维护要点如船上新装或更换设备,例如新装脱硫塔和压载水处理装置等,则应按EU SRR要求和收集MD/ SDoC。
所有相关设备的MD/SDoC 应作为支撑性文件保存在船上。
欧洲国家设备管理及维修评价模式综述及启示

(1)经济性指标(包括设备的可利用率,维修费用比等等);
(2)客户满意指标(包括维修团队的响应时间,维修工作质量,设备维修策略制订,
设备停机对HSE的影响等等);
(3)内部过程指标(包括状态监测应用水平,设备可靠性管理,设备维修成本控制,
预防维修开展情况,外部维修资源的利用情况,设备管理信息系统应用,维修计划的准确性,
业健康安全环境体系如OHSAS,HSE等开始引起企业重视。
值得指出的是,随着企业不断的技术进步,装置密集、技术密集和自动化程度的提高,
企业的生产质量逐渐摆脱操作者行为的干扰,更多依赖于设备的流畅运行和精度保持性上。
统计表明,70-80%的安全、健康和环境危害是因为生产设备问题造成的。上述的所有
标准体系虽然都与设备相关,却忽视了对设备和设备维护管理本身的评价。设备不仅是质量、
与结构绩效指标、维修组织绩效指标和维修技术绩效指标等。
四、对我国企业建立评价体系的启示
通过上述欧洲国家设备管理和维修服务的评价体系介绍,我们可以得出以下几点启示:
1)改变以往重实物形态评价,轻价值形态,重数量,轻质量的片面评价方式,尽量减
少用片面性的指标(如目前还在普遍采用的设备完好率等)进行评价,改用综合、全面性的
2.8
小时
T21
T1维修实现率
86.1
%
T1
T2设备可利用率
87.9
%
T2
织绩效指标和维修技术绩效指标等,其中除设备重置成本(不同于资产折旧的概念,指当前
时间该设备资产的购置价值)不同于我国企业管理习惯需要修正外,其它多数指标属于设备
管理和维修的敏感指标,可以直接借鉴采用。
但需要说明的是,尽管上述指标基准值在不同的行业模板中有所不同,但对于大多数国