磁粉探伤报告MT001
磁粉探伤报告

磁粉探伤:
磁粉探伤利用工件缺陷处的漏磁场与磁粉的相互作用,它利用了钢铁制品表面和近表面缺陷(如裂纹,夹渣,发纹等)磁导率和钢铁磁导率的差异,磁化后这些材料不连续处的磁场将发生畸变,形成部分磁通泄漏处工件表面产生了漏磁场,从而吸引磁粉形成缺陷处的磁粉堆积——磁痕,在适当的光照条件下,显现出缺陷位置和形状,对这些磁粉的堆积加以观察和解释,就实现了磁粉探伤。
简介:
磁粉探伤利用工件缺陷处的漏磁场与磁粉的相互作用,它利用了钢铁制品表面和近表面缺陷(如裂纹,夹渣,发纹等)磁导率和钢铁磁导率的差异,磁化后这些材料不连续处的磁场将发生畸变,形成部分磁通泄漏处工件表面产生了漏磁场,从而吸引磁粉形成缺陷处的磁粉堆积——磁痕,在适当的光照条件下,显现出缺陷位置和形状,对这些磁粉的堆积加以观察和解释,就实现了磁粉探伤。
技术原理:
磁粉探伤,是通过磁粉在缺陷附近漏磁场中的堆积以检测铁磁性材料表面或近表面处缺陷的一种无损检测方法。
将钢铁等磁性材料制作的工件予以磁化,利用其缺陷部位的漏磁能吸附磁粉的特征,依磁粉分布显示被探测物件表面缺陷和近表面缺陷的探伤方法。
该探伤方法的特点是简便、显示直观。
磁粉探伤与利用霍尔元件、磁敏半导体元件的探伤法,利用磁带的录磁探伤法,利用线圈感应电动势探伤法同属磁力探伤方法。
磁粉探伤报告.doc

宝鸡盟泰石油机械有限公司BaoJi Mengtai Petroleum Machinery Co.,Ltd磁粉检测报告单情感语录1.爱情合适就好,不要委屈将就,只要随意,彼此之间不要太大压力2.时间会把最正确的人带到你身边,在此之前,你要做的,是好好的照顾自己3.女人的眼泪是最无用的液体,但你让女人流泪说明你很无用4.总有一天,你会遇上那个人,陪你看日出,直到你的人生落幕5.最美的感动是我以为人去楼空的时候你依然在6.我莫名其妙的地笑了,原来只因为想到了你7.会离开的都是废品,能抢走的都是垃圾8.其实你不知道,如果可以,我愿意把整颗心都刻满你的名字9.女人谁不愿意青春永驻,但我愿意用来换一个疼我的你10.我们和好吧,我想和你拌嘴吵架,想闹小脾气,想为了你哭鼻子,我想你了11.如此情深,却难以启齿。
其实你若真爱一个人,内心酸涩,反而会说不出话来12.生命中有一些人与我们擦肩了,却来不及遇见;遇见了,却来不及相识;相识了,却来不及熟悉,却还要是再见13.对自己好点,因为一辈子不长;对身边的人好点,因为下辈子不一定能遇见14.世上总有一颗心在期待、呼唤着另一颗心15.离开之后,我想你不要忘记一件事:不要忘记想念我。
想念我的时候,不要忘记我也在想念你16.有一种缘分叫钟情,有一种感觉叫曾经拥有,有一种结局叫命中注定,有一种心痛叫绵绵无期17.冷战也好,委屈也罢,不管什么时候,只要你一句软话,一个微笑或者一个拥抱,我都能笑着原谅18.不要等到秋天,才说春风曾经吹过;不要等到分别,才说彼此曾经爱过19.从没想过,自己可以爱的这么卑微,卑微的只因为你的一句话就欣喜不已20.当我为你掉眼泪时,你有没有心疼过。
磁粉检测报告格式(MT report)

Inspectiondrawing/检验图纸:
Equipment/设备:
Field indicator/Lifting Capacity Check:
现场指示器/提升能力是否检查:
Consumables
消耗材料
Degreaser
清理脱脂剂
Background
反差增强介质
Detecting Medium
Magnetic Particle Test Report
磁粉检验报告
Job /工作编号:
Report /报告编号:
Client /客户:
Date of Test/检验日期:
Project/项目:
Identification no :产品识别号:
Location/地点:
Material (Type/Thk):
检查介质
OBSERVATION & RESΒιβλιοθήκη LT观察结果:No结果
Weld Joint No
接头编号
Process
焊接方法
Welder No
焊工编号
Technician检验(Level/级II)
Verify审核
(Level/级II)
Client Representative
客户
Name姓名
Company公司
Signature签名
Date日期
材料(类型/厚度):
Surface Condition:
表面状态:
PWHT:
焊后热处理:
Technique :
磁化技术:
Method:
磁粉施加方法:
Test Temp.
试验温度:
磁粉探伤报告.doc

宝鸡盟泰石油机械有限公司BaoJi Mengtai Petroleum Machinery Co.,Ltd磁粉检测报告单美文欣赏1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。
秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。
清风落叶舞秋韵,枝头硕果醉秋容。
秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。
2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。
聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生!3、春天来了,我要把心灵放回萦绕柔肠的远方。
让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。
我翻开解冻的泥土,挖出埋藏在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。
4、好好享受生活吧,每个人都是幸福的。
人生山一程,水一程,轻握一份懂得,将牵挂折叠,将幸福尽收,带着明媚,温暖前行,只要心是温润的,再遥远的路也会走的安然,回眸处,愿阳光时时明媚,愿生活处处晴好。
5、漂然月色,时光随风远逝,悄然又到雨季,花,依旧美;心,依旧静。
月的柔情,夜懂;心的清澈,雨懂;你的深情,我懂。
人生没有绝美,曾经习惯漂浮的你我,曾几何时,向往一种平实的安定,风雨共度,淡然在心,凡尘远路,彼此守护着心的旅程。
沧桑不是自然,而是经历;幸福不是状态,而是感受。
6、疏疏篱落,酒意消,惆怅多。
阑珊灯火,映照旧阁。
红粉朱唇,腔板欲与谁歌?画脸粉色,凝眸着世间因果;未央歌舞,轮回着缘起缘落。
舞袖舒广青衣薄,何似院落寂寞。
风起,谁人轻叩我柴扉小门,执我之手,听我戏说?7、经年,未染流殇漠漠清殇。
磁粉探伤实验报告

磁粉探伤实验报告
实验目的:
本次实验的目的是掌握磁粉探伤技术的基本原理和方法,以及学习使用相关设备进行探伤。
实验仪器:
本次实验使用了磁粉探伤仪、磁粉、牛角刷、人工烁光膜等设备。
实验原理:
磁粉探伤技术是利用磁场产生磁留痕,从而检测材料中存在的缺陷。
本次实验使用的是直流磁场,通过通电产生磁力线,使得磁粉沉积在缺陷处,形成磁留痕。
而磁留痕的颜色及空间分布情况,则可以反映缺陷的性质和位置。
实验步骤:
1. 准备工作:清洗工件表面,涂上黑漆底漆,并使其干燥。
2. 涂粉:在工件外部表面均匀地喷洒少量的磁粉,然后将牛角刷沾湿水后开始刷涂。
3. 选用磁场:将磁粉探伤仪的磁场力量调至适当位置,使磁留痕明显,便于观察。
4. 实施探伤:将磁粉探伤仪移动到工件表面进行探伤,并在探伤过程中观察和记录磁留痕的分布及颜色情况。
5. 清理工作:清理探伤地点和设备。
实验结果:
通过对工件不同部位的磁粉探伤,我们可以明显地观察到缺陷的位置及性质。
例如在某个区域的磁留痕较强,就表明该处可能存在裂纹或其他不良缺陷。
实验结论:
本次实验通过磁粉探伤技术,成功地检测出了工件表面的缺陷情况,同时也说明了磁粉探伤技术具有较高的应用价值。
参考文献:
1. 《材料科学与工程学科实验指导书》
2. 张德华, 丁景春. 材料磁粉探伤技术. 机械制造, 2005, (7): 71-74.。
MT报告格式MT(中英)

Report of Magnetic Particle Testing
表格编号Form No.:JX/WR.MT-02/1
报告编号Report No.:
工程信息Engineering information
委托单位
Customer
工程名称
Project name
工件名称
Subject
委托编号
Client No.
检测地点
Location
检测日期
Tested Date
材质
Material
接头形式
Joint Type
焊接方法
Welding Process
坡口形式
Weld Preparation
技术要求Technique
验收标准
Acceptance Standard
检测标准
Testing Standard
检测/Tested by:
资质/Qualification:
审核/Checked By:
资质/Qualification:
批准/Approved by:
TechnicalManager
磁粉检测报告
Report of Magnetic Particle Testing
表格编号Form No.:JX/WR.MT-02/2
磁粉施加方法
Method of applying ink
钢尺(型号/批号)
Steel Rule
说明Note:
1、B-全熔透焊缝, P-半熔透焊缝, F-角焊缝, J-接料对接焊缝, R-返修焊缝。
1、B- full penetration butt weld, P-partial penetration butt weld, F- fillet weld, J-splice butt welds, R-repair weld.
磁粉探伤检测报告

04 磁粉探伤检测方法的优点: 灵敏度高、操作简便、成本 低廉、适应性强等。
磁粉探伤设备
01
磁粉探伤 仪:用于 产生磁粉 探伤所需 的磁场
02
磁粉:用 于显示缺 陷的磁性 材料
03
磁悬液: 用于将磁 粉悬浮在 液体中的 载体
04
05
紫外线灯: 用于观察 磁粉形成 的缺陷图 像
磁性试块: 用于校准 磁粉探伤 仪和磁粉 灵敏度
优点:检测速度快,精度高,可检测内 部缺陷
缺点:对表面粗糙度要求较高,不适用 于高温、高压等恶劣环境
应用范围:金属、非金属材料表面缺陷 检测,如焊缝、锻件、铸件等
射线检测
01
原理:利用射 线穿透物体, 通过检测透射 射线的强度和 分布,分析物 体内部结构
02
特点:适用于 金属和非金属 材料,可检测 内部缺陷
05
缺陷形状:线状、点状、 块状等
06
缺陷位置:轴向、径向、 周向等
修复建议及措施
确定损伤类型和程度 实施修复 评估修复效果
制定修复方案 检测修复效果 记录修复过程和结果
谢谢观看!
单击此处添加副标题
04
修复建议:针对缺陷问题,提出修复建议, 如更换材料、改进工艺等
05
结论:总结磁粉探伤检测报告内容,提出 改进措施,确保产品质量和安全
缺陷类型及分布
01
缺陷类型:裂纹、气孔、 夹杂物等
02
缺陷分布:表面、内部、 边缘等
03
缺陷大小:微米级、毫 米级、厘米级等
04
缺陷深度:表面缺陷、 浅层缺陷、深层缺陷等
磁粉探伤步骤
准备磁粉探伤设备 施加磁粉 评估磁痕
清洁被检测工件表面 观察磁痕 出具检测报告
磁粉探伤报告
磁粉探伤报告
磁粉探伤是一种常用的非破坏性检测方法,通过磁粉粘附在被检测物表面的方法,可以检测出材料内部的裂纹、夹杂等缺陷。
下面是一份磁粉探伤报告的范例,共700字。
磁粉探伤报告
被检物件名称:钢轨
被检物件编号:2021001
探伤方法:磁粉探伤
探伤人员:XX
检测日期:2021年1月1日
检测结果:
1. 检测目的:对钢轨进行磁粉探伤,检测表面是否存在裂纹和夹杂等缺陷。
2. 检测方法:使用磁粉检测仪器对钢轨进行磁粉探伤。
3. 总体情况:经过磁粉探伤,未发现钢轨表面存在裂纹和夹杂等缺陷。
4. 检测数据:以下是钢轨各部位的具体检测数据。
4.1 轨头:未发现异常情况,表面平滑,没有裂纹和夹杂。
4.2 轨腰:未发现异常情况,表面干净整齐,没有裂纹和夹杂。
4.3 轨底:未发现异常情况,表面平整,没有裂纹和夹杂。
4.4 轨肩:未发现异常情况,表面光滑,没有裂纹和夹杂。
4.5 非轨道部位:未检测到任何异常情况,表面平整,没有裂纹和夹杂。
5. 结论:经过磁粉探伤,钢轨表面未发现任何裂纹和夹杂等缺陷。
被检物件在正常使用范围内,具备良好的使用寿命。
6. 建议:定期进行磁粉探伤检测,以确保钢轨的安全性和稳定性。
如发现任何异常情况,请及时进行修复或更换。
以上为磁粉探伤报告,希望对您有所帮助。
如有任何问题,请随时联系我们。
磁粉探伤报告

检验部位描述 / Examined area
干 湿
Dry
Wet
磁轭
Yoke 安培
AP
灵 敏度试 片 Test block
30/100
线 圈
复合磁化
Coil 安匝
AN
Resultant 牛顿
45 N
精加工表 面
检验结果 / Examination results 经 MT 检验: 未发现任何超标缺陷。
名称 Description
中压后汽 封体
材质 Material
焊接件
物 料号 ID. No.
数量 2件
Quantity
检验条件
Test condition:
检 测标 准 Inspection standard
DZ5.15.38-2011
验 收标 准 Acceptance standard
DZ5.15.38-2011
检验部位描述 / Examined area
干 湿
Dry
Wet
磁轭
Yoke 安培
AP
灵 敏度试 片 Test block
30/100
线 圈
复合磁化
Coil 安匝
AN
Resultant 牛顿
45 N
精加工表 面
检验结果 / Examination results 经 MT 检验: 未发现任何超标缺陷。
名称 Description
高压后汽 封体
材质 Material
装焊件
物 料号 ID. No.
数量 2件
Quantity
检验条件
Test condition:
检 测标 准 Inspection standard
磁粉探伤报告
磁粉探伤报告
一、探伤目的。
本次磁粉探伤的目的是对XX设备进行全面的检测,以发现潜在的裂纹、疲劳
损伤或其他缺陷,确保设备的安全可靠运行。
二、探伤方法。
磁粉探伤是一种常用的无损检测方法,通过在被检测物体表面涂覆磁粉,然后
施加磁场,当有裂纹或缺陷存在时,磁粉会在这些地方集聚,形成可见的磁粉痕迹,从而发现缺陷。
三、探伤结果。
经过磁粉探伤,发现了设备表面多处裂纹和疲劳损伤,其中最严重的是在XX
位置发现了一条长度约XX毫米的裂纹,对设备的安全运行造成了潜在的威胁。
四、处理建议。
针对发现的裂纹和疲劳损伤,建议立即对设备进行修复和加固,确保裂纹得到
有效的修复,同时加强对设备的定期检测和维护,以减少类似问题再次发生的可能性。
五、结论。
通过本次磁粉探伤,发现了设备表面的裂纹和疲劳损伤,及时修复和加固是确
保设备安全运行的关键。
同时,加强对设备的定期检测和维护也是非常重要的,以确保设备长期稳定运行。
六、附录。
1. 磁粉探伤设备使用记录。
2. 裂纹和疲劳损伤的详细位置和尺寸记录。
3. 修复和加固方案的制定和实施记录。
以上为本次磁粉探伤的报告内容,希望能对设备的安全运行起到一定的帮助和指导。
mt探伤报告

mt探伤报告
报告编号:20210201
探伤日期:2021年2月1日
被测件名称:XXX机器零件
被测件编号:XXX-001
探伤方法:MT(磁粉探伤)
探伤结果:
经过磁粉探伤,发现被测件存在以下缺陷:
1. 表面裂纹:位置在被测件的左上角,长度约5 mm,深度约1.0 mm。
2. 疲劳裂纹:位置在被测件的右下角,长度约15 mm,深度约1.5 mm。
3. 未发现其他可疑缺陷。
备注:
1. 缺陷位置、长度和深度参照如下图:
(图略)
2. 缺陷类型和位置均符合《机械零件超声波探伤标准》。
3. 被测件经过修复后,需重新进行探伤,以确保无缺陷。
4. 报告仅针对被测件的表面,不对内部进行探伤。
编写人员:XXX
审核人员:XXX
MT探伤报告的格式通常包括报告编号、探伤日期、被测件名
称和编号、探测方法、探测结果以及备注等内容,具体内容可以
根据需要适当调整。
在编写MT探伤报告时,应注意详细记录检
测结果,包括缺陷的类型、位置、长度和深度等,以便后续的修
复和检测工作。
同时,应在报告中明确标注编写人员和审核人员,以确保报告的可靠性和准确性。
Magnetic Particle Testing Report (MT) 磁粉检测报告 (2)

Magnetic Particle Inspection Report 磁粉检测报告
Test body: Liebherr Machinery (Xuzhou) Co., Ltd. 检验单位:徐州利勃海尔混凝土机械有限公司
Radiographic Procedure: 检验依据: ISO17638/ ISO 23278 / ISO 5817-B
Examination techniques 检验工艺
1. 提升力:磁轭极间距 75-100mm, 提升力 44.5N; 2. 灵敏度: A1-15/50 试片清晰显示。 1. Yoke Lifting Force: 44.5N, with the space between yokes is 75-100mm,
Inspected by(level): 检验(资格): Date 日期:
Rev.& App. By(level): 审核和批准(资格): Date 日期:
Accepted(AI): 认可(AI): Date 日期:
After Welding 焊后 After Repair 返修后 Before HT 热处理前 After Backing gouging
After Machining 机加工后 As Rolled 轧制 After HT 热处理后
Surface Condition 表面状态
Welded 焊接 Ground 修磨
Machined 机加工 Rolled 轧制
Equipment Type 设备型号
Magnetic Particle type 磁粉种类
UM-15/230 紫外线灯(375nm UN)
Fluorescent 荧光磁粉
磁粉探伤报告(两篇)

引言概述:本次磁粉探伤报告(二)旨在对磁粉探伤技术在工业领域中的应用和发展进行详细分析。
磁粉探伤技术是一种常用的无损检测方法,广泛应用于航空航天、汽车、石油化工、电力等行业,用于检测金属制品中的表面和亚表面缺陷。
本文将通过概述磁粉探伤技术的原理、介绍其应用领域并分析其优势和限制,同时,还将介绍磁粉探伤的操作步骤和注意事项。
正文内容:1.磁粉探伤技术原理1.1磁粉探伤作用机制1.2磁粉探伤技术分类1.3磁粉探伤技术的基本原理2.磁粉探伤技术应用领域2.1航空航天领域2.1.1飞机发动机零部件的磁粉探伤2.1.2飞机机身和机翼的磁粉探伤2.2汽车制造业2.2.1发动机和变速器的磁粉探伤2.2.2车身结构的磁粉探伤2.3石油化工行业2.3.1石油管道和储罐的磁粉探伤2.3.2石化设备的磁粉探伤2.4电力领域2.4.1发电设备的磁粉探伤2.4.2输电线路的磁粉探伤3.磁粉探伤技术的优势和限制3.1优势3.1.1高灵敏度和可靠性3.1.2检测速度快3.1.3对复杂形状的金属制品适用3.2限制3.2.1检测深度有限3.2.2只能检测导电材料3.2.3无法检测非磁性缺陷4.磁粉探伤的操作步骤和注意事项4.1操作步骤4.1.1工件表面准备4.1.2磁粉施加4.1.3磁粉沉降和分离4.1.4缺陷识别和评估4.1.5清除和处理废料4.2注意事项4.2.1安全操作4.2.2仪器设备选择和校准4.2.3缺陷评估的标准总结:磁粉探伤技术作为一种常用的无损检测方法,在各个工业领域中发挥着重要的作用。
通过本文的分析可以得出结论,磁粉探伤技术具有高灵敏度和可靠性的优势,能够快速检测复杂形状的金属制品中的表面和亚表面缺陷。
磁粉探伤技术也存在一些限制,例如检测深度有限以及只能检测导电材料等。
在实际操作中,需要严格按照操作步骤进行,并注意安全操作和仪器设备的选择和校准,以确保磁粉探伤的准确性和可靠性。
随着科技的发展和技术的进步,磁粉探伤技术在工业领域的应用和发展将会更加广泛和深入。
磁粉检测报告填写说明及考核注意事项

云南省特种设备MT-Ⅰ级()Ⅱ级()人员操作考试报告
云南省特种设备MT-Ⅰ级()Ⅱ级()人员操作考试报告
附:报告填写说明及考核注意事项
一、板状焊缝试件(缺陷检测参数)探伤报告填写说明
S1:第一组缺陷中最左端缺陷的起点到试板左边线的距离,mm;S2:第一组缺陷中最右端缺陷的终点到试板左边线的距离,mm;S3:第一组缺陷中最长缺陷的左端到试板左边线的距离,mm;S1':第二组缺陷中最左端缺陷的起点到试板左边线的距离,mm;S2':第二组缺陷中最右端缺陷的终点到试板左边线的距离,mm;S3':第二组缺陷中最长缺陷的左端到试板左边线的距离,mm;L1:第一组缺陷中最大缺陷长度,mm;
L2:第二组缺陷中最大缺陷长度,mm;
n1:第一组缺陷总数,mm;
n2:第二组缺陷总数,mm;
二、管状、管板焊缝试件(缺陷检测参数)探伤报告填写说明
缺陷检测参数同板状焊缝试件,其标距以试件钢印号前沿管材母线为缺陷起点,向右展开(以俯视图测量,0点开始逆时针测量),其参数记录与板状焊缝试件相似。
三、考核注意事项
1、焊缝板状试件考试时间为40分钟,管状或管板试件考试时间为40分钟。
超时不得大于15分钟。
超时小于或等于5分钟扣2分;超时5~10分钟内扣4分,超时10~15分钟扣6分。
2、焊缝板状试件满分70分,管状或管板试件满分30分。
3、试件编号说明:
M1 10 01:M1代表磁粉检测板状焊缝试件,10代表板厚,01代表顺序号;
M2 108 01:M2代表磁粉检测管状焊缝试件,108代表管径,01代表顺序号;
M3 133 01:M3代表磁粉检测管板焊缝试件,133代表管径,01代表顺序号。
机械加工磁粉探伤报告格式
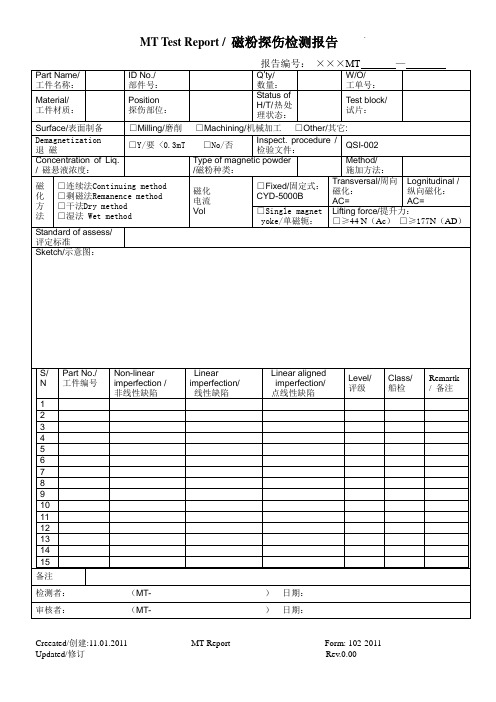
Standard of assess/
评定标准
Sketch/示意图:
S/N
Part No./
工件编号
Non-linear imperfection /
非线性缺陷
Linear imperfection/
线性缺陷
Linear aligned
imperfection/
点线性缺陷
Level/
评级
Class/
船检
Remartk
/备注
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
备注
检测者:(MT-)日期:
审核者:(MT-)日期:
Demagnetization
退磁
□Y/要<0.3mT□No/否
Inspect. procedure /检验文件:
QSI-002
Concentration of Liq. /磁悬液浓度:
Type of magnetic powder
/磁粉种类:
Method/
施加方法:
磁
化
方
法
□连续法Continuing method
□剩磁法Remanence method
□干法Dry method
□湿法Wet method
磁化
电流
Vol
□Fixed/固定式:
CYD-5000B
Transversal/nal /
纵向磁化:
AC=
□Single magnet
yoke/单磁轭:
Lifting force/提升力:
球墨铸铁MT1

大连东北核工业设备无损检测有限公司DALIAN NORTHEAS T NUCLEAR INDUSTRY EQUIPMENT NON-DESTRUCTIVE TEST CO.,L TD 球墨铸铁—磁粉检测规程Magnetic Particle Examination Procedure for ductile iron castings范业军2009年11月15日大连东北核工业设备无损检测有限公司DALIAN NORTHEAS T NUCLEAR INDUSTRY EQUIPMENT NON-DESTRUCTIVE TEST CO.,L TD内容-CONTENT –一、适用范围APPLICABLE SCOPE二、参考标准REFERENCES STANDARD三、人员要求PERSONNEL QUALIFICATION四、术语和定义TERMS & DEFINITIONS五、质量要求QUALITY REQUIREMENTS六、检测程序EXAMINATION PROCEDURE七、结论与报告EV ALUATION AND REPORTING大连东北核工业设备无损检测有限公司DALIAN NORTHEAS T NUCLEAR INDUSTRY EQUIPMENT NON-DESTRUCTIVE TEST CO.,L TD一、适用范围SCOPE OF APPLICATION1.1、本规程规定大连东北核设备无损检测有限公司用磁轭对球墨铸铁的磁粉检测方法;This procedure include examination method that Magnetic Partile Examination of ductile iron castings with yoke performed by Dalian Northeast Nuclear Industrial NDT Co.,Ltd 1.2、本规程适用于球墨铸铁铸件表面、近表面的缺陷检验;This procedure will be suitable for surface、Near surface flaw examination of ductile iron castings1.3、本规程包括干磁粉、湿磁粉、萤光磁粉检验方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单位盖章Unit Stamp
签发日期Issuing Date:2009年09月31日
备注
Remarks
1.F为首次检验缺陷编号;B为一次复检(R1)缺陷编号;C为二次复检(R2)缺陷编号。
2.显示情况:NSD为未有可记录缺陷;S为缺陷离起始位置的距离;L为缺陷指示长度;H为缺陷深度。
1.F is the number of first inspecting defect; B is the no. of first reinspecting(R1) defect;Cis the no. of second reinspection(R2).
2.Showing status:NSDmeans have no recorded defect;Smeans the distance of defect from the beginning position;Lmeans
黑油磁悬液、反差增强剂Black Oil Base Magnetic Particle Suspension Liquid、Contrast Aid
极间距Interectrode Distance
100mm
磁化时间
Magnetizing Time
3S
检测标准
Test Standard
JB/T 6061-2007
交流
AC
检测方式
Test Means
磁轭法
Yoke Magnetizing Method
提升力
Lifting Force
≥44N
试片型号
Test Block Type
A-30/100
检测面
Test Surface
焊缝及热影响区Weld Seam and Heat-Affected Zone
磁粉Magnetic Powder
合格级别
Conformance Grade
2
检验类别
Test Type
委托检验
Entrusted Test
检测日期
Test Date
2009年09月16日-09月30日
检验
结论
Test Conclusion
按JB/T6061-2007标准对钢柱进行焊缝磁粉检测,所检结果见第2、4、6页。Magnet particle inspection is carried out according to JB/T6061-2007 standard on steel column welding, and results are presented on Page 2、4、6.
青岛东方铁塔股份有限公司
Qingdao East Steel Tower Stock Co., Ltd.
检验报告Test Report
报告编号Report No:共7页第1页Page 1 of 7
工程名称
Project Name
检测地点
Test Location
青岛东方铁塔股份有限公司Qingdao East Steel Tower StockCo., Ltd.
the indicating length of defect;Hmeans defectdepth.
试验Tested by:审核Reviewed by:批准Approved by:
报告编号Report No.:)共7页第2页Page 2 of7
序号
No.
构件号Component No.
焊缝
编号
Weld Seam No.
焊接方式Welding Means
自动焊
Auto
表面状态
Surface Condition
清理
Cleaning Up
坡口型式Groove Type
V形
V-type
器
材
及
参
数
Device and Parameters
仪器型号
Device Type
MP-2AD
磁化电流
Magnetizing Current
检测比例
规格Specifications
(mm)
缺陷
编号
Flaw No.
显示情况
Results Display
评定级别
Appraisal Grade
评定结果
Appraisal Results
备注
Remarks
合格
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
(以下空白)
The following is left blank
-
报告编号Report No.:YN MT0910001(一区一层柱)共7页第3页Page3of7
焊缝磁粉检测示意图:
DrawingOfInspectionForWeldingMagneticPowder:
(以下空白)The following is left blank.
工件状况Member Condition
工件名称
Member Name
柱/梁/撑
规格Specifications
见第3、5、7页
工件编号
Member No.
见第2、4、6页
材质Material
Q345B、Q345BZ15
检测部位
Test Position
焊缝及热影响区Weld Seam and Heat-Affected Zone