IPQC制程检验批量不良品下线次数统计表
不良品统计图

7.63%
6.00% 4.00%
2.84%
4.61%
4.11%
2.00% 0.46% 0.38%
0.59%
0.86%
0.00%
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
广东 卓业 打火 机制 造有 限公
司
12月 份车 间制 程不 良品 统计 表
一、 质量 目标 达 成: (包 装)
40.00%
12月份来料不良比例分析图
20.00%
0.00%
分厂
沃旺
正声 兴扬日兴昌
华振
祥瑞
杰达
易龙泰风磊
浩宇 德顺鑫 华信 宇达
精诚 精诚 杰凯威
深圳市奋进威电子科技有限公司
12月投诉事件
1、出厂大货合格率:99.89 %(公司目标:99.70%) 2015年12月份共出货 2187928 PCSS,退回不良品有2487 PCS。
包装 车间
总产量 机型 不良品数 比例
6427340 8BL 9BL 11980 5000 3.55% 1.48%
合格数 A1
14450 4.28%
1.65%
6089960 不良品数
A2
A5
DB2
6660 3450 1970
1.97% 1.02% 0.58%
5.88%
1.27%
2.79% 4.00% 2.42% 0.62% 1.02%
1、检测 制程检 验合格 率:94. 75 %(公 司目 标:99. 20%)
337380
不良比例 5.25%
DC2
DF
DH
DK DK2 DN DS1 DY1
电子制造业IPQC各工序稽核检查表
软件拷贝记录是否填写完整
14
碟片是否读碟面朝上放置,是否有重叠的现象贵重的专用测试碟是否每班有专人进行使用状况的确认
15
如怀疑会烧机芯的板,不可拿到其它工装测试,是否单独交维修分析并记录
16
测试OK板在流水线上是否按统一方向和位置放置
17
为避免机芯烧坏,测试排线的使用、检查、修复、更换是否有剪伤锡点,剪完后是否有检查其脚长
10
烙铁海绵是否定时清洁并保持适量水分,烙铁头是否干净
11
后加元件是否标示位置、规格,是否通知IPQC进行首件检查
12
流水线上不同工位的放板方向和位置是否有规定区分,保持整齐和间隔均匀、适当
13
下班时传送带线上是否有留板现象
13
用大量的料是否预先装好料待用,换料动作是否按顺序“取出供料器 备用供料器装
料放入站位 拆出原供料器料盘”进行作业,以节省机器停机时间
14
15
三
手贴作业
1
手贴物料是否标示规格、型号、位置,IC是否标示丝印,备用料是否也有规格、型号标示
2
是否按极性方向排列,无堆料现象
3
手贴散料放置是否使用防静电盒或防静电盘
8
贴胶纸是否有垫防静电垫或防静电海棉,是否用非金属物切割胶纸是否有挂伤板卡的现象
9
插件员工是否双手交替作业
10
插件工位区域内是否有散落零件
11
流水线上PCB放置是否因空位造成作业员等板的现象流水线速度与作业速度是否一致
12
掉件的板卡是否贴上标记重新下线,零件规格是否经确认后插入PCB
13
套模是否面向下放置,使用前是否检查和清理杂物后才使用
6
元件是否有分类、区分、标示、补件的料盒内是否存在混料现象
IPQC制程巡检程序(含表格)

IPQC制程巡检程序(IATF16949/ISO9001-2015)1.0目的规范半成品/成品制程巡检检测的项目、方法、频次、标准、不合格的处理.从而保证产品质量符合客户要求,同时通过制程巡检收集生产制程的原始记录,有效地监控制程的变化,并以此保证和推动制程的持续改善。
2.0范围:适用于我司所有之半成品和成品制程的控制。
3.0术语(定义):3.1首件检验:对每个班次刚开始时或过程发生改变后加工的第一个或前几件产品进行的检验。
3.2巡检:制程检验3.3终检:对产品在完成一道工序后,准备转入下工序或入库之前,进行的一个全面的检验。
3.3品质状态:红色盒子装不合格品;红色标签代表不合格品;绿色、蓝色盒子装合格品;绿色标签代表合格品;黄色盒子装待检品;黄色标签代表特采品。
4:权责:IPQC:负责按制程巡检作业指导书对产品进行巡回检验。
品质主管:负责制定产品检验规范和作业指导,及重大品质异常的协调与处。
PMC:负责产品的生产进度和质量问题整体统筹安排,以保证产品按期交付于客户。
生产部:负责保质保量完成生产计划任务。
5.0作业内容:5.1客户订单5.1.1PMC部根据客户订单,转化为内部生产指令单,下达生产任务给相关生产工序部门,并随时跟进每天的生产进度和产品质量状况,以确保按期交付产品于客户。
5.2生产试作与首件送检5.2.1生产部门根据生产指令单,及时准备好工装治具/机台/生产线和相关辅料,制定生产计划控制进度,准备试产调试或改机。
5.2.2生产根据工程图纸及客户要求等技术指标,开始试作3-5PCS,对产品外观/尺寸/同轴度/跳动度进行自主检查,检查OK后,填写好首件单,送检给品质部IPQC做首件确认检查。
5.3首件检验5.3.1IPQC收到首件单和试作样品后,根据样板/检验规范/工程图/客户要求等技术资料,对产品进行全面检查和记录。
5.3.2首件确认OK后,IPQC签核首件样板,通知生产批量生产,并且把检验的数据详细如实的记录于<首件确认记录表>上,以便后序相关质量问题的追溯。
IPQC FQC不良记录表

序號型號料號日期稽核人問題點描述1140w2-A0015-A110-11馬娟娟IPQC在巡检时发现标示为7号灯LE上的保护膜未去掉2140w2-A0015-A110-11馬娟娟IPQC在巡检时发现标示为15号灯负极线露在外面3140w2-A0015-A110-11馬娟娟IPQC在巡检时发现反光罩上有明显黑手印,正在烧机中的灯竟然灭了。
4140w2-A0015-A110-12馬娟娟IPQC巡检时发现标示为10号灯黑色绝缘线外露5140w2-A0015-A110-12馬娟娟IPQC巡检时发现标示为5号及7号烤弯玻璃外部有硅胶外溢6140w2-A0015-A110-12馬娟娟IPQC巡检时发现3号反光罩变形,里面有异物7120W7-A0012-A111-9陈爱丽OQC在成品入库时发现OP在拉叉车时,由于没做好适当处理,造成产品摔落到地。
8140W7-A0012-A111-12马娟娟IPQC在制程巡检中发现上下盖已组装好的产品有1PCS上盖缺料9140W7-A0012-A111-12马娟娟IPQC在制程巡检中发现已组装好的产品在放入烧机架上有电源线接错位置现像,没有按SOP作业10140W7-A0012-A111-12马娟娟IPQC在制程巡检中发在安装灯杆固定片上的华司有少装的多装现像,没有按SOP作业11#######马娟娟IPQC在制程巡检中发现产线在自制线材时没有在线头加上黑色绝缘套,导致Y型端子头裸露在外。
12#######马娟娟IPQC在制程巡验中发现产线在组装上盖时把没有套有绝缘套的线材安装到产品上,未按SOP作业。
13#######马娟娟IPQC在制程巡检中发现产线在连接Power与线材时有线头接错位置的现象。
14#######马娟娟IPQC在制程巡检中发现已组装好的产品在放入烧机架上再次把电源线接错位置,没有按SOP作业IPQC巡檢異常追蹤:460cm/600cm线材加工上盖组装(半成品)上盖组装(半成品)上盖组装(半成品)15加工线材#######王彩红IPQC在制程巡验时发现产线在加工460CM /600CM 线材时没有挂SOP进行作业。
产品不良品检验记录表P管制图
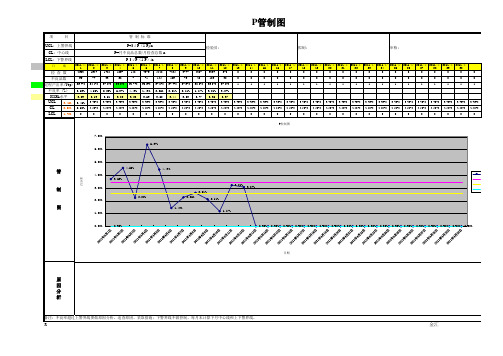
3.21% 2.61%
3.07%
2.00%
2.22% 1.43%
2.26%
2.11%
图
1.00%
1.17%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
日期
UCL:上警界线 CL:中心线 LCL:下警界线
日 期
检验员:
拟制:
审核:
检 查 数 不良品数 过程产出率(Ytp) 不良率(%) SIGMA水平 UCL 3.46% CL LCL
2.58% 1.70%
2603 96 96.4% 3.69% 3.29 3.46% 2.58% 0
1624 74 95.5% 4.56% 3.19 3.46% 2.58% 0
5528 125 97.8% 2.26% 3.50 3.46% 2.58% 0
7235 189 97.4% 2.61% 3.44 3.46% 2.58% 0
3747 79 97.9% 2.11% 3.53 3.46% 2.58% 0
2387 28 98.8% 1.17% 3.77 3.46% 2.58% 0
3.46% 2.58% 0
3.46% 2.58% 0
3.46% 2.58% 0
3.46% 2.58% 0
3.46% 2.58% 0
3.46% 2.58% 0
3.46% 2.58% 0
P控制图
7.00% 6.37% 6.00%
IPQC制程检验品质异常通知单

对 策 措 施:(附不良项目对策表)
答
复
审核:
IPQC/FQC 验证结果:
审核:
审批:
实施日 期:
IPQC/FQC确 认:
要求:请在
月
日之前答复完毕并交回IPQC/FQC课。
课长承 认:
确认日 期:
日 NG成品未
□ 制程安排 缺陷或错误
□ 已出货:
Байду номын сангаас□ 其它缺陷
出货LOT NO:
□复 检
□改 修
□报 废 □ 追回出货 成品进行上面 □其 它
担当:
审核: 原 因 分 析:(后附特性要因图)
审批:
日期:
交付影响确认: □ 无影 响; □ 有影响:
经营部通知客 户延迟交付.
(FQC填写)
责
任
担当:
部
门
机种名称 客户名称 不良内容:
IPQC制程检验品质异常通知单
审批 审核 担当
编 号:
LOT NO. 发生场所
批量 检查数
检查日期 不良数
造成原因:
此前成品品质状况调查:
不 良 处 置:
□ 设计缺陷 □ 机器/仪器缺陷 □ OK
□ 作业缺陷 □ 工模夹具缺陷
□从 月 日到
□ 材料不良
□ 规格/标准错误
IPQC制程巡检表

记 录 人: 记录时间:
审 核 人: 审核时间:
线别:
日期:
月
日
机型/颜色/投产数量:
类别 人
机
项目 编号
控制项目及要求
频率
稽核结果 8:00-10:00 10:00-12:30 13:30-15:30
1.1 各工位员工是否具有上岗证;
1.2
作业员是否穿戴好ESD防护符合指导书要求(工衣,静电衣服,静电 环);
2.3 打印机、电子称当天保养记录有填写且使用无异常;
次/班
2.4 洁净栅是否按要求执行,帘子不能拉起;
次/2H
2.5 CMU 综测仪器是否按要求保养维护;
次/班
2.6 耦合工位线损是否点检并确认;
2.7
电脑信息核对工厂: 卡数:
机型:
颜色:
日期:
次/班 次/班
2.8
次/班
3.1 生产作业区域、操作台无在制工单外的物料存放;
次/H 次/H
首件
标签
样品核 对
抽检 质控点
7.1 首件是否按文件要求频率确认;
即时
7.2 首件确认结果是否正常;
即时
7.3 首件是否挂在线上固定位置;
即时
8.1
条码打印格式、内容是否正常(特别是格式、字母的大小写,相似数字 与字母);
次/2H
8.2 标签、条码明暗码扫描确认是否一致;
次/2H
8.3 并将确认合格的标签贴到首件表背面,签名;
4.5
耦合位配置参数是否正确;IMEI写码工位配置参数是否正确(特别是 IMEI号码段、版本、机型颜色的设定)
次/4H
环
不良率 监控
成品检验不合格品统计表

不合格品数量
不合格品比例
序号
不合格类别
不合格现象
数量
占不合格品比例
累积不合格品比例
1
外观检验
2
345性能源自验67www55topcom好好学习社区成品检验不合格品统计表产品名称产品型号成品数量不合格品总数检验员检验日期检验类别外观检验性能检验不合格品数量不合格品比例序号不合格类别不合格现象数量占不合格品比例累积不合格品比例
成品检验不合格品统计表
产品名称
产品型号
成品数量
不合格品总数
检验员
检验日期
检验类别
外观检验
组装IPQC制程检验记录表模板
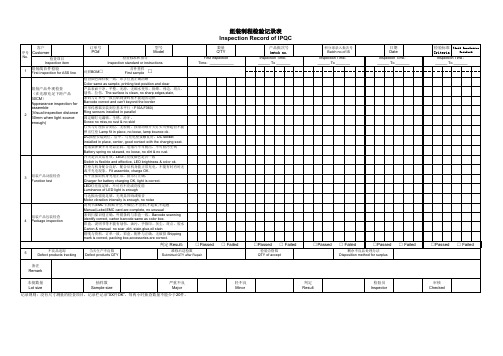
日期 Date
Inspection Time: ______ To _______
□Passed
□ Failed
□Passed
剩余不良品处理办法 Disposition method for surplus
□ Failed
本批数量 Lot size
抽样数 Sample size
严重不良 Major
记录规则:没有尺寸测量的检查项目,记录栏记录“XX件OK”,每两小时抽查数量不能少于20件。
轻不良 Minor
判定 Result
检验员 Inspector
检验标准 Tanda Inspection
Criteria
Criteria
Inspection Time: ______ To _______
□Passed □ Failed
审核 Checked
组装制程检验记录表 Inspection Record of IPQC
客户
序号 Customer
No.
检查项目
Inspection item
1 组装线首件检验 First inspection for ASS line
组装产品外观检查 (在光源充足下距产品 30CM) Appearance inspection for assemble 2 (Visual inspection distance 30mm when light source enough)
箱唛与资料、订单一致,彩盒、配件与正确,无破损 Shipping mark is correct, packing box,accessories are correct.
判定 Result:
□Passed □ Failed
品质不良统计表
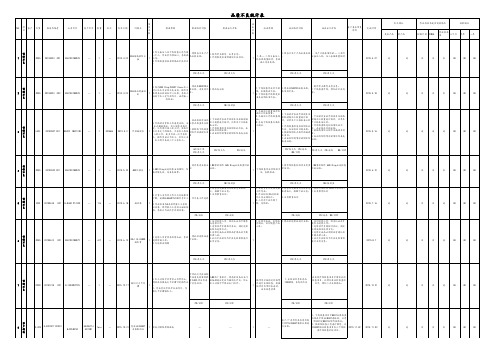
在本线外观检查项目中增加此项 检查项目,并增加至分析检查项
目中,增加二次全检确认。
2015.12.21
是
PD/田军
PD/田军
PD/田军
PD/田军
客
8
户 抱
S-CUV S-CUV1511101001
BJ92LBP34
44306T7J H011M1
1pcs
--
2015.10.31
变速箱端BOOT 未装配到位
流出。
PD/冉大杰
ME/张传星 PD/冉大杰
2015.12.27
是
是
1、对厂内P32R库存EPT小
Band夹紧位置进行全检,并
客
12
户 抱
P32R P32R160304001 EBJ100MBG35A
39100 4BA1E
1PCS
XE2FY11C3 052
2016/3/4
BOOT装配位置 不良
1
1、制程中拉力过大导致BOOT装配 位置不良
2、流出对策--a.出货时要求备货 员分件号逐项备货,并且备货完
成后要再次确认。(12/4许小
2015.12.4
2015.12.08
龙) b.对备货人员再次进行备货
是
是
流程培训。(12/4许小龙)
SP/许小龙
SP/许小龙
SP/许小龙
SP/许小龙
制
10
程 不
良
1、制作刀具补正方法OPL对全员培训
S-CUV 20151220001
1
出货员换装时零件识别错误导致标 签贴反
对客户端出货标签 互换后使用;
现出货对照主要为零件条码/厂内件号 /客户件号核对,后续增加零件条码/ 厂内件号/客户件号/实物照片对照 表,防止下次再发。
制程检验不良周统计表

客户订单号朱丽丝813识立夏已过,炎热的夏季来了。
夏季是充满生气的季节,但同时也要特别注意养生保健。
我们该如何保持在炎热的夏季保持身体健康,从而享受这个夏季呢?让我来告诉大家几个夏季养生保健小常识吧。
1.夏季养生保健之多喝温水每天要喝七八杯白开水,身体要随时保持水分和补充水分,水在人体内起着至关重要的作明,维持着人体正常的生理功能。
水是人体不可缺少的重要组成部分,器官、肌肉、血液、头发、骨骼、牙齿都含有水分,夏季失水会比较多,若不及时补水就会严重影响健康,易使皮肤干燥,皱纹增多,加速人体衰老。
另外矿泉水、冷茶,牛奶,苹果汁是理想的解渴饮料。
2.夏季养生保健之补钾暑天出汗多,随汗液流失的钾离子也比较多,由此造成的低血钾现象,会引起人体倦怠无力、头昏头痛、食欲不振等症候。
热天防止缺钾最有效的方法是多吃含钾食物,新鲜蔬菜和水果中含有较多的钾,可多吃些草莓、杏子、荔枝、桃子、李子等;蔬菜中有大葱、芹菜、毛豆等也富含钾。
茶叶中亦含有较多的钾,热天多饮茶,既可消暑,又能补钾,可谓一举两得。
3.夏季养生保健之尽量穿浅色衣服深色衣服会吸收阳光,使人体温升高燥热;同时蚊子有趋暗的习性,深色容易吸引蚊子,特别是黑色。
4.夏季养生保健之福自“苦”中来苦味食品中所含有的生物碱具有消暑清热、促进血液循环、舒张血管等药理作用。
热天适当吃些苦味食品,不仅能清心除烦、醒脑提神,且可增进食欲、健脾利胃。
苦瓜:取其未熟嫩果作蔬菜,成熟果瓤可生食,既可凉拌又能肉炒、烧鱼,清嫩爽口,别具风味。
苦瓜具有增食欲、助消化、除热邪、解疲乏、清心明目等作用。
此外,苦菜、茶叶、咖啡等苦味食品亦可酌情选用。
应注意的是,食用苦味食品不宜过量,否则可能引起恶心、呕吐等症状。
5.夏季养生保健之皮肤瘙痒注意事项夏季出游,因日晒而导致皮肤瘙痒、干疼时,可涂少量肤轻松等软膏,不要用热水烫洗,也不宜用碱性大的肥皂清洗,以免刺激皮肤,加重症状。
运动与健康摘要:随着时代的进步和社会的发展,各种亚健康的症状和疾病像潮水般向人们袭来。
供应商来料品质统计表(IQC来料检验和产线不良品统计用)

供应商名称: 日期
1.1 2.1 3.1 4.1 5.1 6.1 7.1 8.1 9.1 10.1 11.1
日期: 型号 来货数量 不良数量 不良率 1000 2000 3000 1250 1650 1600 1800 1500 1200 1000 1800 本月合格批次 1 5 2 2 5 6 8 9 5 2 4 0.10% 0.25% 0.07% 0.16% 0.30% 0.38% 0.44% 0.60% 0.42% 0.20% 0.22% 不良种类数量及描述 功能 尺寸 外观 无证书 其它 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 ×100﹪ 本月来货批次 = 品质判断结果 不合格处理情况 是否延时 备注
名称
月度质量绩效分数=
供应商来料品质统计表(不良率) 0.70%
0.60% 0.50% 0.40%
供应商来料品质统计表
0.30%
0.20%
0.10% 0.00% 10.1 11.1 1.1 2.1 4.1 5.1 7.1 8.1 9.1
3.