制程检验日报表(表格模板、doc格式)
制程表
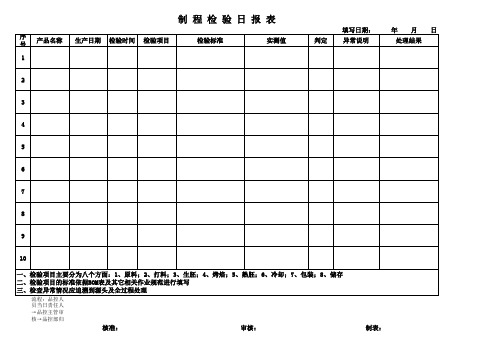
填写日期: 填写日期: 序号 1;2、打料;3、生胚;4、烤焙;5、熟胚;6、冷却;7、包装;8、储存 检验项目主要分为八个方面: 原料; 打料; 生胚; 烤焙; 熟胚; 冷却; 包装; 检验项目的标准依据BOM BOM表及其它相关作业规范进行填写 二、检验项目的标准依据BOM表及其它相关作业规范进行填写 三、检查异常情况应追溯到源头及全过程处理
流程:品控人员当日责任人→品控主管审核→品控部归档
年
月
日
产品名称
生产日期
检验时间
检验项目
检验标准
实测值
判定
异常说明
处理结果
核准: 核准:
审核: 审核:
制表: 制表:
CASE 制程检验日报表(组装面板线)

___
判
定
重
检
判
定
备注:
特采单号
判定
口不合 口合格 格 口特采
异常单号
核准
审核
检验员
* 注:IPQC人员每小时巡检一次,外观抽验10PCS,功能及实配2PCS,若有不良则向前加抽20PCS,无不良OK,反之则将此一小时所生产的产品判
制造单 制号单数
量
生产线别 生产数量
CASE 制程检验日报表(组装面板线)
NO:
机型 检验数量
S.O.P编号
不良数/缺点 数
规范编号
不良率/缺点 率
检
验
项
目
时间 首件
检验方法
1. 核对BOM,物料正确齐全.
目视
2. 表面无脏污,刮伤,杂质,异色,黑点等不良.
目视
3. 无缩水,顶白,料花,变形等不良.
目视
54.. U大SB小外挡盖板,鉓装板配无后松无动松,脱脱及落明现显象色且差上现下象滑.动顺 畅.
实配 实配
6. LED灯排列无误,无松脱.
目视
7. LED灯罩及导光柱安装到位,导旋光性良好.
目视
8. 各按键功能正常,无卡键,无声无锁不良现象.
实测
9. 点胶不可太多,但需将要固定的对象粘紧.
实测
1101..档面板 板间组的装间件隙等<配=色0.5mm,段差<=0.8mm.
检验日报表_范本
班次:
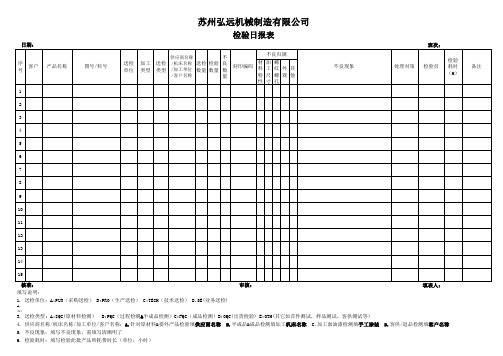
2. 加工类型:A.自制 B.委外 C.客供/退
苏州弘远机械制造有限公司
检验日报表
日期:
1. 送检单位:A:PUR(采购送检) B:PRO(生产送检) C:TECH(技术送检) D.SE(业务送检)
3. 送检类型: A:IQC(原材料检测) B:PQC(过程检测&半成品检测)C:FQC(成品检测)D:OQC(出货检验) E:OTH(其它如首件测试,样品测试,客供测试等)
4. 供应商名称/机床名称/加工单位/客户名称:A.针对原材料&委外产品检验填供应商名称 B.半成品&成品检测填加工机床名称 C.加工面油漆检测填手工涂装 D.客供/退品检测填客户名称
5. 不良现象:填写不良现象,需填写清晰明了
填写说明:
6. 检验耗时:填写检验此批产品所耗费时长(单位:小时)。
制程检验表格
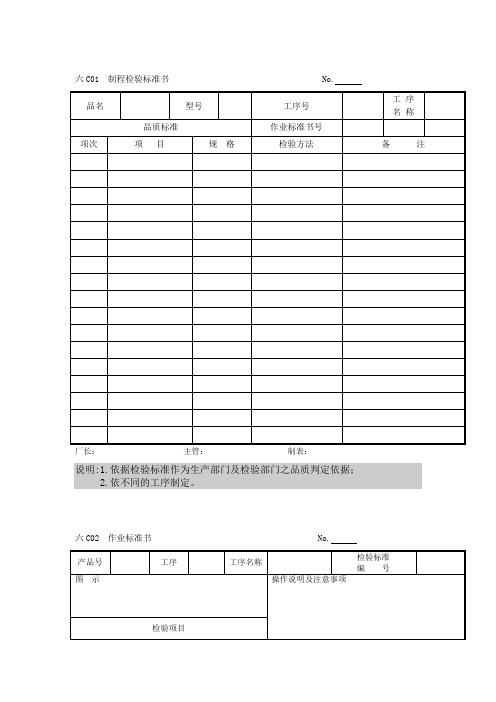
六C01 制程检验标准书 No.
厂长:主管:制表:
说明:1.依据检验标准作为生产部门及检验部门之品质判定依据;
2.依不同的工序制定。
六C02 作业标准书 No.
说明:1.本标准书由技术部作成,经厂长认可(修订亦同); 2.作为生产部门各工序作业之依据。
六C07 制程抽检日报表
日期:
说明:1.控制产品可计量之项目,分析其准确度与精密度;
2.本表如使用单一产品,可作为不同时间别或不同控制项目别使用。
六C08 重工返修日报表
六C09 制程异常通知书
编号:
说明:1.在生产过程中发生重大事故时使用;
2.可以由制造部门或生产部门填单; 3.做好根本对策,防止再发生。
六C10 品质变异联络单
No.
说明:1.在生产过程中发生重大事故时使用; 2.可以由制造部门或生产部门填单; 3.做好根本对策,防止再发生。
六C11 月份层别统计表
说明:1.将当月份各不良项目统计;
2.依比率作顺位调整; 3.针对重点项目采取改善措施。
六C12 操作者自主管理查检表
部门:
200
151050
100
80
60
40
20
%
n =195
产品
说明:1.自主检验的项目以目视及使用量规为原则;
2.检查记录使用符号:√良,△尚可,╳差。
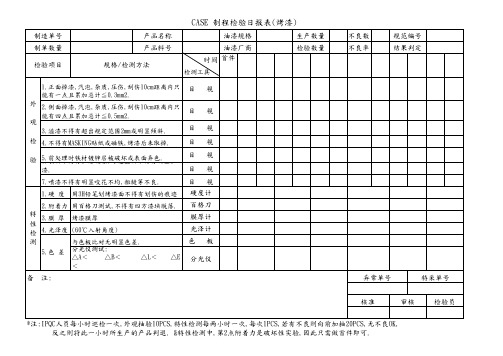
CASE 制程检验日报表(烤漆)
检验项目
产品名称 产品料号
规格/检测方法
CASE 制程检验日报表(烤漆)
油漆规格
生产数量
油漆厂商 时间 首件
检验数量
检测工具
1.正面掉漆,汽泡,杂质,压伤,刮伤10cm距离内只 能有一点且累加总计≦0.3mm2. 外 2.侧面掉漆,汽泡,杂质,压伤,刮伤10cm距离内只 能有四点且累加总计≦0.5mm2. 观 3.溢漆不得有超出规定范围2mm或明显倾斜.
测
与色板△A< △B<
△L< △E
<
备 注:
目视
目视
目视 目视 目视 目视 目视 硬度计 百格刀 膜厚计 光泽计 色板
分光仪
不良数 不良率
规范编号 结果判定
异常单号
特采单号
核准
审核
*注:IPQC人员每小时巡检一次,外观抽验10PCS,特性检测每两小时一次,每次1PCS,若有不良则向前加抽20PCS,无不良OK, 反之则将此一小时所生产的产品判退. &特性检测中,第2点附着力是破坏性实验,因此只需做首件即可.
检验员
检 4.不得有MASKING贴纸或磁铁,烤漆后未取掉.
验 56..前表处面理不时得铁有材少镀漆锌现层象被,可破遮坏盖或面表不面得异有色明.显少 漆.
7.喷漆不得有明显咬花不均,粗糙等不良.
1.硬 度 用3H铅笔划烤漆面不得有划伤的痕迹
2.附着力 用百格刀测试,不得有四方漆块脱落.
特 3.膜 厚 烤漆膜厚 性 检 4.光泽度 (60℃入射角度)
品质制程检验表格模板

使 用 机 具
标准 工时
标准 不良 率
制
订
制成
修 订
符号
①
②
③
④
发
行
部门
品管
制造
技术
审核
日期
签收
核可
修订者
说明:
2
六
日 期: 控制员:
型号
检验 时间
抽检 数量
控制 项目
规格
检验结果
处理
X
R
±3б
说明:
2
六
日期:
项 次
机种
型号
不良容
送修部门
修理员
使用时间 (分)
使用部件
1
2
3
4
5
6
7
8
9
10
11
12
17.9
84.6
3
C
10
5.1
89.7
4
D
8
4.1
93.8
5
其他
12
6.2
100
合计
195
100
说明:1.将当月份各不良项目统计;
2.依比率作顺位调整;
3.针对重点项目采取改善措施
六
部门: 日期:
类 别
项 次
项目
检 查 结 果(次 数)
1
2
3
4
5
6
7
8
9
10
11
品 质 变 因
1
工作环境
2
材料
3
机器状况
主管 确认日期
厂长 认可日期
说明:
2
3
六
No.
制程检验表格(DOC模板)

制程检验表格(DOC模板)
六C01 制程检验标准书 No.
厂长:主管:制表:
说明:1.依据检验标准作为生产部门及检验部门之品质判定依据;
2.依不同的工序制定。
六C02 作业标准书 No.
说明:1.本标准书由技术部作成,经厂长认可(修订亦同);2.作为生产部门各工序作业之依据。
六C07 制程抽检日报表
日期:
说明:1.控制产品可计量之项目,分析其准确度与精密度;
2.本表如使用单一产品,可作为不同时间别或不同控制项目别使用。
六C08 重工返修日报表
六C09 制程异常通知书
编号:
说明:1.在生产过程中发生重大事故时使用;
2.可以由制造部门或生产部门填单; 3.做好根本对策,防止再发生。
六C10 品质变异联络单
No.
说明:1.在生产过程中发生重大事故时使用;2.可以由制造部门或生产部门填单; 3.做好根本对策,防止再发生。
六C11 月份层别统计表
2.依比率作顺位调整; 3.针对重点项目采取改善措施。
六C12 操作者自主管理查检表
部门:
200 151050 100 80
60
40
20
%
n =195
产品
说明:1.自主检验的项目以目视及使用量规为原则;2.检查记录使用符号:√良,△尚可,╳差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不良数
不良率
不良原因
检验时间
ห้องสมุดไป่ตู้责任者
处理结果
总生产量
报废数
报废率
返工数
返工率
备注:
质检员:审核:批准:
你相信“人若有志,就不会在半坡停止。”就学习的阶段性而言,你处在初中的半山腰;就你进步的阶段而言,你也处在半山腰,这座右铭包含了你对自己的鼓励,希望你能真正意义上的做到勇往直前!生产依据(单号)
们的权利和个性发展,在基本的式非标准基础上,允许他们在多元价值中做出不同的选择;我们要尊重学生的差异,关注“边缘儿童”,对学生进行开放性的、发展性的、鼓励性的评价,帮助他们感受成长的逾越!3、梳理与时俱进的教师观新课程理念下的教师,是学生自主学习和探究活动的“相信自己,一定能成功”简短而有力,你看你终于凭实力评上了高桥初中校“十佳”特长生。遇到了挫折不气馁,沉静之中带着几分倔犟,淳朴之中透着踏实。班里有你,就有了主动,有了无私,有了正气。感谢你!款式