YAMAHAO YV100编程方法
YAMAHA贴片机编程
YAMAHA贴片机编程编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(YAMAHA贴片机编程)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为YAMAHA贴片机编程的全部内容。
PCB板是一下平面以下是做程序的步骤如图点击Editor——新建,一个铅笔的那个就是文件名为PCB板的名,PCB上有,X为板的长度,Y为板的宽度,Z为PCB的厚度(Z一般是默认的1.6MM),这个是YAMAHA YV100的控制软件界面,YG12大同小异保存文件点OK,关闭界面,返回到点右上角Board找到并打开你新建的文件如下图中部的5个选项:Board为PCB板基本信息,新建的时候已经搞定,Mount为要贴装的元件名和对应的坐标,(元件坐标要把PCB板放入机子里才可以制作),Offset为原点和拼块坐标,Fiducial为校准点坐标(有两个点,PCB工艺边上有专门的这两个小圆点,要在MARK里面建原点的识别数据),Badmark一般没怎么用就不用管好了,编辑步骤如下:1.把PCB放入机器里,不用用手推滴,入进板口点Convey In就好,如图:没有板就是灰色的,放了板就有色了。
2.在Offest里找一个原点,一般是你认为好记一点的,这样下次生产调机或复制这个文件到别的机子上的时候好找(我的习惯是找PCB板焊盘上的一个角,这样做拼块也很好记)点Teach进入界面如图:看图就知道怎么移动了,点Teach确定原点坐标,做好以后看33.在Fiducial里面也是点Teach,也是跟上面的界面差不多的,有两个点,这个是PCB板厂商做好的点,找到并Teach,这还没完,因为这两个点是要有识别数据的,所以还要在MARK里做识别(如大小是多少,灰度是多少机器才看的清什么的,这个一般是识别一个洞,就是识别黑,或识别反射光,就是白)里面也有常用数据,直接调出来用就好了点MARKADJ进入图:这个界面就不多说了,得慢慢才能熟,搞好以后回到把这个识别数据分配到Fiducial标记后面,如这个数据库的NO是1。
YAMAHAYV100XG操作培训概要
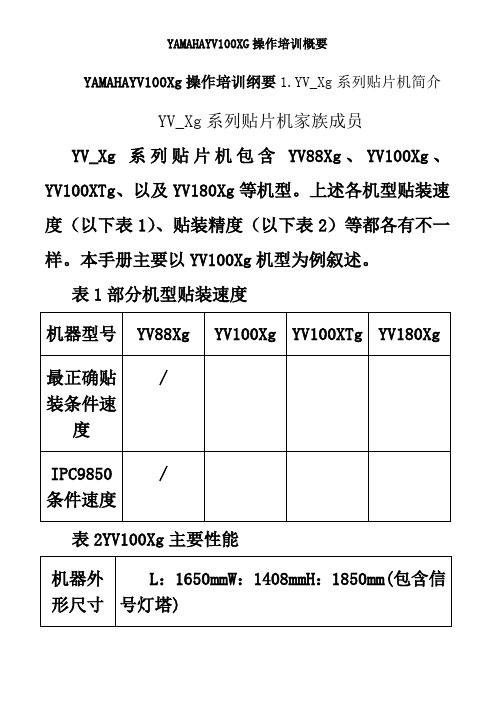
YAMAHAYV100Xg操作培训纲要1.YV_Xg系列贴片机简介YV_Xg系列贴片机家族成员YV_Xg系列贴片机包含YV88Xg、YV100Xg、YV100XTg、以及YV180Xg等机型。
上述各机型贴装速度(以下表1)、贴装精度(以下表2)等都各有不一样。
本手册主要以YV100Xg机型为例叙述。
表1部分机型贴装速度表2YV100Xg主要性能主要构件2.操作安全事项操作安全※使用机器前请先阅读机器附加操作手册的安全事项部分※拆装Feeder或操作者身体任何部位进入机器前,必須翻开安全门,或许按下“EMERGENCY”键,而后机器状态栏显示“SAFETY.”才能够操作!机器状态栏机器状态栏如上图所示,可显示各样状态以下:3.基本操作 开关机步骤:开机暖机选择程式调试、生产关机 轨道调整点击点击点击达成 ※PCB 宽度设定不行过宽(会致使PCB 掉落),亦不行过窄(会致使PCB 传递不顺)!固定以及顶针搁置点击点击点击达成 ※PCB 厚度设定不行过大(会致使PCB 不可以很好定位),亦不行过小(会致使PCB 变形)!同时还要检查所用顶针高度正常,不然应先调整再使用。
※PCB 的固定方式要视详细状况选择以下参数:LocatePin,Edgeclamp,Pin+PushUP 等该标志表示机器处于停止状态。
机器处于复位状态,保证安全的状况下能够按操作面板上的“START ”使机器运转。
机器5到10分输入YN 输入YN4.编程名称输入4.2PCB 板参数MOUNT 参数Pattern Name : 表示该元件在产品上的名称如“R5、C10、IC201”等。
Skip : 某个元件“Skip ”栏的“口”内打上“X ”BoardSize (X ):指要生产的PCB 在X 方向上的尺寸。
BoardSize (Y ):指要生产的PCB 在Y 方向上的尺寸。
BoardSizeHeight :指要生产的PCB 的厚度。
雅马哈贴片机YV100Xg操作培训概要

雅马哈贴片机YV100Xg操作培训概要1.YV_Xg系列贴片机简介1.1YV_Xg系列贴片机家族成员YV_Xg系列贴片机包括YV88Xg、YV100Xg、YV100XTg、以及YV180Xg等机型。
上述各机型贴装速度(如下表1)、贴装精度(如下表2)等都各有不同。
本手册主要以YV100Xg机型为例讲述。
表1 部分机型贴装速度机器型号YV88Xg YV100Xg YV100XTg YV180Xg最佳贴装条件速度/ 0.18S/CHIP 0.135S/CHIP 0.095S/CHIPIPC9850条件速度/ 0.22S/CHIP 0.16S/CHIP 0.1188S/CHIP表2 YV100Xg主要性能机器外形尺寸L:1650mm W:1408mm H:1850mm(包括信号灯塔)贴装精度(μ+3σ):±0.05mm/Chip ±0.05mm/QFP可贴装元件0603~31mm元件标准配置下、SOP/SOJ、QFP、PLCC、CSP、BGAFNC配置:基板进入机器前允许已贴装元件高度4mm以下,可贴装元件高度6.5mm标准配置:基板进入机器前允许已贴装元件高度6.5mm以下,可贴装元件高度6.5mm可贴装PCB尺寸M型:最大L460mm×W350mm 最小L50mm×W50mmL 型:最大L460mm×W440mm 最小L50mm×W50mm贴装速度最佳条件:0.18S/Chip 1.7S/QFP IPC9850条件:0.22S/Chip(以1608Chip换算)机器重量约1.6吨1.2 YV100Xg主要构件2.操作安全事项2.1操作安全※使用机器前请先阅读机器附带操作手册的安全事项部分※拆装Feeder 或操作者身体任何部位进入机器前,必須打开安全门,或者按下“EMERGENCY ”键,然后机器状态栏显示“SAFETY .”才可以操作! 2.2 机器状态栏机器状态栏如上图所示,可显示各种状态如下:3.基本操作3.1开关机步骤:开机 暖机 选择程式 调试、生产 关机 3.2轨道调整点击 点击 点击 完成※PCB 宽度设定不可过宽(会导致PCB 掉落),亦不可过窄(会导致PCB 传送不顺)!3.3 PCB 固定以及顶针放置点击 点击 点击 完成※PCB 厚度设定不可过大(会导致PCB 不能很好定位),亦不可过小(会导致PCB 变形)!同时还要检查所用顶针高度正常,否则应先调整再使用。
YAMAHA-YV100X操作培训教材
高速度贴片机通用工艺规程1. 目的:将各种贴装元件贴装于线路板上。
2. 适用范围:适用于工厂SMT自动生产线中高速度贴片机YAMAHA进行电装的所有印制线路板。
3. 引用标准:YAMAHA YV100X高精度贴片机操作手册。
4. 工艺操作过程4.1. 机器生产运行4.1.1. 日常生产操作流程A. 机器检查B. 开机C. 回原点D. 暖机E. 选择数据F. 检查供料器是否正确安装G. 调整印制线路板定位系统H. 开始生产I. 生产完成J. 关机4.1.2. 生产步骤描述4.1.2.1机器检查A.开机前检查气源电源是否正常,安全盖是否盖好,吸嘴是否正确安装。
B.每日开机前吸嘴检查:吸嘴尖是否破损,沾锡膏,胶水吸嘴臂是否弹性良好供料器是否顺利供料供料器平台是否清洁4.1.2.2开机打开机器电源主开关。
检查各急停按钮是否松开,安全盖是否盖好,按下操纵手柄上的READY键,显示器下方“Emergency Stop”信息消失。
4.1.2.3回原点选择菜单1/1/D2回机器原点,机器自动回原点。
4.1.2.4暖机选择菜单1/1/D1暖机,按空格键选择暖机时间,约10至15分钟。
4.1.2.5选择生产数据如果生产上次生产的数据,此项可跳过,否则按F2键选择生产数据。
选择后,操作屏上出现本数据程序所需各头安装的吸嘴类型。
4.1.2.6检查供料器是否正确安装选择菜单1/1/D4/元件排列,检查供料器安装与数据是否一致。
4.1.2.7调整印制线路板定位系统通过菜单1/1/D4/运行应用/传送带单元,手动定位印制线路板,检查各定位装置是否可以正确工作。
传送带单元组成:Locate pins定位销Push up plate支撑台Edge clamps边夹Push in unit侧顶块Main stopper主挡块Entrance stopper入口挡块Convey Motor传送带电机Conveyor Width传送带宽度Push up pins支撑销A.孔定位方式:升起主挡块,印制线路板进入至主挡块,升起定位销(宽度由传送带下方螺栓调节)顶入印制线路板定位孔,均匀放置支撑销于支撑台上,升起支撑台,检查印制线路板是否固定完好。
YAMAHAYV100XG贴片机操作步骤

YAMAHAYV100XG贴片机操作步骤
按键名称功能
Active打开其他按键
Ready释放紧急停止状态,打开伺服Reet复位Start开始Stop停止Errorclear消除警报Emergencytop紧急停止
1开机
1.0检查是否存在异物,急停按钮是否复位1.1打开主控电源
1.2按提示按ACTIVE、READY按钮1.3单机返回原点
2.暖机
2.0点击暖机按钮
2.1点击在指定时间停止按钮,输入暖机时间2.2单击开始
2.3完成暖机,点击关闭
3.调程序
3.0基板选择(就是选择要生产的程序)
3.0.1点击基板选择(在主界面)3.0.2选择要生产的程序,单击选中
3.0.3点击选择按钮
3.1调整导轨
3.1.1点击装置按钮,打开设备上盖3.1.2放置顶针3.1.3单击调整轨道按钮
3.2核对物料
3.2.1点击生产设计按钮3.2.2单击左下角料位列表3.2.3查看物料
3.2.4核对完物料,点击关闭
3.3示校吸取坐标
3.3.1点击元件按钮3.3.2点击示教
3.3.3点击跟踪→点击移动→调整坐标→示教→向后示教→完成
3.3.4单击元件保存按钮3.3.5打开基板保存窗口3.3.6点击依次保存
3.4程序优化
3.4.1点击最优化3.4.2删除设置3.4.3生成设置3.4.4执行优化
3.4.5完成优化
4.开始生产
4.1按Reet→Ready→Start
5.关机
5.1按下Stop→Reet
5.2点击基板保存,依次点击保存5.3点击切断电源按钮5.4依照对话框提示操作
5.5待显示器显示Retart,关闭主控电源
6开关机操作流程图。
YAMAHA-YV100-编程教学

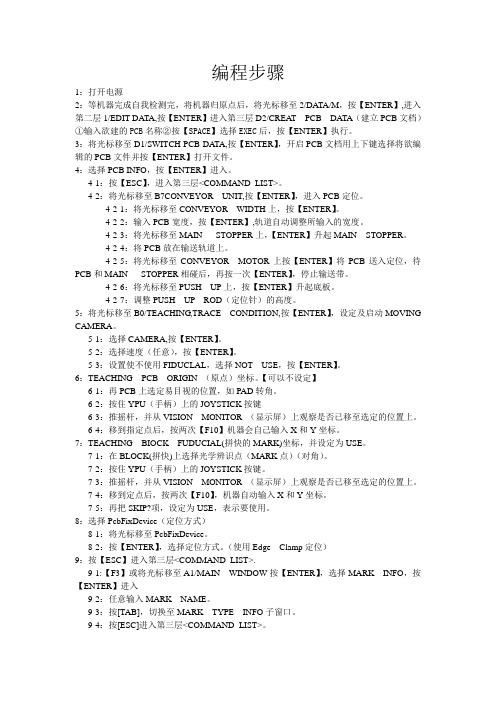
YV100第1章YAMAHA 程式编写步骤开机:YV1000-1 打开电源0-2 等机器自我测试完成后, 光标移至2/DATA/M, 按[ENTER], 进入第二层<<MODE>>. 0-3 光标移至4/MANUAL, 按[ENTER], 进入第三层<COMMAND_LIST>.0-4 游标移至B6 INIT.ORIGIN, 按[ENTER], 开始归原点.0-5 归完原点,按[ESC], 再按[ENTER], 跳回第二层<<MODE>>.建立新档案:1-1 光标移至1/EDIT_DATE, 按[ENTER], 进入第三层<COMMAND_LIST>.1-2 游标移至D2 CREAT PCB DATA, 按[ENTER], 建立PCB档案.1. 输入欲建立之档名.2. 按[SPACE], 选择EXEC后, 按[ENTER]执行.1-3 游标移至D1 SWITCH PCB DATA, 按[ENTER], 开启PCB档案.1. 用上下键选择欲开启之文件名称后, 按[ENTER]开启.2. 或直接键入文件名称, 光标会自动跳到与输入名称相同或近似的文件名称上, 再按[ENTER]开启(VER. 1.12以后).1-4 选择PCB INFO., 按[ENTER].编写PCB INFORMATION:2-1 按[ESC], 进入第三层<COMMAND_LIST>.2-2 光标移至B7 CONVEYOR UNIT, 按[ENTER], 进行PCB定位.(一) 使用LOCATE PIN定位1. 游标移至CONVEYOR WIDTH上, 按[ENTER].2. 输入PCB宽度, 按[ENTER, 轨道自动调整为所输入的宽度.3. 游标移至MAIN STOPPER上, 按[ENTER], 升起MAIN STOPPER.4. 将PCB放在输送带上.5. 游标移至CONVEYOR MOTOR上, 按[ENTER], 将PCB送入定位, 待PCB和MAIN STOPPER相碰后, 再按一次[ENTER], 停止输送带.6. 游标移至LOCATE PIN上, 按[ENTER], 升起LOCATE PIN.7. 按下紧急开关.8. 放松锁定LOCATE PIN 2和PUSH IN 的卡榫. ※实机讲解.9. 调整LOCATE PIN 2至正确插入第二个定位孔.10. 锁紧卡榫.11. 解除紧急开关, 并按[READY].12. 游标移至PUSH UP上, 按[ENTER], 升起底板.13. 调整PUSH UP ROD高度. ※实机讲解.14. 游标移至MAIN STOPPER上, 按[ENTER]放下MAIN STOPPER.15. 按[ESC], 跳回第三层<COMMAND_LIST>.(二) 使用EDGE CLAMP定位1. 游标移至CONVEYOR WIDTH上, 按[ENTER].2. 输入PCB宽度, 按[ENTER], 轨道自动詷为所输入的宽度.3. 游标移至MAIN STOPPER上, 按[ENTER], 升起MAIN STOPPER.4. 将PCB放在输送带上.5. 游标移至CONVEYOR MOTOR上, 按[ENTER], 将PCB送入定位, 待PCB和MAIN STOPPER相碰后, 再按一次[ENTER], 停止输送带.6. 游标移至PUSH UP上, 按[ENTER], 升起底板.7. 调整PUSH UP ROD高度.8. 游标移至EDGE CLAMP上, 按[ENTER], 夹起板边.9. 游标移至PUSH IN上, 按[ENTER], 升起PUSH IN.10. 按下紧急开关.11. 放松锁定LOCATE PIN 2和PUSH IN的卡榫. ※实机讲解.12. 调整PUSH IN至刚好碰到PCB尾端.13. 锁紧卡榫.14. 解除紧急开关, 并按[READY].15. 游标移至MAIN STOPPER上, 按[ENTER], 放下MAIN STOPPER.16. 按[ESC], 跳回第三层<COMMAND_LIST>.2-3 光标移至B0 TEACHING, TRACE CONDITION, 按[ENTER], 设定及启动MOVING CAMERA.1. 选择CAMERA, 按[ENTER].2. 选择速度(任意), 按[ENTER].3. 设定使不使用FIDUCIAL, 选择NOT USE, 按[ENTER].2-4 Teaching PCB ORIGIN坐标.1. 在PCB上选定易目视的位置,如PAD转角.2. 按住YPU上的JOYSTICK按键.3. 推游戏杆,并从VISION MONITOR上观察是否已移至选定的位置上.4. 移到定位点后, 按两次[F10], 自动输入X和Y坐标.2-5 Teaching PCB FIDUCIAL坐标, 设为USE.1. 在整块PCB上选定光学识点(对角).2. 按住YPU上的JOYSTICK按键.3. 推游戏杆, 并从VISION MONITOR上观察是否已移至选定的位置上.4. 移到定点后, 按两次[F10], 自动输入X和Y坐标.5. 再把SKIP?项, 设为USE, 表示要使用.2-6 Teaching BLOCK FUDUCIAL坐标,并设为USE.1. 在BLOCK上选定光学辨识点(对角).2. 按住YPU上的JOYSTICK按键.3. 推游戏杆,并从VISION MONITOR上观察是否已移至选定的位置上.4. 移到定点后, 按两[F10], 自动输入X和Y坐标.5. 再把SKIP?项, 设为USE, 表示要使用.2-7 选择PcbFixDevice(定位方式).1. 游标移至PcbFixDevice.2. 按[SPACE], 选择定位方式.2-8 按[ESC], 进入第三层<COMMAND_LIST>.2-9 按[F3]或游标移至A1 MAIN WINDOW按[ENTER], 选择MARK INFO., 按[ENTER]. 编写MARK INFORMATION:3-1 任意输入MARK NAME.3-2 按[TAB], 切换至MARK TYPE INFO.子窗口.3-3 按[ESC]进入第三层<COMMAND_LIST>.3-4 游标移至A3 VIEW DATABASE No. , 按[ENTER],在DATABASE中选择适当的MARK 编号后,按[ENTER].3-5 按[F7],复制DATABASE的设定.3-6 检查MARK TYPE是否正确(FIDUCIAL/CAMERA).3-7 按[F4],切换至MARK SIZE INFO.子窗口.3-8 测量并输入MARK OUTSIZE.3-9 按[F4],切换至VISION INFO.子窗口.3-10 检查MARK SHAPE是否正确.3-11 检查MARK SUPFACE TYPE是否正确.3-12 按[F6], 进行视觉辨识调整.1. 光标移至FIX PCB, 按[ENTER], 进行PCB定位. 参考2-2.2. 游标移至TEACH MARK, 按[ENTER]两次.3. 按住YPU上的JOYSTICK按键.4. 推游戏杆, 并从VISION MONITOR上观察是否已移至MARK位置上.5. 已移至MARK位置上后, 按[ENTER].6. 光标移至VISION TEST, 按[ENTER], 进行辨识.7. 若失败, 将游标移至PARM.SEARCH, 按[ENTER]做参数搜寻.8. 完成参数搜寻后,将游标移至VISION TEST, 按[ENTER].9. 若失败,重复步骤7; 若仍失败, 请检查MARK OUT SIZE是否正确. 直到VISION TEST成功.10. 成功后, 游标移至EXIT, 按[ENTER]跳出.3-13 按[ESC]进入第三层<COMMAND_LIST>.3-14 按[F3]或游标移至A1 MAIN WINDOW, 按[ENTER], 选择BLOCK REPEAT INFO.,按[ENTER].编写BLOCK REPEAT INFORMATION:4-1 输入各BLOCK REPEAT点的名称.4-2 按[ESC]进入第三层<COMMAND_LIST>.4-3 游标移至B0 TEACING, TRACE CONDITION, 按[ENTER].1.选择CAMERA, 按[ENTER].2. 选择速度(任意), 按[ENTER].3. 设定使不使用FIDUCIAL, 选择USE, 按[ENTER].4-4 第一个BLOCK REPEAT点的坐标取与PCB ORIGIN一样, 故坐标为(0, 0).4-5 其余BLOCK REPEAT点则取各BLOCK上和第一个BLOCK上的BLOCK REPEAT 点相同的位置.1. 按住YPU上的JOYSTICK按键.2. 推游戏杆, 并从VISION MONITOR上观察是否已移至正确位置上.3. 移到定点后, 按两次[F10], 自动输入X和Y坐标.4-6 输入各个BLOCK和第一个BLOCK比较后的旋转角度.4-7 按[ESC],进入第三层<COMMAND_LIST>.4-8 按[F3]或游标移至A1 MAIN WINDOW, 按[ENTER], 选择COMPONENT INFO., 按[ENTER].编写COMPONENT INFORMATION:5-1 任意输入各种零件名称(所有零件都要做以下CHECK).5-2 按[TAB], 切换至USER ITEM子窗口.5-3 游标移至DATABASE NO.上.5-4 游标移至2/1/A3, 按[ENTER], 在DATABASE中选择适当的COMPONENT编号后,按[ENTER].5-5 按[F7], 复制DATABASE的设定.5-6 检查COMP. PACKAGE.5-7 检查FEEDER TYPE.5-8 检查REQUIRED NOZZLE.5-9 检查ALLGNMENT MODULD.5-10 按[F4], 切换至PICK&MOUNT子窗口.5-11 检查PICK UP ANGLE.5-12 检查PICK HEIGHT及MOUNT HEIGHT.5-13 检查DUMP WAY.5-14 检查MOUNT ACTION.5-15 检查PICK SPEED及MOUNT SPEED.5-16 检查PICK VACUUM及MOUNT VACUUM.5-17 按[F4], 切换至TRAY子窗口.5-18 检查X及Y-COMP.AMOUNT.5-19 检查X及Y-COMPPITCH.5-20 检查X及Y-CURRENTPOS.5-21 检查WASTESPACE ( L )及WASTESPACE( R )或PALLETSTART及PALLET-END 及PALLET-CURRENT.5-22 检查X及Y-TRAYAMOUNT.5-23 检查X及Y-TRAYPITCH.5-24 检查X及YCURRENTTRAY.5-25 检查COUNTOUTSTOP.5-26 按[F4], 切换至VISION子窗口.5-27 检查ALIGNMENT TYPE.5-28 按[F4], 切换至SHAPE子窗口.5-29 检查BODY SIZE X及Y及Z.5-30 检查LEAD NUMBER.5-31 检查REFLECTLL.5-32 检查LEAD PITCH.5-33 检查LEAD WIDTH.5-34 检查MOLD SIZE X及Y.5-35 按[F6], 进行视觉辨识调整.5-36 所有零件都做完后, 按[F3]或游标移至A1 MAIN WINDOW, 按[ENTER], 选择MOUNT INFO., 按[ENTER].编写MOUNT INFORMATION:6-1 输入所有MOUNT点名称.6-2 光标移至2/1/B0, 启动MOVING CAMERA.6-3 输入所有MOUNT点坐标.6-4 检查并输入所有MOUNT点角度.6-5 按[F4], 切换至COMPONENT INFO.子窗口.6-6 按[TAB], 回到MOUNT INFO.主画面.6-7 对照各个MOUNT点所使用的零件,并将该零件在COMPONENT INFO.中的编号输入到MOUNT INFO.中的COMP参数内.6-8 按[ESC], 叫出命令列(COMMAND…LIST).6-9 游标移至2/1/E0 SAVE PCB & EXIT, 按[ENTER], 储存档案并跳出.进行自动编排:7-1 游标移至2/2/A1 OBJECT SELECTION, 按[ENTER].7-2 游标移至PCB SELECTION, 按[ENTER].7-3 选择欲编排之PCB档案后, 按[ENTER].7-4 游标移至QUIT, 按[ENTER].7-5 光标移至2/2/A4 CONDITION SETTING, 按[ENTER], 设定编排状况.7-6 光标移至2/2/A5 EXECUTE, 按[ENTER], 进行编排.7-7 若有错误产出, 详读错误讯息后做适当的修正.(注:文档可能无法思考全面,请浏览后下载,供参考。
YV100XG中英文对照操作手册
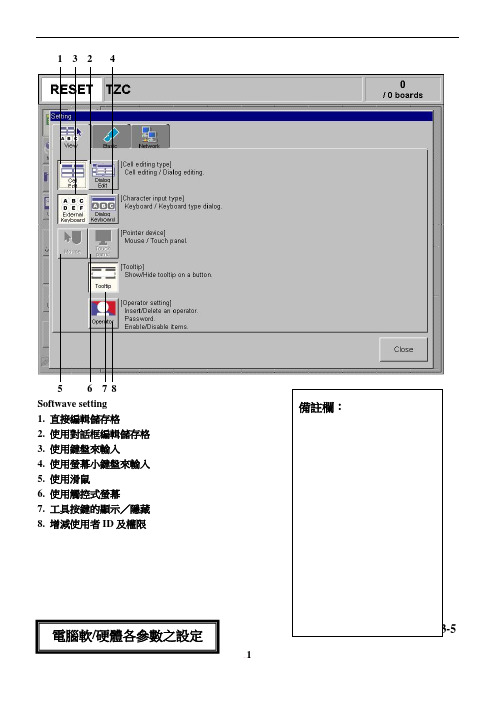
1 32 45 6 78 Softwave setting 1. 直接編輯儲存格2. 使用對話框編輯儲存格3. 使用鍵盤來輸入4. 使用螢幕小鍵盤來輸入5. 使用滑鼠6. 使用觸控式螢幕7. 工具按鍵的顯示/隱藏 8. 增減使用者ID 及權限3-5備註欄:電腦軟/硬體各參數之設定備註欄:※電腦軟.硬體各參數之設定3-6 電腦軟.硬體各參數之設定※電腦軟.硬體各參數之設定備註欄:4-1Board:基板參數設定A:PCB X軸長度O:吸力確認 1.check 2.nocheckB:PCB Y軸長度P:補料的模式 1.group:拋料後立即補料,直到完成C:PCB厚度Q:預先取料 2.block:打完一片連板後補料D:生產計畫 1 : 編輯鈕 3.auto:打完一片後由空閒的吸嘴進E:目前數量行補料F:計畫產量(到達片數後自動停機)R: Tray優先(從tray先取料著裝,yv88xg 使用)G:連板數量H:目前產量I:目前最大產量J:基板固定方式:1. PIN + Push-up 2. Edge clamp 3. Locate pin K:基板固定後的時間(0~1.9sec.)L:固定平台下降的高度(3~30mm)M:基板到達Main stopper後停止的時間(0~9.9sec.)N:零件檢查(使用:Use Align 忽略:lgnore Err)PS:灰色部份為無法使用備註欄:Board基板參數設定IEI-SMD4-21 2 3 4Offset1.Boark Origin:原點2.Block Offset:連板的原點3.Check Box:切換可否點選Skip4.Pitch Dist:建立多個連板原點備註欄:Offset單板或連板之原點設定IEI-SMD4-36 7 1 8 9 2 10 11 3 45 Mount : 著裝設定1. Edit: 設定mount 執行或不執行 2. Check Box : 按下後才能設定要不要Skip3. Asslstant : 行列順序編輯 4. Jump : 跳至指定行5. Teach : 調整座標(`進入座標調整視窗) 6. NO : 著裝順序7. Pattevn Name : 著裝位置的名稱 8. Skip : 執行或不執行 9. XYR : 零件著裝座標及角度 10. PNO : 零件編號Mount 著裝設定IEI-SMD11. Part Name : 零件名稱4-41. 2.5. 4.6.7.8. 3.9. 10. 11. 12. 13. 14. 1. Edit.內有excute.執行生產,skip 不生產 2. 以框選skip 能否開啟 3. 作全部修改 4. 全部選擇 5. 單一選擇 6. 單一列編輯 7. 增加 8. 刪除 9. 複製10. 清除(留下空格)Assistant 內 程式增加.刪除.複製.清除.覆蓋.插入….之設定11.覆蓋12.插入(資料往前,遞補不留空格)13.插入貼上14.剪下後空格保留4-5 Replace位置設定修改2. 1.3.4.5.6.1.修改各項位置之選擇2.選擇全部或單一,來作修正3.從那個位置來作修改4.輸入需要之數值5.單一作更改修正6.全部作更改修正4-6 Mount之座標Teaching9 1068 7 1912 11 15 171 2 3 4 5 13 14 16 181.移動模式15. 移動到上一個座標2.移動距離16. 移動到下一個座標3.速度17. 移動至現在座標4.光源設定18. Auto:需配合Trace Previous及Trace Next5.設定Mark使用不使用及看第幾片連板19. 使用Set Point時顯示使用到第幾點6.Point:用十字遊標Teaching7.Cursor:用框Teaching ※使用舊程式時:Teaching模式的光源取決於8.現在座標Mark設定的光源9.影象放大10. 影象縮小11. Teaching 工具的選擇 12. 選擇2~4點抓取中心點 13. 清除選擇的點14. Teach :輸入現在座標4-7※以上圖示說明已作好與第4-6頁相同,該圖為框型方式作Teaching備註欄:Mount Teaching 框型方式圖示IEI-SMD4-81 2 3 4Bad mark :不良板的Mark 設定 1. Mark 的類型 2. 執行與否 3. 座標4. 使用Mark 程式檔裏第幾號的程式備註欄: Bad mark :不良板的Mark 設定PS :Bad mark 做Mark 程式須用不良Mark 為基準5-11 2 6 3 5 4Fiducial1. 顯示基板Mark 是否使用2. 顯示連板Mark 是否使用3. 顯示區塊Mark 是否使用4. 編輯Mark 是否使用Mark 座標之設定5. 基板Mark 的座標6. Mark 類型5-21 2 3 41. Mark 類型2. Database Number :資料庫位置編號3. Database :進入資料庫4. 測試Mark 之Basic 基本資料設定IEI-SMD5-3 Mark之Shape外觀形狀大小設定1.Mark的形狀2.Mark的尺寸5-4VisionA :Surface Type :反光或不反光B :Algorithm Type :照射模式備註欄:Mark 之Vision 調整設定C :Mark Threshold :灰階值D :Tolerance :補償值E/F:Search Area XY :搜尋範圍 G :Outer Light :外光 H :Inner Light :內光 I :Coaxial Light :同軸光J :IR Outer Light :紅外線外光 K :IR Inner Light :紅外線內光 L :Cut Outer Noise :清除內部雜訊 M :Cut Inter Noise :清除外部雜訊5-51. Find Best :自動測試最佳參數2. CHECK :反光波形顯示Mark 測試圖示3. Image save :影像儲存5-61. 2.3. 4. 5. 1. 外光亮度調整Mark 調整光源圖示IEI-SMD2. 內光亮度調整3. 同軸光亮度調整4. 紅外線外光亮度調整5. 紅外線內光亮度調整6-1備註欄:Basic 零件基本設定A :零件的模式B :零件的規格C :吸嘴的型號D :包裝方式E :料架的規格 G :拋料方式H :拋幾次料會叫 J :零件資料庫編號6-2備註欄: Pick 零件取料之設定B:取料模式C:料架X軸座標D:料架Y軸座標E:預轉角度(0.90.180.270.)F:取料高度G:取料停止時間H:吸嘴取料的上下速度I:吸嘴取料後左右的速度J:吸力確認模式(與拋料有關)K:取料吸力滿足比率時間調整6-3 IEI-SMDMount零件著裝之設定A :裝著高度B :裝著停止時間C :吸嘴取料的上下速度D :吸嘴照射後左右速度E :吸力確認模式F :裝著吸力滿足比率時間調整G :裝著速度與精度調整6-4備註欄:Vision 零件光源之設定A :光源由上往下投影的照射模式B :光源由下往上的反光照射模式C :主光源D :同軸光 F :側光G :光源等級 I :光源灰階質 J :光源補償質K :由零件外圍向外延伸的搜尋距離 M :角度資料O :高精度零件專用6-5備註欄:Shape 零件尺寸之設定A:零件X軸的長度備註欄:B:零件Y軸的長度C:零件的厚度D:反光長度(搜尋最佳光源後帶入即可)E:反光寬度F:N方向腳的數目G:E方向腳的數目H:腳的間距I:腳的寬度6-6 Tray 盤尺寸之設定TrayA:Tray X的格數B:Tray Y的格數C:Tray X格的尺寸D:Tray Y格的尺寸E:目前取料的格數F:目前取料的格數G:Tray盤放置的盤數XH:Tray盤放置的盤數YI:Tray盤X的長度J:Tray盤Y的長度備註欄:6-7A:備用料站設定B:零件優先著裝(0最優先)C:最佳化使用設定備註欄:Option備用料站設定6-81 23 4 5 1. 使用的單位(Pixel=圖素) 2. Stert :調整方框左上角 3. End :調整方框右下角 4. 移動方框 5. 打開料架擋板備註欄:Feeder 料架TeachingIEI-SMD6-91 2 3 4 5 6 7 8 9 10 11 12 13 14 1. 取料2. 真空吸力顯示圖3. 移動吸嘴4. 光源灰階的曲線5. 測試6. 零件反光點與實際零件做比對7. 自動搜尋最佳光源8. BGA 繪圖系統(選擇BGA 模式中的BGA 才能使用) 9. 拋料(點選後可選擇目前吸嘴拋料或全部吸嘴拋料) 10. 輔助視窗模式 11. 現在吸嘴號碼12. 測試後電腦顯示的訊息Parts 零件測試13.吸嘴型號14.影像存檔6-10 真空吸力調整圖示9. 8. 7.1. 2. 3. 4. 5. 6.1.吸力確認範圍2.吸力值3.吸力確認百分比4.裝著確認百分比5.調整吸力確認百分比6.調整裝著吸力百分比7.吸嘴型號8.吸頭號碼9.吸力數值6-11A. BGA X 軸長度B. BGA Y 軸長度C. BGA 厚度(D.E.F.) 裝著後有位移,才作修改 G. 全部的球數 H. N 方向球的數目 I. E 方向球的數目Simple BGA. 一般BGABGA. 需外加繪圖系統備註欄:BGA 零件參數設定Flip chip 不規則的球徑與間距專用6-1211. 10. 11. 9.1. 2. 3. 4. 5. 6. 8. 7. 1.垂直方向的腳數 2.水平方向的腳數 3.單點圈選 4.全部圈選5.縱向單一排圈選6.橫向單一排圈選7.清除8.增加9.改變圖面表示方式BGA 繪圖畫面IEI-SMD10.方向鍵11.座標7-1 架PCB各部位之手動操作129 3 10 4 11 5 12 6 13714 815 1618171.Convevor:軌道設定(架板)13. Push Up2.pcb進軌道固定動作一次完成14. Locate pin3.pcb出軌道動作一次完成15. Board clamp4.輪帶快速前進16. Push in5.輪帶快速後退17. Edge clamp6.出口擋板(Exit Stopper)18. 動作顯示視窗7. 主擋板(Main Stopper )8. 入口擋板(Entrance Stopper ) 9. 軌道寬度調整 10. 手動微調11. 輪帶慢速前進 12. 輪帶慢速後退7-212 3 4 5 8 6 71. Head 吸嘴手動控制2. Head 上下3. Head 上下(慢)4. Head 吸氣5. Head 吹氣備註欄:Head 吸嘴手動控制圖示IEI-SMD6.選項恢復7.Nozzles使用資料8.Head手動微調控制(校正用)7-3 Feeder料站手動控制圖示2 3 141.Feeder:料站手動控制2.Rear Feeder:後料站3.Front Feeder:前料站4.目前選擇區塊PS :10個料站為一區塊7-42 13 4 51. I/O :機器I/0控制訊息顯示2. Output 訊息顯示3. Input 訊息顯示備註欄: I/O :機器I/0控制訊息顯示4. I/0位置執行訊息5. 分類選項8-11. 2. 1. 選擇程式名稱,作編排 2. 離開連板展開或縮回之機種選項IEI-SMD8-2離線程式:block offset1. Distivbute with note datd:連板展開備註欄:連板展開或縮回選項設定2.Distivbute without note data:展開後無法縮回3.Return:縮回9-1 選擇機種名稱作最佳化編排1. 2.1.選擇程式名稱作最佳化2.按Next(N)下頁9-21.2. 3. 1. 選定PCB 程式名稱備註欄: 選定PCB 機種名稱作最佳化編排IEI-SMD2. 設定料架所要編排之模式3. 存檔離開9-3備註欄: 料站最佳化編排之設定IEI-SMDNO: 最佳化不執行ALL FEEDERS FIXED: 料站位置不最佳化NO SET POS.FEEDERS MOVE: 只編排料架,未設定料站MOVE WITHIN TABLE: 在範圍內作料站位置最佳化ALL FEEDERS MOVE: 包含料架作最佳化MOVE+FIXED DATA MATCH: 料架`整個區塊移動作最佳化1. 2.3. 4. 5.1. 選取所要編排機種名稱2. Editing (可以作吸嘴編輯),Free(自動編輯設定),Current(不作吸嘴編輯設定)3. 選定吸嘴4. FR(前後),LR(左右),可設定前後Feeder 之優先順序來作編排5. 存檔後離開9-5備註欄:最佳化之機種選定 IEI-SMD1. 2.3. 4.1. 選定所要編排的機種名稱2. 執行該機種之編排3. 開始作編排4. 編排後離開9-6 備註欄:最佳化編排後之顯示畫面1. 2. 3.1.將編排後作存檔2.儲存編排後之記錄(指保留文字面部分)3.離開備註欄:YV100X g簡易換線生產步驟IEI-SMD 一.開機歸原點至主畫面二.將ACTIVE、READY 、RESET開啟三.點選Operator鍵,進入使用者選項,「點選技術員使用ID」a.選擇使用者分類b.鍵入個人使用password ID四.選擇欲生產檔案進入a.點選新建檔案b.點選讀取舊檔(選擇檔案類型)c.點選內視窗1.檢查PCB SIZE 4. conveyor time 3秒2.檢查PCB Height 5. 生產數量歸零3.預先取料是否開關五. 架板進入conveyor選項a. 調整軌道寬度b. 主擋板升起c.手動調整d.頂針位置調整及頂針上升後pcb平整度(輸入pcb厚度)e.架板一貫動作完成測試Conveyor in六. 確認原點位置進入offseta.先進入Teach模式b.點進入調整光源1.先按將Camera移至原點座標位置2.至調整適當亮度,確認原點位置七. 確認Fiducial Mark 位置進入Fiduciala. 先進入模式b. 至自動搜尋Fiducial Mark1.若照視不過至調整參數八. 確認Mount位置進入Mounta.先進入Teach模式b. 至自動搜尋Fiducial Mark1.區塊選擇~d. 按 再按 可自動檢視九. 確認元件參數與料架位置進入a. 確認料架位置b. 確認各項取件參數c. 進入Teach ,以Trace 鍵檢視料架位置十. 程式最佳化編排a. 進入點選setting by wizard 的NEW PCBb. 選擇欲編排的程式c. 選擇料架編排方式1. 固定使用All Feeders Fixedd. 按 直到setting Save 出現點選setting Save 存檔e. 將欲編排之程式點選 → 後,按移至右邊欄位f. 點選右移檔案再按Execute 鍵執行編排1. 編排中請勿按執行視窗close 鍵g. 編排完成會跳出訊息,視窗,Save the result 存檔,點選close 鍵離開 h. 到 選擇程式,(若要求存檔時不可存檔)i. 回到主畫面按開始生產 十一.檢查Mount 著裝的位置,進入 Mounta. 先進入Teach 模式STARTIEI-SMD至 自動搜尋Fiducial Mark 1.區塊選擇。
YAMAHA贴片机在线编程步骤
然后调出相关的 Mark database。点击上图右边的 database.如下图:
当选好了之后。我们要看一下 Mark 的尺寸是不是和我们实际的尺 寸是一样的???这个尺寸一定要输准确。要不然等一下优化 Mark 的时候是肯定不会过的。如下图:
然后要注意的就是 Mark 的反光程度,反光的就要选用反光,不是 的就不要反光,如图
这个时候用机器找出坐标之后,只要我们输入该元件的角度就好了。 然后,我们就可以去做元件信息了。 点击基本界面左边的 Parts 即可进入里面做元件信息了,如下图:
在这里和做 Mark 有一点类似。首先在“Parts Name”那一栏里面输 入元件名字,如:100P,10K,1M,1UF。。。。。。等等。再从右边的 Data base 里面调出相应的数据库。如下图:
到了现在就可以侦测 Mark 了。如上图所示的点击右边的 Adjust 就可以进去了。图:
在里面去了首先要把 Move Camera 移动到要测试的 Mark 上面,让 它可以照到 Mark。再点击 Find Best 让它自己找最好值就好了。找好 之后再 Test 一下就只要成功就好了。如果亮度不好的话,我们还可以 调一下灯光。如下图:
下图所示为提前取料:
现在就可以固板了,如下图:
之后我们就可以到原点信息里面做 PCB 的原点了。如下图:
在这里我们就可以输入 PCB 的原点了。一般来说大板的原点都为 X: -5,Y:-5。不过也可以不是这个数值。当我们输入该数值的时候, 那么 PCB 的原点就刚好是在左下角的哪个角落那里。这样对于和其 它的机器进行数据倒换的时候会方便很多。所以输入 X:-5 和 Y:-5 的时候会比较好。我建议大家都用这个数值。不过你要是不用这个数 值呢也是没多大的关系的!!!下图所示 X:-5 和 Y:-5。
YAMAHA_YV100X贴片机操作教程DOS

YAMAHA_YV100X贴片机操作教程DOS1. 简介YAMAHA YV100X贴片机是一种高效的表面贴装设备,用于电子元件的自动贴装。
本教程将向您介绍如何在DOS环境下操作YAMAHA YV100X贴片机。
2. 系统要求在使用YAMAHA YV100X贴片机之前,请确保您的计算机满足以下要求:•操作系统:DOS•计算机接口:串口3. 安装驱动为了使YAMAHA YV100X贴片机能够与计算机正常通信,您需要安装相应的驱动程序。
请按照以下步骤进行安装:1.打开计算机并将驱动光盘插入光驱。
2.在DOS命令行下,执行以下命令加载驱动:C:\\> LOADDRVR /S /P COM1这将加载COM1串口驱动程序。
3.检查驱动程序是否成功加载。
在DOS命令行下执行以下命令:C:\\> MODE COM1:如果能够显示COM1的状态信息,则驱动程序安装成功。
4. 连接贴片机在操作YAMAHA YV100X贴片机之前,您需要将其与计算机连接起来。
请按照以下步骤进行操作:1.将一个端口连接线的一个端口连接到YAMAHAYV100X贴片机上的COM接口。
2.将另一个端口连接线的一个端口连接到计算机上的COM1串口接口。
3.插入每个连接线的另一端。
5. 启动贴片机在完成驱动程序的安装和贴片机的连接后,您可以启动贴片机。
请按照以下步骤进行操作:1.打开YAMAHA YV100X贴片机的电源开关。
2.按下贴片机的电源按钮,使其开机。
3.在DOS命令行下,执行以下命令启动贴片机:C:\\> START YV100X.EXE6. 使用贴片机YAMAHA YV100X贴片机的操作界面具有直观的功能按钮和菜单,使您能够轻松控制贴片机的各项功能。
以下是一些常用的操作功能:•贴片机设置:您可以通过点击。
YV1OO II 编程步骤
编程步骤1:打开电源2:等机器完成自我检测完,将机器归原点后,将光标移至2/DATA/M,按【ENTER】,进入第二层1/EDIT-DATA,按【ENTER】进入第三层D2/CREAT PCB DATA(建立PCB文档)①输入欲建的PCB名称②按【SPACE】选择EXEC后,按【ENTER】执行。
3:将光标移至D1/SWITCH PCB DA TA,按【ENTER】,开启PCB文档用上下键选择将欲编辑的PCB文件并按【ENTER】打开文件。
4:选择PCB INFO,按【ENTER】进入。
4-1:按【ESC】,进入第三层<COMMAND_LIST>。
4-2:将光标移至B7CONVEYOR UNIT,按【ENTER】,进入PCB定位。
4-2-1:将光标移至CONVEYOR WIDTH上,按【ENTER】。
4-2-2:输入PCB宽度,按【ENTER】,轨道自动调整所输入的宽度。
4-2-3:将光标移至MAIN STOPPER上,【ENTER】升起MAIN STOPPER。
4-2-4:将PCB放在输送轨道上。
4-2-5:将光标移至CONVEYOR MOTOR上按【ENTER】将PCB送入定位,待PCB和MAIN STOPPER相碰后,再按一次【ENTER】,停止输送带。
4-2-6:将光标移至PUSH UP上,按【ENTER】升起底板。
4-2-7:调整PUSH UP ROD(定位针)的高度。
5:将光标移至B0/TEACHING,TRACE CONDITION,按【ENTER】,设定及启动MOVING CAMERA。
5-1:选择CAMERA,按【ENTER】。
5-2:选择速度(任意),按【ENTER】。
5-3:设置使不使用FIDUCLAL,选择NOT USE,按【ENTER】。
6:TEACHING PCB ORIGIN (原点)坐标。
【可以不设定】6-1:再PCB上选定易目视的位置,如PAD转角。
YV100_Xg编程讲解

YV100_Xg编程讲解YAMAHA_Xg系列贴片机编程一、基本概念在PCB的坐标系中,有PCB原点(board/offset/board origin)和拼块原点(board/offset/block origin)。
1.PCB原点(board/offset/board origin)。
PCB原点坐标值是指PCB原点相对于固定定位针中心的距离。
原则上,PCB原点可以在PCB上的任何位置,PCB原点坐标为(0,0)即PCB原点与固定定位针中心重合。
**注意:当机器传送方向从右向左时,固定定位针中心对应的PCB定位孔距离PCB左下角为(5.00mm,5.00mm);当机器传送方向从左向右时,固定定位针中心对应的PCB定位孔距离PCB右下角为(5.00mm,5.00mm)。
一般设定PCB原点坐标为(0,0)。
当然亦可设定为其他值。
例如,当机器传送方向从右向左时,对一块300MMX200MM的PCB,设定PCB原点坐标为(295.00,-5.00)即以PCB 的右下角为PCB原点,。
又例如,当机器传送方向从左向右时,对一块300MMX200MM的PCB,设定PCB原点坐标为(-295.00,-5.00)即以PCB的左下角为PCB原点。
2.拼块原点(board/offset/block origin)。
拼块原点是指每个拼块上所有的点的的坐标原点,原则上可以在拼块的任何位置,拼块原点坐标值是以PCB原点为坐标原点,拼块原点坐标为(0,0)即该拼块的原点与PCB原点重合。
拼块原点最好选取拼块中某个焊盘的中心或边角,不要选取丝印字符或孔中心。
3.PCB原点和拼块原点的关系。
首先,拼块原点坐标值是以PCB 原点为坐标原点。
另外,PCB原点可以在PCB的任何地方,而拼块原点最好在小拼块中。
如果将PCB原点定在第一个拼块的原点位置,则PCB原点坐标值为该点到固定定位针中心的XY距离,第一拼块的拼块原点坐标为(0,0)。
YAMAHA-YV100Ⅱ-SMT贴片机操作
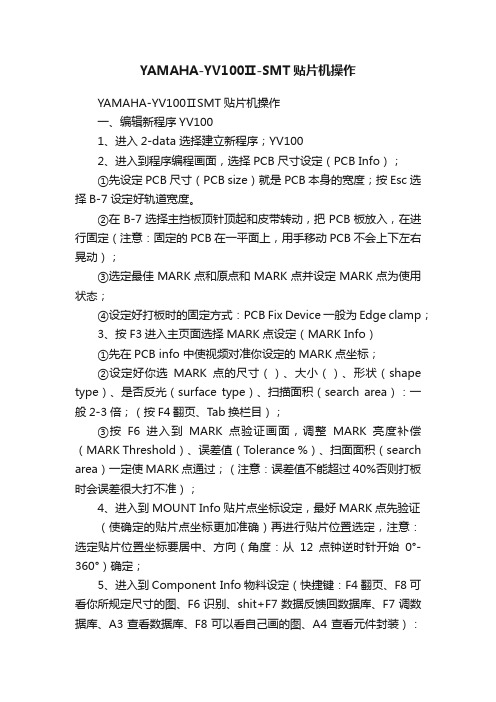
YAMAHA-YV100Ⅱ-SMT贴片机操作YAMAHA-YV100ⅡSMT贴片机操作一、编辑新程序YV1001、进入2-data 选择建立新程序;YV1002、进入到程序编程画面,选择PCB尺寸设定(PCB Info);①先设定PCB尺寸(PCB size)就是PCB本身的宽度;按Esc选择B-7设定好轨道宽度。
②在B-7选择主挡板顶针顶起和皮带转动,把PCB板放入,在进行固定(注意:固定的PCB在一平面上,用手移动PCB不会上下左右晃动);③选定最佳MARK点和原点和MARK点并设定MARK点为使用状态;④设定好打板时的固定方式:PCB Fix Device 一般为Edge clamp;3、按F3进入主页面选择MARK点设定(MARK Info)①先在PCB info 中使视频对准你设定的MARK点坐标;②设定好你选MARK点的尺寸()、大小()、形状(shape type)、是否反光(surface type)、扫描面积(search area):一般2-3倍;(按F4翻页、Tab换栏目);③按F6进入到MARK点验证画面,调整MARK亮度补偿(MARK Threshold)、误差值(Tolerance %)、扫面面积(search area)一定使MARK点通过;(注意:误差值不能超过40%否则打板时会误差很大打不准);4、进入到MOUNT Info贴片点坐标设定,最好MARK点先验证(使确定的贴片点坐标更加准确)再进行贴片位置选定,注意:选定贴片位置坐标要居中、方向(角度:从12点钟逆时针开始0°-360°)确定;5、进入到Component Info物料设定(快捷键:F4翻页、F8可看你所规定尺寸的图、F6识别、shit+F7数据反馈回数据库、F7调数据库、A3查看数据库、F8可以看自己画的图、A4查看元件封装):取名称,可用游标卡尺测出物料的X轴、Y轴、Z轴方向的长度并写入,按F6选择站台放入物料选择吸嘴进行验证;经验分享:①物料可直接调用选项:530-539 铝电容;550-572钽电容;600-615三极管;620-622三极管;699-725 IC芯片;520-527MELF二极管(数字从小到大封装依次增大);②吸嘴:31 的选择1608/3216/2125;32 的选择4532/5650/7343/MELF;33的选择SOP20.封装:0805对应2125;1206对应3216;0603对应1608;0402对应1005.③取料高度,一般情况可设置为是:电阻0.2mm;二极管0.8-1.0(正朝下、负朝上)④编辑IC芯片物料:首先注意扫描的角度和你所画的图(F8)是不是在同一个方向,不是可设置取料角度(pick angle deg)使物料和你所画的图在同一个方向再进行验证;IC的一些设定,Lead Number N:N向零件的脚数;Lead Number E:E向零件的脚数;Reflect LL:脚长;Lead Width:脚的宽度;Co-planarity一般设置为Not Use;⑤验证(F6):Search Area mm(扫描面积)QFP208设定6mm;QFP100设定5mm;SOP8-32设定4mm;603-3216/4148/3906设定2.5mm。
YAMAHA YV100II最全的参考资料第三章 调整

第三章调整第三章调整简介此章描述了如何检查系统机械及电气操作与必要时如何调整机器。
大多分调整通过使用命令或VIOS软件中维护管理器(3/MAINTE/M)中的调整工具平台来执行。
调整需要操作管理器与数据管理器中的操作与数据编辑。
以下提供系统维护管理器各部分的主要描述。
注意各部分中的可选项目信息可通过按下[F1]键即可见操作显示器上的帮助信息。
l系统维护管理器的各部分及命令1.机器配置模式系统维护管理器中的机器配置(3/1/MCH_CONFIG)模式可用于设置贴片机的选项,及检查各种特定数据。
当选择<3/1/MCH_CONFIG>并按回车键时,以下窗口出现。
此模式中的各项信息,可按[F1]键即显示于操作显示器上。
l机器配置模式的菜单项小心机器配置数据在机器运输前根据所提供机型已经适当设定,一般不必作改变。
然而,当增加配置或改变功能时须作必要的设置。
关机重开后机器配置数据的改变生效。
2.机器数据编辑模式在机器数据编辑(3/2/MCH_DA TA)模式,可编辑贴片机各项机器数据或相关选项。
当选择<3/2/MCH_DA TA>-<A1 SELECT TARGET>并按回车键时,以下菜单显示。
选择各项可显示当前机器数据设置。
l机器数据编辑模式的菜单注意尽管可以以示教或键盘直接修改机器数据,我们仍然建议使用机器调整模式(3/3/MCH_ADJUST)中的调整工具或编辑屏幕。
在口令设置中,机器数据编辑模式高于机器调整模式,换句话说,机器数据编辑模式可更好地避免不正确的修改。
3.机器调整模式包括调整命令及工具。
当选择<3/3/MCH_ADJUST>-<B1 ADJUST TARGET>并按回车键,调整菜单即出现。
各调整项目的细节见此章相关部分。
当移动光标至此模式<3/3/A/UTILITY>时,以下菜单出现。
调整过程中必要时使用这些命令各命令的信息,按F1键即见操作显示器上的帮助信息。
YAMAHA100X操作教程

程 序 编 辑 ---元 件 信 息 (COMPONRNT INFO) <1>
元件名 称
元件数据库号 FEEDER类型 所需吸嘴型号 FEEDER设定的站位 FEEDER设定的相关位置
相同的资财,机器可以互用
16MM飞达
设定X,Y方向值 不可大于或小于0.2MM
程 序 编 辑 --- 元 件 信 息(COMPONRNT INFO) <2>
程 序 的 备 份 <2>
5.选择[4/1/B1 COPY PCB FILE]进行程序备份,确认内容后按[Enter]键,再按空格键,再按[Enter]键,这样就 将需要的程序复制在软盘中 6.注:从右边画面[软盘]复制程序到左边画面[设备],所作的步骤是一样的,以达到程序从一台贴片机复制到 多台贴片机共用的效果。 B1:复制程序 B2:剪切程序 B3:重命名程序 B4:删除程序
地面的清洁度。
白夜班交替时清洁
机种交换时清洁
设备内部的清洁:清洁 设备内部散落的资材至
散料盒统一区分
送料器台的清洁:首先用刷子从送料器 台供气的JOINT孔中朝着传送轨道清扫 ,接着从孔中朝着气阀方向清扫,间隙 用刷子横扫.最后点检,检查孔的中间, 有异物时,用镊子除去异物,如异物在 气阀中间,则FEEDER无法正常运行
BEPEAT INFO)中的方法编辑BLOCK F3光标移到MOUNT INFO 参照:程 序 编 辑 ---贴 装 信 息 (MOUNT
INFO)编辑贴装信息,将所有的焊点所用的 元件号输入,元件号与COMPONET INFO 对应,光标移动到X,Y列,用操纵杆移动, 找到焊点中心,F10两次记录坐标 依次做完所有的焊盘坐标,光标移动到R列,按 F9观察焊盘角度,电阻,电容的角度,横着 为0,竖着为90,其他方向性元件,根据进 料方向定,同理依次做完所有的元件角度
一、YAMAHA-YV100Xg元件的编辑

43 二、Y AMAHA-YV100Xg 元件的编辑现在我们就来开始用Y AMAHA 的机器对元件进行编辑,的机器对元件进行编辑,在编辑之前呢,在编辑之前呢,在编辑之前呢,我们先来认识我们先来认识一些简单的常识。
首先呢我们要开机,暖机之后呢再调出一个程序就可以进行元件的编辑了。
还有就是数据库(database )数据库的号码从1-499属于用户的自定义空间,500-1000是属于机器的标准库。
是属于机器的标准库。
现在我们就来开始做元件了,现在我们就来开始做元件了,在做元件之前呢,在做元件之前呢,在做元件之前呢,我们要先准备一些东西。
我们要先准备一些东西。
我们要先准备一些东西。
比如一把精度比如一把精度比较高的卡尺,需要编辑的元件…等东西,然后我们打开机器调出程序进入机器的基本画面:如图:如图:然后就进入基本界面里的part 里面,如下图:里面,如下图:在这个时候呢我们就可以写入要做的元件的名字,在Parts Name 哪个选项里面写入该元件的名字就好了。
看下图:元件的名字就好了。
看下图:按回车键确定。
如图:按回车键确定。
如图:在这个时候就可以在Basic 里面的A 和B 项里面改写为该元件的类型组和具体类型了。
如图:如图:改写元件类型。
如图:改写元件类型。
如图:项里面选择该元件所需要的吸嘴。
如下图:再在Basic里面的C项里面选择该元件所需要的吸嘴。
如下图:项里面选择该元件所需要的包装方式,如下图所示:在Basic里面的D项里面选择该元件所需要的包装方式,如下图所示:在E 项里面写入Feeder 的具体类型:如图:的具体类型:如图:在这个时候呢,Basic 里面的东西就差不多了!后面的一些选项呢就用默认的就好了。
里面的东西就差不多了!后面的一些选项呢就用默认的就好了。
接下来我们就看看Pick 里面的东西。
在Pick 里面呢只需要改一下第K 项里面的真空对比值就好了。
如下图所示:比值就好了。
如下图所示:就好了。
YAMAHAYV100贴装反馈

YAMAHAYV100贴装反馈⽬的:针对YAMAHA YV100机台Camera与Mount精度.准备⼯具:0805电容(需⽩⾊) ⼀卷8mm FEEDER ⼀只NOZZLE 31# 8只校验标准板⼀块校验程序:AMF_YV100_M校验步骤:(1)开机到(1/1/D3 SWITCH PCB)调出程序名为: AMF_YV100_M的程序.(2)调整校验板的轨道宽度:及⽀撑PIN的位置,并装料到机器上(0805电容).(3)然后退出⼀阶菜单,到(3/1/A1 OPTION CONFIG)机器环境设定,修改项⽬Multi Detection设定,将原设定Standard该为AdjustMode 1.(4):执⾏(1/1/A2 AUTO RUNNING),在启动贴装动作后执⾏(1/1/A6 PCB TBL ON/OFF)使校验板在零件贴装完成后机器即停⽌动作。
(5)执⾏(2/3/DATABASE )〈MARK DATABASE 〉检测,分别检测NO :263 0805电容与NO :281基准MARK ,此时Move Camera 必须分别移动到电容零件和MARK 位置上才可执⾏检测动作。
(6)检测OK 后跳出〈MARK DATABASE 〉画⾯,到{3/1同时按下Ctrl 和Enter}选择{D1 CHANGE PROGRAM},出现PGM FILES 会出现如下图选项画⾯,选择SM100.PGM 按ENTER 。
(7)选择SM100.PGM 按ENTER 键会出现下列程式画⾯,按F5:RUN 执⾏程式动作,此时机器需等待50-60sec 才会动作。
选择(8):出现Auto Mount Feedback 选项在Select PCB 选2,会出现Sure 选择Y es.(9)机器开始⾃动校正Mount Camera 坐标。
12校验结果将改变下列参数:{3/2/A1/Select target} Camera Coordinate Nozzle CorrectionR-Axis AccuracyVision parameterHead Offset(10)检验OK时,将{3/1/A1 OPTION CONFIG}机器的环境设定中,修改项⽬中Multi Detection,将原设定AdjustMode 1该为Standard。
YV100XG SPECIAL元件码制作

步骤2:
在pick选项中注意吸料的速度和吸料延时和高度的设置
步骤3:
在mount选项中也要注意贴装的速度和贴料延时和高度的设置
步骤4:
在vision选项中需注意辩识光最重要的设置
步骤5-1:
Basic中设置好的special 在shape选项中会自动设置一 致为special。 将元件的长,宽,高输 入相应的参数中。
步骤5-2:
W
N E S
如上图,这个元件E, W各有4个管脚,其中上 面三个管脚间距相同, 第四个管脚的间距值和 其它的不同。所以这里 把它们分成两个Group来 设置。 即E,W方向各有2个 Lead Group。
步骤5-3:
第二象限 W 第三象限
N 第一象限 E S 第四象限
由于N,S方向没有管脚, 就不用在参数中设置。 开始设置方向E的group1。 有3个管脚,pitch值是相 同的,依次将脚宽和脚长 设置好。
第二象限
第一象限 N E1
步骤5-4:
W1 W W2 第三象限 S E
E2 第四象限
必须要提的是,我们要 将这个元件以中间为中心 虚拟成四个象限,由此得 出了Find PosX E1和Find PosY E1的数值,即E1测量 出的值全为正值,E2 X为 正值,Y为负值;W1 X为负 值,Y为正值,W2全为负值。
步骤5-5:
Draw Defined shape后,就会得到我们设置好的元件
步骤6:
将Tray和Option设置好后,这个元件码就基本做好啦! 类似的比如连接器或是两边管脚数不同的IC类元件都可 以参照这个方法来设置元件码。
Special copmonent元件码功能设置
拟制:代新平
YV100II 操作指导书
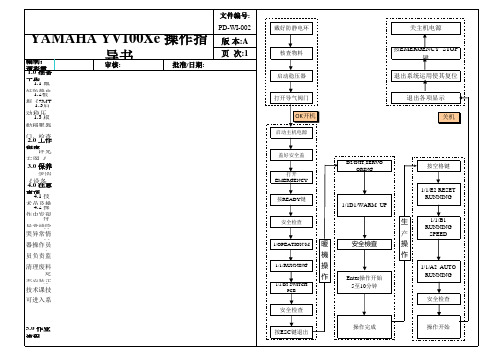
文件编号:PD-WI-002戴好防静电环版 本:A 页 次:1核查物料编制:谭彩霞审核:批准/日期:1.0 准备工作启动稳压器1.1 戴好防静电环。
1.2根据《SMT YAMAHA 换料排位表》核查机器内的物料是否正确。
打开导气阀门 1.3启动稳压器开关,检查电压是否正常(标准电压为380V),打开导气阀1.3 啟動穩壓器開關,檢查電壓是否正常(標準電壓為380V); 打開導氣閥門,檢查 门,检查气压是否正常(标准气压为0.49mPa 或5kgf/cm 2).启动主机电源2.0 工作程序详见右图《操作流程图》进行工作.盖好安全盖3.0 保养D2/INIT,SERVO ORING按空格键参照《设备保养卡》進行保養.打开EMERGENCY STOP 开关4.0 注意事项4.1 技术员及操作员严禁将机哭安全盖打开进行生产。
按READY 键4.2 操作中发现工作异常,应立即按EMERGENCY STOP 键,报告拉长或技术员, 待异常排除后,方可重新开机作业,并按要求填写《SMT 生产日报表》 记录安全检查生 机哭异常情况。
产4.3 机器操作员不可自行选用机器生产程式,不可进入机器生产程序菜单,在线技1/OPEATION/M 暖安全檢查操 术员负责监督。
機作4.4 在清理废料兜時,不准将废料兜放在机器内,在开机生产之前必须检查废料兜1/1/RUNNING操 是否安装正确。
作4.5 除技术课技术员及以上人员方可进入设备保护密码系统外,操作员及其它人员1/1/D3 SWITCH PCB不可进入系统参数进行修改。
安全检查安全检查5.0 作业流程图:按ESC 键退出退出系统运用使其复位1/1/B1RUNNING SPEED退出各项显示按EMERGENCY STOP 键关主机电源YAMAHA YV100Xe 操作指导书操作完成操作开始1/1/A2 AUTO RUNNINGEnter 操作开始5至10分钟1/1/E2 RESET RUNNING1/1D1/WARM UP关机OK 开机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1P
10P
100P=101P=0.0001uf
1000P=102P=0.001uf=1n
10000P=103P=0.01uf=10n
100000P=104P=0.1uf=100n *104P用在主机板的IC旁SOP的10pin-20pin
2. 或直接键入文件名称, 光标会自动跳到与输入名称相同或近似的文件名称上, 再按[ENTER]开启(VER. 1.12以后).
1-4 选择PCB INFO., 按[ENTER].
编写PCB INFORMATION:
2-1 按[ESC], 进入第三层<COMMAND_LIST>.
2-2 光标移至B7 CONVEYOR UNIT, 按[ENTER], 进行PCB定位.
0-3 光标移至4/MANUAL, 按[ENTER], 进入第三层<COMMAND_LIST>.
0-4 游标移至B6 INIT.ORIGIN, 按[ENTER], 开始归原点.
0-5 归完原点,按[ESC], 再按[ENTER], 跳回第二层<<MODE>>.
建立新档案:
1-1 光标移至1/EDIT_DATE, 按[ENTER], 进入第三层<COMMAND_LIST>.
IN4001用在Power部份主要将AC电压转成DC之用(SIZEΦ2.5mm*3.4mm), 现已改成桥式整流器所取代.
LED主要显示用, 市场已出现双色,红,黄,绿,缺蓝.
二极体有正负极之分, 有Mark为负极(料带前进的左)
电感[ L ]
电感规格有HZ(计量单位:亨利), 用电表量=0Ω
电容[ C ]
A. 电容在PC板简称[ C ], 它的外观没有数字可供分辨, 通常颜色愈浅, 电容值愈小.
a1. C的误差值有 Z Type=+80%, -20%(常用104Z)
M Type=+10%, -10%
K Type=+20%, -20%(常用103K)
J Type=+/-5%
F Type=+/-1%
4. 将PCB放在输送带上.
5. 游标移至CONVEYOR MOTOR上, 按[ENTER], 将PCB送入定位, 待PCB和MAIN STOPPER相碰后, 再按一次[ENTER], 停止输送带.
6. 游标移至PUSH UP上, 按[ENTER], 升起底板.
7. 调整PUSH UP ROD高度.
第一章 零 件 知识
常见的SMD零件包装方式CHIP/MELF/TR/SOP(SOIC)/SOJ/PLCC/QFP/BGA.
电阻[ R ] [ RN ] [VR]
CHIP=有公制/英制两种规格,在台湾说法以英制为准,常用的CHIP零件如下表:
零件规格 长(L) 宽(W) 厚(T)
0402(英)/1005(公) 1.0mm 0.5mm 0.4-0.7mm
0603(英)/1608(公) 1.6mm 0.8mm 0.4-1.0mm
0805(英)/2125(公) 2.0mm 1.25mm 0.5-1.0mm
1. 选择CAMERA, 按[ENTER].
2. 选择速度(任意), 按[ENTER].
3. 设定使不使用FIDUCIAL, 选择NOT USE, 按[ENTER].
2-4 Teaching PCB ORIGIN坐标.
1. 在PCB上选定易目视的位置,如PAD转角.
2. 按住YPU上的JOYSTICK按键.
13. 锁紧卡榫.
14. 解除紧急开关, 并按[READY].
15. 游标移至MAIN STOPPER上, 按[ENTER], 放下MAIN STOPPER.
16. 按[ESC], 跳回第三层<COMMAND_LIST>.
2-3 光标移至B0 TEACHING, TRACE CONDITION, 按[ENTER], 设定及启动MOVING CAMERA.
线圈
晶体管[ Q ]
主机板有2N3904,2N3906常见两种.
通信产品规格更多有3,4,5,6只脚, 形状长方及圆形加十字……
在5,6只晶体管, 其实它是IC零件之类, 用在B.B.CALL之类性产品.
SOP/SOJ/PLCC/QFP(CHIP SET)/BGA[ U ]
SOP外观2边向外弯, 脚数有8,14,16,20……
8. 游标移至EDGE CLAMP上, 按[ENTER], 夹起板边.
9. 游标移至PUSH IN上, 按[ENTER], 升起PUSH IN.
10. 按下紧急开关.
11. 放松锁定LOCATE PIN 2和PUSH IN的卡榫. ※实机讲解.
12. 调整PUSH IN至刚好碰到PCB尾端.
a1. R的误差值有 J Type=+/-5% (常用)以3位数字显示.
F Type=+/-1% (精密)以4位数字显示.
J Type 零件外观显示=电阻值
000=1Ω
100=10Ω
101=100Ω
102=1KΩ
103=10KΩ
104=100KΩ
105=1MΩ
主机板常见SOP零件74系列7404/F244/F245/ALS244/LS244/75232(1488,1489)
SOJ用在SIMM MODULE 如主机板72pin simm.
第二章 YAMAHA 程 式 编 写 步 骤
开机:
0-1 打开电源
0-2 等机器自我测试完成后, 光标移至2/DATA/M, 按[ENTER], 进入第二层<<MODE>>.
1206(英)/3216(公) 3.2mm 1.6mm 0.6-1.2mm
CHIP分电阻及电容,偶尔有电感/特殊规格等零件,一般平面四方称为CHIP.
A. 电阻在PC板简称 [ R ], 排阻称 [ RN ], 可变电阻称 [ VR ]
B. 主机板(MAIN BOARD)常见的电阻规格0603/0805/RN…
C. 通信产品因高频关系, 常见的电阻规格0603/1608/VR, 但会以F Type出现居多.
D. 零件的趋势渐被0603所取代, 主要LAYOUT及机板的密度(Notebook)的需求加上材料的耐压特性及锡膏和钢板精度都已克服, 以后0603零件会逐渐普遍.
2. 按住YPU上的JOYSTICK按键.
3. 推游戏杆,并从VISION MONITOR上观察是否已移至选定的位置上.
4. 移到定点后, 按两[F10], 自动输入X和Y坐标.
5. 再把SKIP?项, 设为USE, 表示要使用.
2-7 选择PcbFixDevice(定位方式).
1. 游标移至PcbFixDevice.
2. 按[SPACE], 选择定位方式.
2-8 按[ESC], 进入第三层<COMMAND_LIST>.
2-9 按[F3]或游标移至A1 MAIN WINDOW按[ENTER], 选择MARK INFO., 按[ENTER].
编写MARK INFORMATION:
3-1 任意输入MARK NAME.
15. 按[ESC], 跳回第三层<COMMAND_LIST>.
(WIDTH上, 按[ENTER].
2. 输入PCB宽度, 按[ENTER], 轨道自动詷为所输入的宽度.
3. 游标移至MAIN STOPPER上, 按[ENTER], 升起MAIN STOPPER.
SOJ外观2边向外弯, 脚数有20,24,28,32,40,44, 主要DRAM, SRAM……
TSOP外观2边向外, 脚数有20,24,28…… PCMCIA, Fast IC卡, 主要它的零件厚度在1.0mm以下.
PLCC外观4边向内弯, 脚数有20,28,32,44,54,68,84.
QFP外观4边向外弯, 脚数有44-256pin, PITCH(脚和脚的间距)0.8-0.3之间.
(一) 使用LOCATE PIN定位
1. 游标移至CONVEYOR WIDTH上, 按[ENTER].
2. 输入PCB宽度, 按[ENTER, 轨道自动调整为所输入的宽度.
3. 游标移至MAIN STOPPER上, 按[ENTER], 升起MAIN STOPPER.
4. 将PCB放在输送带上.
9. 调整LOCATE PIN 2至正确插入第二个定位孔.
10. 锁紧卡榫.
11. 解除紧急开关, 并按[READY].
12. 游标移至PUSH UP上, 按[ENTER], 升起底板.
13. 调整PUSH UP ROD高度. ※实机讲解.
14. 游标移至MAIN STOPPER上, 按[ENTER]放下MAIN STOPPER.
5. 游标移至CONVEYOR MOTOR上, 按[ENTER], 将PCB送入定位, 待PCB和MAIN STOPPER相碰后, 再按一次[ENTER], 停止输送带.
6. 游标移至LOCATE PIN上, 按[ENTER], 升起LOCATE PIN.
7. 按下紧急开关.
8. 放松锁定LOCATE PIN 2和PUSH IN 的卡榫. ※实机讲解.
1-2 游标移至D2 CREAT PCB DATA, 按[ENTER], 建立PCB档案.
1. 输入欲建立之档名.
2. 按[SPACE], 选择EXEC后, 按[ENTER]执行.
1-3 游标移至D1 SWITCH PCB DATA, 按[ENTER], 开启PCB档案.