XRD-QR-SC-009 产品生产日报表A0
JM-FM-0313-V1.2生产检查日报表

检查班别:填表日期:余数待检当班转入物料编码当班转出
备注:
说明:当班良品数用兰笔填写,QC确认用红笔填写,不良小计用黑笔填写,当班要确认实际直通与目标直通率及生产班别和日期的填写。
小计工程不良捷荣模具工业(东莞)有限公司
生产检查日报表
实际直通率目标直通率
丝印不良油点其它其它来料异常掉机发白油点飞油少油脏污色差异色点气纹胶丝卷边划伤打砂点缩水异色披锋P\O NO PO数划碰伤毛丝积油走油当班良品数量丝印不良小计同色点品名
计划数序
号机种
颜色当班投入数量当班取出数量当班差异
数量当班检查数量
作成:生产确认:品管确认:。
组装线qc日报表

组装线IPQC巡检日报表下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除谢谢1、沟通是管理的浓缩。
2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有任何激动人心的事件发生。
4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,并激励和组织人力资源去实现这个使命。
界定使命是企业家的任务,而激励与组织人力资源是领导力的范畴,二者的结合就是管理。
7、管理是一种实践,其本质不在于“知”而在于“行”;其验证不在于逻辑,而在于成果;其唯一权威就是成就。
8、管理者的最基本能力:有效沟通。
9、合作是一切团队繁荣的根本。
10、将合适的人请上车,不合适的人请下车。
11、领导不是某个人坐在马上指挥他的部队,而是通过别人的成功来获得自己的成功。
12、企业的成功靠团队,而不是靠个人。
13、企业管理过去是沟通,现在是沟通,未来还是沟通。
14、赏善而不罚恶,则乱。
罚恶而不赏善,亦乱。
15、赏识导致成功,抱怨导致失败。
16、世界上没有两个人是完全相同的,但是我们期待每个人工作时,都拥有许多相同的特质。
17、首先是管好自己,对自己言行的管理,对自己形象的管理,然后再去影响别人,用言行带动别人。
18、首先要说的是,CEO要承担责任,而不是“权力”。
你不能用工作所具有的权力来界定工作,而只能用你对这项工作所产生的结果来界定。
CEO要对组织的使命和行动以及价值观和结果负责。
19、团队精神是从生活和教育中不断地培养规范出来的。
研究发现,从小没有培养好团队精神,长大以后即使天天培训,效果并不是很理想。
因为人的思想是从小造就的,小时候如果没有注意到,长大以后再重新培养团队精神其实是很困难的。
20、团队精神要从经理人自身做起,经理人更要带头遵守企业规定,让技术及素质较高的指导较差的,以团队的荣誉就是个人的骄傲启能启智,互利共生,互惠成长,不断地逐渐培养员工的团队意识和集体观念。
各车间生产情况日报表

12月13日
白班
二纺 艾卡 二纺
零点 12月14日 白班
三纺 短二纺练 酸站 短二原液 艾卡 三纺 艾卡 三纺 短二纺练 酸站 二纺 短二纺练 二纺 短二原液
东纺15:20时因酸浴透明度低120,落丝扎咖啡色丙纶丝隔离。20:00时 5:00时12#车TF停车,计划明日10:00时升车。 2:00时2#车计划停车工艺处理. 3:00时发现北线酸混,加测透明度270,南线400,0:00时北线机台落 个落丝点解除隔离。查为五站接班反洗两台丙纶丝滤机,因循环量低( 明度低,硅藻土滤机运行2#,1#3#待修。
纺丝东线16:00时增纺10锭,17:30时增纺10锭,21:00时增满锭. 0:30时12#车A面挂丝,1:00时12#车B面挂丝,本班影响产量:9.47公斤.共 9:30时六站酸浴含硫酸浓度由128±1g/l改为127±1g/l控制。 10:32时联浸东线投料结构由玛纳斯短丝棉浆:吉藁竹浆=10:1改为纯投 机换网子。
12月12日
白班 零点
10:00时开始纺丝东线在不停状态下换滤芯(停36锭每次),13:00时换 量0.96吨。 9:30时9#车工艺R+B作业.15:30时A面挂丝,18:00时B面挂丝,影响产量 黄化从270批开始CS2加入量由186.5升/批改为186升/批. 7:30-18:10时压洗线停车小修。 8:30--16:32时联浸东线停车,检修更换二次压辊. 8:30--15:50时纺丝西线停车平衡胶量,同时更换滤芯,影响产量:8. 13:30时3#A、B面工艺R+b作业,19:30时A面挂丝,20:00时B面挂丝,共 9:15-11:10时停西纺软水(期间改用除盐水),西纺软水管路移位碰头 9:10-13:42时压洗回收水站停车处理除盐水箱。 14:00时二站停东线供酸,西线开直供,东线加热器出酸管补焊,15:0 120mm
最新食品生产QS全套生产记录表格样板

.工作人员卫生检查记录DDDDLHNW-JL-05D7 第页/共页日期人员衣服是否消毒是否带口罩、手套是否穿衣、帽检查人备注..关键控制点记录DDLHNW-JL-037 第页/共页生产时间产品名称控制点标准要求实际结果备注温度时间状态温度时间状态.原、辅料领用记录DDLHNW-JL-058 第页/共页日期产品名称领取数量发放人领取人备注生产作业计划DDLHNW-JL-059 第页/共页实施日期产品名称产品规格型号数量产品等级或质量要求备注批准人:年月日编制人:年月日.设备、设施维修计划DDLHNW-JL-060 第页/共页序号设备名称实施日期历时修理内容维修人备注批准人:年月日编制人:年月日.设备、设施事故报告单DDLHNW-JL-061 第页/共页日期设备名称规格型号事故原因处理意见负责人签名备注.质量目标进展情况检查统计表DDLHNW-JL-065 第页/共页序号顾客满意率产品出厂合格率产品一次交验合格率员工培训率负责人检查情况检查人员.文件(资料)更改申请表DDLHNW-JL-066 第页/共页文件名称文件编号变更前的内容:变更后的内容:变更理由:实施日期编制人日期年月日审核人日期年月日批准人日期年月日文件和资料更改通知单DDLHNW-JL-067 第页/共页各相关科室:经质量管理技术领导小组研究决定,下列文件内容不符合质量体系的要求,需要修改如下。
修改前后的内容:修改理由:实施日期编制人日期年月日审核人日期年月日批准人日期年月日文件和资料更改一览表DDLHNW-JL-068 第页/共页序号编号名称变更时间批准人备注作废文件(资料)销毁登记表DDLHNW-JL-069 第页/共页序号名称销毁原因销毁日期批准人备注临沂市好乃屋食品有限公司检验仪器设备使用记录DDLHNW-JL-072 第页/共页仪器设备名称仪器设备编号型号年度仪器设备检定时间:年月日日期使用时间(精确到分钟)样品编号仪器使用性能使用人环境条件开始停止检测项目使用前使用后℃RH %临沂市好乃屋食品有限公司检验仪器设备维护保养记录DDLHNW-JL-073 第页/共页时间保养维护人保养维护情况或故障原因及排除经过维护后核对、校验记录合格供方评价表DDLHNW-JL-074第页/共页单位名称单位负责人单位地址联系电话采购/外协材料名称类别技术力量生产能力产品质量价格质量保证能力服务交货及时性A □充分□充分□满足□合理□优□优□及时B □适应□可行□可用□能接受□良□可接受□有延期C □不适应□不行□不符合□不合理□一般□较差□经常延期优先条件(指供货历史、相关证明)评价结果□列入合格供方□不例入合格供方□其它()评价人员:年月日注:相关内容的评价,均应符合“B”以上要求,方可列入合格供方。
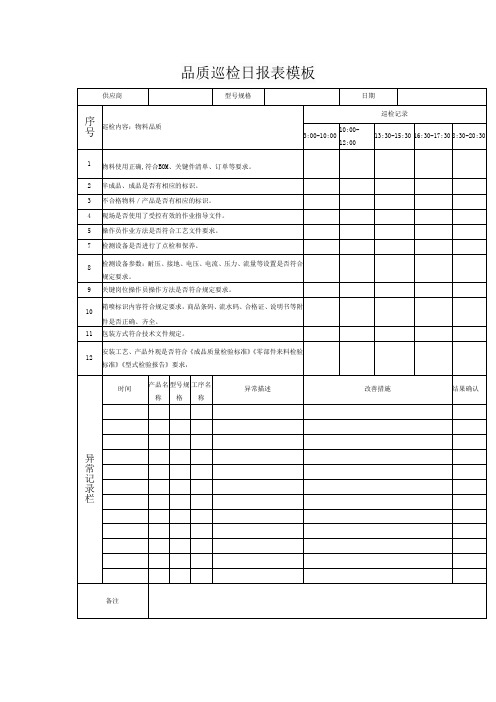
品质巡检日报表模板
供应商
型号规格
日期Байду номын сангаас
序号
巡检内容:物料品质
巡检记录
3:00-10:00
10:00-12:00
13:30-15:30
16:30-17:30
8:30-20:30
1
物料使用正确,符合BOM、关键件清单、订单等要求。
2
半成品、成品是否有相应的标识。
3
不合格物料/产品是否有相应的标识。
4
现场是否使用了受控有效的作业指导文件。
12
安装工艺、产品外观是否符合《成品质量检验标准》《零部件来料检验标准》《型式检验报告》要求,
异常记录栏
时间
产品名称
型号规格
工序名称
异常描述
改善措施
结果确认
备注
5
操作员作业方法是否符合工艺文件要求。
7
检测设备是否进行了点检和保养。
8
检测设备参数:耐压、接地、电压、电流、压力、流量等设置是否符合规定要求。
9
关键岗位操作员操作方法是否符合规定要求。
10
箱喷标识内容符合规定要求,商品条码、流水码、合格证、说明书等附件是否正确、齐全。
11
包装方式符合技术文件规定。
最新食品生产QS全套生产记录表格样板
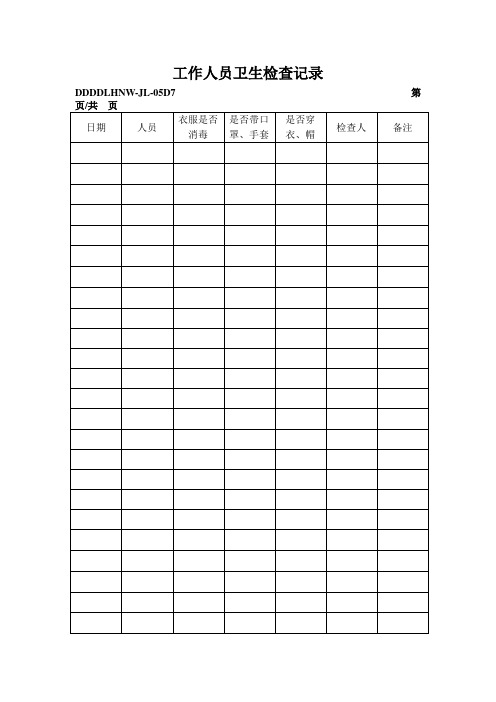
工作人员卫生检查记录DDDDLHNW-JL-05D7 第关键控制点记录原、辅料领用记录生产作业计划设备、设施维修计划设备、设施事故报告单DDLHNW-JL-061 第页/共质量目标进展情况检查统计表DDLHNW-JL-065 第页/共页文件(资料)更改申请表DDLHNW-JL-066 第页/共文件和资料更改通知单DDLHNW-JL-067 第页/共文件和资料更改一览表作废文件(资料)销毁登记表DDLHNW-JL-069 第页/共临沂市好乃屋食品有限公司检验仪器设备使用记录DDLHNW-JL-072 第页/共临沂市好乃屋食品有限公司检验仪器设备维护保养记录合格供方评价表月采购计划编制人:年月日审批人:年月日采购入库清单DDLHNW-JL-076 第页/共检验员:保管员:年月日采购物料进货检验验证记录检验员:生产设备台帐检验设备台帐审核人及日期:记录人及日期:现场卫生检查表DDLHNW-JL-079 第页/共记录人:年度设备检修实施记录设备验收记录DDLHNW-JL-083 第页/共页设备验收记录DDLHNW-JL-083 第页/共页日生产记录表DDLHNW-JL-084第页/共关键过程/设备鉴定/确认表工作人员不良行为处理记录DDLHNW-JL-017 第页/共消费者投诉处理记录DDLHNW-JL-008 第页/共质 量 活 动 记 录DDLHNW-JL-021第 页/共 页不符合项处置记录DDLHNW-JL-003 第页/共生产设备设施维护保养记录DDLHNW-JL-031 第页/共页设备、设施运行检查记录DDLHNW-JL-029 第页/共生产设备(工具)清洗消毒记录DDLHNW-JL-030 第页/共设备运行记录表DDLHNW-JL-028 年月第页/共38“√”正常运转“0”停产状态“△”维修保养“×”报废39废弃物处置记录DDLHNW-JL-081 第页/共成品出入库(销售台帐)登记表DDLHNW-JL-086 第页/共注:食品出厂检验记录应当真实,保存期限不少于二年。
XRD基本操作有图版
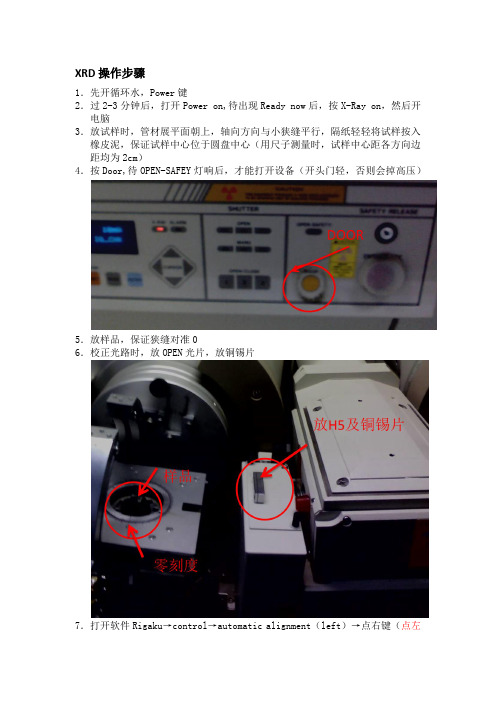
XRD操作步骤1.先开循环水,Power键2.过2-3分钟后,打开Power on,待出现Ready now后,按X-Ray on,然后开电脑3.放试样时,管材展平面朝上,轴向方向与小狭缝平行,隔纸轻轻将试样按入橡皮泥,保证试样中心位于圆盘中心(用尺子测量时,试样中心距各方向边距均为2cm)4.按Door,待OPEN-SAFEY灯响后,才能打开设备(开头门轻,否则会掉高压)5.放样品,保证狭缝对准06.校正光路时,放OPEN光片,放铜锡片7.打开软件Rigaku→control→automatic alignment(left)→点右键(点左键→YES→Theta)→Execute→ok(全部)8.完成→OK→点save→关软件9.按Door,待响后,轻轻开门,换狭缝open H5→取铜锡片→关门10.打开软件→left→standard Measurement→Folder name(D:\自己文件夹名\20120309 →File name:dpd.raw(试样名) →sample name: Zr等测试材料) →condition:双击,40KV,150mA→Execute(开始常规扫描) →5mm,ok→关软件(以上为常规扫描,扫描完后,打开D盘,找到常规扫描文件,Jade(dpd.raw)打开→点s/m(PDF卡片右键) →Zr→Report→Peak ID→把需要扫描的晶面(六方晶体一般为100(如果没有100峰则选110),002,101,102,103)的2-Theta值记下来→关闭Jade软件)11按开门DOOR键,放长狭缝,用钢丝将螺丝拧紧,关门→left measurement→Pole figure measurement→文件夹命名与之前一致,→File命令:dpd-(100).raw→双击condition→扫(100)面将hkl改为(100)→将absorp 改为锆的吸收系数929.5→Reflection中输入(100)晶面的2 值,在Memo 空白处点一点,关,再点确认是否保存→点Execute做(100)面的极图12.按步骤11依次测其余晶面的极图,,如果后面没有人做需要关闭仪器,在测最后一个面时设为Power off,有人做设为aging13.做完半小时后,再关循环水注意:①开关门时一定要轻②拧狭缝时也一定要轻XRD极图处理:1.格式转换:将raw格式转换为ASC格式。
产品质量检验报告(POCKETPLATE)
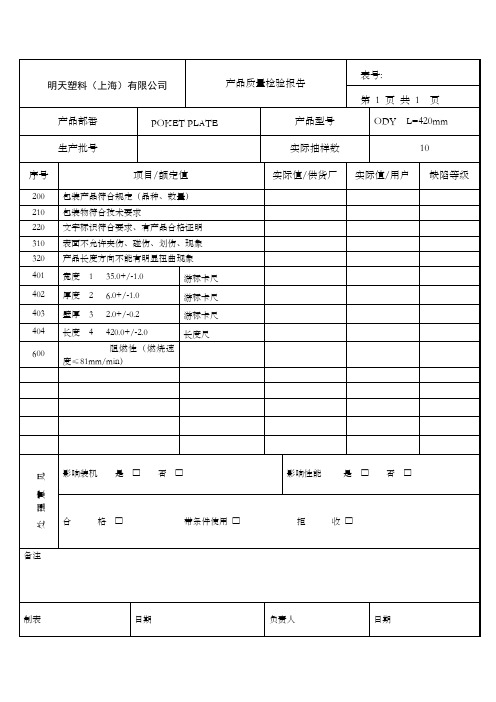
产品长度方向不能有明显扭曲现象
401
宽度1 35.0+/-1.0
游标卡尺
402
厚度2 6.0+/-1.0
游标卡尺
403
壁厚3 2.0+/-0.2
游标卡尺
404
长度4 420.0+/-2.0
长度尺
600
阻燃性(燃烧速度≤81mm/min)
处理意见
影响装机是否
影响性能是否
合格带条件使用拒收
备注
制表
明天塑料(上海)有限公司
产品质量检验报告
表号:
第1页共1页
产品部番
POKE际抽样数
10
序号
项目/额定值
实际值/供货厂
实际值/用户
缺陷等级
200
包装产品符合规定(品种、数量)
210
包装物符合技术要求
220
文字标识符合要求、有产品合格证明
310
表面不允许夹伤、碰伤、划伤、现象
日期
负责人
日期
HXSC008生产日报表

处理
筹划量
日生
产数
起止
时刻
投入
工时
排外
工时
排外缘故
义务
单位
总临盆量
支
日标产量
支
杀青率
%
机械专门状况
时间
处理情况
下班查核
门窗
气水
电源
5S
除外工时
主管A
杂工G
品德最低人员
效力最低人员
杂工人员
机械故障B
H
姓名
分数
姓名
分数
增援C
I
备料D
J
全检E
其它K
搬运F
总工时合计
备注
1.预备工时包含(调模调机)工时.
2.现场不良返修计入投入工时.
3.总工时必须与小我临盆日报表工时相等.
4.除外工时必须精确统计入此表.
5.由临盆部整顿.
6.每日上午10:30往常交齐.
7.除外工时: a待料b.停电c.设备专门d.品德专门
e.前工程欠料f.订单撤消g.排程专门
HXSC008
HXSC008生产日报表
___年___月___日礼拜___白班夜班
经(副)理
课长
组长
出勤状况
应出勤人数
人
出勤率
%
加班人数
人
实际投入工时
实际出勤人数
人新Βιβλιοθήκη 人数人正班人数人
总投入工时( )+入援工时( )
-增援工时-专门除外工时=实际投入工时
( ) ( ) ( )
缺勤人数
人
主管人数
人
加班时数
小时
制令号
品名规格
生产检查日报表

XX电子科技有限公司
生产检查日报表
年月日 品名/料号 工单号
组别:
生产别类 工单数量
机台号 班别
当日目 实际产出 标产出 数
不良 数累 计
合计 填表说 明:1.数
2.目标未达成时,必须详细填写异常(修模、修机、换模、待料)原因.
3.填表人必须严格按表上所列项目如实填写,其生产数量将作为当月员工绩效考核的重要依据
确认:
科技有限公司
检查日报表
单位:PCS
实际产出 累计
作业员
目标未达成原因及改善对策
备注
原因. 月员工绩效考核的重要依据之一.
制:
XX/IV-P-003
产品质量检验报告SM

壁厚 7 2.1+/-0.3
游标卡尺
408
长度 8 100.0+/-1.5
长度尺
600
阻燃性(燃烧速度≤81mm/min)
燃烧试验机Leabharlann 处 理 意 见影响装机 是否
影响性能 是否
合 格带条件使用拒收
备注
制表
日期
负责人
日期
明天塑料(上海)有限公司
产品质量检验报告
表号:
第 1 页 共1页
产品部番
T104000-0000-0100-01
产品型号
生产批号
实际抽样数
10
序号
项目/额定值
实际值/供货厂
实际值/用户
缺陷等级
200
包装产品符合规定(品种、数量)
210
包装物符合技术要求
220
文字标识符合要求、有产品合格证明
310
表面不允许夹伤、碰伤、划伤、现象
320
产品长度方向不能有明显扭曲现象
401
宽度 1 25.1+/-1.0
游标卡尺
402
厚度 2 9.7+0.3/-0.7
游标卡尺
403
尺寸 3 5.5+/-0.5
游标卡尺
404
宽度 4 12.1+0.5/-1.0
游标卡尺
405
壁厚 5 2.1+/-0.3
游标卡尺
406
缝隙 6 3.0+/-0.5
平板规
XRD系列无纸记录仪说明书

� 显示内容
7
图 5.5 测量值数显画面(2 通道) ①——通道号 ②——测量值;有效数字为 4 位。数值的测量和运算参见第 7.1 节“测量和调校” 。 ③——当前日期和时间 ④——工程量单位;可以通过设置仪表参数变更这些单位。参见第 7.1 节“测量和调 校” 。 ⑤——报警点状态;符号 A1~A4 分别表示第 1~4 报警点当前处于报警状态。当某一个 报警点处于报警状态时,液晶屏下方闪烁显示对应的符号;否则不显示任何字符。 注意: 当测量信号过大导致仪表 A/D 转换错误时, 仪表测量值位置将显示字符 “溢出” 。 参见第 7.1 节“测量和调校” 。 1 个通道、3 个通道和 4 个通道仪表的画面和 2 个通道仪表的画面类似。如图 5.6、 图 5.7 和图 5.8 所示。
3.2.
记录
♦ 记录容量:4MBit ♦ 记录间隔:1 秒~59 分 59 秒任意设定,可选择循环和非循环记录 ♦ 记录时间:记录时间的长短和记录间隔、输入通道数有关,计算公式如下: 记录小时 = 72 × 记录间隔(秒)/ 通道数 由此可以算出记录最短时间为 18 小时,最长时间为 29 年
3.3.
1. 概述
SK 无纸记录 仪与各类传感器、变送器配合,可实现对温度、压力、液位、成分等过程量 无纸记录仪
的测量、变换、显示、记录、转储、通讯和控制。 ♦ 采用分辨率为 128×64 的图形点阵液晶,全中文界面,操作方便。 ♦ 显示内容丰富全面,包括测量值、工程量单位、报警信息、实时钟、实时曲线、历史曲 线、记录状态。 ♦ 最多 4 通道测量输入,适用于电压、电流、热电阻、热电偶、mV、远传压力表等类型的 信号。 ♦ 4 点报警输出,可选择 10 种报警方式,报警灵敏度独立设定。具备延时报警功能,可记 忆最近 6 次报警的通道、时间、报警方式。 ♦ 全透明、高速、高效的网络化通讯接口,实现计算机与仪表间完全的数据传送和控制。 ♦ 独有控制权转移功能使计算机可以直接控制仪表的报警输出、变送输出。 ♦ 4M 内存用于测量值记录,可记录 26 万次数据。数据可通过历史曲线追忆,可通过通讯 读取。 ♦ 具备 USB 接口,可随时将记录的历史数据转存到 U 盘上。 ♦ 良好的软件平台,具备二次开发能力,能够满足特殊的功能需求。 ♦ 通过 ISO9001:2000 质量管理体系认证。 ♦ 产品获得权威机构电磁兼容(EMC)检验证书。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:XRD-Q 日期产品型号具体型号产品编码订单号工序订单数量生产数不良数不良率 2015年产品生产日报表
记录规则:
一、需要记录的工序:1.写程序;2.老化前初测;3.老化;4.绝缘、耐压测试;5.老化后测试;6.OQA测试;
二、每日下班前,将当日生产情况记入日报表,不良品用红色流程卡写明故障现象送维修。
测试返修回来的产品要在备注里面标明!
三、测试中如发现同样失效现象大于等于5pcs,或不良率大于等于8%需停止生产等待技术部分析;
深圳市信瑞达电力设备有限公司
XRD-QR-SC-009 版本:A0。