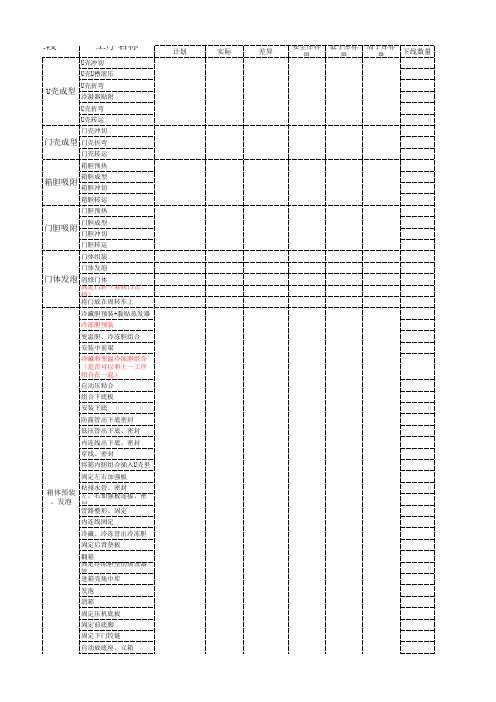
一种新型的冰箱门壳滚压设备
新飞冰箱基本工艺流程
变温胆、冷冻胆组合
安装中前梁
冷藏和变温冷冻胆组合 (是否可以和上一工序 组合在一起)
自动压粘合
组合下底板
安装下底
防露管出下底密封
低压管出下底、密封
内连线出下底、密封
穿线、密封
将箱内胆组合插入U壳里
固定左右加强板
箱体预装
粘排水管、密封 左、右加强板连接、密
、发泡 封
管路整形、固定
内连线固定
冷藏、冷冻管出冷冻胆
装抽屉 银焊口涂漆 绑分子筛、粘减震阻尼块 固定压机室后罩 贴安全警示标贴 固定电源线 放文件袋、收质量跟单 取防碰条 放门中间垫块、封门 扣内包装袋 扣包装箱 贴条形码、电子扫描码 放护托、上护盖板、胶带封 箱 打包
可修复数 量
废品数
工段
工序名称
U壳冲切
U壳U槽滚压
U壳成型 U壳折弯
冷凝器贴附
U壳折弯
U壳转运
门壳冲切
门壳成型 门壳折弯
门壳转运
箱胆预热
箱胆吸附 箱胆成型
箱胆冲切ቤተ መጻሕፍቲ ባይዱ
箱胆转运
门胆预热
门胆吸附 门胆成型
门胆冲切
门胆转运
门体组装
门体发泡
门体发泡 清修门体
固定门封(紧固门止
挡) 将门放在周转车上
冷藏胆预装+黏贴蒸发器
冷冻胆预装
固定后背垫板
翻箱 固定冷冻胆里的蒸发器
管 进箱壳集中库
发泡
清箱
固定压机底板
固定前底脚
固定下门铰链
自动放底座、立箱
计划
实际
差异
安全库存 量
低于库存 量
高于库存 量
下线数量
预装压缩机 放压机 固定压机 箱检、贴质量跟踪单 进入箱体集中库 放上防碰条 测电加热 装磁敏开关 预装温控器组件 紧固温控器组件 固定温控器挂扣 装接线柱(插接件形式) 连接各种线 固定保鲜灯、杀菌剂、 上门 固定中门铰链 备上铰链 固定上铰链 装冷冻蒸发器、连管 焊接箱内管路 穿蒸发器饰条 敲蒸发器卡子 箱内管整形 固定变温室限位 固定冷藏室限位 固定蒸发器压板 装排水管堵 装地线、连接电源线 连接防露管 高压氮气吹高压管路 连接压机室管路 焊接压机室管路 清洗焊剂 紧固地线 装接水盒 固定电源线卡子 拧接头 予抽空 装果菜盒、装搁架、酒架 装门附件 拔接头 充注 封口焊 管路整形 低压检漏 电性能测试 进动态测试线 将测试探头放进冰箱里 高压检漏 粘贴能效标、贴温控说明 贴铭牌电路图、TCL标识 贴跟单条码 取出测试探头
卡萨帝冰箱 BCD-551WLCTDM4WKU1说明书
冰箱使用说明书型号BCD-551WLCTDM4WKU1• 本说明书为通用手册• 本公司保留说明书解释权• 产品外观请以实物为准• 阅后请与发票一并妥善保存• 如遇产品技术或软件升级,恕不另行通知• 本产品只适合在中国大陆销售和使用1. 产品介绍1 1.1. 产品部件1 1.1.1. 部件介绍1 1.1.2. 装箱单1 1.2. 技术规格1 1.2.1. 技术数据11.2.2. 产品尺寸及安装要求32. 使用说明8 2.1. 安全注意事项8 2.1.1. 符号含义8 2.1.2. 电气8 2.1.3. 使用8 2.1.4. 维护8 2.2. 冰箱安装9 2.2.1. 安装步骤9 2.2.2. 首次使用步骤9 2.3. 冰箱操作10 2.3.1. 显示屏10 2.3.2. 通电/断电11 2.3.3. 特色功能11 2.3.4. 温度调节12 2.3.5. 互联功能13 2.4. 食品贮存注意事项13 2.4.1. 贮存建议区间13 2.4.2. 冷藏室的使用14 2.4.3. 冷冻室的使用14 2.4.4. 变温室的使用15 2.4.5. 婴爱空间的使用15 2.4.6. 节能使用注意事项15 2.5. 清洁保养15 2.5.1. 冰箱清洁15 2.5.2. 部件清洁162.5.3. 搬运/停用193. 售后服务22 3.1. 疑难解答22 3.1.1. 结露22 3.1.1.1. 冰箱外部的水珠?22 3.1.1.2. 冰箱内部的水珠?223.1.2. 制冷22 3.1.2.1. 冰箱不工作22 3.1.2.2. 冰箱的制冷效果差?22 3.1.2.3. 冰箱的冷藏室、抽屉的食品冻住了?22 3.1.2.4. 冰箱压缩机的工作时间?23 3.1.3. 发热23 3.1.3.1. 冰箱外壳的温度23 3.1.4. 异声23 3.1.4.1. 冰箱启动时发出较大的声音?23 3.1.4.2. 工作的声音经常提高23 3.1.4.3. 冰箱在开停机时发出“嗒嗒”声?23 3.1.4.4. 冰箱有水流声和水煮沸声23 3.1.4.5. 冰箱在工作时发出“啪啪”声?23 3.1.4.6. 冰箱在工作时有轻微吹风声?24 3.1.4.7. 冰箱在工作时有“咝咝”声或“嗤嗤”声?24 3.1.4.8. 冰箱在工作时噪音大?24 3.1.5. 异味24 3.1.5.1. 冰箱内有异味24 3.2. 有害物质24 3.3. 保修说明251. 产品介绍1.1. 产品部件1.1.1. 部件介绍1.1.2. 装箱单本产品因不断研究改进,保留冰箱各部件的变更权利,恕不另行通知,敬请谅解。
315吨四柱液压机技术方案(徐州开元)

315吨四柱液压机技术方案1、液压机名称、数量3150kN四柱液压机 10台2、机器用途、工作条件本机主要用于冰箱门壳(金属薄板件,覆膜彩钢板,厚度0.4~0.6MM)的冲孔、落料、浅拉伸、弯曲、翻边、成型等工艺。
机器使用条件:─工作环境温度: -5℃~40℃─动力电源:三相四线制380V,50HZ─电压波动范围 380V±10%─液压机功率~20kW─液压系统使用介质:抗磨液压油YB-N463、机器结构形式和功能3.1 液压机由主机、液压传动系统、电气控制系统和润滑系统组成。
3.2 液压机的操作方式设有调整、手动、半自动三种操作方式。
操作方式由转换开关进行选择,按钮集中控制。
3.3 液压机机身为三梁四柱式结构形式。
●滑块导向为立柱圆柱面导向,导套为对开导套以利于维护。
●立柱为四螺母结构,以便于机身预紧。
●三梁为钢板焊接件。
3.4 液压机滑块为上传动单缸加压结构形式。
3.5 液压系统主控制系统采用二通插装阀集成系统。
3.6 液压系统主油泵采用YCY14-1B恒功率轴向柱塞泵,冷却过滤选用CB-B齿轮泵。
3.7 电气控制系统采用日本欧姆龙公司的PLC可编程控制器控制。
3.8 滑块主油缸、顶出油缸均采用活塞式油缸,油缸密封选用奥地利爱科原装进口U形密封圈密封。
3.9 液压机动力系统放置于地面上,电气箱放置在地面上,操作箱放置在机器右前部。
3.10 液压系统设有油位指示、油液冷却和过滤系统,油液冷却选用风冷却。
3.11 滑块导套润滑采用稀油集中润滑。
3.12 液压机滑块、顶出油缸行程控制均采用接近开关控制。
3.13 液压机主缸的压力显示采用压力表显示,调压元件采用远控调压阀,调压范围为公称压力10%~100%,滑块保压时间可以设定。
4、主要技术参数─公称力 3150kN─回程力 305kN─液体最大工作压力 25Mpa─顶出力 630kN─工作台有效尺寸左右 1250mm前后 1160mm─滑块有效尺寸左右 1250mm前后 1160mm─最大开口高度 1250mm─滑块行程 800mm─顶出行程 300mm─滑块速度快下 150mm/s工作 6~14mm/s回程 140mm/s─工作台上平面距地面高~700mm5、液压机主要构成液压机主要由主机、液压系统、电气控制系统、安全防护系统及其它辅助部件组成。
卡萨帝冰箱 BCD-801WDCPU1说明书

急冻抽屉节能使用的注意事项3尊敬的卡萨帝用户:您好!感谢您使用卡萨帝产品,为了您能更好的阅读本说明书和使用本产品,防止人身伤害及物品损坏事故,请务必仔细阅读并遵守本说明书中有以下标志符号的内容。
电气方面电源,若电压波动范围较大(超出750W 以上的自动稳压器配合使用。
本冰箱电源线配有三线(接地)任何情况下切勿切除或拆除电源线的第三插脚(接地)。
冰箱移离墙壁时,请小心谨慎,切勿滚压电源线。
切勿以拉扯电源线的方法拔出冰箱的插头,一定要紧紧握住插头,从插座中直接拔出。
清洁、维修及更换损坏的照明设备前,必须拔下冰箱的电源插头,以防触电。
如果电源软线损坏,为了避免危险,必须由制造商、其维修部或类似部门的专业人员更换。
应立刻关闭气体泄漏的阀门,然后打开门窗,不要拔或插冰箱等电器件电源接地电源线及插头4使用方面维护方面本产品为家用电冰箱,按国家标准的规定,家用电冰箱只适用于储藏食不得在冰箱内贮存爆炸物(如助燃喷雾剂),以及强腐蚀性的酸、碱等化学药品。
冰箱开始运行之后,切勿用手触摸冷冻室的冰冷表面,尤其是手湿的时候。
否则,皮肤可能会粘在这些冰冷的表面上。
在开关冰箱门时,应手握门把手进行拉开和关闭。
由于门与门之间及冰箱箱体与门之间的间隙很小,请勿将手伸到这些区域内,以防挤伤手指。
在开关冰箱门时,勿让小孩靠近,以免碰伤小孩。
请勿将瓶装啤酒、饮料等放入冷冻室,以防冻裂。
也不要将冰箱放置在潮湿或易溅上水的地方,停电或清洁时,应拔下电源插头,至少保持间隔7分钟,才能再次接通电源,以防因连续启动而损坏压缩机。
放置冰箱应该远离热源并避免太阳光直射,以免影响冰箱的工作性能。
及污物应及时用软布擦干净,以防止生锈及影响电气绝缘性能。
不要在冰箱上部放置不稳定的物品(重物、有水的容器),以免掉下伤人或溢水导致漏电。
在冰箱附近,切勿存放或使用汽油及其它易燃物品,以免引起火灾。
严禁私自拆卸、改造冰箱,制冷系统包含高压状态的制冷剂,禁止损坏针对儿童的特别注意:冰箱废弃不用时,请将冰箱远离火源,以防意外。
一种具有电热效应的冰箱

专利名称:一种具有电热效应的冰箱
专利类型:实用新型专利
发明人:龚彭真,孟祥睿,胡启旋,吕亚鹏,赵一洁,汪守刚申请号:CN202122029609.X
申请日:20210826
公开号:CN215638218U
公开日:
20220125
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种具有电热效应的冰箱,包括箱体以及与箱体转动连接的转门,所述转门侧壁开有通槽,所述通槽内设有剪式伸缩架,所述剪式伸缩架第一端安装于通槽内,所述剪式伸缩架第二端安装有抵紧板,所述剪式伸缩架第一端的第一支杆与通槽内壁转动连接,所述剪式伸缩架第一端的第二支杆上开有多个限位口,所述转门外壁滑动连接有滑块。
本实用新型其能够在搬运电热冰箱的过程当中对内部的物体进行支护,降低震动带来的影响。
申请人:郑州大学
地址:450001 河南省郑州市高新区科学大道100号
国籍:CN
代理机构:郑州芝麻知识产权代理事务所(普通合伙)
代理人:侯苏家
更多信息请下载全文后查看。
海尔 LC-209WLHFVSCU1 209升风冷变频多门冰箱 使用说明书

放置环境
放置冰橱应该远离热源并避免太阳光直射,以免影响冰橱的工作性能。 应放置于通风良好的地方,冰橱左右两侧应留有 4mm 以上的空间。 不要放置在潮湿或易溅上水的地方,溅的水及污物应及时用软布擦干净, 以防止生锈及影响电气绝缘性能。 不要在冰橱上部放置不稳定的物品(重物、有水的容器),以免掉下伤 人或溢水导致漏电。 在冰橱附近,切勿存放或使用汽油及其它易燃物品,以免引起火灾。
为保证安全,用户移动冰橱后需将产品与防倾倒结构前 后固定到位,并调整底脚到位。
5 使用前请先进行清洁 (清洁方法请参阅“冰橱的清洁”一节)
6 静置 冰橱安放调平、清洁完成后,先不要接通电源。让冰橱静置 30 分钟以上, 再接通电源,以确保冰橱正常运转。
6
安装步骤
7 冰橱外形尺寸 : 宽 910x 深 453x 高 1100(mm),安装防倾倒后宽 910x 深 465x 高 1100(mm) 使用所需间隙,请参考下面的图片及第 4 页使用方面所示的安装所需空间。 深 宽
4
安装步骤
1 拆除所有包装组件 包括泡沫底座及固定附件用的胶带也必须拆除。
2 清点随机附件和资料 请按照装箱单内容对照检查箱内物品,如有出入,请咨询销售商店进行 查询。
3 将冰橱放置到满足以下条件的地方 : • 选择安装冰橱的最佳位置 • 一个远离热源,避免潮湿或阳光直射的地方 • 一个具有足够空间可方便打开冰橱门的位置 • 在冰橱的左、右、上、后侧均有足够的空间以便空气流通。如果冰橱没有 足够的空间,内部冷却系统可能无法正常工作 • 请确保冰橱在需要维修和维护时可以自由的搬动 • 请勿将冰橱安装在温度高于 43 ℃ 或低于 5 ℃ 的地方 • 一个平坦坚固的地面,如需垫高,亦需选择平稳、坚硬、不可燃的垫块 如果稍有不稳或者冰橱两门不齐,可调整冰橱前部的黑色可调底脚 : → 按顺时针方向旋转,可以提高冰橱高度。 → 按逆时针方向旋转,可以降低冰橱高度。
卡萨帝冰箱 BCD-285WGHC2DESTU1说明书
冰箱使用说明书型号BCD-285WGHC2DESTU1• 本说明书为通用手册• 本公司保留说明书解释权• 产品外观请以实物为准• 阅后请与发票一并妥善保存• 如遇产品技术或软件升级,恕不另行通知• 本产品只适合在中国大陆销售和使用1. 产品介绍1 1.1. 产品部件1 1.1.1. 部件介绍1 1.1.2. 装箱单1 1.2. 技术规格2 1.2.1. 技术数据21.2.2. 产品尺寸32. 使用说明5 2.1. 安全注意事项5 2.1.1. 符号含义5 2.1.2. 电气5 2.1.3. 使用5 2.1.4. 维护5 2.2. 冰箱安装6 2.2.1. 安装步骤6 2.3. 冰箱操作6 2.3.1. 首次使用6 2.3.2. 功能介绍6 2.3.3. 温度调节7 2.3.4. 互联功能7 2.4. 存储及节能事项8 2.4.1. 存储建议8 2.4.2. 冷藏室9 2.4.3. 冷冻室9 2.4.4. 节能事项10 2.5. 清洁保养10 2.5.1. 注意事项10 2.5.2. 部件的拆卸与清洁11 2.5.3. 冰箱的搬运122.5.4. 冰箱的停用133. 售后服务14 3.1. 疑难解答14 3.1.1. 工作14 3.1.2. 时间14 3.1.3. 温度14 3.1.4. 气味14 3.1.5. 声音14 3.1.6. 水珠143.2. 环保清单14 3.2.1. 环保清单14 3.3. 保修说明15 3.3.1. 保修说明151. 产品介绍1.1. 产品部件1.1.1. 部件介绍部件名称(注:具体以实物为准)1.1.2. 装箱单装箱单编号部件名称是/否可拆卸1显示板总成是2冷藏小搁物架是3冷藏大搁物架是4零度抽屉盖板是5零度抽屉(变温室)是6冷冻托盘是7冷冻中抽屉是8冷冻下抽屉是9小瓶座是10半甁座是11大甁座是本产品因不断研究改进,保留冰箱各部件的变更权利,恕不另行通知,敬请谅解。
卡萨帝冰箱 BCD-400WLCI3M4WKU1说明书

冰箱使用说明书型号BCD-400WLCI3M4WKU1• 本说明书为通用手册• 本公司保留说明书解释权• 产品外观请以实物为准• 阅后请与发票一并妥善保存• 如遇产品技术或软件升级,恕不另行通知• 本产品只适合在中国大陆销售和使用1. 产品介绍1 1.1. 产品部件1 1.1.1. 部件介绍1 1.1.2. 装箱单1 1.2. 技术规格1 1.2.1. 技术数据11.2.2. 产品尺寸及安装要求22. 使用说明4 2.1. 安全注意事项4 2.1.1. 符号含义4 2.1.2. 电气4 2.1.3. 使用4 2.1.4. 维护4 2.2. 冰箱安装4 2.2.1. 安装步骤4 2.2.2. 首次使用步骤5 2.3. 冰箱操作5 2.3.1. 显示屏5 2.3.2. 通电/断电5 2.3.3. 特色功能6 2.3.4. 温度调节6 2.3.5. 互联功能7 2.4. 食品贮存注意事项7 2.4.1. 贮存建议区间7 2.4.2. 冷藏室的使用7 2.4.3. 冷冻室的使用8 2.4.4. 节能8 2.5. 清洁保养8 2.5.1. 冰箱清洁8 2.5.2. 部件清洁82.5.3. 搬运/停用93. 售后服务10 3.1. 疑难解答10 3.1.1. 结露10 3.1.1.1. 冰箱外部的水珠?10 3.1.1.2. 冰箱内部的水珠?10 3.1.1.3. 抽屉前盖凝霜?10 3.1.2. 制冷103.1.2.1. 冰箱不工作10 3.1.2.2. 冰箱的制冷效果差?10 3.1.2.3. 冰箱的冷藏室、抽屉的食品冻住了?11 3.1.2.4. 冰箱压缩机的工作时间?11 3.1.3. 发热11 3.1.3.1. 冰箱外壳的温度?11 3.1.4. 异声11 3.1.4.1. 冰箱启动时发出较大的声音?11 3.1.4.2. 工作的声音经常提高11 3.1.4.3. 冰箱在开停机时发出“嗒嗒”声?11 3.1.4.4. 冰箱有水流声和水煮沸声11 3.1.4.5. 冰箱在工作时发出“啪啪”声?12 3.1.4.6. 冰箱在工作时有轻微吹风声?12 3.1.4.7. 冰箱在工作时有“咝咝”声或“嗤嗤”声?12 3.1.4.8. 冰箱在工作时噪音大?12 3.1.5. 异味12 3.1.5.1. 冰箱内有异味12 3.1.6. 其他12 3.1.6.1. 开关门力大?12 3.2. 环保清单12 3.3. 保修说明121. 产品介绍1.1. 产品部件1.1.1. 部件介绍可拆卸部件部件名称部件名称大瓶座低氧窖藏养鲜抽屉小瓶座冷冻托盘搁物架冷冻上抽屉婴爱空间盖板冷冻下抽屉婴爱空间抽屉1.1.2. 装箱单名称型号/数量型号BCD-400WLCI3M4WKU1附件袋总成1大瓶座1小瓶座2搁物架3婴爱空间盖板1婴爱空间抽屉1低氧窖藏养鲜抽屉1冷冻托盘2冷冻上抽屉1冷冻下抽屉1本产品因不断研究改进,保留冰箱各部件的变更权利,恕不另行通知,敬请谅解。
冰BC-5183冰箱门壳滚压成型及专机

(5)表面被覆材料由于镀镍、镀铬材料硬度大,容易产生裂纹。但是镀铜和黄铜的材料可以滚压成型,而镀锌和镀镉的材料是不容易成型的。由于浸镀材料成型困难,故必须加大弯曲半径。油漆类涂覆材料,必须以尽可能低的滚压力加工。使用韧性良好的硬质涂料作滚压成型的条件是:将弯曲半径加大至板厚的4~5倍。
加上顺序滚压过程中可以与冲洗、起状、卷筒、焊接等多种工艺装置连动,形成流水作业,故生产效率极高,成本低廉,是现代加工制品中广泛应用和大力推广的特种工艺加工方法,如自行车钢圈、自来水管、塑料龙骨、波纹板和国外广为应用的不锈钢窗框的生产。
2.4滚压成型的应用
我们经常看到铺设道路时,轧路机将凹凸不平的马路压得很平整。滚压工具的加工原理也是如此,用滚柱滚压金属表面,将表面凸起部分碾平,而使凹陷部分隆起,加工成平滑如镜的表面。与切削加工不同,是一种塑性加工。
(2)不锈钢13 、18 -8 、18 等不锈钢很好使用。13 不锈钢的成型性能稍差一些。成型速度在8良好并保持其表面清洁。当板厚小于2mm,弯曲半径取为板厚的2倍左右是安全的。
(3) 和 合金比不锈钢的成型性能稍差。成型速度要低。对板厚的要求与不锈钢相同。
板材厚 >2.5mm弯曲角: 100~200。
塑性好的材料取上限,塑性差的材料取下限。连续弯曲要考虑金属的加工硬化;
e)起始变形时,竖壁弯曲和底部弯曲不能同时进行;
f)最后一对成形辊轮形状应考虑弹性回跳数据。
由于门壳零件成形高度较高,形状比较复杂,多处带圆弧的90°折弯,且不同制品甚至同一制品两侧的圆弧半径的大小不相等,这给由水平成形辊过渡到垂直成形带来很大困难,板材内外成形面的相对滑移过大会影响门壳表面质量。特别是纵向尺寸较短的滚压成型件,外加垂直轴成型,位置排列更加困难。对此采用了现有资料中没有的倾斜辊压成形技术,上辊的轴线倾斜,使成形表面行走方向与辊相接触处的线速度一致,避免或减少辊与板材之间的相对滑移,提高了成型表面质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
It can transit edible liquid such as m ilk,soy ,fruit juice and the jam,eight tr easures g ruel of non-New tonian and so on by m edium s .
Key words :edible liquid ;g as control ;shuto ff v alv e 收稿日期:2002-09-06
作者简介:王新杰(1961-),女,河南郑州人,郑州轻工业学院机电系副教授,主要从事机械设计、制造及自动化专业教学和机电产品的开发、应用、研究.
文章编号:1005-2895(2003)02-0062-02
一种新型的冰箱门壳滚压设备
王新杰,李 伟,郭长江,姚建松
(郑州轻工业学院机电系,河南郑州450002)
摘 要:介绍了一种新型冰箱门壳滚压设备研制的技术难点及关键技术。
关 键 词:门壳;滚压;设备
中图分类号:T G 306 文献标识码:B
1 引 言
家电产品不但是日用生活用品,而且还是家庭中的“装饰品”,人们对其外观质量的要求更高。
门壳是冰箱、冰柜等家电产品的“外衣”。
在目前冰箱、冰柜等家电产品内在技术日趋完善的今天,其外观质量的好坏直接影响着此类家电产品在市场中的占有率。
另外,随着市场需求的变化,企业在市场中的竞争能力还体现在其产品品种的多样化、规格的系列化、式样的新颖化以及产品更新换代、响应市场变化的速度等方面。
这些都对门壳的生产工艺和生产设备提出了更高的要求。
它不但要求设备能生产出高质量的门壳零件,而且还要求设备能够一机多用。
传统的门壳生产是采用模具通过压力机或弯扳机进行板料弯曲成形的。
这种生产方式存在着工人劳动强度大、生产效率低、次品率高和噪声污染严重等缺点。
目前虽然有些厂家的门壳生产也采用连续滚压成形工艺,但现有的滚压设备往往是针对某个单一品种门壳而设计的,无法满足多品种、多规格门壳的生产要求,使企业难以适应市场的变化。
鉴于以上原因,我们受国内某大型家电企业之托,研制开发了新型门壳滚压成形设备。
2 设备主要技术参数
门壳滚压成形机的成形原理是将裁切好的板材于前后直排的数组成形辊轮中通过,随着辊轮的回转,在板料向前送进的同时又顺次进行弯曲加工,以成形出所需的端面形状(如图1所示)。
如果门壳的形状发生
了改变,可通过更换辊轮来实现。
该设备适用于四种形状、数十个不同尺寸的门壳零件的生产。
其主要技术参数为:
(1)成形设备可调整范围:
长度:L min=340m m,L m ax =2000mm ,宽度:B =500~680m m,高度:H =28~50mm ;(2)尺寸调整时间:≤20min ;换型调整时间:≤2h;(3)废品率:≤2‰。
3 设备难点及关键技术
根据以上的技术参数要求,该设备在研制中的主要难点是:短(超短)尺寸门壳滚压成形,非对称形状门壳的滚压,一机多用且换型时间短,以及门壳表面质量要求高等。
围绕着这些难点,我们在设备的研制时,首创采用了多项滚压成形新技术,对该设备的研制成功
起到了关键的作用。
图1 门壳滚压成形过程示意图
3.1 短(超短)尺寸门壳滚压成形技术
在滚压成形过程中,为了确保板材不跑偏,在门壳成形的每一时刻,都必须保证至少有两道辊轮同时作
・
62・Light Industry Machinery
用在门壳上成形并牵引板材行走。
为此,前后两辊轮之间的距离应小于门壳长度的一半。
问题在于如果门壳尺寸过短,成形高度较高,且要满足上下辊节圆直径相等,则相邻两辊将无法布置。
如该设备要满足的最小成形长度为340mm。
两辊轮之间的距离应小于340/2= 170mm,即下辊的最大直径(D m ax=下辊节圆直径+ 2×成形高度)应小于170mm;而上辊的最小直径(D m in=上辊节圆直径-2×成形高度)应大于60m m (强度和刚度的需要),设备成形高度为28~50mm。
按照目前所能检索到的资料,其上下辊节圆直径均相等。
若按此方法设计,当成形高度为27m m时就无法满足以上两个辊轮直径的条件,此时相邻两下辊将发生干涉。
所以传统的设计方法在本设备的设计中是不可行的。
我们对这一技术难题首次提出了上下辊节圆直径不一致的滚压成形技术——非等径辊成形技术,成功地解决了短门壳滚压成形辊间距布置的难题。
在实际设计过程中,我们将下辊节圆直径减小一半,同时对上辊采取减速传动,使上辊的角速度是下辊角速度的一半,保证了牵引速度一致,且避免了辊轮干涉的情况。
3.2 倾斜辊成形技术
由于门壳零件成形比较复杂,有多处带圆弧的90°折弯,且其圆弧半径的大小又不相等,这给由水平成形辊过渡到垂直成形辊带来很大困难,使得板材内外成形面的相对滑移过大而影响门壳表面质量。
为此,我们采用了现有资料中没有的倾斜辊成形技术——上辊的轴线倾斜,使成形表面行走方向与辊相接触处的线速度一致,避免或减少辊与板材之间的相对滑移,提高了成形表面质量。
图2为该结构示意图。
3.3 非对称形状门壳滚压技术
有些门壳两边的成形高度及形状不一致,这样在滚压过程中两边产生的滚压力不相等,容易造成门壳跑偏。
为解决这一技术难题,本设备采用均衡辊轮成形曲线,在非对称滚压过程中,实现力的合理分配,
有效
图2 倾斜辊滚压示意图
地解决了由于门壳两成形边压力不等而造成的门壳跑偏问题,保证了产品质量,提高了成品率。
3.4 一机多用且快速换型
由于滚压设备的调整费时费力,所以一般的滚压设备均只能满足一种门壳的生产。
而我们的滚压设备需要满足四种不同形状的门壳的成形,且换型时间要求在2小时以内(一般引进的同类设备换型一次需要数月)。
为解决这一难题,我们采用了统一的换辊基准和特殊的结构,在更换辊轮时,只需同时更换新的成型辊轮和对应的调整套即可满足更新辊轮的定位问题。
另外,整机采用无级调速电机驱动,满足了换型时调整方便快速,达到了换型时间在2小时以内的技术要求。
4 结束语
经厂家近三年的满负荷使用证明,该滚压设备具有生产效率高、能耗低、成品率高、生产稳定和噪声低等优点,并且能通过快速更换滚轮来满足不同形状门壳的生产要求,是门壳类零件成形设备的一种理想换代产品。
参考文献:
[1] 日本塑性加工协会.压力加工手册[M].北京:机械工业出版社,
1984.
[2] 王海文.轧钢机械设计[M].北京:机械工业出版社,1980.
A New Type of the Rolled Machine for Refrigrator Door-Shell
WA NG Xin-jie,LI Wei,GUO Chang-jiang,YAO Jian-song
(Electr omechanical Depa rtment o f Zhengzhou Institute o f L ig ht Industr y,Z heng zho u Henan450002,China)
Abstract:It intro duced the difficult points and key technolog y in the desig n and manufacture o f a new type of rolled machine for refrigerator doo r-shell.
Key words:doo r shell;Ro lled
・
63
・
轻工机械 2003年 第2期 。