FANUC机器人对应梅达焊机-电极帽修磨设置1
FANUC机器人焊接操作中高级操作指令(1)
FANUC机器⼈焊接操作中⾼级操作指令(1)机器⼈焊接操作中级培训内容草稿1.Insert, delete, copy, paste指令在机器⼈培训教材(中⽂)P20-23。
2.Replace指令培训教材见本⽂档后⾯。
3.INST中包含的指令(例:Arc start/end, wait, Branch instructions( IF/select, JMP/Label等) ,timer,registers, weaving, program control 指令(pause, abort),welding I/O, Offset)Wait 等待指令(厚黄⽪⼿册P220)等待指令⽤来在⼀段指定的时间内停⽌程序的执⾏,或者在某个条件满⾜之前阻⽌程序的执⾏。
当执⾏该指令时,机器⼈不执⾏任何操作。
有两种有效的等待指令:指定时间的等待指令:在⼀指定的时间段内停⽌程序的执⾏。
条件等待指令:直到满⾜⼀特定的条件或者⼀特定的时间段后再开始执⾏程序。
指定时间的等待指令Wait (时间)指定时间的等待指令在⼀指定的时间段后(⼏秒钟后)再恢复程序的执⾏。
例:1. WAIT2. WAIT 10.5sec3. WAIT R [1]条件等待指令WAIT(条件)(处理办法)条件等待指令能阻⽌程序的执⾏,直到所指定的条件被满⾜,或者指定的时间已经过去。
有如下两种情况:若没有指定任何处理操作,则程序⼀直停⽌到所指定的条件被满⾜为⽌。
“Timeout,LBL[i]”语句能使程序在系统配置显⽰屏的14.WAIT timeout项所指定的时间内停⽌程序的执⾏。
如果在这段时间内等待后的条件被满⾜,则程序等待结束,继续执⾏下⼀步程序;如果Wait后所指定的条件不能在这段等待时间内被满⾜,程序控制就转换到⼀个指定的标记上(即LBL[1]分⽀程序上),并开始执⾏该标号所指定的程序。
(参照下⾯的短例)WAIT timeout 的时间数值设置是在System configuration 屏幕中进⾏设定的,路径如下:MENUS——SYSTEM——F1,TYPE——Config。
fanuc机器人简单配置

fanuc机器人简单配置机器人简单配置★进入系统菜单→机器人冷启动→然后按住PREV 和NEXT 键★选择 3 Controlled Start→将菜单中的改为ENABLE→单击ENTER★选择 1 Start Setup Wizard→选择Body Shop→选择Spot Welding→选择One WeldControl→选择EtherNet IP→选择Robot Held Gun→选择“YES ”(伺服枪,否则选择“NO”)→选择“YES ”(是否要选择伺服电机型号)→选择“1 ”(选择伺服电机型号)→填入枪的速比(在枪的铭牌上)→填入枪的最大压力(在枪的铭牌上)→填入枪的最大开口(在枪的铭牌上)→选择“C ”&“X”型枪→选择伺服放大器(一把枪选择“2 )→选择是否有温控(根据实际情况)→选择是否有修磨机(标准配置有)→选择修磨机电机型号(根据实际情况)→选择“NO ”(Tip-Dress after Cap Changing)→选择“YES ”(第一次配置时Pressure Table Setup)**配置完成**★选择 2 Set Cell I/O to PLC→选择EtherNet IP**配置完成**★选择 5 EXIT★选择FUNCTION→选择Cold Start★零位设置→MENUS→0→SYSTEM→GUN MASTER→BZAL(清故障)→FUNCTION →0→POWER CYCLE(将编码器复位,否则机器人无法运动)→把焊枪上下电极杆开到相碰按下(该点即为焊枪零位)→SHIFT+EXEC(记入)**设置完成**★初始化设置→MENUS→UTILITES→GUNSETUP→依次按ENTER 键进行一下设定[SET GUN MOTION SIGN] (设定枪的方向)→关枪→按[F5]CLOSE →按[F3]COMP[SET GUN SPACE,MASTER,GUN] (设定枪的基本参数)→在“******”处填入相应参数(在枪的铭牌上找)→关枪至零位→按[F3]COMP[AUTO TUNE] (自动计算一些参数)→按SHIFT+[F3] EXEC (运行过程中SHIFT 必须一直按住)[THICKNESS CHECK CABIBRATION])→按SHIFT+[F3] EXEC (运行过程中SHIFT 必须一直按住)**设置完成**★焊枪压力标定→MENUS →Setup→Servo Gun→选择<*DETAIL*> (第二行)→PRESSURE CAL(ENTER)→YES[Pressuring Time (sec)] = 2.0 加压时间2"[Thickness of Gauge (mm)] 压力计厚度请如实填写[Pushing Depth (mm)] 压入深度,填20mm[Gun Open Value (mm)] 标定时枪口每次张开的大小→尝试输入适当的扭矩值,从低扭矩开始(5% );直到到达匹配的压力→SHIFT-[F3: Pressure]→填入压力值→所有扭矩测量完毕后点击-[F3: comp] (把光标移到CALIBRATION STATAS)→执行程序菜单选择TW-SETG1 宏程序(看TIP WEAR STANDRD 变成COMP)**设置完成**★机器人I/P 地址设置→MENUS→SETUP→[FI] TYPE→下页→下页→HOST COMM →DETAIL★焊机I/P 地址设置→MENUS→I/O→[FI] TYPE→下页→ETHERNET I/P→选择W ELD CONTROL→CONFIG(必须在FALSE 状态下,否则把TURE 改成FALSE)填入以下内容Vendor ID:270D e v i c e T Y P E:12P r o d u c e c o d e:1I n p u t s i z e:1O u t p u t s i x e:1R P I:32A s s e m b l y i n s t a n c e(i n p u t):100A s s e m b l y i n s t a n c e(i n p u t):150★DEVICENET 通讯设置→MENUS→I/O→[FI] TYPE→下页→DEVICENET→选择(82)F4(DETAIL)选择波特率500 再ONLINE→[F3] DIAG→[F3] BROWSE(必须在ONLINE 状态下,光标移到63 上,波特率为500)→机器人自动查找→QUERY →POLL→ENTER→ADD-SCAN→ADD-DEF→重启(机器人配WATERSA VER)★同种方式配置其他模块HOME★将机器人示教到相应位置★在寄存器中记入位置值→MENUS→SETUP→下页→REF POSITION→DETAIL→SHIFT+RECORD★在位置寄存器中记入位置值→MENUS→下页→DATE →下页→POSITION REG→选择P R[1] →SHIFT+RECORD(HONE 点尽量做到机器人姿态自然,便于打点,不与任何物体干涉,各轴转动范围在±180 以内。
FANUC发那科工业机器人系统基本参数设定

维修培训实习教材第二节基本参数设定一实习目的(一)掌握FANUC 数控系统的参数输入方法(二)掌握FANUC 数控系统的参数设定步骤(三)掌握机床运行所需要设定的最基本参数二实习内容学习“参数设定支持画面”中每一项的设定三实习步骤有关参数设定的说明:对于FANUC数控系统,其参数的数目是很大的,想对每一位参数都进行掌握和设定是很困难的。
事实上,对FANUC数控系统参数,并不是需要对其输入某个数值才称之为设定参数。
大部分的位型参数,设为0时反而是有效的,设为0反而是很多机床默认的习惯状态。
这点在进行参数学习时要清楚。
具体步骤:(一)系统通电,将“参数可写入”开关打开。
- 1 -(二)系统断电,重新开机,开机的同时按住[RESET]功能键直到系统进入正常画面,其结果是系统参数被清除,但系统功能参数(也叫保密参数)(NO.9900-9999)不被清除,如果是新版系统,系统功能参数(也叫保密参数)存在于系统软件中,也不会被清除。
所以,此项操作仅会清除系统功能参数(也叫保密参数)之外的普通参数(三)按[SYSTEM] 功能键,然后按扩展软键[+]几次,直到出现参数设定支持画面的软键[PRMTUN] 。
进入参数设定支持画面(按软键[PRMTUN])。
按此键几次,出现下图中的软键[PRMTUN]- 2 -参数设定步骤和内容画面中的项目就是参数的设定调试步骤。
这次着重学习第一项“AXISSETTING(轴设定)”项和最后一项“MISCELLANY (其它)”项,参数设定支持画面里的其他项(伺服参数设定,主轴设定等)将在别的课时里学习。
(四)按照顺序设定这两项参数。
第一项:AXIS SETTING(轴设定)项,轴设定里面有以下几个组,对每一组参数进行设定。
(BASIC(基本))组:有关基本设定的参数。
组参数号简述设定说明- 3 -基本1001#0 直线轴的最小移动单位0:公制(公制机床)公制机床设定为01002#1 无档块参考点设定1004#1 设定最小输入单位和最小移动单位。
发那科PROFINET弧焊机器人设置 - 最全版
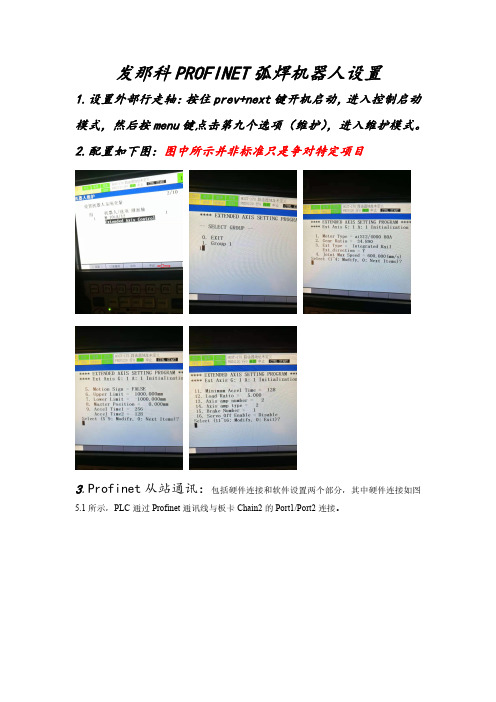
发那科PROFINET弧焊机器人设置1.设置外部行走轴:按住prev+next键开机启动,进入控制启动模式,然后按menu键点击第九个选项(维护),进入维护模式。
2.配置如下图:图中所示并非标准只是争对特定项目3.Profinet从站通讯:包括硬件连接和软件设置两个部分,其中硬件连接如图5.1所示,PLC通过Profinet通讯线与板卡Chain2的Port1/Port2连接。
图5.1从站通讯时连接的Port端口软件设置包括三个部分:Address settings、Switch settings(一般默认,不进行更改)、IO-Device。
具体步骤如下所示:TP中进入Profinet设置画面。
步骤:MENU→I/O→PROFINET(M)。
将Chain1DISABLE,保证Chain2ENABLE(设置后Chain1的图标变灰,Chain2的图标变亮)。
如图5.2所示根据客户需求设置Address settings的内容,包括:机器人的IP地址、子网网关、名称。
(通过TP上“Disp”键进行左右屏幕切换)图5.2Address settings设置如图5.3所示根据客户需求设置IO-Device的内容,包括Slot Type、Slot Size两部分。
点DISP 按钮将光标移到右面的窗口,点上下按钮,将光标移到Slot1上。
点EDIT(F4)按钮,打开Slot1的设定画面如图5.4所示,在Slot1设定画面,将光标移到SlotType上,点EDIT按钮,弹出型号选择窗口,选择Input Output slot,点APPLY按钮。
将Slot1设定成输入/输出模块,同理按照相同步骤将Slot Size设置为32bytes(即:DI DO分别为32bytes)回到图5.3IO-Device 设置界面,选择F1SAVE,然后重启,设置生效。
图5.3IO-Device设置图5.4Slot Type设置(此处为从相关文件中借用的图片)PLC侧的设置:客户现场的PLC技术人员在step7中(以西门子PLC为例)导入机器人的GSD文件,设置机器人的IP地址、子网网关、名称、输入/输出字节数(与机器人侧的设置相同),然后下载。
2024版发那科机器人维修具体方法可收藏
2024/1/28
26
THANK YOU
感谢聆听
2024/1/28
27
2024/1/28
维修案例的记录和整理
详细记录每次维修的案例,包括故障现象、诊断过程、解决方案 和维修结果,以便后续参考和总结经验。
故障原因的分析和归纳
对多次出现的故障进行深入分析,找出根本原因,并归纳总结出针 对不同故障的解决方法。
维修流程的优化和改进
根据维修经验的积累,不断优化和改进维修流程,提高维修效率和 成功率。
机械故障
如关节磨损、断裂等,需进行更换或修复。
电气故障
如电机损坏、电路短路等,需检查并更换损坏部件。Leabharlann 2024/1/28传感器故障
如传感器损坏或失灵,需进行更换或校准。
软件故障
如程序错误、系统崩溃等,需进行程序调试或系统恢复。
维修方法
根据故障类型选择合适的维修方法,如更换部件、修复 损坏部分、重新编程等。同时,需遵循安全操作规程, 确保维修过程的安全性和有效性。
如果机器人使用的是旧版本软件,可能存在一些 已知问题,更新到最新版本可能有助于解决问题。
17
案例三:机器人控制系统故障的维修
01
02
03
04
检查控制器硬件
检查控制器电路板、芯片等硬 件是否正常工作,如有故障需
要修复或更换。
2024/1/28
检查通信连接
检查控制器与机器人、上位机 等设备之间的通信连接是否正
便更好地定位问题和准备相应的维修方案。
准备维修工具和材料
02
根据机器人的型号和故障现象,准备相应的维修工具和材料,
如螺丝刀、万用表、焊锡、导线等。
断开电源和气源
FANUC伺服焊枪操作手册

6.负载设定
1.负载设定的必要性: 由于伺服焊枪具有一定的重量(约为 5kg) ,我们需要进行负载设定。以提 高机器人如下性能: (1).提高动作性能(振动减少,循环时间改善) 。 (2) .更加有效的发挥与动力学相关的功能 (提高冲撞检测功能和重力补偿功能) 2.负载设定的步骤 (1)将机器人移动至合适位置.一般情况下,建议把机器人移动到(J1 轴 0°, J2 轴 0°,J3 轴 0°,J4 轴 0°,J5 轴-90°,J6 轴 0°)的位置。 (2)按下 MENUSYSTEMMotion,出现如下画面:
(3)移动光标至需要设定的负载条件编号,按下 F2 DETAIL 进去,出现如下画 面:
移动光标到第二项 PAYLOAD 处,使用 TP 上得数字键输入伺服枪的重量,再 按下 PREV 键,返回上一画面。 (4)按下 NEXT,并按下[F2](IDENT) ,出现负载推定画面:
地址:上海市宝山区富联 1500 号 电话: 021 — 5032 7700
地址:上海市宝山区富联 1500 号 电话: 021 — 5032 7700
邮编: 201906 传真: 021 — 5032 7711
上海发那科机器人有限公司
移动光标至 TYPE 处,按下 CHOISE 选择信号类型,再移动光标到中括号处, 使用 TP 上得数字键直接输入信号编号。
设定伺服焊炬功能的 。设定完需重启机器人。 设定要使用的伺服焊炬轴的轴编号,设 定完需重启机器人。 设定手动金属线寸动为通常/恒量寸动 设定恒定量寸动时的金属线进送量。 设定控制保护气通断的信号。该信号一 般采用 EE 接头的输出信号 设定气洗功能 ENABLE/DISABLE 设定控制气洗功能的信号。该信号一般 采用 EE 接头的输出信号 设定在气洗功能下,伺服焊炬的电机停 止后,到气洗结束之前的时间。
FANUC点焊机器人培训教程
3 定位形式:
CNT 50
4 加速度命令: ACC100
5 手动/单独开始位置:
ACC100
手动/单独 开始位置(SD) 动作条件
1 定位 形式:
CNT 100
2 加速度 命令:
1.1伺服枪安装前基本设定
1-1.现状的数据保存(必须保存)
Menu File
在伺服焊枪软、硬件准备完成后,通过FANUC Robot controller 的TP界面对伺服枪进行添加及相关设置,完成伺服枪的添加。
控制启动模式(control start)
伺服焊枪电机参数在控制启动模式下配置
CNT 100
3 速度(%):
100
详细
枪头距离条件最大设定值=焊枪的最大行程软限位-10mm有CNT/ACC/SPEED的设置,必须参照表格设置。
NO.
枪头距离
结束位置(ED)
动作条件
5.结束位置(SD)
动作条件
1.可动侧
2.固定侧
CNT/FINE
ACC
CNT/FINE
ACC
报警消除后,将焊枪关闭,用一张薄纸夹在两个电极之间,焊枪关闭到纸张恰好没有卡住时,在上图界面按F4(EXEC)完成焊枪零点的标定
1.3添加附加轴后设置步骤与操作
3-1.焊枪文件的导入,BZAL警报的解除
1.3添加附加轴后设置步骤与操作
3-2.焊枪关闭方向,最大加压力的设定
Menu Setup Servo Gun General setup Enter
FANUC点焊机器人培训 资料
1 伺服枪的安装设置
1.附加轴添加前基本设定1-1.现状的数据保存(必须保存)2.Control start下的设置2-1.Control start伺服焊枪的添加
FANUC 机器人系列伺服枪操作手册
7.3.2 调整结果输出的方法.........................................................................................55 7.3.3 完成出现报警 SVGN-050 时的自动调整程序 ...................................................55 7.3.4 调整失败.............................................................................................................55
fanuc点焊机器人操作手册
FUNAC點焊機器人站操作手冊一、設備開機1﹒開啟水源球閥、氣壓球閥,確認外部主電源220V AC機器人電源、440V AC 焊接用電源已開啟。
2﹒開啟機器人電源(主旋轉開關轉向上,機器人電源開關按下ON,此時機器人電源燈亮起,進行開機約需30秒)。
3﹒按下設備啟動綠色按紐,2秒後上方的塔燈,綠色燈亮起,請注意此時若紅燈也亮起,請至PLC箱看異常訊息查看何項設備有異常(若緊急停止按著,綠色燈不會亮,設備不會啟動)。
4﹒請確認機器人教導器,左邊第三個STEP燈未亮起(若有亮綠燈,請按STEP按紐消除)確認教導器ON/OFF開關切至OFF,確定異常燈未亮紅燈(若有請按復歸),確認機器人程序已歸零,可進行維護呼叫作確認。
此時設備已開啟,可進行生產。
二、設備關機1﹒按下設備停止紅色按紐,此時塔燈綠燈熄滅,若塔燈紅色燈有閃爍,請按警報停止紅色按紐。
2﹒按下機器電源開關變OFF,此時機器人電源燈熄滅,機器人即關機完成;若要長時間停機(超過一天),請將下方的電源總開關旋轉至水平OFF位置。
3﹒關閉水源、氣源,及焊接440V AC電源。
三、機器人預約程序1﹒請確認所有滑台皆在外圍,且滑台氣缸上的外定位磁簧有感應亮燈。
此時按下預約紐,預約燈亮起(若外定位未感應到,則無法預約)。
2﹒PLC依滑台工程1、2、3、4,次序掃描,當本站預約掃描到此時檢查夾具感應Sensor是否有感應到(檢知為X2A、X2B、X2C、X2D、X2E共五個訊號ON,X28,X29訊號OFF;,若未符合條件,此時預約燈會自動熄滅,塔燈紅色異常燈閃爍,人機界面異常訊息會出現本站夾具夾緊檢知異常,或板件檢知異常,錯誤訊息未按警報停止清除將一直存在, 但若再次預約而且檢查正常,此時錯誤訊息消除。
3﹒滑台檢知正常,機器人移動即往夾具,在機器人未動作之前按下取消,可停止程序繼續進行, 焊接中途若要夾具打開,請將中途打開之感測器接至X2F。
4﹒滑台前進到前定位,前定位感應磁簧燈亮起,即開始機器人呼叫啟動程序,若機器人未待機(教導器未切OFF,教導器在步進STEP燈亮狀態,機器人在其他程式程序中未完成,程序未歸零,機器人異常燈亮起有異常訊息,共四種狀態)則無法啟動機器人,此時塔燈異常紅燈亮起,人機界面顯示本站機器人啟動異常,程序停止,請將設備停止按下,手動將滑台後退,復原機器人至待機(A:STEP燈OFF、B:教導器OFF、C:FCTN +ENTER程序歸零),重新按設備啟動後重來。
2024版发那科(FANUC)机器人维护保养调试维修

2023REPORTING 发那科(FANUC)机器人维护保养调试维修•机器人概述与基础知识•日常维护与保养操作•故障诊断与调试技巧•维修服务与技术支持体系•培训学习与提升能力途径•总结回顾与展望未来发展趋势目录20232023REPORTINGPART01机器人概述与基础知识发那科(FANUC)机器人简介发那科(FANUC)是全球领先的工业机器人制造商,提供多种型号和规格的机器人产品。
FANUC机器人在工业自动化领域具有广泛应用,包括焊接、装配、搬运、喷涂等。
FANUC机器人以高精度、高速度、高可靠性和易维护等特点著称。
机器人结构组成及工作原理结构组成FANUC机器人主要由机器人本体、控制器、伺服驱动系统和检测传感器等组成。
工作原理机器人通过控制器接收指令,伺服驱动系统驱动机器人本体运动,同时检测传感器实时监测机器人状态,确保机器人按照预定轨迹和精度要求完成任务。
维护保养重要性及周期安排维护保养重要性定期对FANUC机器人进行维护保养可以确保机器人的正常运行,延长使用寿命,提高生产效率。
周期安排根据机器人的使用频率、工作环境和任务复杂度等因素,制定合理的维护保养周期,通常包括日常检查、定期保养和年度大保养等。
2023REPORTINGPART02日常维护与保养操作010204清洁与检查流程定期清洁机器人表面,去除灰尘、油污等杂质,保持外观整洁。
检查各关节、轴承等运动部件的磨损情况,确保正常运转。
清理散热器表面灰尘,确保散热效果良好。
检查电缆、气管等连接部件是否松动或破损,及时紧固或更换。
03根据机器人使用频率和工作环境,定期更换关节润滑油,保证关节灵活运转。
在更换润滑油时,需先将旧油彻底排出,再注入新油至规定油位。
注意使用专用润滑油,避免使用不合适的油品导致关节损坏。
关节润滑油的更换周期一般为每半年或每年一次,具体时间根据机器人使用情况而定。
01020304关节润滑及更换润滑油方法定期检查电气系统各部件的连接情况,确保连接牢固、无松动。
FANUC机器人修改设置的内容

FANUC修改设置的内容FANUC修改设置的内容:1:系统设置1.1 IP地址设置- 进入设置页面- 在网络设置中修改IP地址- 保存并重新启动系统1.2 语言设置- 进入系统设置页面- 在语言选项中选择所需的语言- 保存并重新启动系统2:运动设置2.1 关节运动范围设置- 进入关节设置页面- 根据的运动范围调整关节限制- 保存并重新启动系统2.2 笛卡尔运动范围设置- 进入姿态设置页面- 根据的工作空间调整姿态限制- 保存并重新启动系统2.3 速度和加速度设置- 进入速度设置页面- 根据需求调整的最大速度和加速度 - 保存并重新启动系统3: IO设置3.1 数字输入设置- 进入IO设置页面- 配置数字输入模块的端口和功能 - 保存并重新启动系统3.2 数字输出设置- 进入IO设置页面- 配置数字输出模块的端口和功能 - 保存并重新启动系统3.3 模拟输入输出设置- 进入IO设置页面- 配置模拟输入输出模块的端口和功能 - 保存并重新启动系统4:安全设置4.1 防护门设置- 进入安全设置页面- 配置防护门的打开和关闭动作- 保存并重新启动系统4.2 安全区域设置- 进入安全设置页面- 根据需要设置安全区域范围- 保存并重新启动系统4.3 急停设置- 进入安全设置页面- 配置急停按钮的功能和位置- 保存并重新启动系统附件:本文档不涉及附件。
法律名词及注释:- IP地址:Internet Protocol Address(互联网协议地址),是分配给网络上设备的唯一地址,用于进行网络通信。
- 关节运动范围:关节的可行动区域,在此范围内可以运动。
- 笛卡尔运动范围:末端执行器的可行动区域,在此范围内可以实现各种姿态。
- IO设置:输入输出设置,用于配置与外部设备的数字或模拟输入输出。
- 急停设置:配置的急停按钮,用于紧急情况下立即停止运动。
2024版FANUC机器人点焊工艺修磨说明两步法

12
03 第二步:修磨处 理
2024/1/30
13
修磨设备介绍
修磨机
采用高精度、高效率的修 磨机,具备自动送料、自 动定位、自动修磨等功能。
2024/1/30
砂轮
选用适合点焊材料的高品 质砂轮,保证修磨效果和 效率。
夹具
设计专用夹具,确保工件 在修磨过程中的稳定性和 精度。
14
修磨参数设置
修磨深度
选择具有稳定输出、良好绝缘和易于 操作的点焊机。
2024/1/30
8
点焊参数设置
根据工件材料和厚度设置合适的 焊接电流、电压和焊接时间,确
保焊接质量。
在设置参数时,要考虑工件的导 热性、电极形状和尺寸等因素。
根据实际情况进行参数调整,以 达到最佳焊接效果。
2024/1/30
9
点焊操作流程
1. 准备工件,确保其 表面清洁、干燥、无 油污和氧化物等杂质。
2024/1/30
降低生产成本
通过减少焊接缺陷和返工, 降低生产成本和废品率。
提升产品质量
优化焊接参数和工艺过程, 提高产品的一致性和稳定 性,从而提升产品质量。
4
工艺简介
2024/1/30
点焊工艺
点焊是一种电阻焊接方法,通过在 两个金属件之间施加压力并通电, 使接触点熔化并形成焊接接头。
FANUC机器人
随着人工智能和机器学习技术的 不断发展,机器人点焊工艺的智 能化水平将不断提高,实现更加 精准、高效、自动化的焊接过程。
29
THANKS
感谢观看
2024/1/30
30
根据点焊工艺要求,设定合适的 修磨深度,以保证修磨后工件的
表面质量和精度。
发那科PROFINET弧焊机器人设置 - 最全版
发那科PROFINET弧焊机器人设置1.设置外部行走轴:按住prev+next键开机启动,进入控制启动模式,然后按menu键点击第九个选项(维护),进入维护模式。
2.配置如下图:图中所示并非标准只是争对特定项目3.Profinet从站通讯:包括硬件连接和软件设置两个部分,其中硬件连接如图5.1所示,PLC通过Profinet通讯线与板卡Chain2的Port1/Port2连接。
图5.1从站通讯时连接的Port端口软件设置包括三个部分:Address settings、Switch settings(一般默认,不进行更改)、IO-Device。
具体步骤如下所示:TP中进入Profinet设置画面。
步骤:MENU→I/O→PROFINET(M)。
将Chain1DISABLE,保证Chain2ENABLE(设置后Chain1的图标变灰,Chain2的图标变亮)。
如图5.2所示根据客户需求设置Address settings的内容,包括:机器人的IP地址、子网网关、名称。
(通过TP上“Disp”键进行左右屏幕切换)图5.2Address settings设置如图5.3所示根据客户需求设置IO-Device的内容,包括Slot Type、Slot Size两部分。
点DISP 按钮将光标移到右面的窗口,点上下按钮,将光标移到Slot1上。
点EDIT(F4)按钮,打开Slot1的设定画面如图5.4所示,在Slot1设定画面,将光标移到SlotType上,点EDIT按钮,弹出型号选择窗口,选择Input Output slot,点APPLY按钮。
将Slot1设定成输入/输出模块,同理按照相同步骤将Slot Size设置为32bytes(即:DI DO分别为32bytes)回到图5.3IO-Device 设置界面,选择F1SAVE,然后重启,设置生效。
图5.3IO-Device设置图5.4Slot Type设置(此处为从相关文件中借用的图片)PLC侧的设置:客户现场的PLC技术人员在step7中(以西门子PLC为例)导入机器人的GSD文件,设置机器人的IP地址、子网网关、名称、输入/输出字节数(与机器人侧的设置相同),然后下载。
FANUC机器人点焊应用及焊接质量缺陷改善

·46·文章编号:2095-6835(2022)05-0046-04FANUC 机器人点焊应用及焊接质量缺陷改善*刘双耀1,张家豪2(1.浙江机电职业技术学院,浙江杭州310000;2.长安福特汽车有限公司杭州分公司,浙江杭州310000)摘要:电阻点焊是汽车白车身连接的最常用方法之一。
介绍了FANUC 机器人在汽车白车身的点焊应用,介绍了FANUC 机器人自动点焊控制系统、自动焊接程序、电极头磨损补偿功能、焊接后台程序优化。
介绍了自动修磨换帽系统,含修磨参数设置、自动换帽时序。
另外,结合自动点焊工艺参数介绍了自动点焊常见质量缺陷及改善方法。
关键词:FANUC 机器人;点焊;自动换帽;修磨参数中图分类号:U466文献标志码:ADOI :10.15913/ki.kjycx.2022.05.015电阻点焊是汽车白车身常用的一种连接方式。
它通过加热等方式,使2种或多种材料的原子、分子之间实现结合和扩散,进而达到连接在一起的效果[1]。
使焊件装配成搭接接头,并压紧在两电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。
电阻点焊主要由预压、焊接、维持和休止[1]4个阶段,与其他焊接方式相比,电阻点焊是一种高速、经济的连接方法。
1FANUC 机器人自动点焊系统FANUC 点焊系统由机器人本体、机器人控制柜、小原27焊接控制系统及附属装置等部件组成,如图1所示。
机器人本体是FANUC R-2000iC/210F 机器人,额定负载为210kg ,重复定位精度为0.2mm ,最大工作半径为3010mm 。
机器人控制柜型号为R-30iB (A 柜),主要由主板、电源模块PSU 、伺服驱动板卡、急停模块、通讯模块、示教器、控制柜面板及附属装置等组成,用于控制机器人各部件的工作,实现机器人与上位机控制系统、焊接控制系统的通讯,实现机器人焊接工作[2]。
图1自动点焊焊接系统机器人焊接系统由焊接控制柜、焊钳及附属装置等组成。
fanuc点焊机器人培训教程

如不得随意拆除或绕过安全防护装置,确保机器人操作过程中的安全性
。
危险源辨识及风险评估方法
危险源辨识
指导学员如何识别fanuc点焊机 器人操作过程中的潜在危险源, 如高温、高压、飞溅物等,并了 解这些危险源可能带来的危害。
风险评估方法
介绍常用的风险评估方法,如风 险矩阵、LEC法等,并指导学员 如何运用这些方法对fanuc点焊 机器人的操作风险进行评估。
风险控制措施
根据风险评估结果,提出相应的 风险控制措施,如加强安全防护 、改善作业环境、提高操作技能 等,以降低机器人操作过程中的
风险。
应急处理措施和预案制定
应急处理措施
列举fanuc点焊机器人操作过程中可能出现的紧急情况, 如设备故障、人员伤亡等,并提供相应的应急处理措施, 如立即停机、切断电源、进行急救等。
碰撞检测与处理
轨迹仿真与验证
掌握碰撞检测技术和方法,避免机器人在 运动过程中与周围设备或工件发生碰撞。
使用仿真软件对机器人运动轨迹进行仿真 和验证,确保轨迹规划的正确性和可行性 。
04 机器人维护与保 养
日常维护与保养内容
清洁机器人表面
定期使用干布擦拭机器人表面,清除 灰尘和污垢,保持机器人干净整洁。
、动作不灵活等。
分析故障原因
根据故障现象,分析可 能的原因,如电气故障
、机械故障等。
使用诊断工具
利用专用的诊断工具对 机器人进行故障诊断,
定位故障点。
排除故障
根据诊断结果,采取相 应的措施排除故障,如 更换损坏的零部件、调
整参数等。
预防性维护计划制定
确定维护周期
根据机器人的使用频率和工作环境,制定合 理的维护周期。
强调在操作过程中的安全规范,确保学员在实战 演练中的人身安全
FANUC机器人对应梅达焊机-电极帽修磨设置1

FANUC机器人对应梅达焊机-电极帽修磨设置
FANUC 机器人点焊电极帽修磨有两种方式:
1,在焊机上设置,机器人使用焊机上的输入输出来设置。
2,不用焊机上设置,使用机器人计数来进行设置。
其中第二种方式中还可分为焊点计数和执行程序计数。
第一种方式,实际要使用以下信号:
第二种方式:
使用机器人里面的寄存器register,可以将R[1]命名为R[1: COUNT], 然后再每条程序的结尾加上这样的条件命令。
例:
35:J PR[1:R3_HOME_POS] 80% FINE ;
36: DO[30:ROB_WELDING(B44)]=OFF ;
37: R[1: COUNT]=R[1: COUNT]+1 ;
38: IF R[1: COUNT]>=15,CALL A_R3_XIUMO ;
39: TIMER[1]=STOP ;
在37条,执行后R[1: COUNT]会累计,
在38条,判断当R[1: COUNT]大于等于15,会调用A_R3_XIUMO程序。
进入修磨程序后,要将R[1: COUNT]置零。
例:
26: R[1: COUNT]=0 ;
27: DO[31:ROB_TIPING(B45)]=OFF ;
这样机器人就可以用焊件计数来进行自动修磨。
同理也可以用修磨计数来进行自动换电极帽。
还有一种就是计焊点数。
这个只需要在。
FANUC机器人下挂PLASMA焊接原理及调整优化方向

3.2焊机参数介绍
➢ Fd.1-送丝速度1⋯OFF/0.1~11 m/min,出厂设置:OFF。 如果脉冲频率F-P设置为“OFF”,参数Fd.1用来设定恒定的送丝速度。 参数受机器人AO[3]控制,不可直接更改。
➢ Dt1- 延迟时间1⋯主电流开始后送丝的延迟时间⋯OFF/0.1~9.9s,出 厂设置:OFF。
1) 机械压缩 水冷铜喷嘴孔径限制弧柱截面积的自由扩大,这种拘束 作用就是机械压缩;
2) 热压缩 喷嘴中的冷却水使喷嘴内壁附近形成一层冷气膜,进一 步减小了弧柱的有效导电面积,从而进一步提高了电弧弧柱的能量密度 及温度,这种依靠水冷使弧柱温度及能量密度进一步提高的作用就是热 压缩;
3) 电磁压缩 由于以上两种压缩效应,使得电弧电流密度增大,电弧 电流自身磁场产生的电磁收缩力增大,使电弧受到进一步的压缩,这就 是电磁压缩。
信号交互
焊机与机器人的通讯,是通过DEVICENET BK5250模块做中转,实现机器人 与焊机间的信号交换。在机器人的DEVICENET网络框架下,设定BK5250模 块节点地址后,机器人扫描模块并添加应用。BK5250模块下连接了TT2200 和Plasma Module 两台设备,其信号的定义分配原则是,11号节点的前96 位是与TT2200通信,后96位与Plasma Module通讯。
焊枪碰撞检测传 感器插头
焊枪碰撞检测 开关
焊枪
焊枪DRESS。 包括焊接电缆 及水、气、送 丝软管和碰撞
检测线等
拉丝机电缆, 连接J3轴送丝
机
送丝软管
喷嘴
枪尾胶套
焊丝角度调整 螺丝
开合送丝嘴的 卡扣
拉丝机拆至注意点:
• 钨极的拆卸
• 逆时针旋转拆卸喷嘴和导电嘴,逆时针旋转拆除焊枪尾部胶套,此时焊枪 里面的钨极夹头松开,根据焊枪的姿态钨极可以会从焊枪前部或后部滑出。 (也可以从焊枪后部用新钨极顶出)
机器人点焊电极修磨的原理及应用

机器人点焊电极修磨的原理及应用毕兰峰【摘要】本文主要介绍了用于汽车制造业焊装领域的机器人点焊电极的修磨,包括修磨原理,不同种类修磨机及刀头在实际应用中的优缺点,修磨程序的要点,以及修磨中出现的一些问题的解决方法.【期刊名称】《金属加工:热加工》【年(卷),期】2010(000)014【总页数】3页(P43-45)【作者】毕兰峰【作者单位】一汽轿车股份有限公司技术部焊装技术科,吉林长春,130011【正文语种】中文当前小型乘用车的车身焊接,几乎全部采用电阻点焊来实现。
这是由于电阻点焊的效率高、自动化程度高、成本低等诸多优点,并且使机器人自动点焊系统得到大量应用。
但是电阻点焊的电极在焊接一定时间后,表面就会出现变形和氧化层,见图1。
这对焊接是非常不利的,焊点质量会因此不断下降,所以需要在焊接一定时间后,对电极端头进行修磨,经过修磨不但能去掉电极表面的氧化层,还能恢复电极端面原来的形状和大小,修磨后即可进行后续的焊接。
同时也实现了电极的连续使用和保证焊点质量的稳定。
本文仅针对机器人自动点焊的电极修磨进行介绍。
当机器人点焊达到设定的焊点数量后,机器人会自动调用修磨程序,将焊钳电极移动到修磨机的修磨刀头两侧,将上下两电极夹紧,使上下电极同时接触修磨机的双面刀片,修磨机的刀头转过一定转数后,将上下电极端头切削出与刀片形状一致的端面,见图2。
电极修磨机按转动方式分单向旋转和正反向旋转两种。
刀头按切削刃的数量分单刃刀头和多刃刀头两类,见图3。
搭配图3a单刃刀头的修磨机是正反向旋转的,搭配图3b单刃刀头和图3c多刃刀头的修磨机是单向旋转的,这与刀头的切削刃方向和结构有关。
不同类型的修磨机与不同类型的刀头修磨电极的特点各不相同,对于不同类型的焊钳和不同类型的电极形状和尺寸,分别有适用的修磨机和刀头,可以参考修磨机厂商的指导进行选择。
(1)单刃刀头正反转修磨具有以下特点:①由于需要正反转正行修磨,修磨时间稍长。
②由于有导向斜面的支承作用,修磨切削量不大。
FANUC机器人操作说明书

—-可编辑修改,可打印——别找了你想要的都有!精品教育资料——全册教案,,试卷,教学课件,教学设计等一站式服务——全力满足教学需求,真实规划教学环节最新全面教学资源,打造完美教学模式上海奥特博格汽车工程有限公司目录第一章:设备指示灯、按钮开关说明 (5)1.1:PLC从站控制柜指示灯、按钮开关 (5)1.2:PLC从站三色灯状态 (6)1.3:机器人控制柜指示灯、按钮开关 (7)1.4:机器人示教器按钮开关 (8)1.5:水汽面板按钮开关介绍 (19)1.6:机器人示教器状态栏介绍 (11)1.7: 机器人控制柜及从站箱介绍 (12)第二章:系统自动操作说明 (15)2.1:系统启动步骤 (15)2.2:系统自动运行条件 (17)2.3:系统自动运行步骤 (18)第三章:机器人在焊接时被中断后的再启动 (18)3.1:系统急停后的再启动步骤 (18)3.2:停止后的再启动步骤 (19)3.3:安全门被打开后的再启动 (19)第四章:系统作业程序 (20)4.1:主程序 (20)4.2:子程序 (20)第五章:安全操作规范 (22)第六章:系统通讯 (20)附表: (23)机器人信号表 (23)前言第一章设备指示灯、按钮开关说明在使用以下所述设备上的按钮、开关时,必须要明白这些按钮、开关的使用方法及作用。
以免造成设备的损坏!1.1、PLC从站控制柜指示灯、按钮开关:AIR OK(气压正常指示灯):机器人检测气压正常则此指示灯常亮FLOW OK(水流正常指示灯):机器人检测水流正常则此指示灯常亮Timer Alarm(焊机报警指示灯):机器人检测焊机有无报警,有则此指示灯亮START(机器人启动):机器人启动(手动)按钮。
在自动运行下,请勿操作此按钮启动FAULT/HOLD(故障/暂停按钮):机器人暂停按钮,按下此按钮后,机器人减速停止,指示灯亮1.2、PLC从站三色灯状态:1.3、机器人控制柜指示灯、按钮开关:1、手/自动模式开关:此开关共有三个档位-AUTO挡为自动模式、T1为手动慢速模式、T2为手动全速模式2、FAULT RESET(报警复位):在机器人控制柜出现报警情况下,操作此按钮消除报警3、CYCLE START(循环启动):机器人在进入运行状态时,此按钮灯常亮4、FAULT(异常报警):机器人出现故障时此指示灯常亮5、POWER(电力接通):机器人控制柜接通电源并正确启动后,此指示灯常亮6、EMERGENCY STOP(紧急停止):按下此按钮后,机器人立即停止,此时FAULT灯亮。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC机器人对应梅达焊机-电极帽修磨设置
FANUC 机器人点焊电极帽修磨有两种方式:
1,在焊机上设置,机器人使用焊机上的输入输出来设置。
2,不用焊机上设置,使用机器人计数来进行设置。
其中第二种方式中还可分为焊点计数和执行程序计数。
第一种方式,实际要使用以下信号:
第二种方式:
使用机器人里面的寄存器register,可以将R[1]命名为R[1: COUNT], 然后再每条程序的结尾加上这样的条件命令。
例:
35:J PR[1:R3_HOME_POS] 80% FINE ;
36: DO[30:ROB_WELDING(B44)]=OFF ;
37: R[1: COUNT]=R[1: COUNT]+1 ;
38: IF R[1: COUNT]>=15,CALL A_R3_XIUMO ;
39: TIMER[1]=STOP ;
在37条,执行后R[1: COUNT]会累计,
在38条,判断当R[1: COUNT]大于等于15,会调用A_R3_XIUMO程序。
进入修磨程序后,要将R[1: COUNT]置零。
例:
26: R[1: COUNT]=0 ;
27: DO[31:ROB_TIPING(B45)]=OFF ;
这样机器人就可以用焊件计数来进行自动修磨。
同理也可以用修磨计数来进行自动换电极帽。
还有一种就是计焊点数。
这个只需要在。