Andon Board-曲轴线培训资料_v1.2
发动机曲轴机械加工工艺

2 发动机曲轴加工工艺
精品课程配套教学课件
汽车制造技术
返回
2 发动机曲轴加工工艺
精品课程配套教学课件
汽车制造技术
返回
精品课程配套教学课件
2 发动机曲轴加工工艺
2.1.2 曲轴的工艺特征 1.曲轴材料和毛坯 (1) 曲轴材料 根据曲轴在发动机运行过程中承受弯曲、扭转、剪切、
汽车制造上一技页术下一页 返回
2 发动机曲轴加工工艺
精品课程配套教学课件
汽车制造技术
返回
精品课程配套教学课件
2 发动机曲轴加工工艺
(2) 曲轴的结构刚度差 曲轴的长径比(L / d =11) 大, 又具有6 个偏心连杆轴颈, 因此刚
度较差。 (3) 曲轴加工的技术要求高 曲轴的机械加工工艺过程将随生产纲领和曲轴复杂程度的不
汽车制造上一技页术下一页 返回
精品课程配套教学课件
2 发动机曲轴加工工艺
2.曲轴加工方法 对于占工时较多的曲轴主轴颈和连杆轴颈外圆的粗加工和半
精加工, 其加工方法主要是车削、内铣、外铣和车—拉加工。 但由于车削连杆轴颈外圆时, 必须以连杆轴颈外圆轴线为旋转 中心, 工件旋转时会产生离心惯性力, 且转速越高, 惯性力越大 , 目前单一的车削加工一般都是在远低于最佳切削速度的状态 下进行, 效率较低。 (1) 主轴颈车削 大批量生产时, 通常在多刀半自动车床上采用成形车刀车削曲 轴主轴颈。为了提高主轴颈的相对位置精度, 一般采用两次车 削工艺。第二次精车主要是为了保证轴颈宽度和轴颈相对位 置。为了减小曲轴加工时的扭曲, 机床常采用两端传动或中间 驱动的驱动方式, 如图2 -4所示。
的刀盘和刀片精度要求很高。铣削与车削相同, 也存在温升引 起的曲轴变形问题, 应尽量加强冷却。
大众培训教材
轮辋 钢质车轮 合金车轮
径向偏摆(mm) 0.5 0.5
横向偏摆(mm) 0.5 0.8
若测量值超出标准值,则无法达到平顺运行。 上海大众New Polo 新波罗技术培训教材
上海大众New Polo 新波罗技术培训教材
18
一.底盘部分
1.10后桥部分
后桥与老款POLO结构相同。
上海大众New Polo 新波罗技术培训教材
19
二.车轮定位部分
2.1概述
只有在行驶里程达1000 至2000 公里后才适宜进行车轮定位,因为这时螺旋弹簧完成 了它的调整过程。 在调整过程中,应尽量达到相关额定值。 在下列情况下必须进行车轮定位: ♦ 车辆行驶不正常。 ♦ 车辆发生事故并更换了部件。 ♦ 车桥部件进行了拆卸或更换。 ♦ 单侧轮胎磨损。
上海大众New Polo 新波罗技术培训教材
29
二.车轮定位部分
2.8检查车轮和轮胎的径向和横向偏摆
使用轮胎量表VAG 1435。 径向和横向偏摆的公差:
带轮胎的车轮 乘用车
径向偏摆(mm) 0.9
横向偏摆(mm) 1.1(有字母区域内1.3)
上海大众New Polo 新波罗技术培训教材
30
二.车轮定位部分
上海大众New Polo新波罗 技术培训教材 (底盘部分)
目 一 二 三
录 底盘部分 四轮定位部分 转向系统部分
上海大众New Polo 新波罗技术培训教材
2
一.底盘部分
1.1升高车轮悬挂至无负载重量位置
在车辆处于无负载重量位 置(普通位置)时,所有连接 到橡胶金属支承的底盘部件的 螺栓才能被拧紧。 橡胶金属支承的扭转程度 是有限的。否则会导致橡胶金 属支承受压,并最终缩短使用 寿命。 在升降台上的该位置可以 通过使用发动机和变速箱举升 装置V.A.G 1383 A和定位件 T10149升高相应的车轮悬挂进 行模拟。 在升起一侧车桥前,必须 用张紧带T10038将车辆牢固地 固定在升降台支撑臂上。
线束基础知识培训课件

优选线束基础知识培训
• 术语和定义
• 1、线束
•
汽车中用于电能和信号分配系统的统称。
• 功能包括:以合理安全的形式给用电设备 (如灯泡、电机等)分配动
力,传递和反馈信号。
• 2、干线
•
电线束中两根或两根以上电线包扎在一起的部分。
• 3、支线
•
电线束中电线的末端没有包扎的部分或单根电线。
•
两个配合的插接器或插头/插座。
•
• 15、包扎
•
电线束外部用汽车用胶粘带按标注方法进行的缠绕,缠绕方
式一般分为三种:
• 1)密缠(连续缠绕、重叠缠绕)
•
胶带缠绕时:胶带重叠1/3(30%-40%)胶带宽;
•
胶带重叠3/8(20%-30%)胶带宽;
•
胶带
重叠1/2(40%-50%)胶带宽。
• 2)花缠(间隙缠绕、螺旋缠绕)
电热塞 电 源线 起动电路
4 –6 4 – 25 16 - 95
• C、 根据用电器安装位置不同,电线选用的品种不同。 • 例:高温区(发动机窗等)
•
一般区
电线编号
• AVSS 1 X 0.5 f
序号 1 2 3 4 5 6
线种 QVR、QVR105 AVSS、AVS、AVSS105
AV AEX QB-B SHE-K
迷你型保险片
方头保险片
(普通)片式保险片
防水栓(胶堵)
密封钉 (密封、防水用)
护套卡板
• C、端子
• D、固定件
•
扎带、卡子、橡胶护套等
• E、其它附件
•
胶带、波纹管、PVC管、护线盒等
电线类知识
ANDON系统操作维护说明手册正文

1上汽通用五菱项目ANDON 系统操作维护培 训 教 材2015年10月● 非常感谢您选择机械工业第四设计研究院的产品。
● 本手册包括ANDON 设备所有机械和电气设备使用时的操作说明和注意事项。
● 不正确的使用可能将导致设备和人身事故。
使用本系统设备前,请仔细阅读本手册并正确地使用各设备。
安全注意事项说明● 在仔细阅读本使用手册及附属资料并能够正确使用前,请不要操作、维护或检查相关设备。
● 在熟悉设备的相关原理、安全要求和全部有关注意事项后使用。
● 在本使用手册中,将安全等级分为“危险”和“注意”。
不正确的操作将造成的危险情况,有可能导致人身伤亡事故。
不正确的操作将造成的危险情况,将导致一般或轻微的伤害或设备的硬件损坏。
注意:根据情况不同,“注意”等级的事项也可能造成严重后果。
安全事项危险● 所有控制柜、按钮站、外部其他电器元件通电或运行时,请不要打开门或盖板,否则会发生触电。
● 即使电气系统断开时,除专业人员在监护状态下进行的操作(定期检查、维护)外,电器元件内部不得接触。
● 请勿用湿手接触、操作电器元件,否则会造成触电或受伤。
● 不要损伤电缆,或施加过重的应力、钳压,否则会导致触电。
● 人员触电,其他人员切勿用手拉或身体接触,应先断电后抢救。
2、防止损伤危险●不得将手或身体的任何部位接触旋转的机械构件内,否则会造成重大伤害。
●不得在运转的设备中进行机械维护。
●人员、移动机械通过运输通道时必须确定设备不在运行状态,并严格按照规程通过,否则有可能造成重大人身伤害或设备损害。
●安全护栏内未经过批准,人员不得进入,否则会造成伤害。
注意●服务器等专用设备必须仔细阅读相关随机文件后进行操作、维护。
●不要对大屏、PLC模块等固化后的电器设备进行改造,以免降低设备的使用性能或原有品质。
●故障检修后,请确认系统的再启动不会对相关人员造成伤害。
●非维修人员不得打开ANDON大屏,打开ANDON大屏请先断开220V电源。
培训

传感器一、曲轴位置传感器1.作用:计算发动机转速和曲轴转角的依据,确定每循环进气量、确定点火时刻和喷油时刻2.类型:电磁感应式(最常见)、霍尔效应式、光电感应式3.电磁感应式工作原理:信号齿圈随曲轴旋转,感应线圈中磁场随之发生变化,感应4.出交流信号,ECU根据脉冲信号个数,计算转角和转速。
5.安装位置:曲轴前、后端二、凸轮轴位置传感器1.作用:判缸信号,确认基准缸处于压缩行程。
确定点火、喷油时刻。
2. 类型:霍尔效应式(最常见)、电磁感应式、光电感应式3. 霍尔效应式工作原理:霍尔效应,霍尔元件在通直流电时,如有磁场经过,则另两面有霍尔电压输出,失去磁场霍尔电压为零,信号轮上开有缺口,缺口在霍尔元件与永久磁铁之间,则磁场穿过穿过霍尔元件,输出高电平。
4缸机,凸轮轴上,缺口占180°,曲轴转2圈(凸轮轴1圈)产生1个高低压电平信号,高电平上升沿出现时,判定第1缸正在压缩行程,第4缸排气行程,高电平下降沿出现时,相反。
4.安装位置:凸轮轴上三、进气压力传感器1.作用:进气的多少与进气歧管空气压力直接相关,信号输入发动机ECU,计算进气量的主要依据。
2.类型:主要是半导体压敏电阻式3.原理:主要元件是硅膜片,在硅膜片上有四个电阻组成电桥。
在进气压力作用下,电阻会产生机械应变而变形,阻值也发生变化,惠斯顿电桥上电阻值的平衡被打破。
当电桥输入端输入一定电压或电流时,在电桥的输出端就可得到与进气管压力相对应变化的信号电压或信号电流。
4.安装位置:节气门后进气歧管上。
四、进气温度传感器1.作用:①确定进气量依据,进气压力传感器,必须有进气温度传感器,才能确定进气质量。
②喷油量、点火正时等修正2.原理:负温度系数的热敏电阻,温度越高,传感器的电阻值越小,传感器的信号电压越低。
3.位置:进气管上,常与与压力等传感器在一起。
五、水温传感器1.作用:①启动时基本喷油量的确定②修正喷油、点火时间③EGR、活性炭罐等控制信号依据之一2.原理:同进气温度传感器3.安装位置:气缸体上、水套出水口六、油门踏板位置传感器1.作用:电子节气门用。
曲轴制造工艺培训

曲轴制造工艺培训曲轴是一种重要的机械零件,广泛应用于汽车、船舶和工业机械等领域。
为了保证曲轴的质量和性能,正确的制造工艺至关重要。
本次培训将重点介绍曲轴的制造工艺,帮助大家理解并掌握曲轴的加工过程。
首先,曲轴的制造通常分为数个关键步骤。
第一步是材料选择,常用的材料有碳素钢、合金钢和铸造铁等。
在选择材料时,需要考虑到曲轴的使用环境和负载要求,以确保曲轴具有足够的强度和耐磨性。
第二步是毛坯制备,毛坯是曲轴的初始形态。
通常情况下,毛坯是通过铸造或锻造加工得到的。
铸造可以生产大批量和复杂形状的曲轴,而锻造则可以提供更高的强度和耐磨性。
第三步是粗加工,这一步主要是将毛坯精确到近似形状。
粗加工通常包括车削、铣削和钻孔等工艺。
通过粗加工,可以为后续的精加工步骤做好准备。
第四步是热处理,热处理是曲轴制造过程中不可或缺的一步。
通过加热和冷却控制曲轴的组织结构,可以改变其性能和硬度。
常用的热处理方法包括淬火、回火和正火等。
第五步是精加工,精加工是曲轴制造中最关键的一步。
精加工通常包括磨削、平衡和修整等工艺。
通过精加工,可以确保曲轴的精确度和表面质量符合要求。
最后一步是检测和质量控制,曲轴的制造过程需要进行严格的检测和质量控制。
常用的检测方法包括超声波检测、磁粉检测和渗碳检测等。
通过检测,可以确保曲轴的质量达到标准要求。
在曲轴制造工艺的培训中,我们将详细介绍每个步骤的具体操作和要求。
同时,我们还将重点强调安全操作和注意事项,以确保每个参与者能够掌握曲轴制造的关键技术和技巧。
总结起来,曲轴的制造工艺是一个复杂而严谨的过程。
通过本次培训,希望能够帮助大家深入了解曲轴的制造过程,提高工艺技术水平和质量控制能力。
让我们一起努力,推动曲轴制造工艺的不断创新和发展。
谢谢!曲轴是一种重要的机械零件,广泛应用于汽车、船舶和工业机械等领域。
曲轴不仅承受着发动机的动力输出,还承受着各种负载和振动力。
因此,曲轴的制造工艺对于确保其质量和性能至关重要。
轴线平板车培训教材

图1、轴线平板车主视图、俯视图
3
2、悬挂系统 2.1悬挂系统的组成 1)悬挂枢轴:用螺栓固定在平板车副 梁上。 2)悬挂臂:悬挂臂与枢轴之间装有轴 座孔,使悬挂臂在转向横拉杆的带动 下转动,实现转向。 3)悬挂叉:连接悬挂臂和轮轴。 4)摆动轴:连接车轮。 5)悬挂缸:连接悬挂臂和悬挂叉,起 支撑作用,可调节货台高度。 6)车轮:包括轮毂、制动毂、制动蹄 和轮胎。
表1(续)
序号 30 31 32 33 34 35 36 37
中文名称 紧固螺丝 叉轴密封 叉套环 叉垫 环状密封圈 悬挂叉轴 制动缸支架 螺丝
英文名称 Screw Joint ForkRing ForkWasher V—RingJoint ForkShaft VesselSupport Screw
件号 23308020 24307120 48515096 44100553 38511284 00012065
9
2.3、悬挂摆动轴部件 悬挂摆动轴组成见图4,各部件见表2
图4、悬挂摆动轴组成图
10
悬挂摆动轴部件表
表2
序号 1 4 5 6 7 9 10 11 12
中文名称 摆动半轴 轮毂盖螺丝 轮毂盖密封垫 锁紧垫圈 螺丝 轴头母 锁止垫 轴承垫 轴承
件号 84300159 40300410 23422050 38511034 84300184 67013016 67013079 23809100 31513018 6
表1(续)
序号 10 13 14 15 16 17 18 19 20
中文名称 悬挂臂 悬挂液压缸 管接头 安全阀及接头 关节轴承 螺栓 悬挂叉 悬挂臂锁止螺丝 防松螺母
17
表3(续)
序号 92 95 96 97 98
量曲轴实训报告

一、实训目的通过本次实训,使我对曲轴的结构、测量方法及测量工具有更深入的了解,提高我实际操作能力,培养我严谨的工作态度和团队协作精神。
二、实训时间2021年X月X日至2021年X月X日三、实训地点XX学院汽车工程系实训室四、实训内容1. 曲轴的结构认识2. 曲轴测量工具的使用3. 曲轴主要尺寸的测量4. 曲轴测量误差分析五、实训过程1. 曲轴结构认识首先,我们对曲轴的结构进行了详细的了解。
曲轴是内燃机中的关键部件,主要承受连杆传来的力矩,将活塞的直线运动转换为旋转运动。
曲轴主要由主轴颈、连杆轴颈、曲柄臂、曲轴箱等部分组成。
2. 曲轴测量工具的使用在了解曲轴结构的基础上,我们学习了曲轴测量工具的使用。
测量工具主要包括:千分尺、百分表、深度计、外径千分尺等。
3. 曲轴主要尺寸的测量根据教材要求,我们对曲轴的主要尺寸进行了测量,包括:(1)主轴颈直径、连杆轴颈直径、曲柄臂长度、曲轴箱宽度等。
(2)曲轴的跳动量、弯曲度、扭转度等。
(3)曲轴与轴承间隙的测量。
4. 曲轴测量误差分析在测量过程中,我们注意到一些误差现象,如:(1)由于测量工具的精度限制,导致测量结果存在一定的误差。
(2)操作者的操作技能和经验不足,也会对测量结果产生影响。
(3)曲轴本身存在的加工误差、装配误差等。
针对以上误差现象,我们进行了以下分析:(1)提高测量工具的精度,降低测量误差。
(2)加强操作者的技能培训,提高操作水平。
(3)对曲轴进行加工和装配过程中的质量控制,减少加工误差和装配误差。
六、实训总结1. 通过本次实训,我对曲轴的结构、测量方法及测量工具有了更深入的了解。
2. 在实训过程中,我掌握了曲轴主要尺寸的测量方法,提高了实际操作能力。
3. 我认识到,在实际工作中,要严谨对待每一个环节,确保测量结果的准确性。
4. 在今后的工作中,我将继续努力,提高自己的技能水平,为我国汽车工业的发展贡献自己的力量。
七、实训成果1. 完成曲轴主要尺寸的测量,并填写测量记录表。
曲轴的测量实训报告单
一、实训目的本次曲轴测量实训的主要目的是通过实际操作,使学生掌握曲轴的测量方法,提高学生对曲轴结构、性能的认识,培养动手操作能力和严谨的工作态度。
同时,通过实训,使学生能够运用所学知识解决实际工程问题。
二、实训时间2022年10月15日三、实训地点机械制造实训室四、实训器材1. 曲轴1台2. 卡尺1把3. 内径千分尺1把4. 外径千分尺1把5. 钢直尺1把6. 平板1块7. 砂纸1盒8. 记录本1本9. 针对曲轴的测量标准五、实训步骤1. 曲轴外观检查首先,观察曲轴外观,检查是否有裂纹、磨损、变形等情况。
如有异常,及时与指导老师沟通。
2. 曲轴尺寸测量(1)测量曲轴长度:使用钢直尺测量曲轴两端的距离,记录数据。
(2)测量曲轴外径:使用外径千分尺测量曲轴外圆直径,记录数据。
(3)测量曲轴内径:使用内径千分尺测量曲轴主轴颈、连杆颈的直径,记录数据。
(4)测量曲轴轴颈长度:使用钢直尺测量曲轴主轴颈、连杆颈的长度,记录数据。
3. 曲轴跳动测量(1)将曲轴放置在平板上,用钢直尺测量曲轴两端的高度,记录数据。
(2)用钢直尺测量曲轴中心线与平板的平行度,记录数据。
(3)根据测量数据,计算曲轴跳动量。
4. 曲轴磨损检查(1)观察曲轴主轴颈、连杆颈的表面,检查磨损情况。
(2)用卡尺测量曲轴主轴颈、连杆颈的磨损量,记录数据。
5. 曲轴质量分析根据测量数据,分析曲轴的尺寸、跳动、磨损等参数,判断曲轴是否满足使用要求。
六、实训结果与分析1. 曲轴长度:测量结果为L=600mm,满足设计要求。
2. 曲轴外径:测量结果为D=80mm,满足设计要求。
3. 曲轴内径:测量结果为主轴颈直径d1=60mm,连杆颈直径d2=50mm,满足设计要求。
4. 曲轴跳动:测量结果为跳动量小于0.05mm,满足设计要求。
5. 曲轴磨损:测量结果为主轴颈磨损量小于0.2mm,连杆颈磨损量小于0.15mm,满足设计要求。
根据测量结果,该曲轴的尺寸、跳动、磨损等参数均满足设计要求,可以继续使用。
DDI11曲轴培训总结
F2/13L:2003年从舍夫德其它工厂搬迁过来
产能约8万. 每小时产出24件,年产15.5万根曲轴 设备总数55台
一、曲轴线总体介绍
生产能力 每年产能15.5万台. 每小时产出:24件 人员配备 127人 班次:4 Kapacitet 155 000 Vevaxlar per år. Takt per timme: 24 Bemanning 127 personer Skiftform: 4-skift Produktfakta
DDI曲轴培训总结
2016.04.01
1 2
曲轴线总体介绍
曲轴线工艺、设备介绍 曲轴线工装管理
曲轴线检测介绍 返修介绍 其它
ONTENTS
内 容 大 纲
3 4 5 6 7
项目启示
一、曲轴线总体介绍
1.1 曲轴线概况:
F0/11L:2015年从西班牙搬迁至舍夫德工 厂,产能约4万; F1/9、11、13、16L:建线2000年,仅有 粗加工节拍约10分钟,08-09年扩线新增精 加工产能达到约3.5万;
Inspection F2
OP 130
Tempering ALFING OP 090 OP 100
SMT4 OP 110
SMT3 OP 120
F1 Schenck Index TNT Heller (MD9, OP 010 OP 020 OP 025 OP 030 HDE11, HDE13, Balancing Turning flange, Milling pilot hub end, HDE16) Mains & main #1 & #4. Pins
SMT5 OP 120
Inspection F1 OP 130 Inspection
曲轴Landis磨床培训教材冯江亭PPT学习教案

会计学
1
OP80Landis常见故障一览
一、OP8 0磨床 跳动超 差 二、OP8 0磨床 圆度超 差 三、OP8 0磨床 尺寸不 稳定 四、OP8 0磨床 相位角 超差 五、OP8 0磨床 工件偏 磨 六、OP8 0磨床 轴颈旁 边有毛 边 七、OP8 0磨床 冲程检 测故障 或定位 量仪过 早触发 八、OP8 0磨床 工件未 上升至 速度报 警 九、OP8 0磨床 尾架不 到位报 警 十、OP8 0磨床C轴编码 器报警 (F80 22) 十一、OP80磨 床X轴或 者X1 轴伺服 报警 十二、OP80磨 床断电 后无法 启动UPS 十三、OP80磨 床床体 冲刷压 力(左 侧/右侧 冷却液 压力不 足)报 警 十四、OP80磨 床出现 “砂轮 平衡器 通讯故 障”报 警 十五、OP80报 警“主 轴温度 高”造 成机床 急停 十六、OP80机 床报警 “伺服 放大器 电压过 低”导 致无法 开机 十七、OP80触 摸屏无 法使用 十八、OP80砂 轮启动 时提示 “Indra mat 错误, 请联系 供应商 ”砂轮 无法启 动 十九、OP80加 工时连 杆颈出 现小平 面 二十、OP80 C轴漏油
标定即可。 E、尺寸量仪的反馈线有问题。(表现为标定量仪时测量值会变化,动一下反馈线变化明显)
可先重新排布反馈线并让其与动力线分开,看量仪示数是否稳定,如果仍不稳定可将左右量仪的反馈 线进行对换,问题转移的话则说明发馈线损坏,进行更换。
注意:此量仪反馈线与OP90上径向测量模块的反馈线一样,如果没有备件可替代。 F、量仪冷却液喷嘴堵塞(打开门检查下冷却液是否从量仪中间流下,是否有喷嘴堵塞) 清理喷嘴,顺便将测头上的弹簧清理一下,对量仪重新进行标定,试加工。
曲轴测量培训
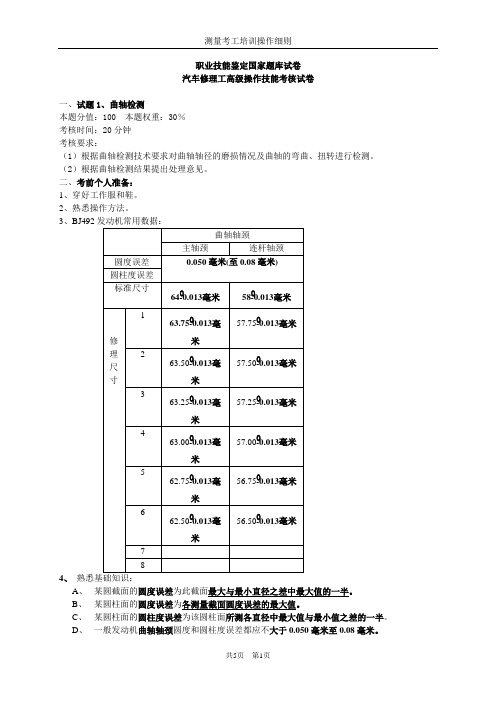
职业技能鉴定国家题库试卷汽车修理工高级操作技能考核试卷一、试题1、曲轴检测本题分值:100 本题权重:30%考核时间:20分钟考核要求:(1)根据曲轴检测技术要求对曲轴轴径的磨损情况及曲轴的弯曲、扭转进行检测。
(2)根据曲轴检测结果提出处理意见。
二、考前个人准备:1、穿好工作服和鞋。
2、熟悉操作方法。
3、BJ4924、熟悉基础知识:A、某圆截面的圆度误差为此截面最大与最小直径之差中最大值的一半。
B、某圆柱面的圆度误差为各测量截面圆度误差的最大值。
C、某圆柱面的圆柱度误差为该圆柱面所测各直径中最大值与最小值之差的一半。
D、一般发动机曲轴轴颈圆度和圆柱度误差都应不大于0.050毫米至0.08毫米。
E、一般发动机曲轴轴颈修理尺寸:汽油机按规定有6-8级、柴油机按规定有10-12级,每级依次减小0.25毫米。
一般根据曲轴磨损和变形情况对曲轴的主轴颈和连杆轴颈分别选用同一级修理尺寸。
F、外径千分尺的读数:主尺最大完全露出部分为整毫米及半毫米数(测微筒“0”在主尺横线上方时不要计算“正对”的刻度),测微筒上与主尺横线相对刻度的是百分之一毫米数(前面算了半毫米时第一位小数须“+5”)。
三、操作步骤:(此次不要求测量曲轴弯扭变形)(一)清洁测量对象。
1、擦工作台.2、擦曲轴。
两手各抓住布条一端,包绕某轴颈(不需测量的不必清洁)后并拢交叉,先向左边拉动一次再向右边拉动一次,然后两手展开布条移向其它轴颈(若横量,必要时再一手握绸布条贴紧被V形铁支住的主轴颈,另一手转动曲.轴一圈,同样擦拭完另一主轴颈;顺便将曲轴转至曲柄水平的位置)。
(二)取出清洁检查使用与收藏游标卡尺。
1、取尺清洁检查。
A、双手拇指拨开两盒扣,左手打开卡尺盒盖。
B、右手捏游标尺提起卡尺。
C、左手持棉丝由上到下清洁主尺尺身后,接住主尺测脚端。
D、右手松开锁紧旋钮,将游标尺拉向尾端再退回(测脚间留2-4厘米间隙)。
E、左手用棉丝清洁卡尺测脚和其它部分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Andon Board 曲轴线培训资料v1.2
一、Andon 简介
ANDON 系统是利用声音和视觉显示当前生产线工作状态的信息系统。
它提醒与某个工位上所发生的问题相关的组员、班组长、维修人员和管理人员及时作出响应。
作为一种寻求帮助的工具,ANDON 系统具有请求帮助、防错和传递信息的功能。
ANDON 系统的质量管理功能支持同步生产的原则,即制造产品时采用在线维修的方法而不是采用制造完成后维修的方法。
ANDON 系统的质量管理功能使得每一个操作员有能力在其工位上按时完成他们对产品的正确加工,防止将质量问题传到下一个工位。
当质量问题在当前工位上被解决,生产线将重新运行。
ANDON 系统让操作工每当质量问题发生时寻求帮助。
当一个工位的操作工需要帮助时,触发ANDON 系统,点亮ADNON 板上与此工位相对应的指示灯,表明需要帮助、同时ANDON 系统播放乐曲以便引起注意。
ANDON 系统可以对每一个班组设定不同的乐曲旋律。
班组长响应质量请求,当问题及时解决后,操作员再次触发使系统回到正常状态;如果问题在工件到达固定停止位(FPS)之前还没有解决,输送线会停止工作,以便解决问题,当问题解决后,输送线开始继续运行。
ANDON 系统还通过监控软件从其它系统的PLC 采集信息显示在ANDON 板上。
二、暗灯构架
二、暗灯数据采集服务器
现场呼叫及设Memory map
显示信号
工人通过点击现场触摸屏的求助按钮
PMC 服务器
数据SQL 服务器
公司网络
(IE 浏览)
(IE 浏览)
三、画面含义
STV、BLK:堵塞/缺料显示
AA :当两灯同时显示为绿色,表明该生产线所有工位无故障;当有任意工位出
现故障状态时,则两绿灯均不显示。
TARGET:显示生产线的目标产量
ACTUAL:显示生产线的实际产量
灯柱:当各单元格内任意工位有状态相应时,三色的灯柱会显示不同的状态组合,提示工人进行相应的操作。
四、功能详解
机器状态文字显示灯柱状态灯柱颜色优先级
闪烁红色高Fault故障 FLT
固定红色高Fault Ack故障确认 FLT
固定红色高Manual Mode手动模式 MANL
Team Leader呼叫班组长 HELP
闪烁红色、黄色、蓝色高
固定红色、黄色、蓝色低Team Leader Ack呼叫班组长确认 HELP
Maintenance 呼叫维修人员 MTEN
闪烁红色、黄色、蓝色高
固定红色、黄色、蓝色低Maintenance Ack呼叫维修人员确认 MTEN
闪烁红色、黄色、蓝色高Tool Management 呼叫刀具管理 TC_M
固定红色、黄色、蓝色低Tool Management Ack呼叫刀具管理确认 TC_M
闪烁红色、黄色、蓝色高Chemical Management 呼叫化学品管理 CH_M
Chemical Management Ack呼叫化学品管理确认CH_M 固定红色、黄色、蓝色低Gauge Check 呼叫测量检查 GA_C
闪烁红色、黄色、蓝色高
固定红色、黄色、蓝色低Gauge Check Ack呼叫测量检查确认 GA_C
闪烁红色、黄色、蓝色高Reject Parts Check 呼叫不合格品检查 RE_C
Reject Parts Check Ack呼叫不合格品检查确认 RE_C 固定红色、黄色、蓝色低
固定黄色高Tool Change in Progress刀具转换正在进行 T_CH
闪烁黄色高Tool Change Warning刀具警告 TC_W
固定黄色低Tool Change Warning Ack刀具警告确认 TC_W
闪烁黄色、红色高Tool Change Fault刀具错误 TC_F
固定黄色、红色低Tool Change Fault Ack刀具错误确认 TC_F
Gauge Check Warning质量检查警告 GC_W
闪烁蓝色高Gauge Check Warning Ack质量检查警告确认 GC_W 固定蓝色低
闪烁红色、蓝色高Gauge Check Fault质量检查错误 GC_F
固定红色、蓝色低Gauge Check Fault Ack质量检查错误确认 GC_F
无无高Block堵塞状态 BLK
无无高Starve缺料状态 STRV
无无低Bypass旁路 BYPS
无无高No Communication机器未连通 N/C
¾备注:
1.如果各呼叫状态和呼叫确认状态同时存在时,暗灯板显示为呼叫确认状态。
2.产量显示只在设备完全正常,无任何状态相应时显示。
3.灯柱状态只表示该单元格内所有工位的状态,并不单独表示某个工位的状
态。
4.现场音乐的播放开关为由音乐柜的第一个按钮控制。