冷轧机对中系统内部接线图
带钢可逆冷轧卷取机兼作开卷机的改造

增加 自 动对中装置和功能 , 确保带钢卷取整 齐。其 次, 增设轧机的摆动导 向辊等装置 , 方便开卷穿带 , 节省 时 间人力 。
显然 两种 技 改 方 案 差别 很 大 、 有 优 劣 。第 一 各
种方案技术先进 、 成熟和可靠 , 但是设备多、 投资大 、 占地多。全套 自 动对中开卷机组 , 包括有上卷小车 、
S L n —i U i g x
( inN nfr u tlryD s nadR sac tue, in7 0 0 , hn ) X k o- r s aug ei n eerhI i t X h 10 1C ia e o Me l g Nst
Ab t a t n v e fi c n i in e i t p t r a i ga d u s a y e si p r t n f r h od sr l a d c i rd u l sr c :I iw o o vn e c n sr e dn n n t d n s o e ai o e c l t p mi n ol o b e n i h e n o t i l e
部 电气控 制 系统 ; 外增 加 1台相 同的 自动 对 中开 另 卷机 取代 开 卷箱 , 并且 配备 上卷小 车 。 第二 种 技改方 案 : 主要 改造 酸洗卷 取机 等设备 ,
程度和张力大小 等等。因此 , 酸洗机组卷取 区段适 当增 加对 中立辊 数量 和调 整 对 中立 辊位 置 ; 高卷 升
2 技 术 改造 方 案 的 比较 选择
已有 的 闲置 开卷 机组设 备 和不相 匹配 的现 用开
持和带钢“ 跑偏 ” 的随动 , 从而保证卷取带 钢边缘能
够 始终对 齐 。
实际上 , 自动 对 中 卷 取 机 的 上 述 对 中 功 能 即
各种数控系统RS232C接线图

各种数控系统RS232C接线图数控机床的RS232通讯接口及参数介绍数控机床RS232通讯接口及参数介绍RS-232-C接口在数控机床上有9针或25针串口其特点是简单用一根RS232C电缆和电脑进行连接实现在计算机和数控机床之间进行系统参数、PMC 参数、螺距补偿参数、加工程序、刀补等数据传输完成数据备份和数据恢复以及DNC加工和诊断维修。
一、RS-232-C简介 RS-232-C接口又称 EIA RS-232-C在各种现代化自动控制装置上应用十分广泛是目前最常用的一种串行通讯接口。
它是在1970年由美国电子工业协会EIA联合贝尔系统、调制解调器厂家及计算机终端生产厂家共同制定的用于串行通讯的标准。
它的全名是“据终端设备DTE和数据通讯设备DCE之间串行二进制数据交换接口技术标准”该标准规定采用一个25个脚的DB25连接器对连接器的每个引脚的信号内容加以规定还对各种信号的电平加以规定一般只使用39根引线。
1、RS232C接口连接器引脚分配及定义 DB-25和DB-9型插头座针脚功能如下 DB-9串行口的针脚功能 DB-25串行口的针脚功能针脚符号信号名称针脚符号信号名称 1 DCD 载波检测 8 DCD 载波检测 2 RXD 接受数据 3 RXD 接受数据 3 TXD 发送数据 2 TXD 发出数据 4 DTR 数据终端准备好 20 DTR 数据终端准备好 5 SG 信号地 7 SG 信号地 6 DSR 数据准备好 6 DSR 数据准备好 7 RTS 请求发送 4 RTS 请求发送 8 CTS 清除发送 5 CTS 清除发送 9 RI 振铃指示 22 RI 振铃指示 xyh978 第 1 页 2008-10-3 数控机床的RS232通讯接口及参数介绍 DB-25插头外形 DB-9插头外形 2、端口参数和设置串口通信最重要的参数是波特率、数据位、停止位、奇偶校验和流控制。
对于两个进行通行的端口这些参数必须相同 2.1 波特率这是一个衡量通信速度的参数。
ZhongLian方料成型机电路图
SB34 X54 布料室急救按扭 SQ39 X124 顶门开限位
X174 配料输送带反转启动
X5 报警扫描输入6
SQ1 X55 布料小车上限1
SQ40 X125 顶门关限位
X175
SB1 X6 布料端门控制盒急停 SQ2 X56 布料小车下限1
CJ5 X126 3#小搅拌电子称量程 X176
SB2 X7 布料小车前进
921 922 923 924 925
927 930 931 932 933 934 935 936 937 940 941 9133 9134 9135 9136 9137 9140 9141 9145 9146
N1 L4
KM6 KM7 KM8 KM9A KM9B
KM11 KM12 KM13 KM14 KM10 KM16A KM16B KM17A KM17B KM18A KM18B KM19 KM20 KM21 KM22 KM23 KM24 KM25 KM26 KM27
SQ3 X57 布料小车上限2
CJ6 X127 4#小搅拌电子称量程 X177
SB3 X10 布料小车后退
SQ4 X60 布料小车下限2
SB35 X130 1#小搅拌开/停
SB4 X11 布料小车上升
SQ5 X61 布料小车原位
SB36 X131 2#小搅拌开/停
SB5 X12 布料小车下降
SQ6 X62 布料小车下料位后 SB37 X132 3#小搅拌开/停
KM10 Y33 主搅拌波箱冷却 YV32 Y103 脚仔开启
B61 Y153 4#小搅拌运行
KM16A Y34 花色转角带正转 YV33 Y104 脚仔复位
YV56 Y154 4#小搅拌下料门开
冷轧退火酸洗线_图文
采用硫酸钠溶液作为电解介质, 通过整流器将工业用交流电转化 为直流电,将电流导入电解槽中 的电极板,通过电解作用去除钢 带表面的锈皮。
中性电解区全长36米,分为六个区段。 进行电解除锈时,保持PH值在5-6之间(即中型电解),有助于溶解 的Fe 以FeOH3的形态析出,并伴随着一些重金属氢氧化物,以达到除 锈的目的。
冷轧退火酸洗线(CAPL)
1#整平机
真空吸附机
1#解卷机
2#整平机
2#解卷机
中性电解
混酸 酸区
清洗
喷 刷 清洗 电焊机 除油区
预热 加热 冷却 炉区
入口活套区
图标示例: 裁剪机
出口活套区
纠偏辊
导向辊
张力辊
SPM
TLL
品检
爬行活套区
收卷机
CAPL生产流程
入口区:
开卷
夹送送料
焊接
炉区:
碱洗除油
预热
加热
出口610mm 钢卷外径: Max.2200mm 钢卷重量:Max.30000KG 产线速度:入口段Max.140m/min
制程段Max.90m/min max 出口段Max.140m/min 产线TV值:=85(mm*m/min) 产能:20万吨/年
产线全长:430 m 入口活套:155 m 炉区: 130 m 酸洗区: 110 m 出口活套:130 m 爬行活套:45 m
除油区可分为喷洗区、刷洗区、清洗段和干燥机四个功能区段: 喷洗段:将脱脂剂溶液喷洗在钢带表面以去除钢带表面的轧延油。 刷洗段:通过高速旋转的刷洗滚轮对钢带表面进行刷洗。 清洗段:高温水冲洗去除钢带表面残留的脱脂剂。 干燥机:通过高温热空气去除钢带表面残留的液体。
fanuc系统硬件连接图

说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配综合接线图(i说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注:1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配DC24Vii ipositioncoder24V24V接近开关制动插脚,制动插脚i 电源i 电源。
热轧、冷轧、退火、热镀锌等数十张工艺图详解
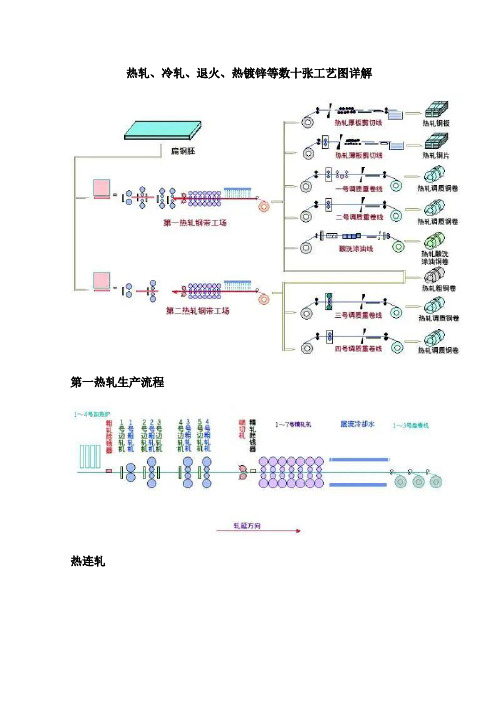
热轧、冷轧、退火、热镀锌等数十张工艺图详解第一热轧生产流程热连轧热轧生产流程>第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
开平剪切热轧生产流程>热轧板剪切线布置图:主要功能为将原料钢卷上线解卷、切边、切片、整平、堆叠、及包装为成品钢板叠(HR PLATE)。
调质卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
调质热轧生产流程>二号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
酸洗涂油卷、焊接、整平、酸洗、调质轧延、切边、涂油、分切及包装为成品酸洗钢卷。
第二热轧生产流程热连轧热轧生产流程>第二热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
调质卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
调质热轧生产流程>四号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
冷轧酸洗冷轧第一酸洗冷轧线:第一酸洗冷轧线接收热轧钢卷,经过解卷、焊接、整平、盐酸酸洗、裁边之后,再经由串列式冷轧机轧延成厚度较薄之冷轧钢卷。
酸洗冷轧第二酸洗冷轧线:第二酸洗冷轧线是利用张力整平机及酸洗去除热轧钢卷锈皮,清洗、烘干去除钢带表面残酸,由裁边机将钢带裁至下游产线所需宽度及经四站六重式轧延机将热轧钢卷轧至客户所需厚度,并藉自动板形控制器来改善钢带板形,是一连续式酸洗冷轧制程产线。
热浸镀锌连续热浸镀锌线:热浸镀锌线是一条连续性生产线,酸洗冷轧后钢卷送入本产线经过焊接、表面清洗及退火之后进入锌槽镀锌(GI材)或再加热产生锌铁合金(GA材),接着再经过调质轧延及张力整平,最后再依不同需求实施后处理或涂油作业。
华中数控系统机床电气原理图
XS91主轴主电源 WS28-7KTD WS28-7-JZ
XS41主轴风扇、排屑 电机、冷却电机
XS71 刀库输入信号
WS28-16KTD WS28-16-JZ
XS52伺 服主电源
XS91 限位信号
XS82PLC信号
XS92主轴主电源
备用
备用
D
WS20-5KTD WS20-5-JZ WS20-9KTD WS20-9JZ
数控系统 阶段标记
F 10
7
8
9
1
2
3
4
5
6
7
8
9
10
A
A
XT3-输入输出单元
B
XT1:24 25
HI0-1061 HI0-1009
5 0
输
HI0-1011P
入
HIO-1011P
输 入
HI0-1011P HIO-1011P
输
HI0-1021N
出
HIO-1021N HI0-1021N
输
出
HIO-1021N
0 1 2 3 4 5 6 7 GND GND
C
=P01/1.D3 =B00/1.E2
X2B
4 5
67 81 68
60 80 61
31 32 33 34 35 36 37 38
0 1 2 3 4 5 6 7 GND GND
30
41 42 43 44
0 1 2 3 4 5 6 7 GND GND
51 52
E
注:1、①表示端子号, 例:①表示XT2:1
E
电 气 原 理 图
设备型号 电气图号 标 记 标 记 更 改 文 件 号 签 字日 期 编 设 计 制 图 审 核 主 管 标准化 批 准 码 华中HNC-818B 设备名称 项目代号 共 36 页 =B01/2 第 7 页
常用交流接触器实物接线彩图,简单明了,一目了然,建议收藏!
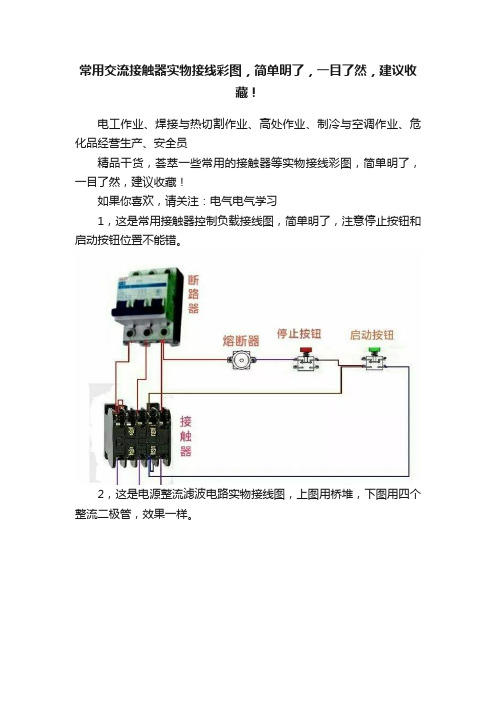
常用交流接触器实物接线彩图,简单明了,一目了然,建议收藏!电工作业、焊接与热切割作业、高处作业、制冷与空调作业、危化品经营生产、安全员精品干货,荟萃一些常用的接触器等实物接线彩图,简单明了,一目了然,建议收藏!如果你喜欢,请关注:电气电气学习1,这是常用接触器控制负载接线图,简单明了,注意停止按钮和启动按钮位置不能错。
2,这是电源整流滤波电路实物接线图,上图用桥堆,下图用四个整流二极管,效果一样。
3,单相电机逆顺转控制接线图,这种情况在我们日常生活中使用比较多4,这是三相四线电度表互感器接线图,单相的互感器接线也有接互感器的,至于为什么要接互感器,有兴趣的可以查查资料,或在下面留言评论5,这个是水位控制接线图,这个不论工厂还是家庭都有用过,只是家庭用单相电机。
6,延时断电接线图,这里主要是延时继电器控制,延时继电器,有很多种类,有兴趣可以查查这方面资料。
7,延时停机,和上图差不多。
8,电机或负载间断性运行(间歇),还是用到了时间继电器!9,这是三相电机逆顺转控制电路接线,和单相有区别吧!10,和上面一样,只是上面是符号,下面用实物11,电动机Y/△接法有兴趣的可以理解一下,这是电机启动形式,是星三角启动的意思,降低启动电流。
(分别发了实物接线图和电路原理接线图丿。
实物接线图电路图12,这是液压机电路接线图,工厂用的比较多,典型的有注塑机。
(分别发了实物接线图和电路原理图)实物接线图电路图电工作业、焊接与热切割作业、高处作业、制冷与空调作业、煤矿安全作业、金属非金属矿山作业、石油天然气安全作业、冶金(有色)生产安全作业类、危险化学品安全作业类、烟花爆竹安全作业、危化品经营生产、安全员【电工知识大全】。
冷轧机设备介绍
冷轧机设备介绍1. 引言冷轧机是一种常见的金属加工设备,用于在室温下对金属材料进行轧制和塑形。
冷轧机通常用于对钢铁、铝、铜等材料进行加工,广泛应用于制造业各个领域。
本文将对冷轧机的工作原理、分类和应用场景进行详细介绍。
2. 工作原理冷轧机的工作原理是通过将金属材料放在两个或多个辊子之间,并施加压力来实现金属材料的塑性变形。
冷轧机通常由传动系统、辊子系统和控制系统组成。
传动系统通常由电机、传动带和传动轴组成,将电机产生的动力传递给辊子系统。
辊子系统包括上辊、下辊和中间辊等,在工作时通过两辊之间的间隙来塑形金属材料。
控制系统用于控制辊子的运动和压力的调节,以实现所需的加工效果。
3. 分类冷轧机根据辊子的布局和结构可以分为不同的类型,常见的分类包括两高辊式冷轧机、四高辊式冷轧机和集中式冷轧机。
3.1 两高辊式冷轧机两高辊式冷轧机是最简单的冷轧机类型,由两个辊子组成,用于对金属材料进行简单的轧制。
这种冷轧机适用于一些较为薄的金属材料的加工,如钢卷的轧制和冷轧铝板的制造。
3.2 四高辊式冷轧机四高辊式冷轧机具有更复杂的结构,由四个辊子组成。
这种冷轧机可以对金属材料进行更精细的轧制和更复杂的形状加工。
四高辊式冷轧机通常用于制造高精度的钢板和热交换器片。
3.3 集中式冷轧机集中式冷轧机是由多个辊子组成的复杂系统,用于实现对金属材料的多道次轧制和形状加工。
集中式冷轧机通常用于生产厚度较大、长度较长的金属板材。
4. 应用场景冷轧机在制造业中有着广泛的应用场景,主要包括以下几个方面:4.1 钢铁加工冷轧机在钢铁加工中扮演着重要的角色。
它可以将热轧的钢板进行冷轧处理,改变其力学性能和表面质量,以满足不同应用的要求。
冷轧机还可用于制造冷轧带钢、冷轧薄板和冷轧不锈钢等。
4.2 铝加工冷轧机在铝加工中也起着关键作用。
它可以对铝板进行冷轧处理,使其获得较高的强度和表面质量。
冷轧机常被用于生产铝合金板材、铝卷和铝箔等产品。
4.3 电子设备制造冷轧机在电子设备制造中也有应用,它可以对金属带材进行冷轧加工,从而获得符合电子设备制造要求的金属材料。
1450mm六辊可逆冷轧机自动控制系统的研究与应用

来料宽度 90—15 mm; 0 20
成 品厚 度 02—1 m; . . 0m 成 品 内径 5 0mm; 1 成 品 外 径 ( 0 —9 0 m 1 0 0 m; 9 最 大 轧 制 力 1 0 N; 500k
2 设 备组成
摘 要: 介绍 了 自主开发设计的 六辊 可逆冷轧机的主要参数 、 备构成及 自动控制 系统的组成 、 设 结构和功 能, 由于 自动控制 系统 采用
了 先进的网络通讯技术及灵活多变 的控制方式. 所以实 现了高 速轧制, 且保证了 产品质量。
关键词 : 辊可逆冷轧机 ; 六 自动 控 制 系统 ; 能 功 中 图分 类 号 : G3 T 3 文献标识码 : B 文章 编 号 :6 2 5 5 ( 0 0)s-o 8 0 17 - 4 X 2 1 o . 8 - 2 : o
15 l 4 0mn六辊可逆冷 轧机是 中冶陕压重工设备 有限公 司 具有 自主知识 产权 、 自主研 制开发 的机 、 、 电 液一体化 全部成
轧制速度( x 0 / i( Ma )1 0mr n8=02~08衄 ) 0 a . . ;
穿 带 速 度 1 / i。 8mr n a
运行 状态 的监视 和报警 , 液压 站 、 滑站 等的工艺 控 制 , 润 主轧
机 的速度 控制 和显示 , 开卷 机和卷取 机的恒张力 控制 , 主轧机 轧辊 负荷 平衡控 制 , 断带检测 和保护 , 上卷小 车 、 卸卷小 车、 乳Байду номын сангаас 液流量 、 向等 工艺操 作控 制 , 长计算 , L 、2级系 统进 方 带 与 DL 行信息交换 。 L 2级系统 为监控级 自动化系统 ,主要 由装 在研华工控机 中的 WiC n C监控 系统组 成 , 主要实 现 以下 功能 : 其 轧机 生产
机床电气设计:操作面板电气安装位置图

=A02 8000-3 3
22
交流进给传动电路图 =F00 8003
7
G
4
控制框图
=A03 8000-4 4
23
CNC控制电路图
=M00 8004 8
5
机床电气安装位置图 =A04 8005
9
24
电气元件代号标牌1
8030 25
6
电气箱电气安装位置图 =A05 8006
10
25
电气元件代号标牌2
F
7
28 小垫圈-A级
GB848-85
D 29 小垫圈-A级
GB848-85
30 小垫圈-A级
GB848-85
31 小垫圈-A级
GB848-85
32 小垫圈-A级
GB848-85
33 小垫圈-A级
GB848-85
34 小垫圈-A级
GB848-85
35 小垫圈-A级
GB848-85
C 36 小垫圈-A级
GB848-85
-XB
35 8
-FN1,-FN2
35 2 电气箱门接地
Q235-B 8 配电板底板、电气安装底板
Q235-B 18
-XB
Q235-B 2 电气箱门接地
Q235-B 4
-U01
Q235-B 6 -SQ2,-SQ3,-SQ4
Q235-B 4
-TC1
Q235-B 4
-SQ1
Q235-B 8
-FN1,-FN2
65Mn 8 配电板底板、电气安装底板
65Mn 18
-XB
65Mn 2 电气箱门接地
65Mn 4
-U01
G
65Mn 4
2800mm冷轧机简介
工作原理
当带材以一定包角通过测 张辊时,带材的张力T将产生 两个分量,一个是垂直方向的 分量FR,另一个是水平方向的 分量FV。垂直类型的压头,我 们可以测出FR。另外,测量辊 和带材的包角可以获得,从而 我们可以计算出带材的张力。 压头测量力取决于带材张力T 和包角。另外,它和水平类型 压头所不同的是测量力还有一 部分来自导向辊及轴承的重量, 通过内部的电子补偿我们可以 得到一个与带材张力成正比的测量信号。
②压力传感器
进口系列压力传感器
测量范围: 0~30MP 电器特性: 输入额定电压 10-30V直流 输出额定电压 5V直流 输出额定电流 20mA 精度参数: ± 0.25% 温度适用范围:-25℃到+85℃ 进口系列压力传感器各项性能指标符合系统要求, 在现场的应用中具有较高的稳定性、可靠性。
1 基准光电管 3 板带 2 测量光电管 4 发光装置 L——发光装置和接收器之间的距离 x——发光装置和板带之间的距离
L=300…..4000mm x>=175+0.13xL
四、电气主要系统组成
• • • • 1、供电系统 2、自动化控制系统 3、传动系统 4、人机界面
1、供电系统
三大传动
ABB张力传感器原理:
张力传感器的测量原理 基于压磁效应,即在机械 加载的情况下,导磁材料 的磁性能将发生变化。测 量元件是由特殊处理的金 属薄片叠压而成,初级和 次级线圈通过传感器中的 四个孔以同一方向垂直绕 制。传感器工作时,在初 级线圈中通以交变的电压, 无机械加载时由于两个线 圈时垂直绕制的,他们之 间没有磁耦合,因此载次 级线圈中没有感应电压。 当受到机械加载时,初级线 圈产生的磁场模式发生变化, 部分磁通将耦合到次级线圈。此时,次级线圈中感应出一个交变的电压,此感应 电压与传感器受到的机械加载成正比,如上图所示。
华中数控系统机床电气原理图
设备名称
F
制图
标准化
阶段标记
项目代号
=B00/1
审核
批准
7
8
共 36 页
9
第 5页
10
1
2
3
A
4
5
6
7
8
9
10 A
B
B
XT1
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50
XP2润滑、抱闸
WS28-4KTD WS28-4-JZ
WS20-9KTD WS20-9JZ
XS2刀库信号
WS28-12KTD WS28-12-JZ
XS32刀库电机 WS24-10KTD WS24-10-JZ
X S42主轴 风扇、润滑 电机、冷却电机
WS24-12KTD WS24-12-JZ
机床侧
XS92 限位信号
XS83PLC信号
XS93主轴主电源
XS43主轴 风扇、润滑 电机、冷却电机
TYP-233-J TYP-5618-k
XS53伺 服主电源
接线柜侧
10 A
B
WS20-9JTD WS20-9KZ
XS1刀库信号 WS28-4JTD WS28-4-kZ
XS31刀库电机 WS24-10JTD WS24-10-kZ
10 A B
C D
E
=B01/3.C2
F
1
2
NCUC总线 XS6B
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冷轧机对中系统探头内部接线图:
1、2端子24V,
3、4端子+15V,
4、5端子15V,
1、6端子24V。
调试步骤:面对轧机入口侧分左右
左侧探头调整对应大电路板
1、测量1、4端子时对应操作侧探头,测量电
压10VDC,首先将R1调至低于10VDC,
6-8VDC左右,松开探头螺丝,将探头前后
移动,找准一个最大值定位,定位后顺时针
调整R1电位器,使电压输出在10VDC.
2、右侧探头调整对应小电路板
测量1、2端子时对应操作侧探头,测量电
压10VDC,首先将R3调至低于10VDC,6-8VDC左右,松开探头螺丝,将探头前后移动,找准一个最大值定位,定位后顺时针调整R3电位器,使电压输出在10VDC.(注:逆时针减小,顺时针增大)
3、液压缸位移量210mm。