模具试模信息记录表新版
试模校验记录表
砼模
规格型号 校验地点 湿度(%RH) 其他
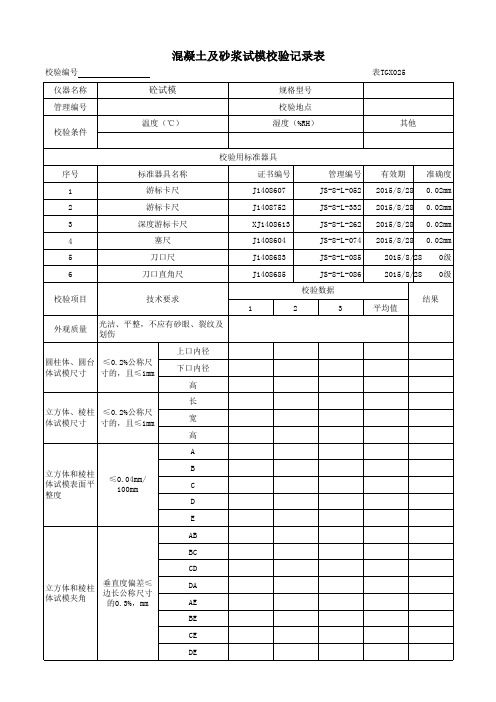
混凝土及砂浆试模校验记录表
校验编号 仪器名称 管理编号 温度(℃) 校验条件 校验用标准器具 序号 1 2 3 4 5 6 校验项目 标准器具名称 游标卡尺 游标卡尺 深度游标卡尺 塞尺 刀口尺 刀口直角尺 技术要求 1 外观质量 光洁、平整,不应有砂眼、裂纹及 划伤 上口内径 圆柱体、圆台 ≤0.2%公称尺 体试模尺寸 寸的,且≤1mm 下口内径 高 长 立方体、棱柱 ≤0.2%公称尺 体试模尺寸 寸的,且≤1mm 宽 高 A 立方体和棱柱 体试模表面平 整度 B ≤0.04mm/ 100mm C D E AB BC CD 垂直度偏差≤ 立方体和棱柱 边长公称尺寸 体试模夹角 的0.3%,mm DA AE BE CE DE 2 3 平均值 证书编号 J1408607 J1408752 XJ1408613 J1408604 J1408683 J1408685 管理编号 JS-8-L-052 JS-8-L-332 JS-8-L-262 JS-8-L-074 JS-8-L-085 JS-8-L-086 校验数据 结果 有效期 2015/8/28 2015/8/28 2015/8/28 2015/8/28 2015/8/28 2015/8/28 准确度 0.02mm 0.02mm 0.02mm 0.02mm 0级 0级 表TGX025
塑胶模试模记录表
壓力
位置
五段
位置□
吹風 前模□
時間□
後模□ FOR154,B
射出時 間:
問題 點:
設 計
原因分析:
改善建 議:
開 慢速 模 快速
終止
速度
托 進
壓力
位置
保 速度 壓 壓力
時間
溫 咀溫 度
速度
保1 一段
壓力
速度
托 退
壓力
位置
保2 保3
二段 三段
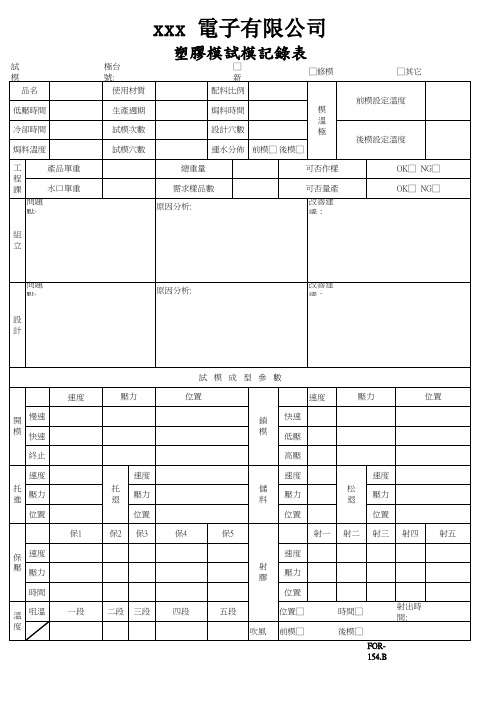
試模成型參數
位置
速度
壓力
位置
鎖 快速 模 低壓
高壓
速度
儲 料
壓力
位置
速度
松 退
壓力
位置
保4
保5
射一 射二 射三 射四
射五
பைடு நூலகம்四段
速度
射 膠
試 模
品名
低壓時間
冷卻時間
焗料溫度
工
產品單重
程
課
水口單重
問題
點:
組 立
xxx 電子有限公司
極台 號:
使用材質
塑膠模試模記錄表
□ 新
□修模
配料比例
生產週期
焗料時間
模
溫
試模次數
設計穴數
極
試模穴數
運水分佈 前模□ 後模□
總重量
可否作樣
需求樣品數 原因分析:
可否量產
改善建 議:
□其它 前模設定溫度
後模設定溫度 OK□ NG□ OK□ NG□
试模校准记录表

压碎值指标测定仪校准记录表(150)校准:校核:日期:校准:校核:日期:水泥胶砂流动度试模校准记录表(152)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(153/154)校准:校核:日期:水泥胶砂试模校准记录表(157-160)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(161)校准:校核:日期:校准:校核:日期:校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(166-167)校准:校核:日期:混凝土/砂浆抗渗试模校准记录表(168)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(169/170)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(171-172)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(173/175)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(176-177)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(178)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(179/186)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(187)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(188-189)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(190-191)混凝土/砂浆的立方体/棱柱体试模校准记录表(192)混凝土/砂浆圆柱体试模校准记录表(193-194)校准:校核:日期:混凝土/砂浆抗渗试模校准记录表(195)。
五金模具试模记录表

有无影响产品装配的毛刺、飞边: □无□少量,可接受□严重,不可用
问题记录:
改善建议;
试模单位
试模人员
申请人联系方式
执行
试模、试装安排:(先确认图纸或样品)
年月日
五金模具试模具问题记录表
编号:
产品型号、名称
零部件名称、图号
工装名称
工装编号
类型
□塑料模□冲压模 □工装夹具 □其他
试模设备名称
试模设备型号
试模日期
试模状况
工装模具情况:
*工装模具结构合理性: □合理□一般 □不合理
工 装 试 模 通 知 单
编号:
产品型号、名称
零部件名称、图号
工装模具名称
工装模具编号
通知
类型
①存根②试模部门
□塑料模□冲压模 □工装夹具 □其他
设
备
名称
材料/零件/产品
名称
其它
规格
规格/图号
要求完成时间
月日时
第几次试模、试装
第□1,□2,□3,□4,□5 次试模
试模、试装数量
申请人签字
试模、试装车间
*工装模具可操作性: □好□一般 □需改进
*工装模具安全性: □好□需警示标志 □危险
*工装模具实用性: □好□一般 □需改进
*工装模具完整性: □完整□不完整
*工装模具外观质量:□好□一般 □需改进
*加工精度是否达到要求: □是□小部分不符 □大部分不符
*按要求做热处理及其他表面处理:□是□小部分不符 □大部分不符
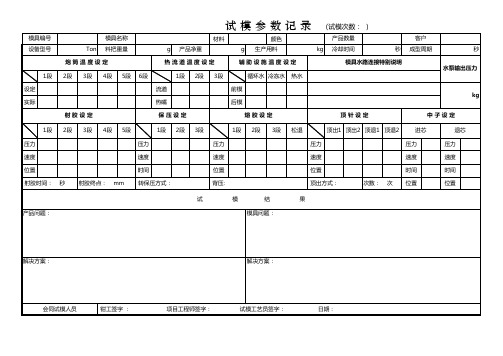
试模参数记录表

6th 段5th 段3rd 段4th 段监视项目tail item 6th 段5th 段IP IV1st 段2nd 段5气辅参数Gas parameter 模具实际温度 (仅供参考)Mold fact temp(FYI)型芯设定Core Settingmm 3、4此模是属belong to :正常啤塑(满足生产时)fit to produce 非正常啤塑(啤样板)only fit to mold trial记录人reporter (试模员):___ _ 试模组长确认confirmed by : 工程师审核approved by :___ ________吹气感应位置:position of gas blowing mmSEC SEC 32ton kgf 试模参数记录表 TRIAL REPORT模号Mold NO.:_ _ 机型Machine range :___ _ _试模次数Trial times :__ __ 日期Date :_ _____倒索P.B.射胶保压INJ/HP 冷却时间Cooling time 周期时间Cycle射胶压力 Inj. pres kgf复位方式Return method 顶出长度EJ pos.kgf回料转速Sc.Speed 11PSEC MM剩余胶量Cushion mm 保压切换Transfer 保压切换Transfer速度IV T后模Core2、2、rpm sec 延时: sec Delay 背压力B.P.3、后模运水Core cooling计量时间Recov. Time ←保压H.P.←射胶INJ.锁模力Clamp frc.31组1team Tmm 后模CoreV前模运水Cavity cooling 氮气总压力Nitrogen gas press : PS1前模Cavity 1、1、P52、2V2组 2team 延时: sec Delay3、41、1、2、3、前模Cavity 入芯状态Core SET抽芯状态Core PULL顶棍间距Distance EJ 回料速度RS 背压BP射胶时间Inj.time mm 计量完成measuresec mm模具厚度 Mold thickness 烤炉温度Hoppr temp.5胶料名称Type of Plastic 颜色Colour 段数st 434th 段3rd 段2nd 段炮筒温度0C Temp. of 热流道温度0C Temp.of Hot1st 段612备注Remark :SECHP 40C50C60C10C20C30C。
注塑试模记录表

三段
前模油温( ゜C) 后模油温( ゜C)
烘料温度( ゜C) 烘料时间( H )
注塑机参数
四段 五段
射出压力
一段
二段
三段
保压
压力 速度
时间
射出速度
一段
二段
三段
顶出方式 □ 顶棍 □拉杆 □其他
射出终止位置
产品取出 □ 人工 □ 自动脱落 □ 机械手 □其他
水口取出 □人工 □自动脱落 □机械手 □其他
编号: 机台编号
广州市芳利兵模具有限公司
注塑试模记录表
日期:
设备品牌 □ 宝捷 □ 伊之密 吨位
模号 M
材料
试模事由 □ 新模 □ 设计变更 □模具维修 □其他
穴数
材料型号
产品名试模
周期(S)
射胶(S)
冷却(S)
前模运水:□ 用 □ 不用 后模运水:□ 用 □ 不用
温度
一段 二段
试模用时
H 试模用料 成型不良描述
产品重量 产品成型状况
流道重量 改良建议
1
2
3
4
5
6
7
8
其他建议
试模员:
审核:
注塑模具试模记录

模腔尺寸: 注射壓力: ℃ 注射速度: ℃ 注射位置: 熱油 注射時間: 熔膠終止位: Sec mm
#顏 色: 原料
一啤毛重 Sec
g Sec
保壓時間: 鎖模壓力:
冷卻時間: 保壓:
每啤周期: kgf/cm² 背壓:
kgf/cm² 工程部建議:
模具及產品缺陷: 漏水 困氣 色紋 批鋒
缺少零件 走膠不完整
清遠偉源塑膠有限公司
注塑模具試模記錄
RS-JL-SC-044 客戶: 產品名稱: 熔膠溫度: 焗料溫度: 模 溫: 循環水 半自動 ℃ 水 溫: ℃ 水 溫: 冷水 自動 造模商: CAV/UP: 模 號: 試模日期: 試模次數:
kgf/cm² 色粉編號: mm/s mm
機 商: 水口料比例 一啤淨重 % g Sec kgf/cm²
燒痕 頂白
夾水紋 黏模
射紋 上模 下模 注塑部建議:
拖花 缺陷成因:
變形
縮水
流道過大或小
工模部建議:
簡圖:
合格接收 制表: 日期:
條件接收 PE: 日期:
不合格 注塑: 日期: 審核: 日期:
试 模 参 数 记 录
1段 设定 实际
试 模 参 数 记 录 (试模次数: )
模具名称
材料
颜色
产品数量
客户
Ton 料把重量
g 产品净重
g 生产用料
kg 冷却时间
秒 成型周期
秒
炮筒温度设定 2段 3段 4段 5段 6段
热流道温度设定 1段 2段 3段
辅助设施温度设定 循环水 冷冻水 热水
模具水路连接特别说明
退芯 压力 速度 时间 位置
产品问题:
试
模
结
果
模具问题:
解决方案:
解决方案:
会同试模人员
钳工签字 :
项目工程师签字:
试模工艺员签字:
日期:
水泵输出压力
流道
前模
kg
热嘴
后模
射胶设定
保压设定
熔胶设定
顶针设定
中子设定
1段 2段 3段 4段 5段
1段 2段 3段
1段 2段 3段 松退
顶出1 顶出2 顶退1 顶退2
进芯
压力
压力
压力
压力
压力
速度
速度
速度
速度
速度
位置
时间
位置
位置
时间
射胶时间: 秒 射胶终点: mm 转保压方式:
背压
塑胶模具试模参数表模板

入水 Gate
号码 Cav no
多腔产品入水是否平衡 Muti-cavities
balanced Yes
No NA
多腔产品是否有型腔号码 Muti-cavities with
number Yes
No NA
排气系 模具前段排气是否开通 Primary vents machined Yes No
统 Venting
3
6 运水测
试 运水位
置 测试压
力
运水流量 Flow Rate
前模 Cavity
后模 Core
1 入芯状态 Core SET
2
3
中途
模具是否漏水
leakage Yes
No
前模Cavity
综合判定模具冷却是否OK
Yes No
comprehensive evaluation
后模 Core
行位/斜顶 others
后模温度 Cor Temp
30
冷却方式 Cooling Method
机水
复位方式 Return
闭模 快速 低速 低压
mold high low low
close speed speed press
压力 pressure
76
55 10
高压 high press
135
速度speed 42
30 10
35
位置 position
模具后段排气是否开通 No
Secondary vents machined
Yes
此模是属belong to:正常啤塑(满足生产时)fit to produce 备注Remark:1.产品后模面有批锋 2.抽牙镶件有响声
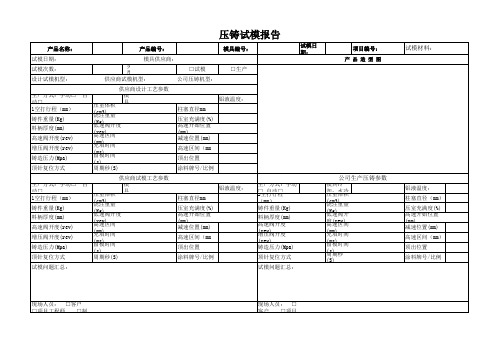
压铸试模记录表

产品名称:模具编号:适用设备:模具负责人: K3号:模穴:试模设备:项目负责人:产品材料:安装预复位安装油泵压室直径∮80项目理论值实际值项目理论值实际值项目理论值实际值项目实际值压射比压/Mpa 40MPa 低速开度/转0.2铸造温度/℃670顶回时间/s 压射力/T315KN 高速起点位置设定温度/℃670勺在炉时/s 压射缸表压/Mpa高速行程机械油温/℃/臂退等时/s ACC压力/Mpa 80bar 高速开度/转模具温度/℃200-300动喷脱时/s ACC降量/Mpa <1增压开度/转循环时间/s 定喷脱时/s高压压力/Mpa 80-100bar 增压储能器充油压力/Mpa原料比率/%7:3吹气时间/s料柄厚度/mm15冷却时间/s脱模剂型号冲头油/颗粒油类别结论1.模具外形长2.油缸拆装是3.模具吊装是4.法兰配合是5.压板槽位置6.水管油管安7.油缸抽拉运8.滑块拔出距9.导柱导套运10.顶板导柱导11.顶杆运行是12.压机拉杆和13.机械手取件14.料缸活塞运15.是否粘模?16.是否飞铝?18.滑块拔出后19.模芯是否有20.产品合格率21.每模成型周17.有没有固定位置的固定缺陷?(如:裂纹、穿透性冷隔、欠铸、表面气孔等) XX机械有限公司意见、建议(问题描述)项目ADC122基本信息产品重量:快压射件数:成品件数:成型慢压射件数:试模件数:运行试 模 记 录 试模时间: 第 次试模试模过程检查项目安装产品检测及模具安装要求:外表无明显冷隔缺陷项目负责人签字:主管签字:增压件数:提交顾客:保留 模,其余回炉剩余 件移交工程压机工艺参数编制:流道+料饼重量:试模组长签字:样件数量、重量信息渣包+排气重量:总重量:是否是否。
试模过程记录表

检查记过记录
备注 记录数据 记录数据 记录数据 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 提交样板 和流道 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定
有限公司
试模过程记录表
序 号 检查项目 检查方法 参考物性表,实际测量温度必须控制在物性表范围内。 1 模具温度 正常打样10啤后,各测量点的实际温度与平均值的差异应小于2℃,如 果平均值的差异超过2℃,则表明模具冷却效果不均,应改善冷却系统 。 炮嘴升到设定值时,先预热测温仪,探入熔料内部测量熔料温度,必 须控制在物性表范围内。 模具分快、中、慢各三次开合,在开合过程中有无异常声响,有无阻 滞现象。 模具开合动作顺畅,有无干涉发生。
6
7 复位检查
复位用限位装置接触是否良好。 顶针顶出时是否与行位的动作发生干涉(滑块是否回到位)。 模具是否装有顶针复位装置(机械式)。 模具按快、中、慢各3次开合模,观察行位动作是否顺畅。 行位回位是否正常,与顶针是否发生干涉。
行位动作 8 检查
行位定位是否牢靠。 液压抽芯装置动作顺序先后情况。 行位在பைடு நூலகம்运行中有无拉伤、卡死现象。
判定 判定
提交样板
提交样板 数据及样板 记录数据 提交样板 记录数据 记录数据
10
产品尺寸 检查
审核:
编制:
2 3
熔料温度 检测 开合模具 状况检查
4
进胶系统 唧嘴长度是否足够? 检查
主浇流道是否有粘前模现象,水口针是否能轻松拉出 分流道是否有粘模现象,尺寸是否合理 热嘴接线盒是否固定 热嘴接气接头是否OK? 接头需在模胚上标注IN/OUT
压铸试模记录表
压室体积 具 (浇cm注3)重量 (低Kg速)阀开度 (高re速v)区间 (充mm填)时间 (留ms模)时间 (s)
顶针复位方式
周期秒(S)
铝液温度:
柱塞直径mm
压室充满度(%) 高速开始位置 (mm) 减速位置(mm)
高速区间(mm
顶出位置
涂料牌号/比例
生产方式:手动 □ 2空自 打动 行□ 程 (mm) 铸件重量(Kg)
试模材料:
铝液温度: 柱塞直径(mm) 压室充满度(%) 高速开始位置 (mm) 减速位置(mm) 高速区间(mm) 顶出位置 涂料牌号/比例
现场人员: □客户 □项目工程师 □制
现场人员: □ 客户 □项目
压室体积 具 (浇cm注3)重量 (低Kg速)阀开度 (高re速v)区间 (充mm填)时间 (留ms模)时间 (s)
ቤተ መጻሕፍቲ ባይዱ
顶针复位方式
周期秒(S)
铝液温度:
柱塞直径mm
压室充满度(%) 高速开始位置 (mm) 减速位置(mm)
高速区间(mm
顶出位置
涂料牌号/比例
供应商试模工艺参数
生产方式:手动□ 自
模
动□ 1空打行程(mm) 铸件重量(Kg) 料柄厚度(mm) 高速阀开度(rev) 增压阀开度(rev) 铸造压力(Mpa)
料柄厚度(mm) 高速阀开度 (增re压v)阀开度 (rev) 铸造压力(Mpa)
顶针复位方式
试模问题汇总:
试模问题汇总:
项目编号: 产品造型图
公司生产压铸参数 模具冷 却 压: 室水 体冷 积 (浇cm注3)重量 (低Kg速)阀开 度 高(速re区v)间 (充mm填)时间 (留ms模)时间 (周s)期秒 (S)
注塑模具试模表

试 模
□顶板退定位 → 油压抽芯入 → 合模 → 射出 → 开模 → 油压抽芯退 → 顶出
□顶梢过高 □顶梢过低 □出毛边 □异声 □顶出不平稳 □顶板无法定位 □可
程 □合模 → 油压抽芯入 → 射出 → 油压抽芯退 → 开模 → 顶出 序
□使用冷水冷却 □ □使用模温机 _______℃ □无
□表面粗糙 □拉伤 □黏A模 □黏C模
建议 : 加大________ □是
料 3. 料道是否适当: 状 况
建议 : 加大________ 4. 排气不良 □A模侧 □抽芯 侧 □无
保 压 顶 出
一段 二段 空车 负荷
*** *** 锁模高压
背压 射选 件 料 温
kg/m
□高压 □中速 □快速
2
冷却时间
杆螺 A模温
(s)
□是否打印模号: □是 其 它:
□否
□生锈 压力 (%) 射 成 出
三段 一段 二段
速度 (%)
位置(mm)
时间 (s)
1. 射压在 _______ % 时, 开始出毛边 2. 进料是否适当: 进 □是 □否 减小________ □否 减小________ □C模侧 □第______ 穴成品 条 型
5. 射压在_______ %, 产生翘模现象 6. 射______ 模次后再射______ 模次送样检讨 试模过程中存在的其它问题: 验 收 业务经理:
∮
C模温
1
2
3
4
5
客户确认:
1、试模项目有生产部完成,以模具进场吊装时计时。 2、业务部负责跟进及办理试模跟踪,单据交财务审核后方可办理出厂手续。 备 注
完成时间新品维修原料穴制造商滑块无定位异声过紧松动可水栓牙不正偷孔不正漏水可分型面出毛边表面粗糙清角未完整良好顶梢过高顶梢过低出毛边异声顶出不平稳顶板无法定位可表面粗糙拉伤出毛边包气时间s一段二段三段3
全网最详细-模具试模工艺参数登记表

Date of trial/试模日客户名称●Charge /预塑54321●Material Temperature(℃) /炮筒温度Cooling Time/冷却时间Injection Trial Data 试模工艺参数表Inj.Speed(mm/s) /注射速度Packing Pressure Transfer Position(mm)/转保压位置Cushion (mm)/保压终点位置Sack Back Offset(mm)/射退距离●Injection /注射Inj.Control Position(mm) /注射控制位置Inj.Pressure(Bar) /注射压力Charge End Position(mm) /熔胶位置Screw Rotate Speed(rpm) /螺杆转速Back Pressure(Bar) /背压●Drying Material Temp.Temp. /材料干燥温度(℃)Time (hours)/小时Fill time/填充时间Packing time /保压时间Charge Time/预塑时间Total Cycle Time 成型周期●Cycle Time (sec)/成型周期Open Close Time /开关模Open/开模Take out/取出Close/关模Screw Diameter (mm) / 螺杆直径Maximum Inj. Capacity (cm3) /最大注塑容量●Clamping Force (Ton)吨 /锁模力设定Specification of Trial Injection Machine / 试模注塑机信息Injection Machine Model Name & No. /注塑机名称/型号Maximum Clamping Force (Ton) /最大锁模力Maximum Inj. Pressure (MPa) /最大注塑压力产品名称产品图号Material Code 材料牌号Product Weight(g)制品重量Runner Weight(g)材把重量Product Thickness(mm)制品壁厚Mould Manufacturing No. 模具编号Trial No. /试模次数Record by /工艺员第 1 页,共 3 页第 3 页,共 3 页。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轮廓尺寸符合指定射蜡机规格;具整体高度不能影响射蜡嘴,不与上压板 1 模具尺寸 干涉 2 模具外观 模具所有外表面应规则光滑;销钉、螺钉等不得超过模具上下表面 模具平面 模具上下模板应平整,无明显翘曲变形;模具合模严密,无漏光,模具上 3 度 下模板厚度都必须>30mm(上下模板厚度可以在检模具尺寸时判定) 4 模具ID 模具ID位置:上顶面,四个侧面,模具ID的内容符合技术说明的要求 供应商报 新模是有供应商开具的《模具尺寸检验报告》以及《模具BOM表》 5 告 6 模具手柄 模具手柄大小合适,不与开模及搬运干涉 7 模具型腔 型腔内清洁无油污、切屑等,表面光洁;型腔无锐边,无刮伤,多料或缺料 模具锁紧 模具锁紧材质选择合理,锁紧装置牢固可靠;模具定位合适,有两个及以 8 及定位机 上定位销 构 模具顶模杆位置不得位于产品功能面上;要求顶模机构操作方便,顶出效 9 顶模机构 果好,不与把手干涉,顶针配合间隙合适,不漏蜡,无过紧,无活动困难 抽芯固定有效,不影响取模效率;相同芯子可互换;不同的芯子有防错, 10 抽芯机构 且相互不能互换 活块固定有效;活块有标识;活块要求不易混淆,模具型腔和活块有对应 11 活 块 位置指示标识,或结构设计上有防错; 注蜡道或 注蜡孔位置合理不会导致漏蜡,不易产生缩陷,注蜡道数量及位置合适, 12 注蜡孔 便于蜡料充型 ID 符合技术要求(内容/位置/方向/数量//大小);字体无缺损,清晰可 13 Mark ID 辨; ID 易更换 试模过程模具无明显开合困难;定位销可靠,不影响模具开合;射蜡时射 14 试模情况 蜡嘴、分型面、芯头部位没有漏蜡发生;模具易脱模,取模方便;顶模机 构合适,顶模行程正常;蜡模与模具无挂角 成型的蜡 蜡模表面无破损,无模具碎屑等杂质;蜡模表面无尖角,台阶,无严重流 15 模质量 纹;错型值≤0.2mm,分型面批缝≤0.3mm,螺纹头不允许有批缝;分型面 不可位于产品的功能面上,若有,评审时需要提出来 备注:每次蜡模试模时,质检员填表记录相关试模信息,此表用于模具评审。与要求相符则打“√”,与要求不相符则打“X”,并描述之。
爱福易技术(武汉)有限公司AFE 爱福易技术(武汉)有限公司AFE Tech(Wuhan) Co.,Ltd 检验员: 检验员:
序 检查项目 号 日期: 试模日期:
模具试模信息记录表
试模时间: 试模时间:
模具号( 模具号(模具是否符合要求) 模具是否符合要求) 2 3 4 5
1