P12压铸模具试模记录单
试模记录表

试模时间
模具名称型腔数目设备号机台号模具编号
材料名称
色料名称
材料配比
调机人员
品质人员
记录人
注塑成型工艺
温度
注塑
储料
保压
设置
实际
压力
速度
位置
时间
压力
速度
位置
时间
压力
速度
位置
时间
1
2
3
4
射退
关模
开模
托模进
时间
压力
速度
位置
压力
速度
位置
压力
速度
位置
1
2
3
托模退
4
5
试模情况记录
是\否
原因
开合模是是否正常?
顶出及复位是否正常?
滑块\抽芯是否正常?
制品是否顶白?
使用材料是否与图纸要求一致?
制品是否好脱模?
水口是否好取?
制品是否可正常出模?
制品有无毛刺?
模具光洁度如何?
冷却水嘴是否难装?运水是否正常?
模具装夹是否困难?
重量为0-250g、稳定生产后1-20模产品是否已报废处理?
重量为250g以上、稳定生产后1-10模产品是否已报废处理?
制品表面有无缩水等缺陷?什么缺陷?
有无其他问题?
试模人签字:
班组长签字:
质量部人员签字:
日期:
日期:
日期:
压铸模具上下模点检表

17 分型面有喷铝现象 18 产品拉伤 19 滑块前后进退有间隙 修理 主管: 1.OK打“√” 班长: 2.需报修打“×”(注:问题记录与备注栏) 填表:
压铸模具点检记录表no检查项目可动模固定模1模面是否清理干净2模面是否上防锈油3模穴部位是否有积炭4模穴部位是否有碰伤5模座螺丝松动6模具水管漏水7模具油管漏油8浇口套断裂漏水9模仁崩龟裂10押出销是否正常11镶针是否损坏或变形12油缸漏油13押出板是否平整14分流嘴是否错位15入料口或溢流口是否凸凹不平16成型孔毛边是否过后厚17分型面有喷铝现象18产品拉伤19滑块前后进退有间隙填表
压铸模具点检记录表
模号: NO 1 2 3 4 5 6 7 8 9 检查项目
日期: 可动模注
责任人:
模面是否清理干净 模面是否上防锈油 模穴部位是否有积炭 模穴部位是否有碰伤 模座螺丝松动 模具水管漏水 模具油管漏油 浇口套断裂漏水 模仁崩、龟裂
10 押出销是否正常 11 镶针是否损坏或变形 12 油缸漏油 13 押出板是否平整 14 分流嘴是否错位 15 16 入料口或溢流口是否 凸凹不平 成型孔毛边是否过后 厚
试模记录单(压铸)

试模费用明细
起始时间 结束时间
试模数 试模节拍:
合格数 S 试模费用
试模状况说明 原因分析 改善措施 结论
试模者
时间
设计者
时间
设计者
时间
模具经理
第一联车间存根
时间
移动模
□机水 □冷水 □热油
斜导柱滑块
□机水 □冷水 □热油
油压抽芯
□机水 □冷水 □热油
分流锥
汤勺角度 待机位置
□机水 □冷水 □热油
浇口套
给汤机调机参数
炉上待机时间
炉中取汤时间
□机水 □冷水 □热油
炉上计量时间 后退待机时间
一段吹气时间 旋转选择
喷雾机调机参数
喷雾时间 上升时间
二段吹气时间 离型剂配比浓度
±10ºC
开模时间 增压时间
压射 压力 射出原点位置
增压压力 铸造压力
低速开度 高速开度
射退开度
高速切点位置
减速位置
增压开度
射退延时时间
射止位置
增压位置
单循环周期
射出延时
订出行程位置
顶出延时
顶回延时
顶出速度
顶出压力
机台编号
机型
料饼厚度
产品毛重
单件净重Biblioteka 模具冷却系统操作者姓名
固定模
□机水 □冷水 □热油
客户名称
xxxx有限公司
压铸试模记录单(冷室机)
产品名称
规格型号
□试模 □生产
产品图号
第 次试模
编号: 版本:A/0
ERP编号
冲头尺寸
定位圈尺寸
模具编号
模穴
冷却水咀尺寸
模具重量
试模记录表

压力 (Kgs)
机 型
速度 (%)
锁模压 力
位置 (mm)
S S
试模时间
储 料 冷 却 参 数
参数
压力
项目
(Kgs)
加料一
加料二
加料松
顶针
先冷却:
s
后冷却:
s
冷却水 前模
开模速 试模人
员 项目人
员
速度 (%)
位置 (mm)
s
射出时限:
s
周 期:
后模
熔胶位置
深圳市仁智塑胶五金制品有限公司
试模记
模具编号
制作人
模架规格
试模数量
啤
试 模 □短射
产 品 □困气
缺 陷 □缺胶 试模结果
所 属 公 司
试模次数
材料
颜色
试模录像 生产全自
动 □高压
□拖花
□高速 □气纹
出模数量 交板时间 □断差
□变形
□粘前 模
□接合 线
产品结构
最短成型周期
试 模 □运水
模 具 □吊模
模具重 水量口单 □码模槽
□批锋 □缩水 □顶高 □尺寸 缺 陷 □行位 □斜顶 □抽蕊
□试模时 料管温度
℃℃
℃
℃
℃
热咀温度
℃℃
℃
℃
℃
模具温度 前模仁_____℃ 后模仁_____℃ 镶件_____℃ 行位_____℃ 斜顶_____℃
射 出 保 压 参 数
参数
项目
射出一段 射出二段 射出三段 射出四段 射出五段 保压一段 保压二段
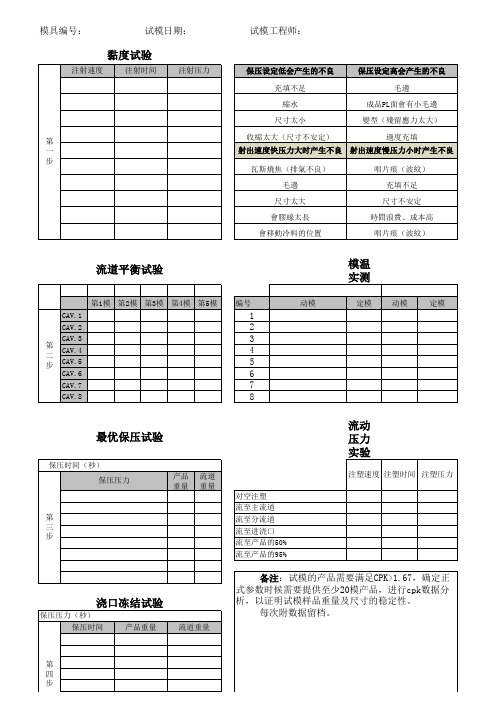
试模验证记录

保压压力(秒)
第四步
保压时间
产品重量
流道重量
流动压力实验
注塑速度
注塑时间
注塑压力
对空注塑
流至主流道
流至分流道
流至进浇口
流至产品的50%
流至产品的95%
备注:试模的产品需要满足CPK>1.67,确定正式参数时候需要提供至少20模产品,进行cpk数据分析,以证明试模样品重量及尺寸的稳定性。
每次附数据留档。
表格.xls兼容性报表
运行环境:
因为 Excel 2007 之前的 Excel 版本不支持此工作簿中的某些
功能,如果以此格式保存,则这些功能将丢失或降级。
轻微保真损失
所选文件格式不支持此工作簿中某些单元格或样式包含的格式7
。这些格式将被转换为最相近的可用格式。
模具编号:试模日期:试模工程师:
黏度试验
第一步
注射速度
注射时间
注射压力
流道平衡试验
第1模
第2模
第3模
第4模
第5模
第 二 步
CAV.1
CAV.2
CAV.3
CAV.4
CAV.5
CAV.6
CAV.7
CAV.8
模温实测
编号动模定模 Nhomakorabea动模定模
1
2
3
4
5
6
7
8
最优保压试验
保压时间(秒)
第三步
保压压力
产品重量
流道重量
注塑模具试模记录表

试模日期 模具名称 设备编号 产品型号 制件厂家
1段 设定 实际
1段 压力 速度 位置
注塑模具试模记录表
试模次数 模具厂家 设备吨位 产品重量 试模原因
第 新到模具
次 试模 整改模具
试模结论 部门编号 冷却时间 成型周期 模具类型
合格 新品
不合格 复制
炮筒温度设定
热流道温度设定
顶针设定 顶出1 顶出2 顶退1 顶退2
2段 3段 4段 5段 6段
1段 2段 3段 压力
设定
速度
实际
位置
射胶设定
ቤተ መጻሕፍቲ ባይዱ
保压设定
熔胶设定
2段 3段 4段 5段
1段 2段 3段
1段 2段 3段 松退
压力
压力
速度
速度
时间
位置
1 2 问题点描述 3 4 5 1 2 解决方案 3 4 5 使用部门: 模具厂家: 各方确认 供应链: 品质部:
模具厂通用文件-模具试模单

飞边缩水顶出顶白脱模不良牢定模牢动模 筋打光定模打光流量不匀哈夫
飞边缩水顶出顶白脱模不良牢定模牢动模 筋打光定模打光流量不匀哈夫
飞边缩水顶出顶白脱模不良牢定模牢动模 筋打光定模打光流量不匀哈夫
飞边缩水顶出顶白脱模不良牢定模牢动模 筋打光定模打光流量不匀哈夫
飞边缩水顶出顶白脱模不良牢定模牢动模 筋打光定模打光流量不匀哈夫
飞边缩水顶出顶白脱模不良牢定模牢动模 筋打光定模打光流量不匀哈夫
飞边缩水顶出顶白脱模不良牢定模牢动模 筋打光定模打光流量不匀哈夫
飞边缩水顶出顶白脱模不良牢定模牢动模 筋打光定模打光流量不匀哈夫
ቤተ መጻሕፍቲ ባይዱ
飞边缩水顶出顶白脱模不良牢定模牢动模 筋打光定模打光流量不匀哈夫
第 1 页,共 1 页
试模排程表
序号
模具编 号
产品名称
1
2
3
4
5
6
7
8
9
10
11
产品图片
材质
收缩率
模具尺寸 (mm)
出模数
产品 克重
模具组 长
交样数 (模)
试模原因
塑机型号 (G)
计划试模 日期
问题(在内打√)
飞边缩水顶出顶白脱模不良牢定模牢动模 筋打光定模打光流量不匀哈夫
飞边缩水顶出顶白脱模不良牢定模牢动模 筋打光定模打光流量不匀哈夫
样品 试模记录表(1.2)
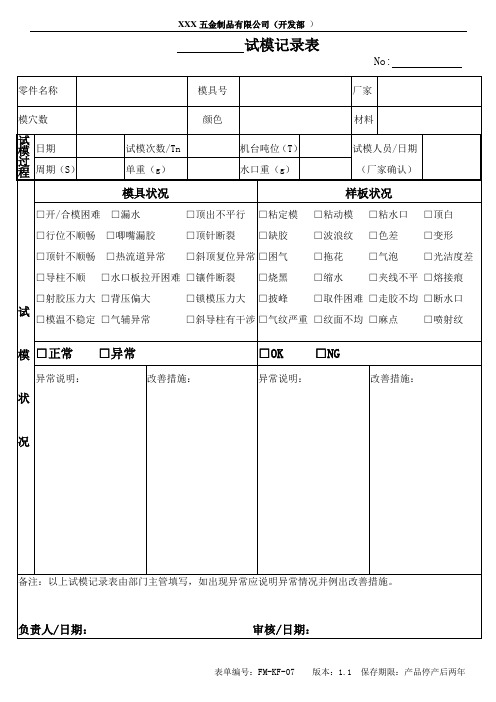
No:
零件名称
模具号
厂家
模穴数
颜色
材料
试
模
过程
日期
试模次数/Tn
机台吨位(T)
试模人员/日期
(厂家确认)
周期(S)
单重(g)
水口重(g)
试
模
状
况
模具状况
样板状况
□开/合模困难□漏水□顶出不平行
□行位不顺畅□唧嘴漏胶□顶针断裂
□顶针不顺畅□热流道异常□斜顶复位异常
□导柱不顺□水口板拉开困难□镶件断裂
□射胶压力大□背压偏大□锁模压力大
□模温不稳定□气辅异常□斜导柱有干涉
□粘定模□粘动模□粘水口□顶白
□缺胶□波浪纹□色差□变形
□困气□拖花□气泡□光洁度差
□烧黑□缩水□夹线不平□熔接痕
□披峰□正常□异常
□OK□NG
异常说明:
改善措施:
异常说明:
改善措施:
备注:以上试模记录表由部门主管填写,如出现异常应说明异常情况并例出改善措施。
负责人/日期:审核/日期:
压铸模具检验记录表

15MM
导柱
光洁度Ra0.8配合自由
硬度
HRC44-50
型腔主要孔、型芯尺
2
模寸 芯 表面粗糙度
Ra0.4um
装配尺寸
凸出动、定模板0.1MM以上 合模后前后模间隙小于1MM
顶
3
出 顶针 部
位
复位杆
加工面顶针凹入01~0.30MM 非加工面凸出0.1~0.2MM
轴向间隙小理01MM
拉钩是否定位
与定模套板配制碰穿,碰穿间隙小于 0.1MM
产品名 称
设计者
序号
项目
产品名称、图号
压铸模检验记录表
产品图号
模具号
制造者
完工日 期
检 查内容技术要求检测Fra bibliotek录自查结论
质量中心检验员复核结 论
用CNC刻在模架上
吊装孔
位置合理、大小合理
1
模 架
压板槽
上下方向开通
125T/160T/180T/280T机φ110深
浇口套和机床联接 10MM,500T/630T/800T机φ165深
浇 浇口套内径,光洁度 设计直径Ra0.8
4
注 系
进料口,位置、载面 积
进料口厚度1.0~2.0MM
统 排气槽
要求开通
配 合模间隙
5
合
活 动
各活动部位
小于0.5MM,红彤配到位
位置准确,动作可靠,不得歪 斜,相 对固定零件不允许窜动
6
滑 块
配合部位
异滑灵活,运动平稳
合模后与锲块压紧,接触面积不 上
水路是否畅通 分流锥浇口套
是否有与水管连接的螺纹
冷
7
却 系 前后模芯
压铸试模记录表
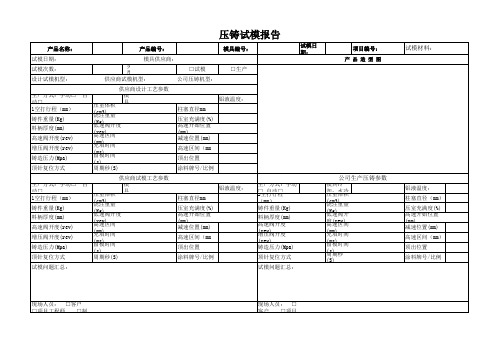
压室体积 具 (浇cm注3)重量 (低Kg速)阀开度 (高re速v)区间 (充mm填)时间 (留ms模)时间 (s)
顶针复位方式
周期秒(S)
铝液温度:
柱塞直径mm
压室充满度(%) 高速开始位置 (mm) 减速位置(mm)
高速区间(mm
顶出位置
涂料牌号/比例
生产方式:手动 □ 2空自 打动 行□ 程 (mm) 铸件重量(Kg)
试模材料:
铝液温度: 柱塞直径(mm) 压室充满度(%) 高速开始位置 (mm) 减速位置(mm) 高速区间(mm) 顶出位置 涂料牌号/比例
现场人员: □客户 □项目工程师 □制
现场人员: □ 客户 □项目
压室体积 具 (浇cm注3)重量 (低Kg速)阀开度 (高re速v)区间 (充mm填)时间 (留ms模)时间 (s)
ቤተ መጻሕፍቲ ባይዱ
顶针复位方式
周期秒(S)
铝液温度:
柱塞直径mm
压室充满度(%) 高速开始位置 (mm) 减速位置(mm)
高速区间(mm
顶出位置
涂料牌号/比例
供应商试模工艺参数
生产方式:手动□ 自
模
动□ 1空打行程(mm) 铸件重量(Kg) 料柄厚度(mm) 高速阀开度(rev) 增压阀开度(rev) 铸造压力(Mpa)
料柄厚度(mm) 高速阀开度 (增re压v)阀开度 (rev) 铸造压力(Mpa)
顶针复位方式
试模问题汇总:
试模问题汇总:
项目编号: 产品造型图
公司生产压铸参数 模具冷 却 压: 室水 体冷 积 (浇cm注3)重量 (低Kg速)阀开 度 高(速re区v)间 (充mm填)时间 (留ms模)时间 (周s)期秒 (S)
试模验证记录
产品 流道 重量 重量
ห้องสมุดไป่ตู้
第 三 步
浇口冻结试验
保压压力(秒)
保压时间
产品重量
流道重量
流动 压力 实验
注塑速度 注塑时间 注塑压力
对空注塑 流至主流道 流至分流道 流至进浇口 流至产品的50% 流至产品的95%
备注:试模的产品需要满足CPK>1.67,确定正 式参数时候需要提供至少20模产品,进行cpk数据分 析,以证明试模样品重量及尺寸的稳定性。
唱片痕(波紋) 充填不足
尺寸不安定 時間浪費、成本高 唱片痕(波紋)
流道平衡试验
第1模 第2模 第3模 第4模 第5模
CAV.1
CAV.2
CAV.3
第 二
CAV.4
步 CAV.5
CAV.6
CAV.7
CAV.8
编号
1 2 3 4 5 6 7 8
模温 实测
动模
定模
动模
定模
最优保压试验
保压时间(秒) 保压压力
模具编号:
试模日期:
黏度试验
注射速度
注射时间
注射压力
第 一 步
试模工程师:
保压设定低会产生的不良
保压设定高会产生的不良
充填不足
毛邊
縮水
成品PL面會有小毛邊
尺寸太小
變型(殘留應力太大)
收縮太大(尺寸不安定)
過度充填
射出速度快压力大时产生不良 射出速度慢压力小时产生不良
瓦斯燒焦(排氣不良) 毛邊
尺寸太大 會膠線太長 會移動冷料的位置
每次附数据留档。
第 四 步
备注:试模的产品需要满足CPK>1.67,确定正 式参数时候需要提供至少20模产品,进行cpk数据分 析,以证明试模样品重量及尺寸的稳定性。
压铸试模记录表

产品名称:模具编号:适用设备:模具负责人: K3号:模穴:试模设备:项目负责人:产品材料:安装预复位安装油泵压室直径∮80项目理论值实际值项目理论值实际值项目理论值实际值项目实际值压射比压/Mpa 40MPa 低速开度/转0.2铸造温度/℃670顶回时间/s 压射力/T315KN 高速起点位置设定温度/℃670勺在炉时/s 压射缸表压/Mpa高速行程机械油温/℃/臂退等时/s ACC压力/Mpa 80bar 高速开度/转模具温度/℃200-300动喷脱时/s ACC降量/Mpa <1增压开度/转循环时间/s 定喷脱时/s高压压力/Mpa 80-100bar 增压储能器充油压力/Mpa原料比率/%7:3吹气时间/s料柄厚度/mm15冷却时间/s脱模剂型号冲头油/颗粒油类别结论1.模具外形长2.油缸拆装是3.模具吊装是4.法兰配合是5.压板槽位置6.水管油管安7.油缸抽拉运8.滑块拔出距9.导柱导套运10.顶板导柱导11.顶杆运行是12.压机拉杆和13.机械手取件14.料缸活塞运15.是否粘模?16.是否飞铝?18.滑块拔出后19.模芯是否有20.产品合格率21.每模成型周17.有没有固定位置的固定缺陷?(如:裂纹、穿透性冷隔、欠铸、表面气孔等) XX机械有限公司意见、建议(问题描述)项目ADC122基本信息产品重量:快压射件数:成品件数:成型慢压射件数:试模件数:运行试 模 记 录 试模时间: 第 次试模试模过程检查项目安装产品检测及模具安装要求:外表无明显冷隔缺陷项目负责人签字:主管签字:增压件数:提交顾客:保留 模,其余回炉剩余 件移交工程压机工艺参数编制:流道+料饼重量:试模组长签字:样件数量、重量信息渣包+排气重量:总重量:是否是否。
压铸工序品质检验记录表

苏州飞拓科技有限公司记录编号:
压铸生产过程检验记录表产品编号:设备型号:
日期:年月日
检验项目铸件成型
是否良好顶杆高度
是否合适
型心有无前进、
后退或断裂
滑块有无
前进或后退
铸件有无拉
伤
铸件有
无变形
关键尺寸
是否异常
铸件有
无裂纹
浇口断口
是否合适
签名
首件三检自检
互检
专检
结论:
巡
检
记
录
抽检时间抽检数量不合格数不合格原因抽检时间抽检数量不合格数不合格原因
填表说明:
●首件三件必须对规定的检验项目按操作者、当班班长、检验员的顺序认真日填写,不的走过场或事后填补。
完成首件三检后,由专门负责的品检
下可否生产的结论,同时填写完成首检三检时间。
对于模具上不存在的检验项目,要加以注明。
●如无特殊原因,现场QC必须必须保证在1至2小时内至少对压铸出来的铸件抽检一次,且每次抽检数量不得少于5模,如发现异常,要加倍抽
查,并将问题及时反馈给操作者,及时改善!
●所有记录填写必须真实可靠,不得弄虚作假。
检验员在完成所有记录填写工作的表格由压铸班长签名后交由生产部保存。
操作者:带班:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压铸模具试模记录单
项目名称P12 项目经理方晓龙
零件名称/图号/版本TGN7.072.2027模具厂家盛宏模具公司
模具工程师李先超试模时间2013.10.30
试模地点盛宏模具公司内第 1 次试模
验收内容验收
意见
存在问题描述处理措施完成时间责任人
模具检测报告(以附
件形式提交)
OK
型腔光洁度OK
型腔有无补焊或者
镶拼
OK
滑块\顶杆等活动件
活动情况(手感)
OK
模具吊环OK
模具支撑架OK
模具标识OK
模具与压铸机的装
配
OK
开合模空运行OK
试
模
具
情
况浇
注
系
统
OK
冷
却
系
统
OK
排
气
系
统
OK
顶
出
系
统
OK
生产情
模
具
强
度
OK
其
它
成型情况
良好
压
铸
件
外
观
质
量
流痕及花
纹
OK
网状毛刺OK
冷隔OK
缩陷(凹
陷)
OK
夹渣OK
拉伤OK
粘模内腔有粘模后续需要打磨处
理
变形平面度为0.4 后续制作整形工
装
碰伤OK
气泡OK
缩孔毛坯机加后有砂孔加厚进浇口厚度2014.1.10 彭宵汉裂纹OK
欠铸OK
飞边毛刺OK
多肉OK
错型OK
型芯偏位OK
夹渣OK
硬点OK
对去浇口
的影响
OK
对后道打
磨影响
OK
压
铸
件
关
见毛坯全尺寸检测报告
况键尺寸检验
动定模型腔平行度
(毛坯披锋)
OK
压铸工艺参数
见试模报告
模架尺寸是否与报
价及合同一致?
模芯尺寸是否与报
价及合同一致?
压铸机吨位/品牌力劲630T
备注
会签。