2011_5_c36fe0ce.doc(飞轮二极体)
双质量飞轮技术要求及试验方法编制说明
双质量飞轮技术要求及试验方法编制说明
要求:
1.系统稳定性:双质量飞轮系统应具有良好的稳定性,能够在不产生
明显振动和噪音的情况下工作。
2.能量储存效率:双质量飞轮系统应具有高效的能量储存和释放机制,能够充分利用旋转动能,并在需要时快速释放能量。
3.安全性:双质量飞轮系统应具有可靠的安全控制系统,能够对飞轮
系统进行监测和保护,防止意外事故的发生。
4.适应性:双质量飞轮系统应具有较高的适应性,能够适应不同应用
领域和工况要求,并可以与其他电力储存系统进行协同工作。
试验方法:
1.静态试验:对双质量飞轮系统进行静态试验,包括质量平衡试验、
动平衡试验,以保证系统的平衡性和稳定性。
2.动态试验:对双质量飞轮系统进行动态试验,包括启动试验、加速
试验、能量储存和释放试验,以评估系统的性能和效能。
3.耐久性试验:对双质量飞轮系统进行耐久性试验,模拟实际工作条
件下的使用情况,评估系统的寿命和可靠性。
4.安全性试验:对双质量飞轮系统进行安全性试验,包括过载试验、
温度试验、振动试验等,以验证系统的安全性和稳定性。
5.兼容性试验:对双质量飞轮系统进行兼容性试验,包括与其他电力
系统进行协同工作的试验,以评估系统的适应性和协调性。
以上是关于双质量飞轮技术要求及试验方法的编制说明。
通过对系统的稳定性、能量储存效率、安全性和适应性进行要求,并通过静态试验、动态试验、耐久性试验、安全性试验和兼容性试验进行评估,可以确保双质量飞轮系统的性能和可靠性。
飞轮储能电机的参数表-概述说明以及解释

飞轮储能电机的参数表-概述说明以及解释1.引言1.1 概述概述飞轮储能电机是一种新型的储能设备,它利用高速旋转的飞轮来储存能量,并在需要时释放出来。
相比传统的储能方式,如化学电池或超级电容器,飞轮储能电机具有更高的能量密度和更长的寿命。
飞轮储能电机的工作原理是通过电机将能量转化为旋转动能,然后将旋转动能储存在高速旋转的飞轮中。
当需要释放能量时,控制系统将电机反向运转,将旋转动能转化为电能,并输出给负载设备。
这种转化过程非常高效,能够实现快速的能量转换和响应。
飞轮储能电机的参数是评估其性能和适用性的重要指标。
常见的参数包括飞轮的质量、半径、转速、最大储能能量等。
这些参数直接影响到飞轮储能电机的能量密度、储能效率和输出功率等重要特性。
本文将详细介绍飞轮储能电机的参数表,对各个参数的意义和影响进行分析。
通过对参数的深入了解,可以更好地理解和应用飞轮储能电机,在实际的能量储存和转换中发挥其最佳性能。
在接下来的章节中,将逐一介绍飞轮储能电机的参数,包括其定义、测量方法和优化策略等。
通过对参数表的全面讲解,读者将能够更好地了解飞轮储能电机的特点和应用领域。
希望本文能为对飞轮储能电机感兴趣或从事相关领域研究的读者提供有益的参考和指导。
文章结构部分是指对整篇文章的结构进行介绍和说明,以便读者对文章内容有初步的了解和把握。
在飞轮储能电机的参数表这篇长文中,文章结构如下:1. 引言1.1 概述1.2 文章结构1.3 目的2. 正文2.1 飞轮储能电机的参数12.2 飞轮储能电机的参数23. 结论3.1 总结3.2 展望在引言部分,我们对整篇文章的内容进行简要介绍,并明确文章的目的和结构。
本文旨在介绍飞轮储能电机的参数表,以便读者了解和使用该参数表。
文章结构如上所示,具体内容将在接下来的正文和结论部分进行详细展开。
1.3 目的目的部分的内容可以如下所示:目的是为了探讨飞轮储能电机的参数表,并对其进行详细的分析和解读。
飞轮壳说明书.(DOC)

第一章引言我们可以知道飞轮壳选用的材料为铸铁HT250,它的重量大概为35千克,同事我们还要想到零件是薄壁类的工件,很容易造成零件的变形,毛坯的制造形式同时它的外在及内部结构十分复杂,所以应当先进行铸造,达到一些要求读不高位置加工,同时一些重要的位置应当进行留一定的余量,以便更好地加工,达到它所需的要求,根据课题,,.最后确定毛坯的具体技术要求为1.毛坯的精度的等级应为二级2.不加工面涂防锈层3.毛坯的的面不允许有气孔和砂眼4.毛坯的形体不准错移5.铸件拔模斜度不大于706.热处理后应进行时效处理第二章工艺规程的设计2.1工艺路线的制定对于公艺路线的制定,应保持先先面后孔的原则,对于飞轮壳的加工首先应该加工12-M10的端面,因为此为立式车床加工,为了使操作更为简单方便,应将飞轮壳在一次工艺过程中应当尽量加工更多的工步粗车φ245端面,可以同时粗车半精车内圆φ532,倒角,粗车φ400圆锥斜面,粗车半精车精车φ225内圆,这样节约大量时间,然后主要以12-M10的端面为基准进行加工。
接着以相似的方式加工。
粗车半精车精车φ225内圆,粗车半精车10 Xφ15凸台面,粗车φ280端面,粗车φ225端面,粗车φ272斜面和R4圆。
最后就是加工一些孔,应当尽量使用那几个固定的基准,这样可以保证他们的对应性。
2.2 工艺方案分析和比较一、工艺路线一铸造时效10..粗铣半铣车12 X M10端面30粗车半精镗内圆φ532,倒角40粗铣φ400圆锥斜面50粗铣半精铣精车φ225内圆60粗铣φ280端面70 粗铣φ225端面80 粗铣φ272斜面和R4圆90钻上端10 Xφ15孔,倒角100 钻φ16.2孔110钻φ15孔120钻φ8孔,深8,倒角130粗铣两侧凸台面140钻8 Xφ11.9孔,倒角,攻M14螺紋150 钻4Xφ12孔钻侧面φ20孔160 钻φ8孔,深78 攻螺纹170 钻底面12X M10孔,攻螺紋180钻B向凸台2Xφ8孔190钻M6孔,攻螺纹200钻飞轮盘两侧M16孔210锪平φ36,倒角220锪平飞轮盘内φ28倒角,去毛刺二工艺路线二10..粗车半车车12 X M10端面20 粗车φ245端面30粗车半精镗内圆φ532,倒角40粗车φ400圆锥斜面50粗车半精车精车φ225内圆60粗车φ280端面80 粗车φ272斜面和R4圆90钻上端10 Xφ15孔,倒角100 钻φ16.2孔110钻φ15孔120钻φ8孔,深8,倒角130粗铣两侧凸台面140钻8 Xφ11.9孔,倒角,攻M14螺紋150 钻4Xφ12孔钻侧面φ20孔160 钻φ8孔,深78 攻螺纹170 钻底面12X M10孔,攻螺紋180钻B向凸台2Xφ8孔190钻M6孔,攻螺纹200钻飞轮盘两侧M16孔210锪平φ36,倒角220锪平飞轮盘内φ28倒角,去毛刺线路2主要采用立式车床代替了铣床,首先,立式车床可以简化工艺步骤,同时它能很好保持端面和孔垂直度.工艺遵循了先面再孔工艺规则,同时对于一些较难加工面,放于工艺较为靠前位置,这样可以把一些加工报废零件直接舍弃,节约了时间第三章机械加工余量工序尺寸和毛坯的尺寸确定飞轮壳的铸件尺寸公差等级为CT为8~10级,加工的等级MA为G级,所以我们选CT为10,MA为G级加工面余量对于加工余量,我们可以从机械手册中进行查询,每一个外院及端面尺寸我们可以从中找到相对应的数值,当然如果一些尺寸不否和铸造要求,我们根据特别情况进行特地的调整,相对数据如下面表格第四章切削用量和工时计算10 粗车半精车12 X M10端面刀具硬质合金车刀刀厚6mm刀柄16X25mm背吃刀量 p a =3mm 下刀两次 进给量z f =1.6mm/z 从《机 械 加 工 工 艺 手 册》中 2.4—8 切削速度V=120m/min (由 《《机 械 加 工 工 艺 手 册》》 2.4—9) 主轴转速 n=md vπ1000=66.8r/min 按机床选取 n w =66 r/min 切削工时 t =++=fn l l l w w 210.25min所以共需0. 5min 刀具 硬质合金车刀 背吃刀量 p a =1.5mm 进给量z f =2mm/z (由 《《机 械 加 工 工 艺 手 册》》 2.4—8) 切削速度V=400m/min (由 《《机 械 加 工 工 艺 手 册》》 2.4—9) 主轴转速 n=md vπ1000=222.7r/min 按机床选取 n w =150r/min 切削工时 t =++=fn l l l w w 210.09min所以共需0.09min 20刀具 硬质合金车刀 背吃刀量 p a =5mm 进给量z f =2.2mm/z (由《《机 械 加 工 工 艺 手 册》》 2.4—8) 切削速度V=62m/min (由《《机 械 加 工 工 艺 手 册》》 2.4—9) 主轴转速 n=md vπ1000=80.59r/min 按机床选取 n w =87r/min 切削工时 t =++=fn l l l w w 210.07min30车φ532内圆 刀具 硬质合金车刀 刀片厚4mm 背吃刀量 p a =3mm 进给量z f =1.3mm/z (由《《机 械 加 工 工 艺 手 册》》 2.4—8) 切削速度V=85m/min (由《《机 械 加 工 工 艺 手 册》》 2.4—9) 主轴转速 n=md vπ1000=50.8r/min 按机床选取 n w =50r/min 切削工时 t =++=fn l l l w w 210.31min刀具 硬质合金车刀 刀片厚4mm背吃刀量 p a =1.2mm 进给量z f =1.3mm/z (由《《机 械 加 工 工 艺 手 册》》 2.4—8) 切削速度V=120m/min (由《《机 械 加 工 工 艺 手 册》》 2.4—9) 主轴转速 n=md vπ1000=101.6r/min 按机床选取 n w =87r/min 切削工时 t =++=fn l l l w w 210.19min加工φ400圆锥斜面 刀具 硬质合金车刀 刀片厚4mm 背吃刀量 p a =3mm 进给量z f =1.3mm/z (由《《机 械 加 工 工 艺 手 册》》 2.4—8) 切削速度V=90m/min (由《《机 械 加 工 工 艺 手 册》》 2.4—9) 主轴转速 n=md vπ1000=76.2r/min 按机床选取 n w =66r/min 切削工时 t =++=fn l l l w w 210.16min加工φ400圆锥斜面 刀具 硬质合金车刀 刀片厚4mm 背吃刀量 p a =3mm 进给量z f =1.3mm/z (由《《机 械 加 工 工 艺 手 册》》 2.4—8) 切削速度V=90m/min (由《《机 械 加 工 工 艺 手 册》》 2.4—9)主轴转速 n=md vπ1000=76.2r/min 按机床选取 n w =66r/min 切削工时 t =++=fn l l l w w 210.16min加工φ225内圆 刀具 硬质合金车刀 刀片厚4mm背吃刀量 p a =1.5mm 进给量z f =2mm/z (由《《机 械 加 工 工 艺 手 册》》 2.4—8) 切削速度V=100m/min (由《《机 械 加 工 工 艺 手 册》》 2.4—9) 主轴转速 n=md vπ1000=141.5r/min 按机床规则选取 n w =150/min 切削工时 t =++=fn l l l w w 210.1mm60粗车半精车10 X φ15凸台面刀具 硬质合金车刀 刀片厚4mm背吃刀量 p a =1.5mm 进给量z f =2mm/z (由《《机 械 加 工 工 艺 手 册》》 2.4—8) 切削速度V=100m/min (由《《机 械 加 工 工 艺 手 册》》 2.4—9) 主轴转速 n=md vπ1000=141.5r/min按机床选取 n w =150/min 切削工时 t =++=fn l l l w w 210.1mm刀具 硬质合金车刀 刀片厚4mm 背吃刀量 p a =1mm 进给量z f =3mm/z (由《《机 械 加 工 工 艺 手 册》》 2.4—8) 切削速度V=120m/min (由《《机 械 加 工 工 艺 手 册》》 2.4—9) 主轴转速 n=md vπ1000=156.7r/min 按机床选取 n w =150/min 切削工时 t =++=fn l l l w w 210.08mm刀具 硬质合金车刀 刀片厚4mm 背吃刀量 p a =5mm 进给量z f =2mm/z (由《《机 械 加 工 工 艺 手 册》》 2.4—8) 切削速度V=100m/min (由《《机 械 加 工 工 艺 手 册》》 2.4—9) 主轴转速 n=md vπ1000=135.2r/min 按机床选取 n w =135/min切削工时 t =++=fn l l l w w 210.05mm刀具 硬质合金车刀 刀片厚4mm 背吃刀量 p a =5mm 进给量z f =2mm/z (由《《机 械 加 工 工 艺 手 册》》 2.4—8) 切削速度V=100m/min (由《《机 械 加 工 工 艺 手 册》》 2.4—9) 主轴转速 n=md vπ1000=135.1r/min 按机床选取 n w =128/min 切削工时 t =++=fn l l l w w 210.07mm刀具 硬质合金车刀 刀片厚4mm 背吃刀量 p a =5mm进给量z f =1.5mm/z (由《《机 械 加 工 工 艺 手 册》》 2.4—8) 切削速度V=60m/min (由《《机 械 加 工 工 艺 手 册》》 2.4—9) 主轴转速 n=md vπ1000=156.5r/min 按机床选取 n w =150/min 切削工时 t =++=fn l l l w w 210.35mm机床 摇臂钻床3025刀具 很高的速钢钻头背吃刀量 p a = 7.5 mm进给量 z f = 0..3 mm/z (《《机 械 加 工 工 艺 手 册》》2.4—38)切削速度V=12.24m/min (《《机 械 加 工 工 艺 手 册》》2.4—41)主轴转速n=md v π1000=259.87r/min 按机床选取 n w =250r/min切削工时 t =++=fn l l l w w 210.25min 110 钻φ16.2孔机床 摇臂钻床3025刀具 很高的速钢钻头背吃刀量 p a = 8.1 mm进给量 z f = 0..33 mm/z (《《机 械 加 工 工 艺 手 册》》2.4—38)切削速度V=12.48m/min (《《机 械 加 工 工 艺 手 册》》2.4—41)主轴转速n=md v π1000=245.3r/min 按机床选取 n w =250r/min切削工时 t =++=f n l l l w w 210.22min 120 钻φ15孔机床 摇臂钻床3025刀具 很高的速钢钻头背吃刀量 p a = 7.5 mm进给量 z f = 0..3 mm/z (《《机 械 加 工 工 艺 手 册》》2.4—38)切削速度V=12.24m/min (《《机 械 加 工 工 艺 手 册》》2.4—41)主轴转速 n=md v π1000=259.87r/min 按机床选取 n w =250r/min切削工时 t =++=f n l l l w w 210.25min机床 摇臂钻床3025刀具 很高的速钢钻头背吃刀量 p a = 4 mm进给量 z f = 0..2 mm/z (由《《机 械 加 工 工 艺 手 册》》2.4—38)切削速度V=12m/min (由《《机 械 加 工 工 艺 手 册》》2.4—41)主轴转速n=md v π1000=477.71r/min 按机床选取 n w =500r/min切削工时 t =++=f n l l l w w 210.1min机床 万能铣床X62W刀具 高速钢端铣刀 d=80mm z=10背吃刀量 p a =1mm进给量 z f =0.12mm/z (《《机 械 加 工 工 艺 手 册》》2.4—73)切削速度V=25.8m/min (《《机 械 加 工 工 艺 手 册》》2.4—81)主轴转速 n=md vπ1000=102.7r/min按机床选取 n w =106 r/min切削工时 t =++=fn l l l w w 210.47min150 钻12—M14底孔攻螺纹12—M14机床 立式钻床Z525刀具 很高的速钢钻头背吃刀量 p a =6mm进给量 f =0.22mm/z (《《机 械 加 工 工 艺 手 册》》2.4—38) 切削速度V=12m/min (《《机 械 加 工 工 艺 手 册》》2.4—41)主轴转速 n=md vπ1000=318.47r/min按机床选取 n w =392 r/min切削工时 t =++=fn l l l w w 210.23min刀具 机动丝锥螺距 p=1、5mm (《《机 械 加 工 工 艺 手 册》》2.4—105) 切削速度V= 12.78m/min (《《机 械 加 工 工 艺 手 册》》2.4—105)n=md vπ1000=407r/min按机床选取 n w =425 r/min切削工时 t =++=fn l l l w w 210.1min机床 摇臂钻床Z3025刀具 很高的速钢钻头背吃刀量 p a =6mm进给量 z f =0..25mm/z (《《机 械 加 工 工 艺 手 册》》2.4—38)切削速度V=12m/min (《《机 械 加 工 工 艺 手 册》》2.4—41)主轴转速n=md vπ1000=318.47r/min按机床选取 n w =315 r/min切削工时 t =++=fn l l l w w 210.304 min机床 立式钻床Z525刀具 很高的速钢钻头背吃刀量 p a =10mm进给量 z f =0.36mm/z (《《机 械 加 工 工 艺 手 册》》2.4—38) 切削速度V=12.16m/min (《《机 械 加 工 工 艺 手 册》》2.4—41)n=md vπ1000=193.63r/min按机床选取 n w =195 r/min切削工时 t =++=fn l l l w w 210.14min190 钻φ8孔 ,深78 攻螺纹机床 立式钻床Z525刀具 很高的速钢钻头背吃刀量 p a =3mm进给量 z f =0.17mm/z (《《机 械 加 工 工 艺 手 册》》2.4—38) 切削速度V=12m/min (《《机 械 加 工 工 艺 手 册》》2.4—41)主轴转速 n=md vπ1000=636.9r/min按机床选取 n w =680 r/min切削工时V t =++=f n l l l ww 210.69min刀具 机动丝锥螺距 p=1mm (《《机 械 加 工 工 艺 手 册》》2.4—105)切削速度V=12.78m/min (《《机 械 加 工 工 艺 手 册》》2.4—105) 主轴转速 n=md vπ1000=407r/min按机床选取 n w =425 r/min切削工时 t =++=f n l l lww 210.3min200 钻12—M10底孔攻螺纹12—M10机床 立式钻床Z518刀具 很高的速钢钻头背吃刀量 p a =5mm进给量 z f =0..3mm/z (《《机 械 加 工 工 艺 手 册》》2.4—38)切削速度V=28.2m/min (《《机 械 加 工 工 艺 手 册》》2.4—41)主轴转速 n=md vπ1000=898.09r/min按机床选取 n w =900 r/min切削工时 t =++=f n l l lww 210.09min刀具 机动丝锥螺距 p=1mm (《《机 械 加 工 工 艺 手 册》》2.4—105)切削速度V=12.78m/min (《《机 械 加 工 工 艺 手 册》》2.4—105) 主轴转速 n=md vπ1000=407r/min按机床选取 n w =425 r/min切削工时 t =++=fn l l l w w 210.06min机床 摇臂钻床3025刀具 很高的速钢钻头背吃刀量 p a = 4 mm进给量 z f = 0..2 mm/z (由《《机 械 加 工 工 艺 手 册》》2.4—38)切削速度V=12m/min (由《《机 械 加 工 工 艺 手 册》》2.4—41)主轴转速 n=md vπ1000=477.71r/min按机床选取 n w =500r/min切削工时 t =++=f n l l lww 210.2min机床 立式钻床Z525刀具 很高的速钢钻头背吃刀量 p a =2.5mm进给量 z f =0.17mm/z (《《机 械 加 工 工 艺 手 册》》2.4—38) 切削速度V=12m/min (《《机 械 加 工 工 艺 手 册》》2.4—41)主轴转速 n=md vπ1000=749.34r/min按机床选取 n w =680r/min切削工时 t =++=fn l l l w w 210.17min刀具 机动丝锥螺距 p=1mm (《《机 械 加 工 工 艺 手 册》》2.4—105)切削速度V=12.78m/min (《《机 械 加 工 工 艺 手 册》》2.4—105) 主轴转速 n=md vπ1000=407r/min按机床选取 n w =425 r/min切削工时 t =++=fn l l l w w 210.06min机床 立式钻床Z525刀具 很高的速钢钻头背吃刀量 p a = 8mm进给量 z f =0.36mm/z (《《机 械 加 工 工 艺 手 册》》2.4—38)切削速度V=12m/min (《《机 械 加 工 工 艺 手 册》》2.4—41)主轴转速n=md vπ1000=238.85r/min按机床选取 n w =272r/min切削工时 t =++=fn l l l w w 210.31min刀具 机动丝锥螺距 p=1.5mm (《《机 械 加 工 工 艺 手 册》》2.4—105)切削速度V=15.48m/min (《《机 械 加 工 工 艺 手 册》》2.4—105) 主轴转速n=md π=308r/min按机床选取 n w =308r/min切削工时 t =++=fn l l l w w 210.31min刀具 很高的速钢锪钻机床 立式钻床525背吃刀量 p a =10mm进给量 z f =0.25mm/z (《《机 械 加 工 工 艺 手 册》》2.4—67)切削速度V=18m/min (《《机 械 加 工 工 艺 手 册》》2.4—67)主轴转速n=md vπ1000=187.67r/min按机床选取 n w =200r/min切削工时 t =++=fn l l l w w 210.48min刀具 很高的速钢锪钻机床 立式钻床525背吃刀量 p a =6mm进给量 z f =0.2mm/z (《《机 械 加 工 工 艺 手 册》》2.4—67) 切削速度V=25m/min (《《机 械 加 工 工 艺 手 册》》2.4—67)主轴转速n=md π=205.25r/min 按机床选取 n w =200r/min切削工时 t =++=fn l l l w w 210.45min 第5章5.1固定钻孔 夹具设计定位基准选择同样我们采用为下端面基准面,中心Φ225为定位基准孔 ,侧面凸台定位螺钉定位固定,于装上个螺栓拧紧.其余支撑面支撑板都是和夹具体连接固定切削力和夹紧力计算由《机 床 夹 具设 计 手 册》721--可知切削力公式 P f K f D F 75.02.1412= 式(2.17) 式中 mm D 10= r mm f /3.0=821--知 95.0)190(6.0==HB K p 即 )(69.1980N F f =那么我们所需夹的紧力 从《机 床 夹 具 设 计 手 册》中1121--可知 K F W f K ⨯=那么安全系数我们可以从下面的公式计算知6543210K K K K K K K K =的公式式中 60~K K 是其中的安全系数,可以从《机 床 夹 具 设 计 手册》中 121--知25.20.10.13.12.10.12.12.1=⨯⨯⨯⨯⨯⨯=K因此 )(55.445625.269.1980N F K W f K =⨯=⋅=从结果中可知实际上夹紧力并不是十分的大,为了使我们在加工中更为方便,节约工时,所以采用手动的方式进行螺紧加工。
双质量飞轮

双质量飞轮是上世纪80年代末在汽车上出现的新配置,英文缩写称为DMFW (double mass flywheel)。
它对于汽车动力传动系的隔振和减振有很大的作用。
提到双质量飞轮,首先要弄清楚飞轮及有关扭转振动的知识。
发动机后端带齿圈的金属圆盘称为飞轮。
飞轮用铸钢制成,具有一定的重量(汽车工程称为质量),用螺栓固定在曲轴后端面上,其齿圈镶嵌在飞轮外缘。
发动机启动时,飞轮齿圈与起动机齿轮啮合,带动曲轴旋转起动。
许多人以为,飞轮仅是在起动时才起作用,其实飞轮不但在发动机起动时起作用,还在发动机起动后贮存和释放能量来提高发动机运转的均匀性,同时将发动机动力传递至离合器.我们知道,四冲程发动机只有作功冲程产生动力,其它进气、压缩、排气冲程是消耗动力,多缸发动机是间隔地轮流作功,扭矩呈脉动输出,这样就给曲轴施加了一个周期变化的扭转外力,令曲轴转动忽慢忽快,缸数越少越明显。
另外,当汽车起步时,由于扭力突然剧增会使发动机转速急降而熄火。
利用飞轮所具有的较大惯性,当曲轴转速增高时吸收部分能量阻碍其降速,当曲轴转速降低时释放部分能量使得其增速,这样一增一降,提高了曲轴旋转的均匀性。
当发动机等速运转时,各缸作用在曲轴上的扭转外力是周期变化的,因此曲轮相对于飞轮会发生强迫扭转振动,同时由于曲轴本身的弹性以及曲轴、平衡块、活塞连杆等运动件质量的惯性作用,曲轴会发生自由扭转振动,这两种振动会产生一种共振。
因此有些发动机在其扭转振幅最大的曲轴前端加装了扭转减振器,用橡胶、硅油、或者干摩擦的形式,吸收能量以衰减扭转振动。
但是,由于汽车传动系的共振取决于传动系中所有旋转圆盘的惯性矩,临界转速越低惯性矩越大,共振也越大。
在离合器上设置扭转减振器存在两个方面的局限性∶一不能使发动机到变速器之间的固有频率降低到怠速转速以下,即不能避免在怠速转速时产生共振的可能;二是由于离合器从动盘中弹簧转角受到限制,弹簧刚度无法降低,减振效果比较差。
《乘用车双质量飞轮技术要求及试验方法》编制说明

《乘用车双质量飞轮技术要求及试验方法》(征求意见稿)编制说明一、工作简况1.任务来源本标准是依据工业和信息化部于2011年10月14日批准的2011年第三批行业标准制修订计划(工信厅科【2011】165号)而制定的,标准计划编号为2011-2273T-QC,项目名称为《汽车双质量飞轮试验方法》。
后在起草工作组第二次会议经过详细的讨论论证,认为《乘用车双质量飞轮技术要求及试验方法》名称更为合适,故将标准草案名称更改为题述名称。
2.主要参加单位吉林大华机械制造有限公司、中国汽车技术研究中心、吉林东光集团有限公司、一汽-大众汽车有限公司、一汽集团技术中心、海马汽车集团股份有限公司、长春一东离合器股份有限公司、四川汽车工业股份有限公司、福建立洲弹簧有限公司。
3.背景和意义随着国内汽车工业的高速发展,乘用车双质量飞轮的研发试制企业越来越多,市场竞争越来越激烈,双质量飞轮在国内作为完成导入期,开始进入上升期的产品,市场前景巨大,尤其是小排量三缸机的广泛采用,为双质量飞轮提供了新的配套平台,精密冲裁、激光焊接、高强度铆接、多阻尼减振技术在双质量飞轮上广泛应用,此产品具有设计难度大、功能要求高、制造精度高、结构复杂的特点,技术门槛和产品附加值较高,未来10年市场竞争将是技术能力和制造能力的竞争。
为了适应汽车工业的发展需要,通过此项目建立乘用车双质量飞轮技术要求和试验方法,提升双质量飞轮的产品开发水平,加强对双质量飞轮的质量控制,结合目前行业的产品开发水平,为该产品的加工制造、检验和验收提供依据,进一步规范行业发展,加快推动国内双质量飞轮的产业化进程,早日突破国外双质量飞轮的技术和市场垄断。
因此制定乘用车双质量飞轮行业标准的工作势在必行且具有重要意义:(一)、由于国内进入双质量飞轮的研发时间较短,目前国内还没有生产双质量飞轮的统一标准,通过制定行业标准,统一了双质量飞轮生产的技术规范,更好的推动双质量飞轮的产业化发展。
干货满满!飞轮知识大全Mark起来

干货满满!飞轮知识大全Mark起来什么是飞轮飞轮有多种尺寸,以适用于所有自行车种类。
飞轮的大小通常用其最小和最大的齿轮片来表示,例如,典型的现代公路车飞轮是11-32 T飞轮,山地车飞轮范围可能是10-52 T。
尽管飞轮看起来很简单,但自行车飞轮中有很多设计学问。
卡式飞轮不仅是一组齿轮,它可以作为一个整体协同工作,各个飞轮片相对于彼此精确定位,以确保链条在齿轮之间平稳移动。
飞轮片上的各个齿具有不同的形状,并且通常在侧面设计有凹槽,这有助于确保齿轮之间的平稳换档。
随着技术改进,这些凹槽的设计已逐渐完善。
例如,Shimano使用了一种名为Hyperglide的系统,该系统旨在提供平稳的换档。
它最新的飞轮采用了Hyperglide+系统,Shimano表示,与Hyperglide相比,该系统将换档时间缩短了三分之一,并提高了踩踏下的换档性能。
其他飞轮供应商,例如SRAM和Campagnolo也有同样完善的设计。
由于它们是作为一个整体系统设计的,因此不单独出售,所以更换的时候成本比较大,因为只能整体更换。
用什么速别的飞轮一个飞轮可能有7到13个飞轮片。
如今,配备12速传动装置的高端公路车越来越普遍,Shimano在2021年发布了Dura-Ace R9200套件,继SRAM和Campagnolo之后,加入了公路12速大家庭。
对于山地车来说,12速飞轮已经是很多品牌出厂的默认配置了,搭配单盘系统。
需要注意的是变速器不能与速别不同的飞轮一起使用,链条的宽度也必须与飞轮相匹配。
一般来说,规格较低的套件提供的传动比较少,不过也有例外,SRAM的X01 DH和GX DH速降车套件使用7速飞轮,可与11速链条配合使用。
在不需要爬坡能力的自行车上,较少的齿轮数量旨在提供更接近的齿轮比,并允许使用更短导板的后拨,以获得更好的离地间隙。
飞轮传动比除了飞轮片的数量外,提供不同齿数范围是决定飞轮与传动系统兼容性的关键因素。
通常从10、11或12个齿开始,也有例外情况,可选配9、13或14齿最小飞轮片。
自行车飞轮文档 (2)
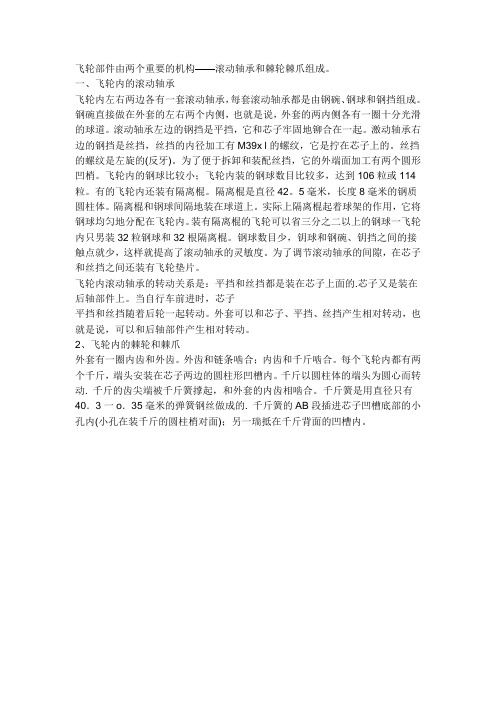
飞轮部件由两个重要的机构——滚动轴承和棘轮棘爪组成。
一、飞轮内的滚动轴承飞轮内左右两边各有一套滚动轴承,每套滚动轴承都是由钢碗、钢球和钢挡组成。
钢碗直接做在外套的左右两个内侧,也就是说,外套的两内侧各有一圈十分光滑的球道。
滚动轴承左边的钢挡是平挡,它和芯子牢固地铆合在一起。
激动轴承右边的钢挡是丝挡,丝挡的内径加工有M39x l的螺纹,它是拧在芯子上的。
丝挡的螺纹是左旋的(反牙)。
为了便于拆卸和装配丝挡,它的外端面加工有两个圆形凹梢。
飞轮内的钢球比较小;飞轮内装的钢球数目比较多,达到106粒或114粒。
有的飞轮内还装有隔离棍。
隔离棍是直径42。
5毫米,长度8毫米的钢质圆柱体。
隔离棍和钢球间隔地装在球道上。
实际上隔离棍起着球架的作用,它将钢球均匀地分配在飞轮内。
装有隔离棍的飞轮可以省三分之二以上的钢球一飞轮内只男装32粒钢球和32根隔离棍。
钢球数目少,钥球和钢碗、钥挡之间的接触点就少,这样就提高了滚动轴承的灵敏度。
为了调节滚动轴承的间隙,在芯子和丝挡之间还装有飞轮垫片。
飞轮内滚动轴承的转动关系是:平挡和丝挡都是装在芯子上面的.芯子又是装在后轴部件上。
当自行车前进时,芯子平挡和丝挡随着后轮一起转动。
外套可以和芯子、平挡、丝挡产生相对转动,也就是说,可以和后轴部件产生相对转动。
2、飞轮内的棘轮和棘爪外套有一圈内齿和外齿。
外齿和链条啮合;内齿和千斤啮合。
每个飞轮内都有两个千斤,端头安装在芯子两边的圆柱形凹槽内。
千斤以圆柱体的端头为圆心而转动. 千斤的齿尖端被千斤簧撑起,和外套的内齿相啮合。
千斤簧是用直径只有40.3一o.35毫米的弹簧钢丝做成的. 千斤簧的AB段插进芯子凹槽底部的小孔内(小孔在装千斤的圆柱梢对面);另一瑞抵在千斤背面的凹槽内。
飞轮课程设计说明书

目录一、零件的分析 (1)1.1零件的作用 (1)1。
2设计要求 (2)1。
3零件的工艺分析 (4)二、工艺规程设计................................ 错误!未定义书签。
2.1确定毛坯的制造形式 (4)2。
2毛坯的设计 (4)2。
3基面的选择............................. 错误!未定义书签。
2.4制定工艺路线 (8)2。
5主要工序切削用量及工序尺寸的确定 (11)三、夹具设计 (11)3。
1问题的提出 (13)3.2定位基准的选择 (14)3.3切削力及夹紧力计算 (14)3.4钻套与钻模板设计 (14)3。
5夹具设计及操作简要说明 (15)四、设计心得 (17)五、参考文献 (18)一、零件的分析1.1零件的作用第一个功用,启动发动机。
飞轮在发动机上的结构是:在飞轮的同心轴上有个大齿轮,外面还会有一个小齿轮连接电动机,当我们拧动钥匙接通电源以后,启动电机将通过齿轮带动飞轮,进而再带动曲轴、活塞等机件运转,从而启动发动机。
我们知道飞轮转动时会产生惯性,这个力的大小取决于飞轮的质量—-当飞轮有足够大的运动惯性足以带动发动机运转时,发动机就被启动了。
那么,对于启动发动机而言,飞轮是越轻越好还是重一点更好呢?其实这就如同发动机的最大扭矩同功率的关系是一样。
这里有一个公式:飞轮储存的能量=飞轮重量*飞轮转速。
飞轮质量越轻,它的运动惯性就越小,启动发动机所需的转速就越高,因为过低的转速不足以让发动机正常工作,这就是为什么赛车的怠速都会比民用车高很多了。
比如最极端的一级方程式赛车,怠速为5000转每分钟,令人咋舌吧!相反,如果飞轮质量惯性大,像一些大排量多气缸V型发动机,因为排量大、扭矩大、飞轮的质量也大,所以只需要较低的转速就能保证发动机的正常怠速了,一般可能为每分钟5到6百转。
第二个功用,储存能量.我们知道四冲程发动机每次做功后还要完成排气、进气、压缩这几个工序,很显然,这四个冲程中,只有做功冲程才是发动机真正发力的冲程,而其它几个冲程中该气缸不仅没有输出能量,反而需要耗费不少能量.我们试想一下,如果没有一个可以存储能量的机件,那么动力输出将是非常不平顺的——在某个缸做功的时候,动力会以爆发的形式输出;而当没有气缸做功的时候,动力又会迅速降低,甚至是负值,那么这样工作状态的发动机显然是无法让人接受的.飞轮的意义就在于此。
56飞轮环参数报告

56飞轮环参数报告飞轮环是一种由飞轮和环组成的旋转惯量储能设备,广泛应用于航天、航空、地方能源储备等领域。
本报告将对56飞轮环的参数进行详细分析和说明。
一、飞轮参数1. 飞轮直径:飞轮的直径决定了其旋转惯量。
56飞轮环的直径为X cm(待定,以下同),通过减小直径可以减小设备的体积和重量,但也会降低储能能力。
2. 储能能力:飞轮的储能能力取决于其质量和旋转速度。
56飞轮环的质量为Y kg(待定),旋转速度为Z rpm(待定),储能能力可通过以下公式计算:E = 0.5 * I * (ω^2),其中E为储能能力,I为飞轮的旋转惯量,ω为旋转速度。
3. 旋转速度范围:飞轮的旋转速度范围决定了其使用的灵活性。
56飞轮环的旋转速度范围为A rpm至B rpm(待定),可以适应不同工作场景的需求。
二、环参数1.环的材料:环的材料需要具有良好的强度和刚度,同时要满足轻量化和耐磨损的要求。
56飞轮环采用XX材料(待定),具有高强度和优异的耐磨性能。
2. 环的尺寸:环的尺寸决定了其承载能力和匹配飞轮的能力。
56飞轮环的内径为C cm(待定),外径为D cm(待定),厚度为E cm(待定),可以承受较大的轴向和径向载荷。
3.动平衡精度:为了保证飞轮环运行的平稳性和安全性,其动平衡精度非常重要。
56飞轮环的动平衡精度达到F级(待定),能够减小不平衡力和振动幅度,提高系统的可靠性和使用寿命。
三、其他参数1.部件材料:除了飞轮和环外,56飞轮环的其他部件也需要具备较高的强度和轻量化要求。
常用的材料包括铝合金、钛合金等。
2.装配精度:56飞轮环的装配精度对设备的性能和寿命有重要影响。
装配过程中,要保证各个部件的尺寸、精度和配合度满足要求,以减小摩擦、振动和磨损。
3.操作环境:56飞轮环的操作环境需考虑温度、湿度、压力等因素对设备的影响。
合理选择和控制操作环境,可以提高设备的稳定性和可靠性。
通过对56飞轮环的参数进行详细报告,我们可以更好地了解其设计和使用特点。
双质量飞轮简介资料

• 变速箱减载
由于双质量飞轮降低了输入轴的不平衡性,因此变速箱由之产生的负 荷和应力也随之降低。双质量飞轮几乎完全消除了传统系统中高频变速 器的附加扭矩。既然变速器减小了附加载荷,就可以传递较高的静力扭 矩。在带有双质量飞轮的柴油机中尤其如此。
双质量飞轮优势概述
• 曲轴减载
由于双质量飞轮的初级质量较传统传动系统的飞轮质量小很多,所以 飞轮的转动惯量很小,同时次级质量对于曲轴的弯曲载荷而言可以忽略
双质量飞轮典型结构
• • 一个典型的双质量飞轮结构一般包括第一质量、第二质量、弹性元件(螺 旋弹簧)、摩擦力产生机构。 双质量飞轮可以有效的降低和隔离由于离合器结合时的曲轴震动和冲击载 荷。
1、齿圈;2、后壳体;3、前壳体;4、花键盘;5、传力板;6、限位环; 7、铆钉;8、连接盘;9、垫片;10、配种块;11、密封碟垫、12、外弹簧 13、内弧形弹簧 ; 14、弹簧导轨。
离合器盘来完成,由于离合器没有了减振器机构,质量明显减小。减振器组
装在双质量飞轮系统中,并能在盘中滑动,明显改善同步性并使换档容易。 双质量飞轮是当前汽车上隔振减振效果最好的装置。因此上世纪90年代 以来在欧洲得到广泛推广,已从高级轿车推广到中级轿车,这与欧洲人喜欢
手动档和柴油车有很大关系。众所周知,柴油机的振动比汽油机大,为了使
双质量飞轮简介
★ 传统动力传动系统结构
★ 离合器扭振减震性的局限性 ★ 双质量飞轮及其作用
★ 双质量飞轮发展历史
★ 双质量飞轮典型结构示意 ★ 双质量飞轮典型应用 ★ 双质量飞轮在动力传动系统中的安装位置 ★ 双质量飞轮优势概述
传统动力传动系统结构
ห้องสมุดไป่ตู้
离合器扭振减震性的局限性
• 离合器系统重要功用有两个:1、起步、换挡时动力结合和切断。2、降低因发动机
双质量飞轮结构介绍-LUK

Page 5
reserved to LuK, in particular in case of grant of patent, utililty model registration, or design registration. Violations will cause indemnities.
采用双质量飞轮的扭转振动效果
传动系统的共振转速 (ωe = ωo )
150 发动机
100
<<< ωo =
&箱
转速波动 幅值 [rpm]
50
0 800
1200
1600
2000
2400
2800
发动机转速 [rpm]
2011-12-12 Distribution as well as reproduction of this document, use and disclosure of its content or parts thereof only with prior consent of LuK. All rights
双质量飞轮的优点
2011-12-12 Distribution as well as reproduction of this document, use and disclosure of its content or parts thereof only with prior consent of LuK. All rights
弧形弹簧在不同工况下的运动情况 点火起动
2011-12-12 Distribution as well as reproduction of this document, use and disclosure of its content or parts thereof only with prior consent of LuK. All rights Page 14 reserved to LuK, in particular in case of grant of patent, utililty model registration, or design registration. Violations will cause indemnities.
双质量飞轮技术要求及试验方法编制说明

《双质量飞轮技术要求及试验方法》编制说明1项目背景1.1任务来源随着我国汽车工业的日益成熟,人们对舒适性的要求也越来越高。
汽车的振动和噪声被用户越来越关注,是汽车研究人员的重要课题之一。
双质量飞轮(DMF)扭转减振器是解决振动和噪声问题的最佳方案,但双质量飞轮技术长期以来一直被国外公司技术垄断,直到近几年才在国内得到了飞速发展。
为了打破国外技术垄断,推动离合器行业创新发展,促进企业的技术进步和持续发展,结合国务院关于《深化标准化工作改革方案》(国发【2015】13号)、《关于培训和发展团体标准的指导意见》(国质检标联[2016]109号)文件的要求,行业亟需制定出满足离合器行业未来可持续发展需求的双质量飞轮技术的团体标准。
通过团体标准的制定,促进国内离合器行业整体技术水平的提升,缩小与国外先进企业标准的差距,帮助国内离合器企业的技术提升与创新,提高国内离合器企业的竞争能力,营造良好的市场竞争环境,促进行业的可持续发展,引领国内离合器企业的高质量发展。
1.2标准编制过程2018年12月18日,离合器委员会副理事长单位湖北三环离合器有限公司作为离合器行业团体标准制定牵头单位,组织珠海华粤、浙江铁流、华域动力、长春一东、桂林福达、重庆长安、重庆爱思帝、浙江奇碟、荣成黄海、宁波宏协、捷通、浙江科马、浙江德瑞、湖北鑫宝马等理事单位在湖北武汉召开了关于离合器团体标准制定的专家组工作会议,并邀请了来自一汽、东风汽车、合肥工业大学、吉利汽车、上汽、上汽通用五菱、江淮汽车等单位的7名外部专家参与了立项论证评审。
专家组经过讨论认为:1)该标准的制订非常有必要:近年来,随着汽车产业的快速发展,双质量飞轮技术在MT、AT、CVT、DCT、混合动力等领域都得到了广泛应用。
为了推动双质量飞轮技术在国内的的产业化发展,出于离合器行业的转型升级,特提出了本项目的团体标准申请。
通过团体标准的制定,促进国内离合器行业整体技术水平的提升,缩小与国外先进企业标准的差距,帮助国内离合器企业的技术提升与创新,提高国内离合器企业的竞争能力,营造良好的市场竞争环境,促进行业的可持续发展,引领国内离合器企业的高质量发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
電動機控制習題一
1. 若馬達轉矩為T ,負載轉矩為T L ,求下列三種狀況之馬達轉速有何變化,(a)T 大於
T L ,(b)T 等於T L ,(c)T 小於T L ?
2. 有一部馬達穩態運轉時,轉矩與轉速的關係為ω3800-=T ,若驅動某風扇負載,已
知202.02ω+=L T ,求穩態運轉時的轉速rpm ?
3. 電源轉換器可分為那四種?分別可驅動那些馬達?
4. 常用的功率半導體元件有那些?
5. 閘流體dv/dt 和di/dt 太大時有何影響?如何保護?
6. 圖1-14所示電路中,直流電源V V S 200=,負載電阻Ω100,閘流體所能承受之最大
di/dt = s A μ/50,求應串聯多大的電感器來保護閘流體?
7. 圖1-24和圖1-26兩個電路中,差別之處只在一個飛輪二極體,請問飛輪二極體有何
作用?
SOL:
1.(a) 當T>T L時,此時轉速為ω’,馬達必須增加轉速,才能回到穩態點A。
(b) 當T=T L時,此時轉速為ω,馬達不需加或減速,只做加速度運動。
(a) 當T<T L時,此時轉速為ω’’,馬達必須減少轉速,才能回到穩態點A。
2.穩態時T=T L
800-3ω= 2+0.02ω2 ω=138.37 rad/s
0.02ω2+3ω-798=0 ω=2π(n/60)
2ω2+300ω-79800=0 138.37=2π(n/60)
ω2+150ω-39900=0 n=1321.29 rpm
ω=-288.36或138.37rad/s
3.ㄧ.交流/直流轉換器(CONVERTER):適合做直流馬達的控制,包刮相位控制整流器。
二.直流/直流轉換器(DC CONVERTER):適合做直流馬達的控制,稱截波器。
三.直流/交流轉換器(INVERTER):適合做感應馬達和同步馬達的控制,稱換流器。
四.交流/交流轉換器(CYCLOCONVETER):適合做感應馬達和同步馬達的控制,稱轉頻
器。
4.二極體、閘流體、功率電晶體、功率MOSFET、GTO
SCR BJT
5.ㄧ.(1)當di/dt 很大,則由於電流密度太高,在閘極接點附近產生局部熱點,可能因此而燒
毀。
(2)只要在陽極電路上串聯由數匝線圈製成的小電感,即足以將電流上升率限制在安全範
圍內。
二.(1)若電壓上升率大於閘流體所能承受的額定dv/dt值,則閘流體會被破壞。
(2)通常在陽極與陰極間連接電容器,又為了考慮SCR導通時電容器可能對SCR有太高的放
電電流,所以在電容器上又串聯ㄧ個電阻器以限制放電電流,RC的串聯電路上,有一個二極體和電阻器並聯。
6. Vs=iR L + L(di/dt) 當t=0時,di/dt最大
i=(Vs/R L)(1-e(-RLt/L)) di/dt=(Vs/L)
將上式微分,di/dt=(Vs/L)(1-e(-RLt/L)) L=(Vs/ di/dt)=(200/(50×106))=4μH
7.“飛輪二極體”在電源作用時剛好逆向,故不導通。
但在電源切斷後,因為與電感釋
釋放電流成順向而導通,因此可提供電感釋放電流,又因二極體順向偏壓極低,故不至於產生高壓電弧。