028-普通剃齿机
世达价格表
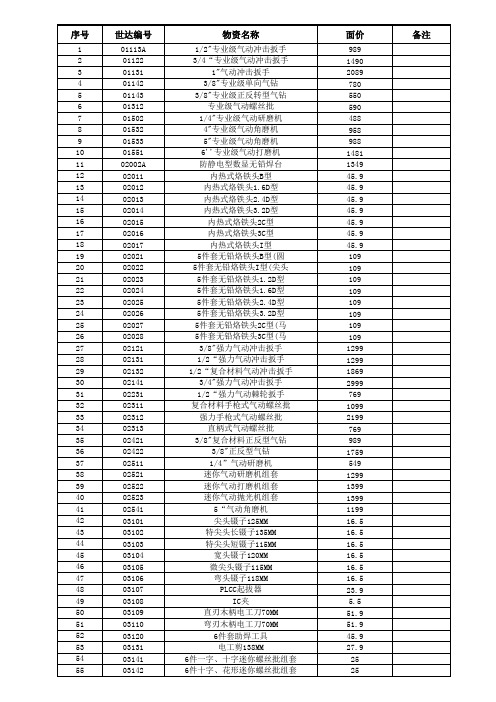
面价
15.9 15.9 15.9 21.9 27.9 43.9Байду номын сангаас219 235 249 139 29.9 36.9 43.9 63.9 31.9 37.9 45.9 66.9 33.9 40.9 50.9 70.9 41.9 43.9 44.9 57.9 40.9 50.9 63.9 90.9 43.9 53.9 70.9 97.9 45.9 56.9 74.9 103.9 52.9 55.9 60.9 71.9 28.9 33.9 43.9 60.9 31.9 36.9 45.9 64.9 33.9 38.9 49.9 69.9 41.9
面价
989 1490 2089 780 550 590 488 958 988 1481 1349 45.9 45.9 45.9 45.9 45.9 45.9 45.9 109 109 109 109 109 109 109 109 1299 1299 1869 2999 769 1099 2199 769 989 1759 549 1299 1399 1399 1199 16.5 16.5 16.5 16.5 16.5 16.5 23.9 5.5 51.9 51.9 45.9 27.9 25 25
物资名称
尖头长镊子175MM 宽头长镊子175MM 弯头长镊子175MM 防静电尖头镊子130MM 防静电宽头镊子130MM 防静电弯头镊子130MM 尖头反弹镊子145MM 宽头反弹镊子145MM 弯头反弹镊子145MM 30瓦外热式长寿电烙铁 30瓦外热式长寿烙铁头(尖头) 40瓦外热式长寿烙铁头(尖头) 50瓦外热式长寿烙铁头(尖头) 40瓦外热式长寿电烙铁 30瓦外热式长寿烙铁头(扁头) 40瓦外热式长寿烙铁头(扁头) 50瓦外热式长寿烙铁头(扁头) 50瓦外热式长寿电烙铁 30瓦外热式长寿烙铁头(斜头) 40瓦外热式长寿烙铁头(斜头) 50瓦外热式长寿烙铁头(斜头) 60瓦外热式长寿电烙铁 30瓦外热式长寿烙铁头(特尖头) 40瓦外热式长寿烙铁头(特尖头) 30瓦外热式天然云母发热芯 40瓦外热式天然云母发热芯 50瓦外热式天然云母发热芯 60瓦外热式天然云母发热芯 防静电手腕带 防静电酒精瓶60ml 小型直柄防静电刷子 小型U型防静电刷子 全塑手动吸锡器 全铝手动吸锡器 5件套吸锡器吸嘴 铝合金工具箱 13件电子维修组套 19件电子维修组套 8件电子工具组套 27件电子工具组套 19件电脑维修组套 10件套什锦锉3*140mm 10件套什锦锉4*160mm 10件套什锦锉5*180mm 10件套金刚石特种异型什锦锉3*140 10件套金刚石异型什锦锉3*140 10件套金刚石整形锉 金刚石平头扁挫 金刚石尖头半圆锉 金刚石尖头挫 10件套金刚石 金刚石平头扁挫 金刚石尖头半挫 金刚石尖头圆 5件套金刚石整
剃齿加工

剃 齿
3. 剃齿加工的应用 (1)剃齿可以提高齿形精度和齿向精度,减小齿面粗
糙度Ra值。 (2)剃齿广泛用于未淬过火(HRC35以下)的直齿 或斜齿圆柱齿轮的精加工,精度可达7~6级,表面粗 糙度Ra值可达0.8~0.4μm。 (3)剃齿不能修正分齿误差。剃齿前的齿形多用滚 齿加工。
(4)剃齿刀的设计、制造麻烦,价格较高,适用于 大批量生产的场合。剃一个齿轮一般需要1~3分钟, 每次重磨后可加工约1500个齿轮,每把剃齿刀大约可 加工一万个齿轮。
剃齿的运动:
1)切削运动 即刀与工件的相对滑动, 相对滑动速度即为切削速度 2)纵向进给速度 (双向) 3) 径向进给运动 为保证刀具与工件 间的无隙啮合,并保证齿面间的工作压力, 工作台每双行程后应作径向进给。
注: 剃齿刀带动工件旋转,二者形成无侧隙 的螺旋齿轮自由啮合运动
剃齿属于自由啮合的展成加工(与插、滚 齿不同)
剃 齿
2. 剃齿加工 剃齿加工在专门的剃齿机上进 行,属于展成法。 剃齿刀的轴线与工件轴线夹β 角,以便使剃齿刀与工件能够正确 啮合。剃齿加工时,由剃齿刀带动 工件做旋转运动。 剃齿刀与工件的接触点A的速 度vA可分解为vAn(切向速度)和 vAt (剃削速度) 。切向速度带动 工件旋转,剃削速度使齿轮的齿侧 面沿剃齿刀的齿侧面滑移,从工件 齿面上切下极薄的切屑。 在剃齿过程中,剃齿刀时而正 转,时而反转,可剃削工件的双面。
•
• (4)剃前齿形加工时的刀具 • 剃齿时,为了减轻剃齿刀齿顶负荷, 避免刀尖折断,剃前在齿跟处挖掉一块。 齿顶处希望能有一修缘,这不仅对工作 平稳系性有利,而且可使剃齿后的工件 沿外圆不产生毛刺。
•
此外,合理的定切削用量和正确的 操作也十分重要。
剃齿学徒注意事项

一、 剃齿机的调整1、 剃齿刀的安装 ① 为使剃刀宽度中心与力架回转中心重合,可通过调整刀具左侧垫圈厚度来实现β垫=25-β⨯21刀β垫:左侧垫圈厚度 β刀:刀具厚度 25:刀架回转中心距 2、 确定轴交角δ=β工±β刀δ:轴交角(度) β工:工件螺旋角(度) β刀:剃齿刀螺旋角(度)注:当刀具与工件的螺旋角方向相同时为“+”,相反则为“-” 3、 刀轴回转角度的调整(齿向调整) ①γ=bbxR ∆βcosγ:百分表读数(mm ) R :百分表测针的回转半径(mm ) β:工件的螺旋角(度) b :齿轮有效宽度(mm ) Δbx :齿向误差(mm ) Δbx =2左右两面齿向之和②齿向调整简化计算公式Y=R × cos β÷2÷b ×左右两侧齿向之和 (单位:毫米)注:Y A4232CNC 机床R=206mm YKA T4232机床R=238mm 4、工件的安装工件必须安装在工作台左右顶尖之间,要求被剃齿轮宽度的中心线与刀架回转中心线重合。
5、轴向剃齿时工作台行程的调整 工作台行程计算公式:L=b+2ML :行程长度(mm) b :工件的齿宽(mm ) M :工件模数(mm ) 6、轴向剃齿时工作台与剃齿刀运动方向的关系①用左螺剃刀剃右螺齿时:剃刀顺时针转工作台向右运动,剃刀逆时针转工作台则向左运动 ②右螺剃刀剃左螺齿时:剃刀顺时针转工作台向右运动,剃刀逆时针转工作台则向左运动 7、剃齿加工中常出现的缺陷及相对应的措施 ①齿圈径向跳动大(径跳大)主要原因:被剃齿轮在机床上的装夹偏心,夹具心轴小,夹具端径跳不合格,工件内孔大,平行度超差,剃齿机顶尖跳动不好等情况消除方法:剃齿、夹具、工件的更换,对剃齿机顶尖进行维修②公法线线变动量大主要原因:安装时偏心(夹具心轴小,夹具端径跳步合格,工件内孔大,剃齿机顶尖不合格,加工时齿圈跳动大,导致公法线变动量较大消除方法:跟换剃齿夹具和工件,维修剃齿机顶尖,控制好滚齿的齿圈径向跳动③向误差主要原因:剃齿刀和工件的轴交角不正确消除方法:调整剃齿刀和工件的轴交角④齿面未剃全主要原因:滚齿留剃余量不足,剃前齿轮波动量大,滚齿时出现啃齿消除方法:增加留剃余量,提高滚齿加工精度⑤齿面粗糙主要原因:刀具本身修模不好,在装刀时清洁未做干净、里面夹有铁削,造成刀具端跳不合格(刀具端跳要求:≤0.02mm)消除方法:从新修模刀具,换刀时清洁做彻底,保证剃刀端跳≤0.02mm8、齿向和对刀的调整①齿向的调整介于各刀具修模后齿向产生较大的误差,需刀具和工件啮合后看工件齿面上留下的痕迹进行调整。
数控剃齿机 技术条件
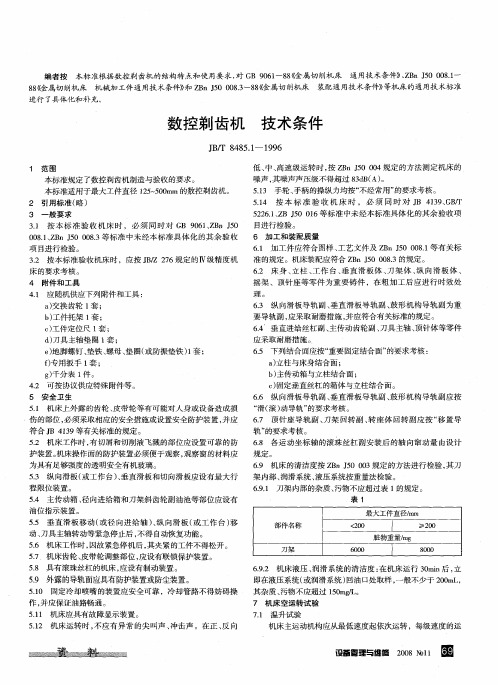
5 外露的导轨面应具有防护装置或防尘装置。 . 9
51 固定 冷却喷嘴 的装置应安全可靠 ,冷 却管路不得妨碍操 . 0 作, 并应保证油路畅通 。 51 机床应具有故 障显示装置 。 .1
71 温升试验 .
5 2 机床运转 时 , 有异常 的尖 叫声 、 . 1 不应 冲击声 。在 正 、 向 反
62 床身 、 . 立柱 、 工作 台、 直 滑板 体 、 垂 刀架体 、 向滑板 体 、 纵
摇架 、顶针座 等零件 为重要铸 件 ,在 粗加 工后应 进行 时效处
理。
41 应 随机供应下列 附件和工具 : . a交 换齿 轮 1 ; ) 套 b 工件托架 1 ; ) 套
e 工件定位 尺 1 ; ) 套 d 刀具主轴垫 圈 1 ; ) 套
66 纵 向滑板导轨 副 、 直滑板导 轨副 、 , 垂 鼓形机构 导轨 副应 按
“ ( ) 导 轨 ” 要求 考核 。 滑 滚 动 的
5I 机床上外露 的齿 轮 、 . 皮带 轮等有可能对人身或设备造成损
伤 的部位 , 须采取相应 的安全措施或设置安全防护装置 , 必 并应 符合 J 19等有关标 准的规定 。 B4 3 52 机床工作 时 , . 有切屑 和切 削液 飞溅 的部位应设置可靠 的防 护装置 。 机床 操作面的防护装置必须便于观察 , 观察 窗的材料应
油位指示装置 。
55 垂 直滑 板移动 ( . 或径 向进 给轴 )纵 向滑板 ( 工作 台 ) 、 或 移
动、 刀具 主轴转动等紧急停止后 , 不得 自动恢复功能 。 56 机床工作时 , . 因故 紧急停机后 , 其夹紧的工件不得松 开。
5. 机床齿轮 、 . 皮带轮调整部位 , 应设 有联 锁保 护装 置。
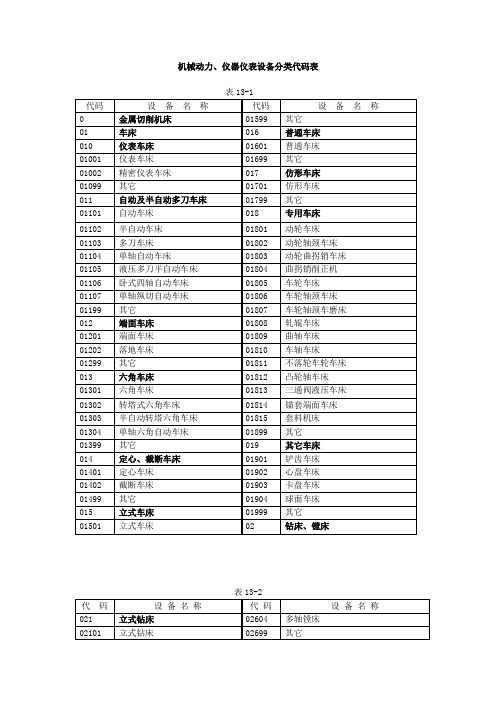
机械动力、仪器仪表设备分类代码表
03299
其它
03610
锯片磨床
033
强力磨床
03611
刀片磨床
03301
端面磨床
03612
镶片铣磨床
03302
强力磨床
03699
其它
03399
其它
037
平面磨床
034
专用磨床
03701
卧式平面磨床
03401
活塞环磨床
03702
立式平面磨床
03402
凸轮轴磨床
03703
立轴矩台平面磨床
03403
平面仿形铣床
05699
其它
06402
立体仿形铣床
057
齿轮精加工机床
06403
靠模铣床
05701
剃齿机
06404
立式仿形铣床
05702
珩齿机
06499
其它
05703
磨齿机
065
龙门铣床
05704
齿轮刀具磨床
06501
龙门铣床
05799
其它
06502
龙门镗铣床
059
其它齿轮螺纹加工机床
06503
龙门刨铣床
其它
09599
其它
114
高速锤
096
金属刻度打字机
11401
高速锤
09601
金属刻度机
11499
其它
09602
金属打字机
119
其它锻锤
09Байду номын сангаас03
刻线机
11901
夹板锤
09604
卡尺刻线机
11902
齿轮机床参数(表)
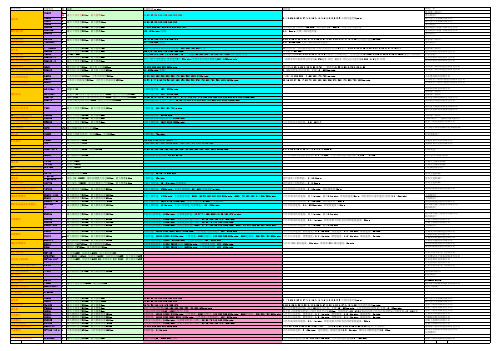
MKSJ1632(×10) 1
ME1332A 外圆磨床 MW1320B MW1332B M1332B×500 M2120A 内圆磨床 M2110C MK2110/J MK2110 MK215 EBW-4GE WG-DZW-6C EBM-06L/201-V2 (同时焊4工件) UFD-GC J4-001 …?… SRS410 Y7125A NHS200-CNC-4 ZX7550CW Y3150H Y3180J YWA4232 YP5150A Y5132A M2110C M2120A MW1332B MW1420B YB6012/PC
主轴转速(r/min) 40/50/63/80/100/125/160/200/250
进给量
0.4/0.56/0.63/0.87/1/1.16/1.41/1.6/1.8/2.5/2.9/4(轴向进给量mm/r) 40/50/63/80/100/125/160/200 77/100/126/157/193/248/319/393/488 120~540r/min(无级) 55/70/90/110/140/175/225/270 50~400r/min(无级) 插齿刀主轴每分钟的往复行程数:200/315/425/600次/分 255/340/450/600/795/1050(str/min) 低速:300/340/385/470/575/650/735 高速:460/521/589/720/880/994/1126(双行程数/分钟) 插齿刀的平均线速度,推荐选用24~30m/min;本机床允许的冲程数为150~1250str/min 80/100/125/160/200/250r/min 60~600r/min(无级) 60/80/110/150/200/280/350/470/660/900/1200/1700r/min 30/37.5/47.5/60/75/95/118/150/190/235/300/375/475/600/750/950/1180/1500r/min 径向进给量不要低于4mm/min;轴向进给量1~5mm/r,可适当加大进给量 0.1~5mm/r(无级)(轴向进给量) 0.20/0.26/0.30/0.38/0.48/0.56/0.67/0.80/1.00/1.27/1.48/1.85(径向进给速度mm/min) 0.2~500mm/min(无级)(Z轴滑板移动速度)
国家医疗器械分类目录(最新版)
国家医疗器械分类目录(最新版)01有源手术器械 ................................................................................................ 02无源手术器械 ................................................................................................ 03神经和心血管手术器械 ................................................................................ 04骨科手术器械 ................................................................................................ 05放射治疗器械 ................................................................................................ 06医用成像器械 ................................................................................................ 07医用诊察和监护器械 .................................................................................... 08呼吸、麻醉和急救器械 ................................................................................ 09物理治疗器械 ................................................................................................ 10输血、透析和体外循环器械........................................................................ 11医疗器械消毒灭菌器械 ................................................................................ 12有源植入器械 ................................................................................................ 13无源植入器械 ................................................................................................ 14注输、护理和防护器械 ................................................................................ 15患者承载器械 ................................................................................................ 16眼科器械 ........................................................................................................ 17口腔科器械 .................................................................................................... 18妇产科、辅助生殖和避孕器械.................................................................... 19医用康复器械 ................................................................................................ 20中医器械 ........................................................................................................ 21医用软件 ........................................................................................................ 22临床检验器械 ................................................................................................101 有源手术器械说明一、范围本子目录包括以手术治疗为目的与有源相关的医疗器械,包括超声、激光、高频/射频、微波、冷冻、冲击波、手术导航及控制系统、手术照明设备、内窥镜手术用有源设备等医疗器械。
剃齿机的工作原理

剃齿机的工作原理
剃齿机的工作原理是通过旋转的刀片和固定的齿轮进行剃齿操作。
在剃齿机的机械结构中,旋转的刀片与固定的齿轮相互作用,刀片通过旋转将工件上的齿交替切割,以形成齿形。
具体来说,剃齿机通常由电动机、传动装置、刀架、齿轮和刀片等组成。
电动机通过传动装置传递动力给齿轮,使齿轮旋转。
刀架上安装有一组刀片,当齿轮旋转时,刀片也随之旋转。
当工件中的齿靠近刀片时,刀片的锋利边缘将与齿进行接触。
由于刀片旋转的高速和锋利的边缘,刀片能够将齿削除,形成平整的齿形。
随着工件的移动,刀片将对下一个齿进行相同的操作,不断剃除工件上的齿,直到完成整个工件的剃齿。
剃齿机的工作过程中还需要注意合理的刀具进给量和刀具与齿的间隙。
合理的刀具进给量能够保证齿的剃除质量,而适当的刀具与齿的间隙则能够减小剃齿机的磨损和工件的损坏。
总而言之,剃齿机通过旋转刀片与固定齿轮的相互作用,实现对工件上齿的剃除。
它的工作原理是利用刀片的旋转和锋利边缘与齿的接触,来实现对齿形的加工。
剃齿的名词解释

剃齿的名词解释剃齿,这个词语很可能在日常生活中并不常见,但它却是一个有着特殊含义的术语。
在工程学和建筑设计中,剃齿是一种用于提供附着力和防滑功能的地面或表面处理技术。
它通常应用于楼梯、台阶、人行道、跑道等需要增加摩擦力以防止滑倒的场所。
本文将通过解释剃齿的定义、原理和应用等方面,探讨这一有趣而实用的技术。
首先,我们来解释一下剃齿的定义。
剃齿,顾名思义,指的是将特定表面制作成多个小而尖锐的凸起的形态,其形状类似于剃刀的齿。
这些小齿可以增加表面的粗糙度,从而提供更好的摩擦力。
剃齿可以通过不同的方法实现,如使用专门的工具在表面上切割小齿,或者采用专利的先进技术来制造。
其次,剃齿的原理在于增加表面的接触面积和摩擦系数。
通过制作小齿,表面的平坦度降低,接触面积比光滑表面更大。
这意味着更多的摩擦可以产生,提供更好的防滑性能。
此外,凸起的小齿也能在水或其他润滑物接触时形成更多的摩擦,从而增加抓地力,有效减少滑倒事故的发生。
剃齿技术在各个领域都有广泛的应用。
首先是楼梯。
楼梯是一个非常容易发生滑倒事故的地方,特别是当楼梯潮湿或被水或其他液体污染时。
通过在楼梯的台阶上制作剃齿,可以大大提高人们在上下楼梯时的安全性。
剃齿不仅增加了脚底和台阶之间的摩擦力,还防止水或其他液体在台阶上积聚,减少滑倒的风险。
此外,剃齿还适用于人行道和跑道等地面。
这些地方通常会大量使用塑胶或其他光滑的材料,它们在潮湿或湿漉漉的天气下容易变得滑腻。
为了防止人们在这些地方滑倒,剃齿技术可以应用于地面的制作上,提供更好的防滑保护。
除了上述的应用领域,剃齿还可以用于各种机械和工具的制造中。
例如,割草机、铲雪机和工业机器人等设备通常需要在不同的地面条件下工作。
为了增强它们的稳定性和安全性,制造商常常在设备的轮胎或工作部件上添加剃齿。
然而,尽管剃齿技术在提供安全性和防滑性方面有多个优势,但它也有着一些局限性。
首先,剃齿的硬度和尖锐度需要根据具体应用场景进行调整。
齿轮的精细加工——剃齿

齿厚 余量 0 . o 5 O . O 6 一O . O 8 o . o 7 —0 . o 9 0 . 1 0 一O . 1 2 0 , l 2 —0 . 1 3
2 剃 齿原 理
( 1 ) 剃 齿刀带动工件 的高速正 、 反转一
基 本运 动 ;
( 2 )工件沿轴向往复运动一使齿轮全齿
宽 均 能剃 出 ; ( 3 )工 件每 往 复一 次 做径 向进 给运 动 一
以切除全部余ቤተ መጻሕፍቲ ባይዱ 。
山西纺织服装 2 0 1 6 . 3
革新改造
l 7
差 和齿 面缺 陷 的前提 下尽 可 能取 最小 值 。表
程中没有强制性 啮合运动 , 不能修正齿轮原
有 的周 节 累积 误差 , 并 会 使齿 轮 的径 向跳 动 量 部 分地 转 化 到周 节 累积误 差 上去 , 剃 齿 的 精 度直 接 受 到 剃前 齿 轮 制 造精 度 的影 响 , 因
黑防 锈处 理 ) 。 剃齿 是 在滚 齿 加工 后 和热 处 理前 的一 种
工件旋转 , 工件固定在工作台的顶针间 , 同时 完成直线往复运动及旋转运动。剃齿刀的齿
面 开 槽 而形 成 刀 刃 , 通 过往 复 运 动 将 齿 轮齿 面 上 的加工 余 量切 除 。剃齿 可 以对 圆柱 直齿 轮 和螺 旋齿 轮 进行 齿形 加 工 。加工 圆柱 直齿
剃齿

轴向剃齿 径向剃齿 对角剃齿 切向剃齿
WHY?
EX.
HOW?
南京二机齿轮机床有限公司 YWN4232CNC型数控万能剃齿机
重庆机床(集团)有限责任公司 YT4232CNC4数控径向剃齿机
剃齿啮合时节圆附近相对滑动速度最小,油膜不易形成,润滑不良,易于擦伤;同 时,节点附近滑动速度方向是改变的,使齿廓产生揉搓作用;从受力情况看,由 于剃齿啮合属点啮合,而且节点处单对齿啮合机会大,这样单对齿啮合时齿面压强 增大,该处切除的余量也比其他部位切除的多,从而造成节圆附近齿面中凹。 剃齿过程中受力情况的过大变化是齿形中凹 产生的机理和主要原因
设计刀具 检查刀具 检查刀具做出来的齿轮
WHAT? 剃齿加工是根据一对螺旋角不等的螺旋齿轮啮合的原理,剃齿刀与被切齿轮的轴 线空间交叉一个角度,它们的啮合为无侧隙双面啮合的自由展成运动。在啮合传 动中,由于轴线交叉角“φ”的存在,齿面间沿齿向产生相对滑移,此滑移速度v 切=(vt2-vt1)即为剃齿加工的切削速度。剃齿刀的齿面开槽而形成刀刃,通过滑移 速度将齿轮齿面上的加工余量切除。由于是双面啮合,剃齿刀的两侧面都能进行 切削加工,但由于两侧面的切削角度不同,一侧为锐角,切削能力强;另一侧为 钝角,切削能力弱,以挤压擦光为主,故对剃齿质量有较大影响。为使齿轮两侧 获得同样的剃削条件,则在剃削过程中,剃齿刀做交替正反转运动。
1.剃齿刀修形法 根据被剃齿轮实际中凹齿形记录将剃齿刀的齿形修磨成中凹曲线,即采用反修形法,保证剃后齿轮中凹量减小或 消除。这种方法往往需要经过多次反复修磨试剃,才能最后确定出剃齿刀修形曲线的凹量和凹点的起止位置。 缺点:由于确定刀具修形曲线需要多次反复实验,因此相当繁琐复杂,而且确定最佳凹量的起止点也很困难。随 着刀具修磨次数的增加,起止点位置需要随时修正,而且需要技术人员有能准确修形的剃刀修磨设备以及丰富的 修形经验,对批量生产而言质量稳定性差。 2.改进刀具设计增大重合度 这种方法主要是针对影响重合度的刀具参数进行改进设计,综合考虑刀具寿命和剃齿质量,尽可能增大重合度。 如减小啮合角、增加刀具齿数、增大刀具外径等,这些措施在一定程度上可以使剃齿中凹量减少。 缺点:受工件参数、机床、剃齿精度、刀具寿命等方面限制,重合度的增大幅度有限,因此对于一定齿数和变位 系数范围内齿轮改进效果不理想,适用范围窄。 3.平衡剃齿法 这种方法就是通过改进刀具设计使工件啮合过程中始终保持轮齿两侧接触点数目相等,即轮齿在任何啮合瞬时两 侧分别有相同数目的接触点(见图3),啮合过程中啮合轮齿接触点的变化为4-2-4,图3a所示位置时,轮齿两侧 各有两个接触点;图3b所示位置时轮齿两侧各有一个接触点。因此,轮齿两侧各接触点压力总是接近相等,即压 力平衡,这样轮齿两侧被剃去的金属就一样多,不易产生中凹现象。 缺点:随着剃齿刀的修磨,刀具齿厚逐渐减薄,刀具外径也发生了变化,使得平衡啮合角随之发生变化,平衡关 系被破坏后仍会出现中凹现象。平衡啮合角的变化虽然可通过改变刀具外径进行补偿,但是这种改变很难随机实 现,所以平衡剃齿虽然效果很好但其应用受到了一些条件的限制。 4.采用径向剃齿技术 由于径向剃齿刀齿廓经过特殊修形,其工作原理为:剃削啮合过程中刀具齿廓与工件齿廓为线接触。与普通剃齿 相比,一方面增加了重合度,另一方面也增加了齿面啮合进给压力的承载面积,因而可以使剃齿剃除余量大小对 啮合时啮合齿接触点数目变化的敏感度下降,这样就可以减缓齿形中凹的形成。 缺点:径向剃齿技术的应用有一定限制,如需要专用的具有径向剃齿功能的剃齿机,需要配备修磨专用径向剃齿 刀的修磨设备等。这些条件会制约一部分厂家应用此项技术。但是,随着近些年汽车产业的快速发展,很多企业 硬件设施上已不再受此制约,径向剃齿技术已得到广泛应用。此外,由于径向剃齿不能用于加工齿宽过宽、模数 过大的齿轮,因此,这类大齿轮不适合采用径向剃齿解决中凹问题。
剃齿刀齿面修形造型研究
太原理工大学硕士研究生学位论文优点是生产率高,加工一个齿轮仅需1—3分钟;刀具使用寿命长,故在生产中使用较多。
剃齿刀能从(未经淬火的)齿轮齿面上剃下很薄的一层金属,从而使被剃齿轮获得较高的精度(IS010095—88中的6级~7级精度)并降低齿面粗糙度。
加工齿轮的剃齿刀有两种:齿条状剃齿刀和盘状(齿轮状)剃齿刀,现在生产中使用的主要是盘状剃齿刀。
当一直齿轮和一斜齿轮相啮合时,或者两个螺旋角不等的斜齿轮相啮合,都会因两轴线投影的交叉而构成一定大小的轴间交角∑。
假如斜齿轮是加工刀具(剃齿刀),直齿轮(或另一斜齿轮)是被加工的工件,在刀具主动回转并带动工件自由回转的情况下,剃齿刀上所产生的圆周速度vn可分解为两个速度分量:其中一个分速度向量v。
垂直于直齿轮的轴线,另一个速度分量v。
与直齿轮齿向方向平行,前者带动齿轮旋转,后者使两齿面产生齿向方向滑移(如图卜1和图卜2)。
图1—1剃齿工艺示意图Figl一1DiagrammaticSketchofShavingProcessVpVo图1-2切削速度示意图Fig.1-2DiagrammaticSketchofCuttingSpeed齿刀轮如果将剃齿刀牙齿两侧面制出一系列与端面平行的沟槽以形成切削刃,当剃齿刀与齿轮工件无间隙啮合时,由于进刀压力和切削速度V。
的作用,可从工件齿面切下一层约0.01--0.05ram的金属层,从而实现剃齿工艺的切削过程。
剃齿刀主轴再辅之以周期性轴向往复移动即可对齿轮齿面所有部位的剃削。
剃齿刀装在机床主轴上,被剃齿轮装在工作台两顶尖间,理论上是无侧隙点接触,2样条曲线草绘工具,在已建立好的基准点附近画样条曲线,使所画的样条曲线控制点数和基准点数相同,都为十二个点。
然后,选择约束工具,使样条曲线上的控制点与基准点一一对应的建立共点约束。
同理,绘制另一齿廓线,最后绘制齿顶和齿根曲线,使截面封闭,如图3—7。
最后拉伸出的齿根圆及单个轮齿如图3—8。
通过计算机动时间确定剃齿加工方式

2020年 第8期冷加工52刀 具Cutting Tools通过计算机动时间确定剃齿加工方式■■佛山市南海诚志齿轮有限公司 (广东佛山 528222) 许一帆摘要:讲述剃齿原理和切削用量的确定,根据实际作业的工作循环,计算不同剃齿加工方式的加工机动时间。
通过比较轴向剃齿和径向剃齿的工序路线,发现不同工序加工效率存在很大差异,对此进行了原因分析,并确定了齿轮精加工的加工方式。
关键词:剃齿原理;切削用量;加工方式;机动时间剃齿加工是一种经济、高效的齿轮精加工方法,为了优化生产安排,提高生产效率,有必要对剃齿工序的加工时间进行估算。
确定每个工序的加工时间,是生产管理和成本核算的基础。
按照加工过程进给方式的不同,剃齿加工通常分为4种加工方式:轴向剃齿、对角剃齿、切向剃齿和径向剃齿。
本文就最常见的两种——轴向剃齿和径向剃齿展开讨论。
1. 剃齿原理剃齿过程中,盘形剃齿刀与工件之间的主运动实际上是一对无侧隙、小轴交角(通常10°~20°)的交错轴螺旋齿轮啮合。
螺旋齿轮副在运动过程中,轮齿间除了沿齿高方向的滚动和滑动外,还有沿齿向的齿面相对滑动。
对于齿轮传动来说,这个沿齿向的滑动是有害的,加快了齿面的磨损;但对于剃齿加工来说,正是利用齿向滑动来实现对工件齿面的剃削加工(见图1)。
图1 剃削加工2. 剃齿加工(1)切削速度v 如前所述,剃齿刀和工件轮齿间的齿向滑动就是剃齿的切削运动,那么滑动的相对速度就是剃齿加工的切削速度。
通常以啮合节点P 处的切削速度v 为计(见图1)。
相对于齿向螺旋线,剃齿刀在节点P 处的速度v o 的法向分量v on 和切向分量v ot 分别为v on =v o cos βov ot =v o sin βo工件在节点P 处的速度v w 的法向分量v wn 和切向分量v wt 分别为v wn =v w cos βwv wt =v w sin βw由于两速度的法向分量相等,所以v w =v o cos βo /cos βw (3)而两速度的切向分量之向量差就是切削速度v ,计算公式为v =v w ±v o =v o sin Σ/ cos βw (4)v o =πd o n o /1000 (5)Σ=βw ±βo (6)式中,βo 是剃齿刀节圆螺旋角(°);βw 是工件节圆螺旋角(°);d o 是剃齿刀节圆直径(m m ); n o 是剃齿刀转速 (r/min );Σ是轴交角(°)。
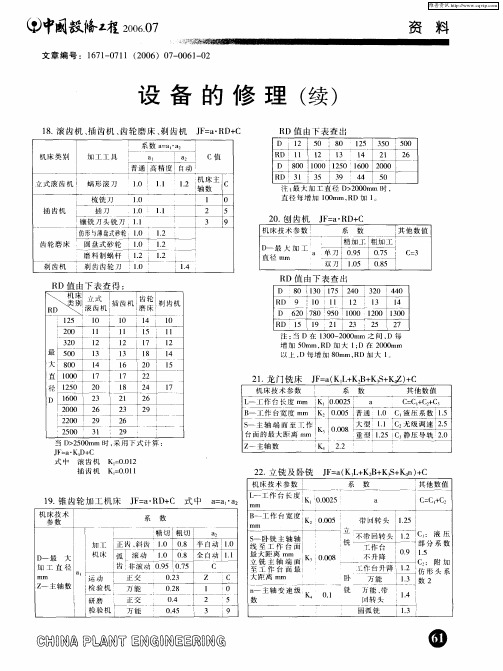
设备的修理(续)
44 J
50
10 .
最 大 加 工 直径 D> 0 0XX 时 20 I I i f 直 径 每 增 加 l0 0 mm. D加 l R 。
插 齿机
插刀
1 . 0
1 . 1
2 3
5 9
镶 铣 刀 头铣 刀 11 . 仿形与溥砬 式砂轮 1 . 0 1 . 2
2 . 齿机 0刨
机 床 技 术 参 数
加 上
J= ・ D C F aR +
系 数
刀 0 9 .5 双 刀 10 .5 07 .5 08 .5
其 他 数 值
C 3 =
齿轮磨床
剃 齿 机
. 圆 盘式 砂 轮 1 . 0
-
1 . 2
1 . 2 1 . . 4
维普资讯
中 彀俺z 0. 阖 程267 0 0
文章 编号 :17 — 7 (0 6 7 0 6 — 2 6 10 1 2 0 )0 — 0 1 0 1
资 料
设 备 的 修 理 ( 续)
1. 8 滚齿 机 、 齿机 、 轮磨 床 、 插 齿 剃齿 机
系 数 精 切 粗 切
a a・ =。 a
m m
B 工 作 台 宽 度 K ~
,
00 5 .H D
带 嘲转 头 12 .5
m m
a ’
加 工 正 曲 、 齿 斜 D 最 一 大
al
1 08 半 [动 1 . 0 . j . 0 C
Z
l
S 卧 铣 主轴 轴 一 线 至 工 作 台 面
系
— — _ — —
机 床 技 术 参 数
数 a
其 他 数 值 C C + 2C = C+ l
常见家庭电器与编码清单

電腦設備電腦手提電腦……………………電腦配件………………………………………………通訊設備影音產品電視影像錄製或播放8471.49.00 8471.41.00 8471.30.00 8517.12.00 8517.11.008517.18.00 8528.72.32 8528.72.42 8528.69.10 8521.90.218471.60.60 8517.62.63 8471.60.30 8471.60.50 8471.30.00 8471.60.40協調制度2012年版貨物編碼8528.51.00 8517.62.61 8443.31.00 8443.32.00其他桌上型電腦鍵盤路由器……………………………………………其他打印機手提電話…………………………………………………………………………………………LCD / LED 顯示器(電腦專用)貨物名稱平板電腦桌上電腦(同一機殼內裝有中央處理部件、輸入部件及輸出部件)多合一打印機(能執行列印、複印或傳真兩種或以上功能)手寫板掃描器滑鼠…………………………………………………………………………………………………………………………………………調製解調器(Modem)影音光碟(VCD )播放機有線電話,附有無線聽筒其他有線電話液晶(LCD / LED )數字彩色電視等離子(Plasma )數字彩色電視投影機(電腦專用的除外)協調制度2012年版貨物編碼貨物名稱影像錄製或播放聲音錄製或播放……………………………………個人護理產品美容毛髮修剪及造型風筒音箱,含兩個或以上揚聲器(喇叭) 8518.30.00 8518.21.00 8518.22.00 8521.90.22 8518.40.008509.80.00* 8509.80.00* 8509.80.00* 8516.31.00 8510.20.00 8510.20.008519.81.908528.71.80 8521.90.29 8517.62.99 8528.59.10 8509.80.00* 8516.79.90 8519.81.30 8525.80.20 8525.80.318527.13.00……………………………………………………………………………………………………………………鐳射唱機(CD 唱機)音箱,含一個揚聲器(喇叭)網絡電視機頂盒其他電視機頂盒(非衛星接收)MP3或類似數位音訊錄製或重播器具,沒有收音機功能MP3或類似數碼音訊錄製或重播器具,裝有收音機……………………………………………………………………數碼相架…………………………………耳機……………………………………………………………………………………………………………………擴音機熱力蒸面機剪髮器…………………………………………………………吸鼻器洗面刷…………………………………………………………蠟療機………………………………… 8509.80.00* 8516.79.90…………………………………………………………數碼相機數碼攝像機修整指甲器具吸耳垢器…………………………………………………………磨腳皮機剪鼻毛機…………………………………………………………………………………………………………………………………………………………………………………………藍光影碟(BD )播放機數位視訊影碟(DVD )播放機…………………………………協調制度2012年版貨物編碼貨物名稱毛髮修剪及造型口腔護理健康護理大型生活家電冷氣機………………………………………………………………………………………………………………………………………………………………………………………………雪櫃………………………………………………………………………………………………………………………………………鬚刨掛牆式,淨冷或冷暖兩用窗口式,淨冷或冷暖兩用 8415.82.008415.81.00 8415.82.00 8415.81.00 8418.21.00 8418.29.00 8418.10.009027.80.00 8415.10.00 8415.10.008509.80.00* 8509.80.00* 8516.32.00 8510.30.00 8516.32.00 8510.10.009018.90.50 9025.19.909025.19.90…………………………………………………………直立式,冷暖兩用紅外線耳溫槍水牙線機雙門或多門直立式,只有冷藏機組……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………單門,非壓縮式牙刷單門,壓縮式捲髮器脫毛器直髮夾天花式,冷暖兩用電子體溫計天花式,只有冷藏機組血糖儀血壓計…………………………………………………………協調制度2012年版貨物編碼貨物名稱洗衣機全自動乾衣機其他小型生活家電風扇吊扇掛牆扇吸塵機…………按摩椅,表面為人造皮革8414.51.10 8414.51.20 8414.51.20 8414.59.90 8508.11.00 8508.19.008451.29.00 8414.60.00 8450.11.00 9401.71.10 8414.51.30 9401.71.908422.11.00 8516.10.00 8421.12.00 8451.21.00 8450.12.00 8450.20.00裝有輸出功率不超過125瓦的電動馬達抽氣扇洗碗碟機其他………………………………………………………裝有輸出功率超過125瓦的電動馬達座地扇 / 座枱扇離心式………………………………………………………按摩椅,表面為皮革或合成皮其他,乾衣容量不超過10公斤熱水器………………………………………………………抽油煙機,平面最大邊長不超過120厘米……………………其他,乾衣容量超過10公斤乾衣容量不超過10公斤…………………………………………………………………………………………………………功率不超過1,500瓦,帶有容量不超過20升的灰塵袋或其他容器乾衣容量超過10公斤……………………………………………………………………半自動,內置離心式乾衣器………………………………………………………協調制度2012年版貨物編碼貨物名稱咖啡機烹煮用具暖具暖爐充油式風扇式其他對流式輻射式8516.60.80 8516.60.20 8516.60.90 8516.29.32 8516.79.90 8516.79.90 6301.10.00 8516.60.90 8516.60.90 8516.60.40 8516.60.90 8516.72.20 8516.72.10 8516.79.90 8516.60.30 8516.50.00 8516.71.20 8516.71.908516.71.10 8516.71.30 8516.29.31 8516.29.39 8516.29.208516.60.80滴液式其他暖袋暖毯電磁爐…………………………………………………………電蒸籠暖瓶器……………………………………………………………………………………………………………………電炒鍋電炸鍋電焗爐電飯煲………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………微波爐…………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………泵壓式光波爐…………………………………………………………豆漿米糊機 電子瓦罉電子燉盅……………………………………………………………………………………………………………………自動麵包機…………………………………………………………多士爐蒸餾滲濾式……………………………………………………………………………………………………………………協調制度2012年版貨物編碼貨物名稱電熱器具其他*所有歸入第8509.80.00項的電器,其重量必須在20公斤以下。
机械动力、仪器仪表设备分类代码表

025
摇臂钻床
02914
连杆定位镗孔机
02501
摇臂钻床
02915
摇连杆镗孔机
02502
万向摇臂钻床
02916
镗制动裁毂机
02503
可移式钻床
02917
牵引电动机抱轴瓦镗床
02599
其它
02999
其它
026
镗床
03
研磨机床
02601
立式镗床
031
外圆磨床
02602
卧式镗床
03101
外圆磨床
花键轴加工机床
064
仿形铣床
05601
花键轴铣床
06401
平面仿形铣床
05699
其它
06402
立体仿形铣床
057
齿轮精加工机床
06403
靠模铣床
05701
剃齿机
06404
立式仿形铣床
05702
珩齿机
06499
其它
05703
磨齿机
065
龙门铣床
05704
齿轮刀具磨床
06501
龙门铣床
05799
其它
06502
03914
磁力磨床
05002
攻丝机
03915
针阀磨床
05003
绞丝机
03999
其它
05004
切丝机
04
联合及组合机床
05005
螺纹机
041
万能联合机床
05006
螺纹铣床
表13-5
代码
设 备 名 称
代码
设 备 名 称
05007
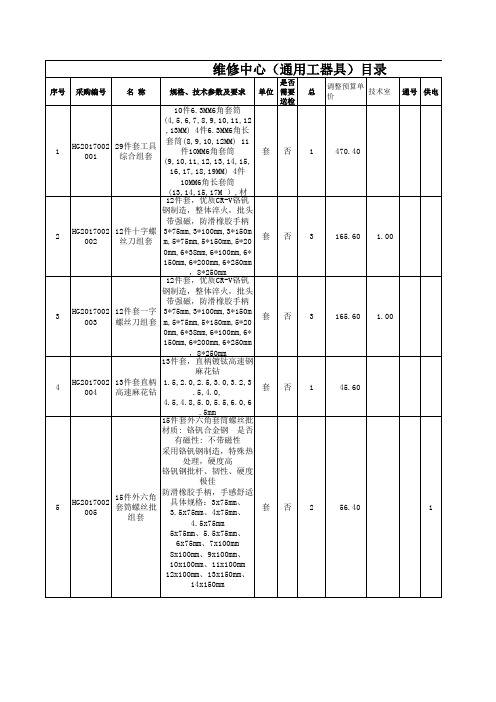
工器具总目录 - 维修中心
0mm,6*38mm,6*100mm,6*
150mm,6*200mm,6*250mm
,8*250mm 12件套,优质CR-V铬钒
钢制造,整体淬火,批头
带强磁,防滑橡胶手柄
3
HG2017002 12件套一字 3*75mm,3*100mm,3*150m 003 螺丝刀组套 m,5*75mm,5*150mm,5*20
MaxSteel加硬绝缘斜嘴 钳7;
套
否
装
MaxSteel加硬绝缘尖嘴
钳8.5。 5件套,平头扁锉,柄直
径*全长:5*180mm,工
作面长70mm,150目;尖
头半圆锉,柄直径*全
长:5*180mm,工作面长
14
HG2017002 014
5件锉刀组套
70mm,150目;尖头方 锉,柄直径*全长: 5*180mm,工作面长
套
是
0,0.45,0.50,0.55,0.60
,0.65,0.70,0.75,0.80,
0.85,0.90,0.95,1.00mm
,合金钢材质 1、安全负荷:20kN
(2.0T)
2、适用线径:Φ16-
11
HG2017002 2吨大中型卡
32mm;
011
线器
3、绝缘导线:120mm2-
个
否
240mm2
9. 新型胶柄一字头螺丝 刀6.5×150mm × 1
10. 新型胶柄十字头螺丝
套
是
1
379.20
1
刀#2×150mm × 1
11. 电烙铁 × 1
12. 卷尺3m × 1
13. 10件套链式内六角
扳手 × 1
14. 木柄羊角锤130Z ×
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检查其是否可靠
电修
5
电气柜
打扫内部清洁
电修
6
每年
刀具主轴
检查主轴径向跳动、轴向窜动≤0.010mm
机修
7
尾座顶尖
检查尾座顶尖跳动≤0.010mm
机修
设备运行过程中发生不正常现象时,应立即停机排除,或通知维修人员检修。
工作完毕,关液压电机,关机床总电源,清扫机床,做好交接班记录。
4维护保养规程(见下表)
序号
周期
维护部位
维护项目及方法
责任人
1
每日
机床清洁
清理机床内铁屑和油污,擦拭机床外表
操作者
2
每季
液压系统
清洗过滤器
机修
3
润滑管路
检查、疏通
机修
4
半年
开机前检查机床各开关、按扭是否正常,液压油量是否在标示线以上,不足应立即添加,按说明书润滑规定注油。
打开机床总电源,启动液压电机,低速空运行1个工作循环(注意不装夹产品),查看各运动部位是否正常,确认各部正常后开始工作。
在加工过程中,关好防护门,以免发生事故。
Y4232、YWA4232剃齿机在加工过程中,固定板制盘的螺母不准松开,两碰块必须位于两行程开关触点两侧,工作面朝向触点并参与工作,否则会造成工作台滚珠丝杆顶丝损坏。
目录
1、目的
2、适用范围
3、操作规程
4、维护保养规程
编制/日期:
胡万洪2011.6.24
审核/日期:
批准/日期:
受控状态
4
3
2
1
更改编号
更改单号
更改页
更改条款
更Байду номын сангаас人
1目的:保证普通剃齿机得到正确的使用与维护。
2适用范围:Y4232CNC、YA4232CNC、YWA4232CNC剃齿机。
3操作规程
操作者必须持证上岗。