外观检验标准书 SIP
检验标准SIP
不能有漏镀银或镀银不良。
确认是否在公差要求范围之内 确认是否在公差要求范围之内 确认是否在公差要求范围之内 确认是否在公差要求范围之内 确认是否在公差要求范围之内 确认是否在公差要求范围之内
产品图片(二)
5 6 7 8 1 2 其它 3 4 审核人: 包装/标识要求 目视
数量和包装方式是否符合客户要求,每扎要整齐 摆放。
制订人:
制订日期:
A/0 备注
制订日期:
外观检验标准(SIP)
产品图片(一)
文件编号 产品名称 项 次 1 2 外观 3 4 1 2 3 4 尺寸
不能有刮伤、烫伤、压伤、裁切口平面不能有斜面。
产品料号 量规仪器/ 检验方法
编制依据
工程图纸 版本 A/0
检验项目
检查内容
检验标准
不能有刮伤、烫伤、压伤、裁切口平面不能有斜面。 编织有无扭紧或漏扭,不能有漏浸锡或浸锡不良。
标准检验指导书(SIP)

图图示示
图图1 4 图3 图图52
图2图图图436
深圳市欣视景科技有限公司
光缆电子标签产品检验指导书
制作
确认
审核
客户名称
产品名称
光缆电子标签
产品规格
模具编号
产品编号
SEA-310
文件编号 /版本
检验标准 检验项目
按照AOLMIL-STD-105E抽样进行检验 检验內容
包装检验 按照AOLMIL-STD-105E抽样进行 检验
1:表面无明显杂色、斑点、脏污,异物、填充不足、变色,水口不平, 毛边等不良,产品颜色与样板对比无明显偏差。(光源600-900LUX,3040W.时间5S,距离30-40CM) 2.无影响产品正常使用和外观的裂纹。 外 3.产品表面无明显断裂现象。 4.无影响产品正常使用的穿线孔堵塞。 5.无影响产品正常使用的扭曲、变形。 6.无明显飞边,目视不明显,手摸不刮手。 观 7.无影响产品正常使用和外观的油污。 8.无影响产品外观的颜色明显不一致。 9.激光打码是否清晰。不可有模糊不清之不良现象。 10.泡棉粘贴位置是否正确。粘贴是否牢固。不可有露边之不良现象。
图示 本标准适用范围 产品图片
任云
生效日期
2015-1-6
SEA-310光缆电子标签
结 2.1:参照工程图纸及样板为准。
构
功
标签读取
将SEA-260串口接入pc端,显示“初始化”,即表示正常工作。将标签放置在SEA-260发卡机上读取,听到“滴 ”声响,并在SEA-260上显示“初始化成功”即表示标签读取成功。
能
尺 4.1:参照工程图纸测量。
寸
包 5.1:包装按照订单要求包装。
装
印刷产品检验SIP
检验 时机
¤
印刷箱面图案文字清晰、正确,印刷面糊版、断字、塞墨、重影等现象不明显 且不影响判读则为OK,文案边缘不允许有明显印刷毛刺;条形码易读且所读数 印刷面 据须与样品和SOP一致;保证章字体塞墨、重影等以不影响判读则为OK。
¤ ¤
尺寸检验
DELL Logo字体印刷不得有露白及毛刺现象;印刷标签框线条粗细均匀,标签框 整体上下走位≤3mm。 自然灯光下,印刷面漏白点≥1mm需进行修补,修补后无明显色差(正前方距 30cm、45°角瞬间看不出为OK);针孔露白正前方距30cm、45°角瞬间看不 出为OK 目视 卷尺 核对SOP 卷尺测量 手工成型 目视 核对SOP 卷尺测量 手工成型 目视
包装检验
检验记录
其 它 外 观
卷尺测量 手工成型 目视
¤ ¤
修订日期 相关单位
相关单 位确认 及签署
表单编号:
修订内容
物理性能 根据产品材质,测试后依据客户要求判定。 检验
测试仪器
抽检包装数量
¤ ¤ ¤ ¤ ¤
机 台 巡 检 及 产 品 入 、 出 库 前 , 不 定 时 抽 检 , 依 据 AQL 0.6 5进 行 判 定
各机 台量 产前
意见
签署日期
包装
参照SOP要求包装,不可短装。 有害物质测试报告在有效期(1年内),各项管理物质不超标;
客 业 制
户 务 造
有害物质 不含有1级环境管理物质,各项管理物质不超标; 确认
书面证明不使用1级环境管理物质Fra bibliotek 审核:核对相关资 料 制表:
钉合
贴合胶水须涂布均匀且箱内箱外不得有溢胶现象;粘合面剥离时撕裂纸张面积 70%以上为OK,(纸箱成型时粘合接舌两端处张开小于1cm) 纸箱两边高度压线贴合方正成型后,不允许有明显边鼓、浪鼓现象。 纸箱排骨纹,正前方距50cm、45°角目视不明显为OK;产品标志及公司名称上 不允许有斑点,其它印刷面暗斑直径≤5mm,明斑直径≤2mm,每面≤2点,间 距30cm以上,其余≤1mm的斑点视为OK(暗斑:不明显的灰斑点;明斑:明显 的深色斑点) 箱体正唛不允许有明显折痕、两侧唛折痕长度≤15cm允许一条,深度为单层面 纸受损且不影响纸箱成型;纸箱正嘪上不得有明显脏污、油污现象。 纸箱高度面纸纤维爆线≤8mm,每面允许2条(纸箱方正成型状态以目视不出爆 裂现象为OK);里纸爆线不得超过1/3箱高,成型时看不出,允许2条;
品质SIP定义

制作SIP的重点及注意事项1.什么是SIP?SIP是STANDARD INSPECTION PROCEDURE 是缩写,翻译成中文检验标准指导书,是为确保产品的性能,寿命、可靠性、安全性、经济性,尺寸和外观是否满足明确和隐含要求而制定的一个准则.2.分类检验标准一般分为内部检验标准和外部检验标准,外部检验标准又可分为客户检验标准和行业检验标准。
3.检验标准的定义a.保证产品质量的一致性。
b.为公司节约成本。
c.减少社会资源浪费.d.方便客户寻找替代品.e.为检验员判断产品某一特性是否合格提供依据。
4.检验标准书包括的项目4.1基本项目:公司名称,文件名称,发行日期,发行版本,文件编号,产品名称,产品料号,检验工程站别名称,检验项目,检验标准,检验方法,检验环境和设施,检验频率,制定者,审核人。
5.重要项目说明a.产品名称,产品料号,文件编号一方面为了查找,另一方面区别与其他产品,相当于一种产品的代号.b.检验方法包括目视、量测、实验。
其中量测和实验是借用二次元投影机,厚薄规推拉力计等仪器设备来完成检验。
c.使用表单通常是检验者记录检验结果的表单,记录内容包括:产品名称、规格、批量、编号、使用仪器、设备、检验时间、检验人、检验结果数据、检验结果.d.检验频率是指对总样本数抽多少的一个比率或间隔多长时间抽取一定的样本数。
e.严重度分危害,严重,轻微。
危害指对人的生命安全造成一定影响;严重指完全或部分影响使用,轻微指不会影响使用,但存在一些瑕疵使客户的满意度降低。
f.制定栏目填写制定此SIP的品质工程师自己的名字,审核和核准栏目为品质部门的主管填写。
g.尺寸是客户对某一产品的长度,宽度,弧度等特性的要求,其检验标准栏填写客户要求这些特性和允许的公差。
6.如何制作一份完整的SIP?6.1.如何识别产品的质量特性中的固有特性和不合格特性?产品的质量特性分为固有特性和不合格特性。
固有特性指客户在外观,结构,性能,可靠度等方面可区分的要求,及制造过程中不可避免的特征,比如产品某些位置的凹凸,不连续,产品组合后的间隙等都属于质量特性中的固有特性。
SIP标准版本

附图说明
注 塑 检 验 规 范 Injection Molding SIP
检验项目 材质&结构 序号 1 1 2 3 4 尺寸&功能
5 6 7 8 1 外观检验 2 1 检验条件 2 1 产品装放&标示 2 标示卡的品名﹑料号、生产日期等要求正确 需检查项打“ √ ”。 蓝色胶框盒装放、放有标示卡 模痕、有感刮伤、明显缩水不允許. 10# 13# 14# 重量 14.08±0.05 5.85±0.05 14.0-0.1 5.64±0.06g 2# 3# 5# 6# 图位 检测内容 SSB6-85 6.04±0.05 14.15±0.05 10.65±0.05 11.55±0.05
修改履历 版本 修认:
作成:
作成日期:
FM-EC-03-A
文件编号:HR-SIP-079
工站﹕成型IPQC 品名:吊钩1
页
次﹕1 OF 1 注塑胚
量具 目视 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 电子称 目视
允收标准 参照标准样品 5.99~6.09mm 14.10~14.20mm 10.60~10.70mm 11.50~11.60mm 14.03~14.13mm 5.80~5.90mm 13.90~14.0mm 5.58~5.70g 参照标准样品
检验 工序来料/加料确认
初/终 物
巡检
自检
√ √ √ √
√ √ √ √ √ √ √ √ √ √ √
√
初/终物检验:1模 巡 检: 1模/2H
√ √ √ √ √
产品无开裂、破损、缺料、错位 、多料、孔洞、凸点、变形等.
初/终物检查:2模 巡回检查:5模/2H
√ √
√ √
目视
检验标准(SIP)
严重(MAJ)
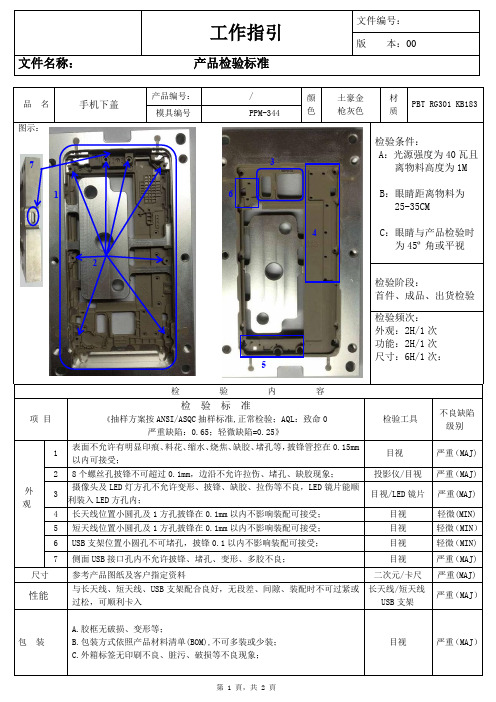
4
长天线位置小圆孔及1方孔披锋在0.1mm以内不影响装配可接受;
目视
轻微(MIN)
5
短天线位置小圆孔及1方孔披锋在0.1mm以内不影响装配可接受;
目视
轻微(MIN)
6
USB支架位置小圆孔不可堵孔,披锋0.1以内不影响装配可接受;
目视
轻微(MIN)
7
侧面USB接口孔内不允许披锋、堵孔、变形、多胶不良;
检验条件:
A:A:光源强度为40瓦且离物料高度为1M
B:眼睛距离物料为25-35CM
C:眼睛与产品检验时为45º角或平视
检验阶段:
首件、成品、出货检验
检验频次:
外观:2H/1次
功能:2H/1次
尺寸:6H/1次:
检验内容
项目
检验标准
《抽样方案按ANSI/ASQC抽样标准,正常检验;AQL:致命0
严重缺陷:0.65;轻微缺陷=0.25》
目视
严重(MAJ)
注意事项
1、在检查和包装产品过程中,拿取产品时要注意轻拿轻放,切勿碰撞;
2、在检查过程中不可用手按压产品;
3、检查全过程,必须严格按照要求执行;
4、标签字迹工整、清晰,无涂改;
5、外箱要清洁,叠放要整齐,标签面向外,无积压变形,高度在2米以下。
产品不良履历图片揭示
文件变更履历
变更时间
目视严重maj尺寸参考产品图纸及客户指定资料二次元卡尺严重maj性能与长天线短天线usb支架配合良好无段差间隙装配时不可过紧或长天线短天线usb支架严重maj包装外箱标签无印刷不良脏污破损等不良现象
品名
手机下盖
产品编号:
/
颜色
sip塑胶外壳检验指导书

品名:移动电源型号文件编号
版本
客户: /通用版本XY-WI-D-10(塑胶)通用版本
图示
序号123
序号123
4
56789序号12
34
XXX电子有限公司SIP检验指导书
塑胶检验流程:
1.核对样品与BOM单是否OK
2.看表面是否有/手指文/压伤/丝印不良/刮花/脏污/色差/亮点/变形/流文等不良。
3.使用色卡对颜色的确认是否OK并对丝印做酒精耐磨测试看丝印或橡胶油是否有脱落现象。
4.使用卡尺外观的测量是否与样品相同。
制作: 审核: 核准:
产品名称及编
号
塑胶/外壳
抽样计划SIP检验指导书
塑胶/外壳检验标准
产品名称
MTL STD-105E(G=11)正常检验单次抽样,CR:AQL=0.65MI:AQL=1.5
测试丝印
酒精耐磨测试
检验项目检验工具外观卡尺品质重点管控不良项目
检验要求说明
外壳不能有 缩水/刮伤,(轻微刮伤可接受≥3mm 以下)
不允许有毛边/手指文/压伤/丝印不良/刮花/脏污/色差/亮点/变形/流文等不良
通用版本外壳/吸塑
版本更新
编制日期页数2017.6.16共1页材料编号材料名称看表面是否有/手指文/ 压伤/丝印不良/刮花/ 脏污/色差/亮点/变形/
使用色卡对颜色的确认是否OK 并对丝印做酒精耐磨测试看丝印 或橡胶油是否有脱落现象。
检验标准(SIP)

MAJ
2
MAJ
3
尺寸量测
4
9 1.产品无错装、多装、少装 2.包装箱无残留标签、无破损无脏污,包装 包装检验 箱规格为成品大号箱,每箱 140pcs.共4层,每层35pcs.每层之间用隔板隔 开
目视
MAJ
修 版 记 录
版次
修订内容
修订者
修订日期
核准:
制定:
东莞市南林智能科技有限公司
检验标准指导书(SIP)
产品名称: 产品图号: 简图: 客户: 版本:A0 发行日期:2018-09-27 页数:第1页 共1页
项次 1
检查规格
检验依据/方法
缺陷等级
-0 -0 1.外观:产品无毛边、缺料、裂纹、拉模、冷隔、变形、脏污和油污等现 工程图纸、限度样 象 2.牙纹:① T规轻松旋转通过.② Z规旋转无法通过且进入牙孔深度不 品/目视、实配、 外观检验 得超过4个牙纹.③无滑牙、无漏攻牙、无牙纹损坏、无牙孔倾斜、牙孔内 螺纹塞规 无铝屑.④对攻牙孔进行全检并打点标识。
性能检测 1.破坏力测试:300kgf.cm以内产品不得断裂。2.重量测试:194.6±5g NO. 1 2 3 4 5 6 7 8 尺寸标准 46.00±0.1 34.00±0.1 6.02+0.05/-0.00 M3、M4 检验工具 游标卡尺 游标卡尺 游标卡尺 螺纹塞规 缺陷等级 MAJ MAJ MAJ MAJ 破坏力测试SOP/推 拉力计、电子称 备注
外观检验SIP
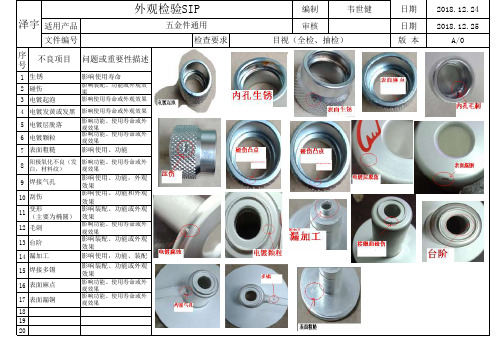
编制韦世健日期2018.12.24适用产品审核日期2018.12.25文件编号版 本A/0序号123456789101112131415161718
19
20外观检验SIP
五金件通用检查要求目视(全检、抽检)不良项目问题或重要性描述
生锈影响使用寿命
碰伤影响装配、功能或外观效
果电镀起泡
影响使用寿命或外观效果电镀发黄或发黑影响使用寿命或外观效果电镀层脱落
影响功能、使用寿命或外观效果电镀颗粒
影响功能、使用寿命或外观效果表面粗糙
影响使用、功能阳极氧化不良(发白,材料纹)
影响功能、使用寿命或外观效果台阶
影响装配、功能或外观效果漏加工
影响使用,功能、装配焊接气孔影响使用、功能,外观
效果
刮伤影响使用、功能和外观效果
变形(主要为椭圆)影响装配、功能或外观效果
泽宇
焊接多锡
影响装配、功能或外观效果表面麻点
影响功能、使用寿命或外观效果表面漏铜
影响功能、使用寿命或外观效果毛刺
影响功能、使用寿命或外观效果。
标准检验指导书(SIP)

文件编号 /版本 按照AOLMIL-STD-105E抽样检验
图示 本标准适用范围
良品与不良图片
4 尺 寸
4.1:在客户无要求时,正常做货时则不需测量尺寸,新模打样时参照工程 图纸测量。
5 包
5.1:包装按照订单要求包装。
注意事项
1.观查作业员操作机器时是否按照作业指导书(SOP)操作。 2.检查每模有几种产品,对每种产品的颜色注意是否摆放正确。 3.检查对需要丝印的产品出模后是否完整?有无摆放整齐。 4.检查作业员撒毛边时手法是否正确。 5.检查包装时是否按照订单要求包装。
1.3:需丝印的产品出模数一定要完整,不能有裂开或断裂。
2 结 2.1:参照工程图纸及样板为准。 构
3.1:产品拉力的长度应达到产品本身长度的2.5倍,不能有断裂现象。比如 3 产品本身20mm,需拉伸50mm不能断裂为OK。 功 能 3.2:胶的硬度要求为40℃±2℃,但拉伸后需回原形。回形时间不能太慢,
制作
确认
Page:1/1 审核
生效日期
硅胶制程过程
图2Βιβλιοθήκη 检验內容Vincent(HongKong)Industrial CO.LTD
客户名称
标准 检 验 指导书 Standard Inspection Procedure(SIP)
产品名称
产品规格
模具编号
产品编号
制程检验频率
每2小时检查2模或每个形状各10PCS
包装检验
检验內容
1.1:表面无明显杂色、斑点、脏污及渗杂异物、填充不足、变色等不良, 产品颜色与样板对比无明显偏差。(光源600-900LUX,30-40W.时间5S,距离 1 30-40CM) 外 观 1.2:撒毛边后产品不能有刀口,毛边等不良缺陷。
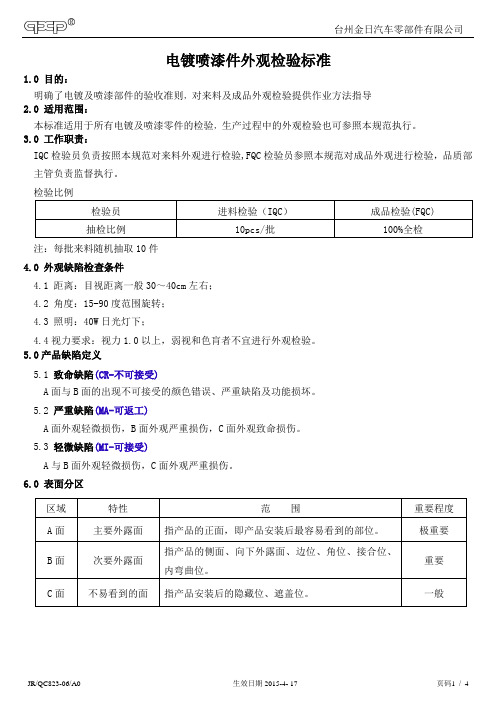
标准检验指导书(SIP)-钣金(薄板件)

制 作确 认审 核按订单材质、厚度:按图纸规 格 :与BOM一致产品名称;生效日期 :项 目检验方法缺陷等级目 测Ma 目 测Ma 戴棉纱手套检验无棉絮产生Ma 目 测Mi 目测/测量MaNO.检验项NO.检验项检验工具缺陷等级1材料厚度4孔径千分尺/卡尺Cr 2外形尺寸5孔距卡尺/卷尺Ma 3沉孔尺寸6沉孔角度和方向卡尺/适配Ma 目 测Mi 目 测Mi12345目 测Standard Inspection Procedure(SIP)2.1所有尖角到钝,但不能倒成圆角;2.2所有外面毛刺必须去除,以手摸无刮手感觉为宜;检验频率:工序自检检验內容2.4外表面不得有明显划痕、划伤、变形等;2.5腰孔允许锯齿状加工痕,但最小尺寸不得小于图纸尺寸要求(图纸有明确要求的除外)。
4.1按要求合理摆放、注意防护、正反面;4.2作好物料标识,图纸随料周转。
Ma 1.2材料表面平整、光滑、颜色均匀一致;1.3镀锌板表面花纹一致,锌层不得有明显划伤、黑点等。
1.1材料表面无明显杂色、斑点、脏污及渗杂异物,不得有压伤、锈斑、明显划痕、变形、鼓包等缺陷;本标准适用工序:订单号:设备编号:产品编号 :物料编码:与BOM一致检验类别:2018/5/18与BOM、图纸一致与BOM一致激光、数冲(下料) 、钻床(沉孔)不 良 品 图 示①材料检验②产品外观备注:以上外表面毛坯件允许轻微的擦伤或划伤,但不得影响喷涂后的整体效果(图纸有明确要求的除外);A级表面:客户在生产装配时能直接正视的外部表面(正面、侧面);B级表面:不明显的外部和开启后,就能正视的内部表面(内侧面、背面);2.3冲网孔工件表面不得有明显起伏及鼓包;③尺寸④包装注意事项1.作业员操作机器时严格按照(SOP)操作;2.检查订单有几种产品(物料),注意产品的区分,防止混料;3.外观要求较高的物料(比如镀锌板、拉丝不锈钢、覆膜板、铝板等~)采取必要的包装隔离措施以免产生划痕、划伤、压伤、擦伤、变形等;4.后工序要进行加工的物料,数控编程时应预留合理的加工余量;5.对于尺寸精度要求较高的工件要提前考虑好激光数冲加工后的变形量;6.沉孔不得呈三角形、多边形,沉孔内不得有毛刺,以平头或沉头螺丝不凸起为备 注(外观说明及检测要求)产品A面、B面无划痕、划伤(允许轻微划痕划伤,手摸无明显手感且喷涂后不可见),C面喷涂后不可见明显划伤;C级表面:不易察看的内部和外部表面(底部);划伤锈斑变形毛刺制 作确 认审 核按订单材质、厚度:按图纸规 格 :与BOM一致产品名称;生效日期 :项 目检验方法缺陷等级目 测Ma 目 测Ma 目 测Ma 目 测Mi 目 测MaNO.检验工具缺陷等级1卡尺+卷尺Ma 2卡尺+卷尺Ma 3角度尺+直角尺Ma 12345Mi检验项折弯后孔到孔的尺寸(关键尺寸);折弯尺寸+外形尺寸+对角线+平面度;折弯方向+折弯角度。
06-SIP电镀喷漆件外观检验标准
电镀喷漆件外观检验标准
1.0 目的:
明确了电镀及喷漆部件的验收准则,对来料及成品外观检验提供作业方法指导
2.0 适用范围:
本标准适用于所有电镀及喷漆零件的检验,生产过程中的外观检验也可参照本规范执行。
3.0 工作职责:
IQC检验员负责按照本规范对来料外观进行检验,FQC检验员参照本规范对成品外观进行检验,品质部主管负责监督执行。
检验比例
注:每批来料随机抽取10件
4.0外观缺陷检查条件
4.1 距离:目视距离一般30~40cm左右;
4.2 角度:15-90度范围旋转;
4.3 照明:40W日光灯下;
4.4视力要求:视力1.0以上,弱视和色肓者不宜进行外观检验。
5.0产品缺陷定义
5.1 致命缺陷(CR-不可接受)
A面与B面的出现不可接受的颜色错误、严重缺陷及功能损坏。
5.2 严重缺陷(MA-可返工)
A面外观轻微损伤,B面外观严重损伤,C面外观致命损伤。
5.3 轻微缺陷(MI-可接受)
A与B面外观轻微损伤,C面外观严重损伤。
6.0 表面分区
7.0 缺陷分类表
8.0质量判定
8.1致命缺陷(CR )可能造成产品退货及功能异常不可接受;严重缺陷(MA )属于不良品但可返工后再次判定;轻微缺陷(MI)不影响产品整体美观及功能属于良品可以接受。
9.0外观不良示例
漆面不平流漆
凹凸点漆面有赃物
磕碰伤。
产品检验标准(sip)

产品检验标准(sip)一、概述本产品检验标准(SIP,Standard Operating Procedure)旨在为生产过程中产品质量的控制提供明确、规范的操作指南。
本标准适用于所有涉及本产品的生产、检验、包装、储存等环节,以确保产品质量符合客户要求和法规标准。
二、目的* 确保产品符合设计要求和质量标准;* 规范生产过程中的操作流程,提高生产效率;* 防止不合格品流入市场,保护消费者权益。
三、适用范围* 本标准适用于所有涉及本产品的生产、检验、包装、储存环节;* 特殊情况下,可根据产品特性和客户需求进行调整。
四、基本原则* 遵循国家及地方相关法规标准,确保产品质量安全;* 明确各项操作步骤和要求,确保生产过程的规范性;* 定期对生产现场进行巡检,发现问题及时处理。
五、生产环境要求* 生产车间应保持清洁、干燥、通风良好,无尘土、无异味;* 设备设施应定期维护保养,确保正常运行;* 温度和湿度应符合产品要求,必要时采取措施进行调控。
六、生产设备要求* 设备应定期校准和维护,确保精度和稳定性;* 设备操作规程应明确,操作人员应经过培训;* 设备异常应及时报告并处理,防止影响产品质量。
七、检验工具和试剂要求* 检验工具应定期校准,确保精度;* 试剂应按规定存放和使用,确保安全性;* 检验过程中产生的废弃物应按规定处理。
八、产品检验流程1. 外观检验:产品外观应无明显缺陷,符合设计要求;2. 功能测试:产品应具备预期功能,无明显异常;3. 耐压测试:产品在规定压力下应保持稳定,无明显泄漏;4. 稳定性试验:产品在长时间使用或存储后,性能应无明显衰减。
九、不合格品处理1. 检验中发现的不合格品应及时隔离,并记录相关信息;2. 应对不合格品进行详细分析,找出问题根源,采取相应措施防止再次发生;3. 对客户投诉的问题,应及时响应并采取有效措施解决,确保客户满意度。
十、文件和记录要求1. 生产过程中应形成相关文件和记录,包括生产计划、操作记录、检验结果等;2. 记录应真实、完整、可追溯,并按规定保存;3. 定期对记录进行检查和分析,确保生产过程的合规性和稳定性。
SIP点火线圈外观检验标准

7、成品外观缺陷表面的分类、定义和标准:
7.1 A壳
A:在A壳表面,有一个缺陷(点、划痕、凹痕、凸起、气泡等)大于0.3mm(与面壳有颜色对比的缺陷)或0.5mm(与面壳颜色相同的缺陷)拒收。
B:在A壳表面有两个或两个以上缺陷其和大于0.3mm(与面壳有颜色对比的缺陷)或0.5mm(与面壳颜色无对比的缺陷)拒收。
严重
14
包装所有材料中有多余的其它贴纸
严重
15
贴纸有严重翘角或无粘性,位置贴错,方向贴反
严重
16
贴纸轻微翘角,倾斜使用户感到不满意,但影响不在,倾斜角度小于20度者
轻微
17
外壳印字字体错误或字体不可辨认
严重
18
外壳、镜片上印刷字体可辨认,但有此模糊
轻微
19
镭射印字有错、漏印、严重重影及缺损等不良现象
H:配件脏污,有异物有损破拒收。
I:塑胶壳有漏光拒收。
9.不良现象与判定类别:
序号
不良现象
判定结果
1
封箱胶纸严重撕破,或漏贴封箱胶纸,有可能使彩盒掉出外箱
严重
2
封箱胶纸不很严重撕破,或贴斜封箱胶纸
轻微
3
虽有封箱胶纸,但胶纸粘贴力不足
轻微
4
漏装、漏贴、装错、贴错任何物料,配件
严重
5
连接线或其它电源线皮烂,可以看到内部之铜线
7.1对五金配件产品表面的缺陷描述:
水泡、褪色、掉漆、水纹、漆面粗糙、漆面污点、漆面划伤和损坏。
7.2对塑料件缺陷的描述:
凹痕、熔接痕、划伤、污物、缺损、合模线、破坏、点、色差。
7.3对镭射印字缺陷的描述:
字体重叠、印字不全、印字不正、字体周围有多余印迹、印字字体水波纹、字体断线。
SIP 检验标准书模板
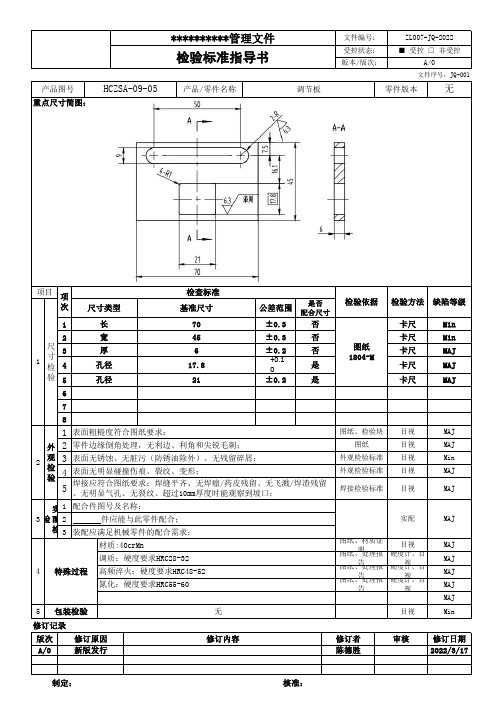
12345678123451235制定:核准:特殊过程检验标准指导书重点尺寸简图:检验依据检验方法缺陷等级234尺寸检验外观检验实配检验A/0新版发行陈德胜2022/3/17修订记录版次修订原因修订内容修订者审核修订日期MAJ 包装检验无目视Min高频淬火:硬度要求HRC48-52图纸、处理报告硬度计、目视MAJ 氮化:硬度要求HRC55-60图纸、处理报告硬度计、目视MAJ 装配应满足机械零件的配合需求;材质:40crMn图纸、材质证明目视MAJ 调质:硬度要求HRC28-32图纸、处理报告硬度计、目视MAJ 焊接应符合图纸要求:焊缝平齐、无焊瘤/药皮残留、无飞溅/焊渣残留、无明显气孔、无裂纹、超过10mm厚度时能观察到坡口;焊接检验标准目视MAJ配合件图号及名称:件应能与此零件配合;实配MAJ表面无锈蚀、无脏污(防锈油除外)、无残留碎屑;外观检验标准目视Min 表面无明显碰撞伤痕、裂纹、变形;外观检验标准目视MAJ 表面粗糙度符合图纸要求;图纸、检验块目视MAJ 零件边缘倒角处理,无利边、利角和尖锐毛刺;图纸目视MAJ 孔径21±0.2是卡尺MAJ图纸1804-M孔径17.8 是卡尺MAJ 厚6±0.2否卡尺MAJ 宽45±0.3否卡尺Min 长70±0.3否卡尺Min 项目检查标准尺寸类型基准尺寸公差范围是否配合尺寸1项次文件序号:JQ-001产品图号HCZSA-09-05产品/零件名称调节板零件版本无**********管理文件文件编号:ZL007-JQ-2022受控状态:■ 受控 □ 非受控版本/版次:A/0+0.10。
焊锡外观检验指导书SIP

版次:A
编制
审核
会签
页次 1/1 批准良品图示Fra bibliotek不良品图示
判定基准 外侧锡膏一圈有锡OK
外侧锡膏一圈未满为NG 铆点内侧一圈有锡OK
铆点内侧一圈没锡NG 框架面与插座焊锡处 无缝隙为OK
一侧有缝隙为NG 框架面与插座焊锡处 无缝隙为OK
一侧有缝隙为NG
变更原因/内容
修订人
公司 LOGO
检查项目 框架锡镏
框架侧面 框架插脚
螺纹锡镏
插座外圈 及插脚面
插座台阶 侧面
修订履历
(6.5)
XXX铜业有限公司
良品图示
不良品图示
(14.5) (6.5)
版次
修订日期
焊锡外观检验判定基准书
判定基准
检查项目
蓝色区域内允许有锡
框架外侧锡 焊锡状况
红色区域内不能有锡 蓝色区域内允许有锡
铆点内侧 焊锡状况
红色区域内不能有锡 红色区域内不能有锡
焊锡部位
插座上有锡镏为NG 插座外侧一圈锡为OK
焊锡部位
红色区域内不能有锡 红色区域内允许有锡 厚度不能超过0.25mm
红色区域内有锡 超过0.25mm为不良
变更原因/内容
检验判定基准书
表单编号:FR-CPT-W001-007/1 REV:A
文件编号: SR-OI-R-027-03
SIP检验标准书格式范本
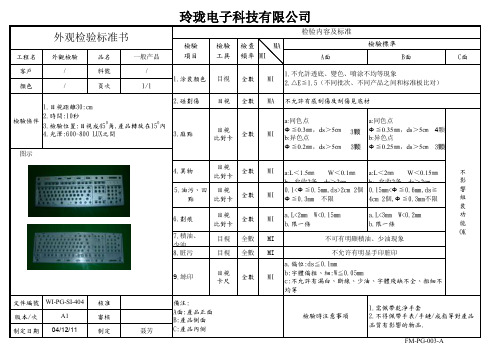
工程名外觀檢驗品名一般产品A面B面C面客戶/料號/顏色/頁次1/12.碰劃傷目視全數MA图示7.積油、少油目視全數MI8.脏污目視全數MI文件編號WI-PG-SI-404核准版本/次A1審核制定日期04/12/11制定聂芳備注:A面:產品正面B:產品側面C:產品內側檢驗時注意事項全數MI4.異物目視比對卡全數1.不允許透底、變色、噴涂不均等現象2.△E≦1.5(不同批次、不同产品之间和标准板比对)不允許有感刮傷及刮傷見底材全數檢驗條件1.目視距離30:cm2.時間:10秒3.檢驗位置:目視成450角,產品轉放在150內4.光澤:600~800 LUX之間1.涂裝顏色目視3.麻點目視比對卡MIMI玲珑电子科技有限公司MAMI檢驗標準外观检验标准书检验内容及标准檢驗項目檢驗工具檢查頻率9.絲印目視卡尺全數5.油污、凹點目視比對卡全數6.劃痕目視比對卡全數MI1.需佩帶乾淨手套2.不得佩帶手表/手鏈/戒指等對產品品質有影響的物品.不影響組裝功能OKa.L<2mm W<0.15mmb.限一條0.1<Φ≦0.5mm,ds>2cm 2個Φ≦0.3mm 不限0.15mm<Φ≦0.6mm,ds≧4cm 2個,Φ≦0.3mm不限a.偏位:ds≦0.1mmb:字體偏粗、細:W≦0.05mmc:不允許有漏白、斷線、少油、字體殘缺不全、粗細不均等MIMI不可有明顯積油、少油現象不允许有明显手印脏印a.L<3mm W<0.2mmb.限一條a:同色点Φ≦0.3㎜,ds>5㎝b:异色点Φ≦0.2㎜,ds>5㎝a:同色点Φ≦0.35㎜,ds>5㎝b:异色点Φ≦0.25㎜,ds>5㎝a:L<1.5㎜ W<0.1㎜b:允收2条,ds>2㎝a:L<2㎜ W<0.15㎜b:允收2条,ds>2㎝3颗3颗4颗3颗。
检验指导书(SIP样板)

成品图
mm 首件
巡检
出检
114
2153164175186二
次1972082192210231124122513
26
AQL
检验项目检验标准下工序
本工序上工序
见5/5页《外观检验指导书》
检测工具备注
产品名称料号规格检验项目检验标准检测工具0.4
备注说明:
首件检查指:模具有更换、突发停电重新启动、机台维修后必须进行首件检查OK后方可进入正常量产。
巡回检查指:制成中QC每小时对现场进行巡检,尺寸每次5pcs,外观每次20pcs.
No No 5pcs 5分钟/1次
GB2828加
严抽
样标准
外观
2-30°±0.5二次元
1.8±0.1二次元4-R0.2±0.05二次元4.9±0.1二次元3.9±0.05二次元2-R0.7±0.1
4.3±0.05
二次元0.8﹢0/-0.1二次元
0.9±0.05二次元2-2.5±0.1二次元5.9±0.1二次元图示:
单位检查频度7.4±0.1二次元制 订
审核
修订2014/4/11
版次
A.1
客 户适用部门XXXX有限公司
类别SIP
编号制订2011年 03 月10 日
页码。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
江苏锦绣前程电子科技有限公司
制修日:2014年04月02日
外观检验标准
1 目的:
为了完善我司外观检验标准、及时对接客户要求,从而服务于生产,提升产品制程外观检验能力。
2 范围:
适合于我司外观检验人员本厂制造过程中所有半成品、成品、之进料检验、首件检验、制程检验、出料检验及制程之稽核等皆属之。
3内容:
3.1检验条件
3.2检验规格
3.1检验条件
3.2检验规格
灰尘不允许可擦拭的允许色差不允许参照样品
破裂
NG
玻璃破损
NG
NG
ACF贴合1、产品贴合时无污渍。
水渍、杂点、
指纹、导电面与非导电面无刮伤、划伤
2、ACF贴合前应用鹿皮擦拭有污渍的
产品
3、上下贴合精确,上下偏位±0.15
4、左右偏位《PIN‘1/3’
5、点胶后平滑无杂质、不能在可视区
(AA区内)
目测
热压后外观检验平整无气泡、引线与Sensor粘合紧
密、且压合连接的线路看起来有立体
感,导电热熔胶在压合的边缘会有挤出
来的感觉。
目测
FPC热压拉力测试热压效果良好的Sensor应完全满足拉
力测试的要求,
用拉压力计测试垂直方向所能承
受的拉扯力:为600g
4.定义:无
5.使用表单:
5.1外观检验检验记录表。