澳钢联热镀锌线技术
热镀锌生产线工艺流程

热镀锌生产线工艺流程
先说说这开头的准备工作吧,哇,那可真是不能马虎!得把原材料啥的都准备齐全咯。
我记得刚开始接触这行的时候,就因为少准备了个东西,被师傅狠狠骂了一顿,唉,那叫一个惨呐!
说到这原材料,就不得不提提钢材的挑选。
这钢材的质量可太重要啦,要是挑不好,后面的步骤全白搭!就像盖房子打地基,地基不稳,房子能结实吗?嗯...
然后就是酸洗这一步,那味道,可真够冲的!每次闻到我都忍不住想,这要是能把我鼻子熏失灵了可咋整?哈哈,开个玩笑。
酸洗的时候得控制好时间和酸液的浓度,不然这钢材就给洗坏喽。
接下来是水洗,把酸洗残留的那些酸液啥的都冲干净。
这一步相对简单些,但是也不能掉以轻心哟。
再往后就是热浸镀锌啦!把钢材放进锌液里,那场面,“呲啦呲啦”响,看着可带劲啦!不过这温度可得控制好,我有次就没控制好,结果出来的成品那叫一个惨不忍睹,被老板好一顿批,哼!
从锌液里出来后,还得冷却一下。
这冷却也有讲究,速度不能太快也不能太慢。
我记得好像有一次,冷却速度没把握好,产品的质量就大打折扣了,唉,都是教训呐!
对了,还有个小细节,在整个过程中,一定要注意安全!有个同事不小心烫伤了,那可遭罪了。
我这说着说着,好像有点乱了。
不过没关系,咱继续!
你说这热镀锌工艺,发展到现在,变化可真大。
想当年,技术没这么先进的时候,那可费劲了。
现在可好,各种新设备新方法,不过我这脑子有时候还真跟不上,新玩意儿我还不太明白呢。
要是你在操作过程中遇到问题,别着急,多琢磨琢磨,实在不行,来找我,咱一起想办法!
好啦,我能想到的暂时就这么多,剩下的就靠你自己在实践中摸索啦!。
热镀锌线生产工艺
热镀锌线生产工艺热镀锌线是一种用于防腐的钢线,通过将钢线浸泡在熔化的锌中,形成锌层来保护钢丝,从而增加钢丝的抗腐蚀能力和使用寿命。
热镀锌线广泛应用于建筑、桥梁、高速公路、铁路、公共设施等领域。
热镀锌线的生产工艺一般包括以下几个步骤:原材料准备、表面预处理、镀锌、冷却、整理、质检、包装。
第一步,原材料准备。
热镀锌线的主要原材料是优质的低碳钢丝。
钢丝通常经过拉拔、扭制、剃刀切割等工艺加工得到。
这些工艺可以改善钢丝的表面光滑度和机械性能,为后续的镀锌工艺做好准备。
第二步,表面预处理。
为了提高钢丝与锌层的结合力,钢丝表面需要进行预处理。
一般情况下,钢丝会先经过酸洗,去除表面的氧化物和杂质,然后经过冲洗和除油等工艺,确保表面干净无油污。
这些工艺可以提高钢丝与镀层的附着力,确保镀层的质量。
第三步,镀锌。
将经过预处理的钢丝浸入熔融的锌液中进行镀锌。
镀锌采用热浸镀法,即将钢丝完全浸入熔化的锌液中,通过化学反应使钢丝表面形成一层锌层。
锌液中的温度和锌层的厚度根据需求进行控制。
一般情况下,锌液温度保持在450-460℃,锌层厚度在60-70微米左右。
第四步,冷却。
浸镀完成后,将镀锌的钢丝从锌液中取出,并通过冷水冷却。
冷却有助于固化镀层,提高镀层的的稳定性和耐腐蚀性能。
第五步,整理。
冷却后的镀锌钢丝需要进行整理,即对线材进行张力平整和修剪。
整理是为了去除线材表面的杂质和外观缺陷,提高线材的外观质量和使用寿命。
第六步,质检。
镀锌线的质检工作非常重要,质检主要包括外观检查、尺寸检查、机械性能测试等。
只有通过质检合格的产品才能进入下一个环节。
第七步,包装。
合格的镀锌线经过质检后,需要进行包装。
一般情况下,镀锌线会根据尺寸和长度进行捆扎包装,然后装入纸箱或木箱。
包装的目的是保护产品免受损坏和腐蚀。
总结来说,热镀锌线的生产工艺包括原材料准备、表面预处理、镀锌、冷却、整理、质检和包装等多个环节。
每个环节都非常重要,任何一个环节的问题都可能影响到最终产品的质量。
热镀锌线与工艺操作流程
热镀锌线与工艺操作流程热镀锌线是一种将锌层均匀附着在钢线表面以保护钢线不受腐蚀的处理方法。
其工艺操作流程主要包括前处理、热浸镀锌、冷却和后处理等步骤。
一、前处理:1.钢线入库检验:对钢线进行分类、检查质量,将符合标准的钢线送入下一步处理。
2.清洗:将钢线浸入酸洗槽中,清除表面污染物,如油脂、铁锈等。
3.除锈:使用化学溶液对钢线进行除锈处理,除去表面的氧化物,使其表面更易与锌层结合。
二、热浸镀锌:1.预热:将钢线送入预热炉中,预热至适宜温度,以保证热浸镀锌的效果。
2.酸洗槽:将预热后的钢线浸入酸洗槽中,去除表面的氧化物和杂质。
3.预镀锌槽:将经过酸洗的钢线入浴镀锌槽,通过电解作用将锌在钢线表面沉积形成初次保护层,提高热镀锌效果。
4.形电镀:将预镀锌的钢线经过电解作用,调整均匀度,保证沉积的锌层均匀分布。
5.热浸锌槽:将经过形电镀的钢线送入热浸锌槽中,通过浸入熔融态锌中,使锌在钢线表面重新沉积,形成整体的均匀锌层。
6.拔出:将热浸的钢线从热浸锌槽中拔出,使其减少在浸镀槽中停留时间,避免产生不均匀的锌层。
三、冷却:1.冷却槽:将热浸的钢线送入冷却槽中进行快速冷却,使其温度降低,从而使锌层凝固。
2.风冷:将经过冷却的钢线通过风机进行自然风冷,使其完全凝固,并保持其均匀性。
四、后处理:1.过酸洗:将冷却后的钢线浸入酸洗槽中,去除钢线表面的白锈。
2.水洗:将过酸洗后的钢线使用清水进行冲洗,确保表面洁净。
3.烘干:将洗净的钢线送入烘干炉中,去除表面水分,防止锌层产生氧化。
4.检验:对烘干后的钢线进行外观检查、厚度测量,以保证镀锌质量符合标准要求。
5.包装:将通过检验的镀锌线进行分装、包装,标记相关信息,方便存储和运输。
总结:热镀锌线的工艺操作流程主要包括前处理、热浸镀锌、冷却和后处理等步骤。
通过以上步骤处理后的热镀锌线具有可靠的防腐蚀性能,可广泛应用于建筑、制造业等领域。
热镀锌施工工艺及品控要点
热镀锌施工工艺及品控要点1.清洗:首先要对钢材进行清洗,去除钢材表面的油污和杂质。
清洗可以采用浸泡或喷洗的方式,使钢材表面净化。
2.打磨:清洗完毕后,需要对钢材表面进行打磨,去除表面的锈蚀和氧化层,使得锌涂层能够更好地与钢材表面结合。
3.预处理:打磨完毕后,需要对钢材进行预处理。
一般采用酸洗或喷射清理的方法,去除钢材表面的氧化物,增加镀锌的附着力。
4.浸泡:将预处理完的钢材通过吊篮或者滚筒浸入熔融的锌液中。
锌液的温度一般在440°C左右。
5.出锌:浸泡一定时间后,将钢材从锌液中取出,将多余的锌液滴落,然后钢材通过气刀吹干。
6.检验:热镀锌完成后,需要对镀锌层进行检验。
可以采用外观检验、厚度测量、附着力测试等方法,确保镀锌层的质量符合要求。
1.原材料检验:在选择钢材时,要对原材料进行检验,主要包括成分分析、力学性能、表面缺陷等方面的测试。
只有符合要求的钢材才能进行后续的热镀锌施工。
2.检验设备:为了保证热镀锌的质量,需要配备合适的检验设备,包括外观检验仪器、厚度测量仪器、附着力测试仪器等。
同时,检验设备需要定期校准,确保其准确性。
3.生产过程控制:在整个热镀锌施工过程中,要严格控制每个环节的操作过程。
包括清洗、打磨、预处理、浸泡、出锌等各个步骤,都要按照规定的工艺进行操作。
4.工艺参数控制:在热镀锌施工中,有一些关键的工艺参数需要控制,包括浸泡时间、浸泡温度、浸泡速度等。
这些参数对镀层的厚度、均匀性和附着力都有影响,需要严格控制。
5.严格检验要求:对于热镀锌施工完成的产品,要进行严格的检验。
只有符合要求的产品才能出厂,确保产品质量。
6.定期维护:热镀锌设备需要定期维护,保持设备的正常运转。
同时,要对生产过程中的各个环节进行回顾和总结,及时进行改进。
总结:。
钢结构热镀锌通用工艺规程
熱鍍鋅工藝規程1主題內容和適用範圍本承包工程擬採用外鍍鋅廠家作為外協廠。
同時制定本規程以制約外協廠來保證鍍鋅質量。
本規程規定了澳門輕軌C360標段半圍封結構及緊急逃生通道鋼構件鍍鋅應遵守的基本規則。
本規程適用於鋼柱、鋼樑、支撐等熱浸鍍鋅。
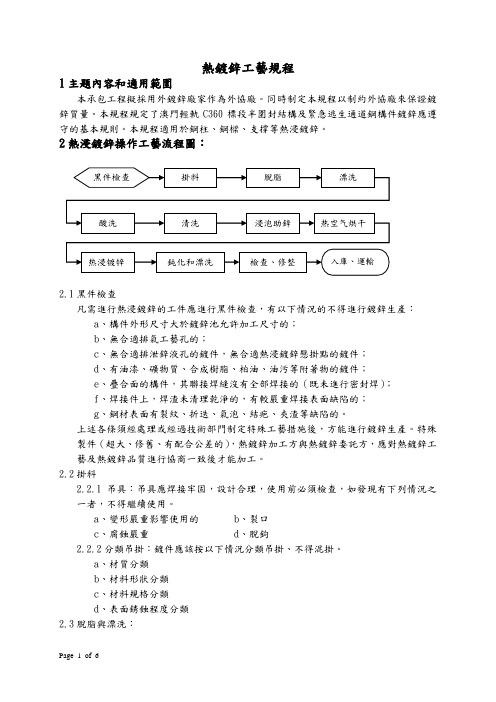
2熱浸鍍鋅操作工藝流程圖:2.1黑件檢查凡需進行熱浸鍍鋅的工件應進行黑件檢查,有以下情況的不得進行鍍鋅生產:a、構件外形尺寸大於鍍鋅池允許加工尺寸的;b、無合適排氣工藝孔的;c、無合適排泄鋅液孔的鍍件,無合適熱浸鍍鋅懸掛點的鍍件;d、有油漆、礦物質、合成樹脂、柏油、油污等附著物的鍍件;e、疊合面的構件,其聯接焊縫沒有全部焊接的(既未進行密封焊);f、焊接件上,焊渣未清理乾淨的,有較嚴重焊接表面缺陷的;g、鋼材表面有裂紋、折迭、氣泡、結疤、夾渣等缺陷的。
上述各條須經處理或經過技術部門制定特殊工藝措施後,方能進行鍍鋅生產。
特殊製件(超大、修舊、有配合公差的),熱鍍鋅加工方與熱鍍鋅委託方,應對熱鍍鋅工藝及熱鍍鋅品質進行協商一致後才能加工。
2.2掛料2.2.1吊具:吊具應焊接牢固,設計合理,使用前必須檢查,如發現有下列情況之一者,不得繼續使用。
a、變形嚴重影響使用的b、裂口c、腐蝕嚴重d、脫鉤2.2.2分類吊掛:鍍件應該按以下情況分類吊掛、不得混掛。
a、材質分類b、材料形狀分類c、材料規格分類d、表面銹蝕程度分類2.3脫脂與漂洗:待鍍件表面附有明顯油污的需進行脫脂處理。
2.3.1脫脂液的配方為:氫氧化鈉50—150克/升矽酸鈉30—50克/升其餘為水脫脂液溫度為60攝氏度—80攝氏度,脫脂時間為10—15分鐘2.3.2脫脂液應保持清潔,表面油脂液濃度根據化驗結果調整,每週化驗一次並及時補充堿液,脫脂液由換熱器間接加熱。
2.3.3對表面附有脫脂液不能去除的礦物質、合成樹脂、柏油等附著物的鍍件應採用其他特殊方法清除。
2.3.4脫脂後的鍍件必須在流動的清水中進行漂洗,上下串動三次以上,漂洗水應保持清潔,PH值小於9。
钢管热镀锌生产线技术操作规程

钢管热镀锌生产线技术操作规程一、前言钢管热镀锌生产线是用于生产热镀锌钢管的重要设备,其操作规程对于保证生产质量、提高生产效率至关重要。
本文将详细介绍钢管热镀锌生产线的技术操作规程,以便操作人员能够严格按照规程进行操作,确保生产过程安全、稳定、高效。
二、设备准备1. 在进行生产前,需要对钢管热镀锌生产线进行全面的检查和维护,确保设备处于良好的工作状态。
检查包括但不限于设备的润滑情况、电气设备的接线是否松动、防护装置是否完好等。
2. 检查工作场地的环境卫生情况,清理杂物和易燃易爆物品,确保生产场地整洁、安全。
3. 确保所有操作人员已经接受了相关的安全培训,了解设备的操作规程和安全注意事项。
三、生产操作1. 启动设备前,先进行空载试运转,确保设备运转正常、无异常声音和振动。
2. 对于不同规格的钢管,需要根据生产要求调整设备的参数,包括热镀锌温度、镀锌速度等。
3. 在进行热镀锌生产时,操作人员需严格按照工艺要求进行操作,确保镀层的厚度和均匀性。
4. 定期对设备进行检查和维护,及时处理设备的故障和异常情况,确保设备的稳定运行。
5. 在生产过程中,严格遵守安全操作规程,禁止在设备运行时进行维修和调整。
四、质量控制1. 对于生产出的热镀锌钢管,需要进行严格的质量检验,包括外观质量、镀锌层厚度、镀层附着力等。
2. 对于不合格品,需要进行及时处理和记录,找出问题的原因并进行改进。
3. 对于合格品,需要进行包装、标识和入库,确保产品质量符合标准要求。
五、安全防护1. 在操作钢管热镀锌生产线时,操作人员需要严格遵守安全操作规程,穿戴好安全防护用具,确保人身安全。
2. 对于设备的安全防护装置,需要经常进行检查和维护,确保其完好有效。
3. 对于设备的电气部分,需要定期进行检查和维护,确保电气设备的安全可靠。
六、总结钢管热镀锌生产线技术操作规程对于保证生产质量和安全生产至关重要。
操作人员需要严格按照规程进行操作,确保设备的稳定运行、产品质量的稳定。
热镀锌工艺流程
热镀锌工艺流程热镀锌是一种通过在钢铁表面涂覆一层锌来防止钢铁氧化的工艺。
热镀锌工艺流程主要包括表面处理、热浸镀锌和后处理等环节。
下面将详细介绍热镀锌工艺流程的各个环节。
首先是表面处理。
在进行热镀锌之前,钢铁表面需要经过严格的处理,以确保镀锌层能够牢固地附着在钢铁表面。
表面处理的主要步骤包括除油、除锈和酸洗。
除油是指将钢铁表面的油污清除干净,通常采用碱性溶液或有机溶剂进行清洗。
除锈是指将钢铁表面的氧化铁清除,通常采用喷砂或酸洗的方式进行处理。
酸洗是指将钢铁表面用酸性溶液进行清洗,以去除表面的氧化皮和其他杂质,使钢铁表面变得光滑。
接下来是热浸镀锌。
经过表面处理的钢铁将被浸入预热的熔融锌中进行镀锌。
在热浸镀锌过程中,钢铁表面会与熔融锌发生化学反应,形成一层锌铁合金层和纯锌层。
这些镀层能够有效地防止钢铁表面的氧化,延长钢铁的使用寿命。
热浸镀锌的温度、时间和镀层厚度都会影响镀层的质量,需要根据具体情况进行调整。
最后是后处理。
热浸镀锌完成后,钢铁表面会形成一层均匀的镀锌层。
但为了进一步提高镀层的质量,通常还需要进行一些后处理工艺。
例如,可以对镀锌层进行抛光、光亮处理或涂漆等,以增加表面的光泽度和美观度。
此外,还可以对镀锌层进行检测,确保其质量符合要求。
总的来说,热镀锌工艺流程包括表面处理、热浸镀锌和后处理三个主要环节。
通过严格控制每个环节的工艺参数和质量要求,可以确保热镀锌的效果符合标准,提高钢铁产品的耐腐蚀性和使用寿命。
希望本文对热镀锌工艺流程有所帮助,谢谢阅读。
热镀锌工艺技术标准
热镀锌工艺技术标准热镀锌是一种将钢结构表面涂覆一层带有锌的工艺,以防止钢材发生腐蚀。
热镀锌技术的标准是为了保证热镀锌的质量和效果,下面将介绍一些热镀锌工艺技术的标准。
首先,热镀锌要符合相关的标准和规范,例如国家标准GB/T 13912-2002《金属覆盖层热浸镀锌钢构件技术要求和试验方法》。
这个标准规定了热镀锌的工艺要求和质量检测方法,对热镀锌的涂层厚度、外观质量、附着力等都有详细的要求。
其次,热镀锌前要对钢材进行预处理,包括除油、除锈等工序。
钢材表面的油污和氧化物会影响热镀锌层的附着力和质量,因此需要对钢材进行清洗和预处理。
一般来说,油污可以通过溶剂或碱洗的方式去除,氧化物可以通过酸洗或机械去除的方式处理。
然后,在预处理完成后,钢材进入热镀锌槽进行热浸镀锌。
热镀锌槽中的锌溶液需要符合相关的质量标准,例如锌含量、铁含量、氯盐含量等。
此外,热浸镀锌的工艺参数也需要控制,包括镀锌温度、镀锌时间、浸渍速度等。
这些参数的控制可以影响到热镀锌层的厚度和质量。
热镀锌后还需要对镀锌层进行质量检验。
常见的检验项目包括镀锌层厚度、外观质量、附着力、耐腐蚀性等。
对于镀锌层厚度的检测,可以使用磁性感应式测厚仪进行测量。
对于外观质量的检测,可以使用目视检查和光照法进行评估。
对于附着力的检测,可以使用刮削、拉拔和冲击等试验方法。
对于耐腐蚀性的检测,可以使用盐雾试验和湿热试验等。
最后,热镀锌后的钢材需要进行包装和运输,以保护镀锌层的质量。
包装一般使用塑料薄膜包装,避免钢材与空气接触。
在运输过程中,要注意避免碰撞和挤压,以防止镀锌层受损。
总之,热镀锌工艺技术的标准是为了保证热镀锌的质量和效果。
通过遵循热镀锌工艺的相关标准和规范,可以确保热镀锌的涂层厚度、外观质量和耐腐蚀性符合要求。
这对于延长钢材的使用寿命和提高工程质量具有重要作用。
热镀锌工艺流程及原理

热镀锌工艺流程及原理热镀锌是一种保护钢铁腐蚀的方法,通过在钢铁表面形成一层锌层来达到防腐的目的。
热镀锌工艺流程主要包括预处理、镀锌和后处理三个步骤。
首先是预处理,其目的是清除钢铁表面的油脂、氧化物和其他杂质,以便于锌层的附着和均匀性。
预处理包括碱洗、酸洗和镇静等步骤。
碱洗主要是使用碱性溶液清洁表面,并去除残留的油脂;酸洗则是使用酸性溶液将氧化物和锈蚀物质溶解;镇静则是利用草酸或陶瓷粉末等溶液来阻止表面的氧化。
接下来是镀锌步骤,镀锌可以通过浸镀或喷涂两种方式进行。
浸镀是将清洗过的钢铁浸入预热的镀锌槽中,槽中的锌溶液中的锌离子会与钢铁表面的铁原子发生电化学反应而形成锌层。
而喷涂则是将预热的钢铁表面喷涂上锌粉,然后加热使锌粉熔化并与钢铁表面反应形成锌层。
浸镀方式具有镀层均匀、质量稳定性好等优点,常用于大批量的生产。
而喷涂方式则适用于细小零件或特殊形状的工件。
最后是后处理,主要是为了提高锌层的光亮度和外观质量。
后处理包括烘干、光亮度调整和冷却等步骤。
烘干是将镀锌后的工件通过烘箱进行加热,除去残留的水分;光亮度调整则是通过化学处理或机械抛光来使锌层表面更加光亮;而冷却则是将工件快速冷却,以稳定锌层。
热镀锌的原理主要是利用锌与钢铁之间的电化学反应,形成一层紧密附着的锌层,从而对钢铁进行防腐。
在预处理中,通过碱洗和酸洗等方法清除钢铁表面的杂质,以利于锌层的附着。
而镀锌过程中,钢铁表面的铁原子与锌离子发生氧化还原反应,产生的锌层具有较好的防腐能力。
后处理则是为了提高锌层的光亮度和外观质量。
总的来说,热镀锌工艺流程包括预处理、镀锌和后处理三个步骤,通过清洁钢铁表面,使锌层与钢铁充分结合,从而实现对钢铁的防腐效果。
热镀锌的原理主要是利用铁与锌之间的电化学反应,形成锌层。
热镀锌工艺具有镀层均匀、防腐能力强等优点,在工业生产和建筑领域得到广泛应用。
热镀锌生产工艺流程
热镀锌生产工艺流程
《热镀锌生产工艺流程》
热镀锌是一种常用的防腐处理方式,特别适用于钢铁制品。
通过在钢铁制品表面镀上一层锌,可以有效防止产品在潮湿环境下发生腐蚀。
以下是热镀锌生产工艺流程的详细介绍。
首先,需要准备好要进行热镀锌处理的钢铁制品。
这些制品首先要进行酸洗处理,以去除表面的油污和锈迹,同时也能有效刺激制品表面与锌涂层之间的结合力。
接下来,制品需要进行热浸镀前处理,包括浸泡在热浸镀前溶液中,然后通过风干或热干燥,以使制品表面适于热浸镀。
接下来是热浸镀锌处理。
钢铁制品被浸入预热至约450°C的镀锌槽中,通常使用的镀锌材料为纯锌。
在槽中,制品与液态锌发生反应,形成一个均匀的锌涂层。
镀锌时间的长短取决于制品的材质和尺寸。
热浸镀锌完成后,需要进行后处理。
这一步骤主要是为了检查镀层的质量,包括均匀性、附着力和厚度。
同时,还需要进行表面处理,包括清洗、烘干和包装。
整个生产工艺流程中需要注意的是,操作人员需要严格遵守安全操作规程,以免发生意外。
同时,设备的维护保养也十分重要,保证设备的正常运转,以确保产品的质量。
总的来说,热镀锌生产工艺流程涉及多个环节,包括前处理、
热浸镀锌和后处理,每个环节都需要严格控制,以确保最终产品的质量。
同时,有效的安全管理和设备维护也是保证生产流程顺利进行的重要因素。
热镀锌生产工艺流程
热镀锌生产工艺流程
热镀锌是一种将锌涂层覆盖在钢铁制品表面,以防止钢铁制品腐蚀的工艺。
下面将介绍热镀锌的生产工艺流程。
首先,进行表面处理。
钢铁制品的表面必须通过除油、除皮、去锈等工艺进行处理,以保证镀锌效果。
常见的处理方法有机械除锈、酸洗及溶剂清洗等。
接下来,进行预处理。
在进行预处理之前,需要先进行品质检测,以保证钢铁制品符合镀锌的标准要求。
预处理主要分为两个步骤——酸洗和镀前处理。
酸洗是将钢铁制品浸泡在稀硫酸中,去除其表面的氧化物、氧化皮、锈蚀层等,以便后续的镀锌步骤。
镀前处理则是将经过酸洗的钢铁制品浸泡在除杂剂溶液中,对其进行除杂处理,以减少杂质对镀层的影响。
然后,进行热浸镀锌。
这是热镀锌的核心环节。
首先,将预处理完毕的钢铁制品通过卷取机送入镀锌槽中。
镀锌槽中装有熔化的锌液,通过热处理使其达到镀锌温度。
当钢铁制品进入镀锌槽后,熔融的锌液会附着在钢铁制品表面,形成一层均匀的锌涂层。
这一步骤需要控制好镀锌时间和温度,以确保锌层的厚度和质量达到标准要求。
最后,进行后处理。
镀锌完毕后,钢铁制品需要经过冷却和清洗等工艺进行后处理。
冷却是将镀锌完毕的钢铁制品通过冷却设备进行降温处理,以使其冷却至室温。
清洗是将冷却后的钢铁制品进行清洗,以去除表面的镀锌残留物和杂质。
通过以上的工艺流程,钢铁制品的表面可以得到一层均匀、致密的锌涂层,从而有效地防止钢铁制品的腐蚀。
热镀锌工艺在建筑、汽车制造以及其他行业都得到了广泛的应用,成为一种重要的防腐方式。
热镀锌的工艺
热镀锌的工艺
热镀锌是一种将锌涂层覆盖在钢材表面的过程。
它是一种广泛使用的技术,可用于保护钢材不受腐蚀和氧化。
热镀锌的工艺包括以下步骤:
1. 预处理:钢材在进入热镀锌浴前需要进行一些预处理,如去油、酸洗、烘干等。
2. 镀液制备:热镀锌浴的制备是热镀锌过程中非常重要的步骤。
热镀锌浴通常由氯化锌、氯化铵、氯化铵盐酸等物质混合而成。
3. 钢材浸泡:将经过预处理的钢材浸入热镀锌浴中,浸泡时间一般为几秒钟到几分钟不等。
4. 阴极保护:在钢材表面附着的锌涂层形成之前,会先在钢材表面形成铁锌合金。
在这种情况下,钢材表面的钢铁具有较高的溶解度,容易被溶解。
因此,通常使用阴极保护的方法来防止钢材的腐蚀。
5. 冷却:浸镀完成后,钢材需要在冷水或冷却被器中进行冷却,以固化完全。
热镀锌的工艺流程相对简单,但准确和可靠的工艺参数设置对于锌层的质量和表
面性质非常关键。
热镀锌工艺流程
热镀锌工艺流程热镀锌工艺是一种常用的防腐处理方法,可以提高钢材的耐腐蚀性能,延长使用寿命。
下面介绍一下热镀锌的工艺流程。
首先,需要准备好需要进行热镀锌处理的钢材。
这些钢材一般是经过切割、冲孔和焊接等工艺加工而成的,确保表面光洁,并且没有明显的氧化铁皮。
接下来,将钢材进行化学预处理。
这一步是非常重要的,需要将钢材表面的油污、尘土和锈蚀物清除干净,以便与锌液充分接触。
常用的清洗方法有碱洗、酸洗和水洗等,可以去除表面的污染物,并使钢材表面变得光滑。
然后,将准备好的钢材进行热浸镀。
这是热镀锌的关键步骤,对于大部分的钢材来说,使用的锌液是熔融态的锌,在一定的温度范围内进行浸镀。
镀锌的过程中,钢材浸入锌液中,通过木质材料等搬运将钢材从锌液中取出,使锌液充分附着在钢材表面,形成一层致密的锌层。
镀锌后的钢材要保持在锌液中一段时间,使其与钢材表面形成化学反应,以增加镀层的稳定性。
接着,将进行热镀锌处理的钢材进行冷却。
在热镀锌过程中,钢材通过对流进行冷却,使其温度迅速降低。
冷却的目的是使镀锌层变硬,并保持其形状和亮度。
最后,对热镀锌后的钢材进行检验和包装。
通常,工厂会对钢材进行外观质量、厚度和涂层粘附力等方面的检查,以确保镀锌质量符合标准。
同时,对于一些特殊要求的工程,还需进行镀锌层的重量和组织结构等特性的测试。
最后,将合格的镀锌钢材进行包装,以保护镀锌层不受损坏,并便于运输和使用。
总之,热镀锌工艺流程是一个复杂而严谨的过程。
只有每个环节都得到严格控制和执行,才能获得符合要求的镀锌钢材。
热镀锌可以有效地提高钢材的耐腐蚀能力,使其更加适应各种恶劣环境的使用。
热镀锌生产线工艺流程
热镀锌生产线工艺流程
热镀锌生产线是一种常见的金属表面处理工艺,通过将锌涂层镀在钢铁制品上,以提高其耐腐蚀性能和延长使用寿命。
以下是热镀锌生产线的工艺流程。
首先,需要准备工作。
这包括对钢铁制品进行表面处理,如除油、除锈和清洗。
这些步骤旨在确保材料表面光洁、无杂质。
接下来,将经过表面处理的钢铁制品送入热镀锌槽中。
热镀锌槽中装有熔化的锌,通过高温将其融化成液态。
钢铁制品被浸入锌液中,使锌与钢铁表面发生反应,形成锌铁合金。
这一步骤被称为浸镀。
在浸镀之后,钢铁制品被抬出锌槽,但仍处于高温状态。
这时,需要进行冷却处理。
冷却阶段是为了快速降低钢铁制品的温度,使其达到室温。
冷却可以通过多种方式实现,例如自然冷却、水冷却或冷风冷却。
冷却之后,需要进行修剪和整形。
这是为了修整镀锌产品的长度和形状,使其符合要求。
通常使用切割机、压力机和卷板机等设备来完成这一步骤。
最后,对镀锌产品进行质量检测。
这包括对镀锌层的厚度、均匀性和附着力进行测试。
常用的检测方法有涂镀层测量仪、切割试样和化学分析等。
整个热镀锌生产线工艺流程可以分为前期准备、浸镀、冷却、
修剪整形和质量检测等几个步骤。
每个步骤都需要严格控制操作参数,以确保镀锌产品的质量和性能。
热镀锌生产线不仅可以提高钢铁制品的耐腐蚀性能,还可以延长其使用寿命。
因此,在建筑、汽车、家电等行业广泛应用。
通过科学合理的生产工艺流程控制,可以提高生产效率和产品质量,满足市场需求。
热镀锌的工艺流程
热镀锌的工艺流程
《热镀锌工艺流程》
热镀锌是一种将钢铁产品浸入熔化的锌中,形成一层锌涂层的表面处理工艺。
这种工艺可以提高钢铁产品的耐腐蚀性和使用寿命,因此在建筑、汽车制造等行业中得到广泛应用。
以下是热镀锌的工艺流程。
首先,需要对待镀锌的钢铁产品进行表面预处理。
这一步通常包括去油、脱垢和除锈等工序。
这是因为只有表面清洁的钢材才能保证镀锌层的附着力和耐腐蚀性。
接下来是热镀锌过程的关键步骤——熔融镀锌。
在该工序中,钢铁产品被浸入达到适当温度的熔化锌槽中。
在高温下,锌会与钢铁表面发生化学反应,形成锌铁合金层。
这一合金层不仅可以保护钢铁产品表面,还可以为后续的涂层提供基础。
经过熔融镀锌后,钢铁产品还需要进行后处理工序。
例如,可以对产品表面进行吹洗和冷却,以确保镀锌层均匀和充分附着。
还可以进行修整和检测等工序,确保镀锌产品符合相关标准要求。
最后,经过以上工序处理的钢铁产品就完成了热镀锌的工艺流程,可以投入使用或销售了。
这样处理过的产品不仅具有良好的外观和耐腐蚀性能,还能在使用过程中减少对环境的污染。
总的来说,热镀锌工艺流程是一种重要的表面处理工艺,可以
为钢铁产品提供良好的抗腐蚀性和使用寿命。
通过适当的工艺控制和后处理工序,可以确保镀锌产品的质量和性能。
热镀锌技术
热镀锌技术嘿,朋友们!今天咱们得唠唠热镀锌这个超酷的技术。
你就把热镀锌想象成是钢铁界的超级化妆师,能让那些灰扑扑、普普通通的钢铁一下子变得超级炫酷。
热镀锌啊,就像是给钢铁穿上了一层超级无敌闪亮的铠甲。
这层锌的铠甲可比钢铁自己的那身皮结实多了,就好像一个是单薄的布衫,一个是坚硬的战甲。
普通的钢铁在风吹雨打、氧化腐蚀这些“小怪兽”面前,那简直就是毫无还手之力,就像一个手无缚鸡之力的书生。
可是一旦镀上了锌,那就像书生变成了武功高强的大侠,那些腐蚀啥的想近身都难。
这热镀锌的过程也特别有趣。
把钢铁放进锌液里的时候,就像是把灰姑娘送进了魔法变身的南瓜马车。
钢铁在锌液里欢快地翻滚着,仿佛在说:“变变变,我要变得超级厉害!”而锌液呢,就像一个热情好客的主人,紧紧地包裹住钢铁,给它来个全方位的保护。
你再看那些经过热镀锌的钢铁制品,在阳光下闪闪发光,就像一堆小太阳。
这哪还是那些毫不起眼的钢铁啊,简直就是从村姑变成了公主。
比如说那些热镀锌的栏杆,站在那儿就像一个个精神抖擞的卫兵,威风凛凛,而且多年之后还是那么帅气,不会像没保护的钢铁那样变得锈迹斑斑,像个满脸皱纹的小老头。
而且热镀锌就像钢铁的长寿秘诀。
如果钢铁是个人的话,没经过热镀锌可能只能活到中年就被腐蚀得不行了,而热镀锌之后呢,那简直就是能活到百岁的老寿星。
它能让钢铁在恶劣的环境里生存,不管是海边那带着盐分的空气,还是工厂里充满化学物质的环境,热镀锌后的钢铁都能淡然处之,就像一个隐居深山的高手,外界的干扰对它来说都是小菜一碟。
我有时候就在想,热镀锌是不是钢铁的神仙教母呢?轻轻一挥魔法棒,就给钢铁带来了这么大的改变。
那些镀锌厂就像是魔法工厂,每天都在制造着这种钢铁奇迹。
这热镀锌的应用也是超级广泛的。
从建筑上的钢梁到我们日常用的小螺丝,都有它的身影。
就像一个无处不在的超级英雄,默默地守护着各种钢铁制品。
热镀锌技术真的是太神奇了,它把钢铁变得更耐用、更美观,就像给钢铁来了一场奇妙的梦幻之旅,让它们在这个世界上以全新的姿态闪亮登场。
热镀锌技术

热镀锌技术嘿,咱今儿就来唠唠热镀锌技术。
你可别小瞧了这玩意儿,它就像是给金属穿上了一层超级坚固又好看的铠甲呢!热镀锌,简单来说,就是把钢铁之类的金属放到融化的锌液里泡一泡,然后拿出来,这金属表面就附上了一层锌层。
这层锌层可厉害了,它就像一个忠诚的卫士,时刻保护着金属不被腐蚀。
你想想看,金属要是没有这层保护,那在外面风吹日晒的,没多久不就锈迹斑斑啦?那多难看呀,而且还不耐用呢。
但有了热镀锌,情况可就大不一样喽!就好比一个人穿上了一件厚厚的棉袄,不怕冷啦!这热镀锌技术啊,其实历史还挺悠久呢。
老早以前人们就发现了它的好处,然后就一直用到现在。
而且它的应用那叫一个广泛啊,从建筑上的钢架到马路上的护栏,从电力设备到日常的小五金,哪儿都有它的身影。
你说要是没有热镀锌,那些整天暴露在外面的金属物件可咋办呀?估计没多久就得换新的,多浪费钱呀!这热镀锌技术可真是帮我们省了不少事儿呢。
热镀锌的过程其实也挺有意思的。
首先得把金属清理干净,就像人要洗干净脸才能擦香香一样。
然后把它放到锌液里,这一放进去,哇,那场面,就跟变魔术似的,一下子就裹上了一层锌。
等拿出来冷却了,嘿,这金属就焕然一新啦!当然啦,这热镀锌也不是随随便便就能做好的,得掌握好温度呀、时间呀这些条件。
温度太高了不行,锌液都沸腾啦;温度太低了也不行,锌层附不上去。
这就跟做饭似的,火候得掌握好,不然做出来的菜就不好吃啦。
而且啊,热镀锌的质量也很重要呢。
要是锌层不均匀,或者有漏洞啥的,那保护效果可就大打折扣啦。
所以啊,做热镀锌的师傅们那可都是很有经验很厉害的呢。
你说这热镀锌技术是不是很神奇呀?它就像一个默默无闻的英雄,一直在背后保护着我们生活中的各种金属物件。
咱可不能小瞧了它哟!以后再看到那些镀锌的东西,你就知道它们为啥能那么耐用啦。
怎么样,现在对热镀锌技术有了更深的了解了吧?嘿嘿!。
热镀锌线与工艺操作流程

热镀锌线与工艺操作流程一、入口段操作概述人口段的操作是要在保证作业线不停止作业的条件下将原板带钢连续地送入热镀锌机组。
入口的设备为双套布置,在生产中,一台生产而另一台那么处于准备状态。
例如,1#开卷机运行时,2#开卷机必须要上好钢卷,并用入口双层剪剪切去超厚的头部,做好焊接前的一切准备工作。
待1#开卷机的带钢运行完后,再切掉超厚的带钢尾部,迅速与2#开卷机上的准备好的钢卷头部焊接起来,这样,两台开卷机交替作用,轮换准备,不致于因带钢供给不上而引起整个镀锌机组降速或停机。
这些操作,必须在储存于入口活套内的带钢还没有用完的时间内进行。
焊接结束后,使进口段加速地以比工艺速度快地速度运转,重新使活套回到充满状态。
此外,活套内必须保持适当的张力。
还要检查原板的外表状态,当发现原板缺陷时,要采取相应的处理措施。
二、开卷开卷时首先用吊车将原料钢卷从存放区吊到入口鞍座上。
在入口鞍座上操作工要检查钢卷质量,如检查边裂情况和钢卷塔形情况,检查钢卷的标签是否与生产方案单相符。
符合要求后人工剪断带钢捆带,然后用入口钢卷小车将钢卷运送到开卷机卷筒上,上卷时要注意使钢卷的中心线与卷筒的中心线高度相同,以防止钢卷与卷筒的碰撞。
上卷后,降下钢卷小车,卷筒涨紧,通过目视操作入口钢卷对中装置使钢卷处于机组的中心线上。
压下压辊,升起穿带导板,点动开卷机和入口夹送辊使带头送到入口双层剪。
三、切头在冷轧带卷的头尾不可防止地要存在超厚局部,在开卷机出来的钢卷,用爬行速度送到双层剪进行剪切,剪下的废钢通过废料收集装置送到收集箱中。
这样依次逐张剪切,直到带钢厚度符合要求为止。
带钢尾部的超厚局部,在带钢尾部运行到上述切头后应到达的厚度时,也应该将余下的局部剪切掉。
假设是带钢头部没有超厚,切头时必须将钢卷外表损坏的一两圈剪掉。
假设发现头部还有边裂、孔洞等不适合于镀锌的缺陷,就还要继续剪切,直到符合要求为止。
四、焊接带钢经夹送辊后被送到焊机处,并和上一卷的带钢在焊机的入口和出口处建立了一个小的带钢活套,此后带钢的头部进入焊机。
热镀锌工艺流程及原理

热镀锌原理及工艺说明1 引言热镀锌也称热浸镀锌,是钢铁构件浸入熔融的锌液中获得金属覆盖层的一种方法。
近年来随高压输电、交通、通讯事业迅速发展,对钢铁件防护要求越来越高,热镀锌需求量也不断增加.2 热镀锌层防护性能通常电镀锌层厚度5~15μm,而热镀锌层一般在35μm以上,甚至高达200μm.热镀锌覆盖能力好,镀层致密,无有机物夹杂。
众所周知,锌的抗大气腐蚀的机理有机械保护及电化学保护,在大气腐蚀条件下锌层表面有ZnO、Zn(OH)2及碱式碳酸锌保护膜,一定程度上减缓锌的腐蚀,这层保护膜(也称白锈)受到破坏又会形成新的膜层。
当锌层破坏严重,危及到铁基体时,锌对基体产生电化学保护,锌的标准电位—0。
76V,铁的标准电位—0。
44V,锌与铁形成微电池时锌作为阳极被溶解,铁作为阴极受到保护。
显然热镀锌对基体金属铁的抗大气腐蚀能力优于电镀锌。
3 热镀锌层形成过程热镀锌层形成过程是铁基体与最外面的纯锌层之间形成铁—锌合金的过程,工件表面在热浸镀时形成铁—锌合金层,才使得铁与纯锌层之间很好结合,其过程可简单地叙述为:当铁工件浸入熔融的锌液时,首先在界面上形成锌与α铁(体心)固熔体.这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,两种金属原子之间是融合,原子之间引力比较小.因此,当锌在固熔体中达到饱和后,锌铁两种元素原子相互扩散,扩散到(或叫渗入)铁基体中的锌原子在基体晶格中迁移,逐渐与铁形成合金,而扩散到熔融的锌液中的铁就与锌形成金属间化合物FeZn13,沉入热镀锌锅底,即为锌渣。
当工件从浸锌液中移出时表面形成纯锌层,为六方晶体.其含铁量不大于0.003%。
4 热镀锌工艺过程及有关说明4。
1 工艺过程工件→脱脂→水洗→酸洗→水洗→浸助镀溶剂→烘干预热→热镀锌→整理→冷却→钝化→漂洗→干燥→检验4.2 有关工艺过程说明(1)脱脂可采用化学去油或水基金属脱脂清洗剂去油,达到工件完全被水浸润为止。
(2)酸洗可采用H2SO4 15%,硫脲0。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超硬合金元件和碳化钨的轴套(不同 于传统的硬质合金材料)
n
→提高了板带的稳定和辊系的导向性能
Zinc Roll
→增加了辊系的寿命: 达到3-4周,
而不是传统的 2周
Strip
总共节约: 130,000 欧元
11/01 - CMC_Chap01_DufercoLL.ppt
Page 4
标准分享网 免费下载
直燃技术对辐射管技术 n无氧化吹扫和冷却 n无氧化燃烧空气系统 n成熟的压力控制 n零尘埃概念 n高效率的分段设计
n
→节约了清洗段的能量和材料的消耗
总共节约: 830,000 欧元
11/01 - CMC_Chap01_DufercoLL.ppt
Page 3
我们的设备 ►稳定辊和沉没辊
Pass-line Roll Corrector Roll
→增加了焊机的可靠性:零断带率和极小的
过厚量 →增加了焊极的寿命 →可焊接超硬钢种:三项钢,双项钢,高碳 钢
总共节约: 430,000 欧元
11/01 - CMC_Chap01_DufercoLL.ppt
Page 2
标准分享网 免费下载
我们的设备 ►Stein Heurtey 的 立 式 炉
Page 5
我们的设备 ► 平整机
在平整机和拉矫机领域奥钢联具有无可 争议的领先地位,占据了三分之一的世 界市场 两套直径的工作辊囊括了今后可能生 产的钢种
n n
内置的高压吹扫系统
→为今后生产大纲的扩充提供了可能( 包括汽车板生产线)
→髙收得率
总共节约: 90,000 欧元
11/01 - CMC_Chap01_DufercoLL.ppt
1000000 900000 800000 700000 600000 500000 400000 300000 200000 100000 0
焊机 立式炉 沉没辊和稳定辊 DAK气刀 平整机 张力矫直机
11/01 - CMC_Chap01_DufercoLL.ppt
Page 8
标准分享网 免费下载
Page 6
标准分享网 免费下载
我们的设备 ►张力矫直机
n
六重轧辊技术
可采用一套或两套同时使用弯曲 装置
n n
上工作辊横梁可翻转,换辊便利
→髙产量
→板带无缺陷
总共节约: 160,000 欧元
11/01 - CMC_Chap01_DufercoLL.ppt
Page 7
奥钢联技术的先进性 奥 钢 联 热 镀 锌 线 技 术 带 来 的 节 约(欧元)
我们的设备 ® 动态气刀装置 ► DAK DAK®
n
唯一具备全自动刀唇控制能力的气刀 具备在线刀唇清洗能力 高性能刀唇镀层
n
n
→节约锌金属 →板带的镰刀弯的自动调整能力 →产品的极佳的焊接性 →粘锌量的减少带来11/01 - CMC_Chap01_DufercoLL.ppt
奥钢联技术的先进性 具有丰富的机械,自动化,现场等全面经验的供货商
由我们的客户,其中包括了我们的竞争对手,全部认可的焊 机,气刀, …
n
n
我们的技术提供给了我们的用户对其生产大纲扩展的空间
n
在中国有着丰富的镀锌线上设备的供货业绩:武钢,攀钢,
鞍钢,首钢,邯钢,上海华冶,唐山恒通
11/01 - CMC_Chap01_DufercoLL.ppt Page 9
奥 钢 联 热 镀 锌 线 技 术
11/01 - CMC_Chap01_DufercoLL.ppt
Page 1
我们的设备 ► ML21 焊 机 特 性
n
n
n n n
单独的剪切工艺避免了带钢头尾的毛刺与 焊轮的直接接触 在焊接操作的间隔期间,对焊轮进行硬化 处理 全自动的闭环控制 采用直流电为焊接能源 搭接量的调整能力