基于PLC控制的加热炉温度控制系统3
基于PLC的加热炉温控制系统设计

毕业设计(论文)题目:基于PLC的加热炉温控制系统设计学院:电子信息学院专业班级:06自动化(2)指导教师:康涛职称:讲师学生姓名:雷颖倩学号:40604010225摘要在现代工业生产过程中,一些温度等作为被控参数的过程,往往其容量滞后较大,控制要求又较高,若采用单回路控制系统,其控制质量无法满足生产要求。
本文针对锅炉的结构特点以及船机控制能够有效的改善过程的动态特性、提高工作频率、减小等效过程时间常数和加快响应速度等,提出了锅炉温度串级控制的解决方案。
本系统以电加热锅炉为被控对象,以锅炉出口水温为主被控参数,以炉膛内水温为福被控参数,以加热炉电阻丝电压为控制参数,以PLC为控制器,构成锅炉温度控制系统;完成了系统的硬件设计和PLC程序设计。
经过调试,PLC程序实现了数据采集、A/D转换、PID运算和D/A转换等,达到了设计要求。
关键词:锅炉,温度,串级控制,PLC,PIDABSTRACTIn modern industrial production,some course's capacity often lags behind relatively largely,control also expect relatively much regarding temperature,etc,if adopt the controlsystem of single circuit,its quality of control is unable to meet the production requirement.Because the bunches of control can improve the dynamic characteristic of the course effectively,improve operating frequency,reducing the time constant of the equivalent course and accelerating the response speed,etc.This text have proposed one bunch of solutions of control of boiler temperature.This system leaves target of accusing of on boiler with electricity,export water temperature.With boiler for accuse of parameter mainly,regard the burner hearth water temperature as one pair of parameters of accusing of,regard voltage of resistance wire of the heating furnace as the control parameter,regard PLC as the controller, form one bunch of control systems of boiler temperature;Finish the designing of systematic hardware and the program with PLC.Through debugging,PLC procedure has realized the data gathering,A/D changing,PID operation and D/A changing,etc,has reached the designing requirement.KEYWORDS:boiler,temperature,bunches of control,plc,pid前言随着我国国民经济的快速发展,锅炉的使用范围越来越广泛。
基于PLC控制的加热炉温度控制系统设计

基于PLC控制的加热炉温度控制系统设计概述加热炉是工业生产中常见的设备之一,其主要作用是提供高温环境用于加热物体。
为了确保加热炉的稳定性和安全性,需要设计一个可靠的温度控制系统。
本文将介绍一个基于PLC(可编程逻辑控制器)控制的加热炉温度控制系统设计方案。
系统设计原理在加热炉温度控制系统中,PLC作为核心控制器,通过监测温度传感器的输出信号,根据预设的温度设定值和控制策略,控制加热炉的加热功率,从而实现对加热炉温度的稳定控制。
以下是系统设计的主要步骤:1.硬件设备选择:选择适合的温度传感器和控制元件,如热电偶、温度控制继电器等。
2.PLC选型:根据实际需求,选择合适的PLC型号。
PLC需要具备足够的输入输出点数和计算能力。
3.传感器连接:将温度传感器接入PLC的输入端口,读取实时温度数据。
4.温度控制策略设计:根据加热炉的特性和工艺需求,设计合适的温度控制策略。
常见的控制策略包括比例控制、积分控制和微分控制。
5.控制算法实现:根据温度控制策略,编写PLC程序,在每个采样周期内计算控制算法的输出值。
6.加热功率控制:使用控制继电器或可调功率装置,控制加热炉的加热功率。
7.温度反馈控制:通过监测实际加热炉温度和设定值之间的差异,不断修正加热功率控制,使加热炉温度稳定在设定值附近。
系统硬件设计基于PLC控制的加热炉温度控制系统的硬件设计主要包括以下几个方面:1.温度传感器:常用的温度传感器有热电偶和热敏电阻。
根据加热炉的工艺需求和温度范围,选择适合的温度传感器。
2.PLC:选择适合的PLC型号,根据实际需求确定PLC的输入输出点数和计算能力。
3.控制继电器或可调功率装置:用于控制加热炉的加热功率。
根据加热炉的功率需求和控制方式,选择合适的继电器或可调功率装置。
4.运行指示灯和报警器:用于显示系统的运行状态和报警信息。
PLC程序设计PLC程序是基于PLC的加热炉温度控制系统的关键部分,其主要功能是实现温度控制算法。
基于PLC控制的加热炉温度控制系统设计
摘要温度控制系统广泛应用于工业控制领域,如钢铁厂、化工厂、火电厂等锅炉的温度控制系统,电焊机的温度控制系统等。
加热炉温度控制在许多领域中得到广泛的应用。
这方面的应用大多是基于单片机进行PID 控制, 然而单片机控制的DDC 系统软硬件设计较为复杂, 特别是涉及到逻辑控制方面更不是其长处, PLC 在这方面却是公认的最佳选择。
加热炉温度是一个大惯性系统,一般采用PID调节进行控制。
随着PLC功能的扩充在许多PLC控制器中都扩充了PID 控制功能, 因此在逻辑控制与PID控制混合的应用场所中采用PLC控制是较为合理的。
本设计是利用西门子S7-300PLC控制加热炉温度的控制系统。
首先介绍了温度控制系统的工作原理和系统的组成,然后介绍了西门子S7-300PLC和系统硬件及软件的具体设计过程。
关键词:西门子S7-300PLC,PID,温度传感器,固态继电器目录摘要 (I)Abstract .......................................... 错误!未定义书签。
第一章引言 . (1)1.1 系统设计背景 (IV)1.2 系统工作原理 (IV)1.3 系统设计目标及技术要求 (IV)1.4 技术综述 (IV)第二章系统设计 (V)2.1 控制原理与数学模型 (V)2.1.1 PID控制原理 (V)2.1.2 PID指令的使用注意事项 (VIII)2.2 采样信号和控制量分析 (IX)2.3 系统组成 (IX)第三章硬件设计 ................................................... X I3.1 PLC的基本概念 (XI)3.1.1 模块式PLC的基本结构 (XII)3.1.2 PLC的特点 (XIII)3.2 PLC的工作原理 (XIV)3.2.1 PLC的循环处理过程 (XIV)3.2.2 用户程序的执行过程 (XVI)3.3 S7-300 简介 (XVI)3.3.1 数字量输入模块 (XVII)3.3.2 数字量输出模块 (XVII)3.3.3 数字量输入/输出模块 (XVII)3.3.4 模拟量输入模块 (XVII)3.3.5 模拟量输出模块 (XVIII)3.4 温度传感器 (XVIII)3.4.1 热电偶 (16)3.4.2 热电阻 (17)3.5 固态继电器 (XX)3.5.1 概述 (18)3.5.2 固态继电器的组成 (18)3.5.3 固态继电器的优缺点 (19)第四章软件设计 ................................................. X XII4.1 STEP7编程软件简介 (XXII)4.1.1 STEP7概述 (XXII)4.1.2 STEP7的硬件接口 .......................... .. (XXII)4.1.3 STEP7的编程功能 (XXII)4.1.4 STEP7的硬件组态与诊断功能 (XXIII)4.2 STEP7项目的创建 (XXIV)4.2.1 使用向导创建项目 (XXIV)4.2.2 直接创建项目 (XXIV)4.2.3 硬件组态与参数设置 (XXIV)4.3 用变量表调试程序 (XXVI)4.3.1 系统调试的基本步骤 (XXVI)4.3.2 变量表的基本功能 (XXVII)4.3.3 变量表的生成 (XXVIII)4.3.4 变量表的使用 (XXVIII)4.4 S7-300的编程语言 (XXIX)4.4.1 PLC编程语言的国际标准 (XXIX)4.4.2 STEP7中的编程技术 (XXX)结束语 ......................................................... X XXIV 致谢 (33)参考文献 (34)附录 (35)1.1系统设计背景近年来,加热炉温度控制系统是比较常见和典型的过程控制系统,温度是工业生产过程中重要的被控参数之一,冶金﹑机械﹑食品﹑化工等各类工业生产过程中广泛使用的各种加热炉﹑热处理炉﹑反应炉,对工件的处理均需要对温度进行控制。
3909_基于Plc加热炉温度控制系统设计

基于PLC加热炉温度控制系统设计【摘 要】温度控制系统在国内各行各业的应用虽然已经十分广泛,但从国内生产的温度控制器来讲,总体发展水平仍然不高,同国外的日本、美国、德国等先进国家相比,仍然有着较大的差距。
加热炉的温度控制系统具有较大的容量滞后,采用单回路控制往往会出现较大的动态偏差,很难达到好的控制效果,为提高系统对负荷变化较大或其他扰动比较剧烈时的控制质量,采用基于PLC的加热炉温度控制系统来提高加热炉的燃烧效率。
可编程序控制器(PLC)是一种新型的通用的自动控制装置,它将传统的继电器控制技术、计算机技术和通讯技术融为一体,是功能加强、编程简单、使用方便以及体积小、重量轻、功耗低等一系列优点。
PLC的应用领域已经拓宽到了各个领域,PLC的发展历程在工业生产过程中,大量的开关量顺序控制,它按照逻辑条件进行顺序动作,并按照逻辑关系进行连锁保护动作的控制,及大量离散量的数据采集。
在传统上,这些功能是通过气动或电气控制系统来实现的。
PLC最基本最广泛的用于开关量的逻辑控制,它取代传统的继电器电路,实现逻辑控制,顺序控制,既可用于单台设备的控制,也可用于多机群控及自动化流水线。
如注塑机,印刷机,订书机,组合抢答器,磨床,包装等。
目前,PLC在国内外已广泛应用于钢铁,石油,化工,电力,建材,机械制造,汽车,轻纺,交通运输,环保及文化娱乐等各个行业,使用广泛。
本设计将以PLC为核心设计了系统结构图、程序指令、梯形图以及输入输出端子的分配方案,在保留了原始加热炉温度控制系统的基本功能的同时又增加了一系列的实用功能并简化其电路结构,其将以控制方便,灵活,只要改变输入PLC的控制程序,就能够实现对加热炉温度的控制。
【关键词】加热炉温度控制系统可编程控制器燃烧效率System design of heating furnace temperaturecontrol based on PLC【Abstract】:Pneumatic manipulator is a automated devices thatcan mimic the human hand and arm movements to do something,aslo can according to a fixed procedure to moving objects or control tools. It can replace the heavy labor in order to achieve the production mechanization and automation, and can work in dangerous working environments to protect the personal safety, Therefore widely used in machine building, metallurgy, electronics, light industry and atomic energy sectors.This article is mainly of the PLC manipulator the overall design, and pneumatic design. This mechanism of manipulator includes cylinders and claws and connectors parts, it can move according to the due track on the movement of grabbing, carrying and unloading. The pneumatic part of the design is primarily to choose the right valves and design a reasonable pneumatic control loop, by controlling and regulating pressure, flow and direction of the compressed air to make it get the necessary strength, speed and changed the direction of movement in the prescribed procedure work.It can replace the heavy labor in order to achieve the production mechanization and automation, and can work in dangerous working environments to protect the personal safety, Therefore widely used in machine building, metallurgy, electronics, light industry and atomic .The principle, technical pare-maters, transmiting system and main parts structure of mincing ma-chine were introduced.The PLC was analysed.Keywords Mincing machine Holds plate Cutting blade Transfer auger【Keywords】:pneumatic manipulator PLC pneumatic loop Four degrees of freedom.目录第一章、绪论 (5)1.1 本课题的发展概况 (6)1.2 加热炉温控系统的实现过程概述 (6)1.3 本课题研究的内容和意义 (7)1.4 PLC简介 (7)1.4.1 PLC的定义 (9)1.4.2 PLC的基础知识 (11)1.4.3 PLC的用途 (12)1.5 PLC的组成 (13)1.5.1中央处理单元 (13)1.5.2存储器 (15)1.5.3输入输出单元 (15)1.5.4通讯接口 (16)1.5.5智能接口模块 (16)1.5.6编程装置 (16)1.5.7电源 (16)第二章、加热炉温度控制系统总体方案与PID算法的设计 (17)2.1 总体方案的设计 (17)2.1.1硬件模块的设计 (17)2.1.2软件模块的设计 (17)2.2 PID控制算法的介绍 (17)2.2.1 PID控制算法的设计 (17)2.2.2 PID控制器参数的整定 (17)第三章、加热炉温度控制系统的PLC设计 (17)3.1 输入输出点分配 (18)3.2 PLC的选择 (19)3.3 加热炉温度控制系统PLC控制系统接线图 (20)3.4 加热炉温度控制系统主程序流程图的确定 (20)3.5 加热炉温度控制系统温度控制系统图的确定 (20)第四章、加热炉温度控制系统PLC控制程序 (21)4.1西门子S7-200的介绍 (22)4.2加热炉温度控制系统西门子S7-200程序的实现 (24)结论 (25)致谢 (26)参考文献 (27)第一章绪论1.1 本课题的发展概况温度控制系统在工业生产中获得了广泛的应用,在工农业生产、国防、科研以及日常生活等领域占有重要的地位。
论文基于PLC的加热水炉实时恒温控制系统的设计

论文基于PLC的加热水炉实时恒温控制系统的设计基于PLC(可编程逻辑控制器)的加热水炉实时恒温控制系统的设计可以按照以下步骤进行:1. 系统硬件设计:- 选择适宜的PLC设备,根据实际需求选择I/O模块和通信模块等。
- 连接传感器和执行器,如温度传感器、电磁阀等,确保能够实时感知水温和控制加热。
2. 确定控温策略:- 确定恒温控制的目标温度范围和波动范围。
- 设置上下温度阈值,当温度超过或低于阈值时触发相应的控制措施。
3. 编写PLC程序:- 根据控温策略编写PLC程序,包括数据采集、控制逻辑和输出控制。
- 采集温度数据,并与设定温度进行比较,判断是否需要调整加热控制。
- 控制加热元件,如电磁阀或电热丝,通过开关控制加热或停止加热。
4. 实现实时控制:- PLC具有实时性能,可以按照设定的周期执行控制循环。
- 在每个控制周期内,读取温度传感器数据,与设定温度进行比较,并控制加热元件的工作状态。
5. 实现安全保护功能:- 添加安全保护功能,如超温保护和过热保护。
当温度超过安全阈值时,立即停止加热,并触发报警。
6. 可视化界面:- 开发人机界面(HMI)以便于操作和监控系统状态。
- 显示实时温度、设定温度和加热状态等信息,并提供手动控制和设定温度的功能。
7. 调试和测试:- 对系统进行调试和测试,确保控温系统的可靠性和稳定性。
- 在实际运行过程中进行验证,对系统进行进一步调整和优化。
需要注意的是,此处提供的是基本的设计步骤,具体的实施和细节会根据具体的加热水炉的要求和PLC设备的特点有所不同。
在设计过程中,应遵循相关的安全准则和标准,确保系统的可靠性和安全性。
同时,建议寻求专业工程师的指导和支持,并对系统进行全面的测试和验证。
基于PLC电热炉温度控制系统设计

基于PLC电热炉温度控制系统设计随着工业自动化的不断发展,PLC(可编程逻辑控制器)在工业生产中的应用越来越广泛。
其中,电热炉温度控制系统是一个重要的应用领域。
本文将就基于PLC电热炉温度控制系统设计展开深入的研究,以期能为相关领域的工程师和技术人员提供有价值的参考。
首先,我们将介绍PLC电热炉温度控制系统的基本原理和工作流程。
在一个典型的电热炉中,温度是一个重要参数,它直接影响着产品质量和生产效率。
传统上,人工操作是常用的温度控制方法。
然而,这种方法存在许多缺点,如操作不稳定、效率低下等。
而基于PLC技术设计的电热炉温度控制系统能够自动化地实现对温度进行精确、稳定地控制。
接下来我们将详细介绍PLC在电热炉温度控制系统中所起到的作用。
首先是传感器部分,在这个部分中我们会介绍温度传感器的种类和工作原理,并详细解释如何选择合适的传感器以及如何进行正确的安装和校准。
接下来是控制器部分,我们将介绍PLC控制器的基本原理以及其在温度控制中的应用。
此外,我们还将讨论PLC在数据采集和通信方面的作用,以及如何进行数据处理和分析。
然后,我们将详细介绍PLC电热炉温度控制系统设计中所需要考虑的关键因素。
首先是系统稳定性和可靠性。
在电热炉温度控制系统中,稳定性是至关重要的因素。
我们将讨论如何通过合适的控制算法来实现系统稳定,并介绍一些常用的控制算法,如PID(比例-积分-微分)算法等。
此外,我们还将讨论硬件设计方面需要考虑的因素,如电路设计、电源设计等。
接下来是安全性问题。
在一个工业生产环境中,安全问题是非常重要且不可忽视的因素。
我们将讨论一些常见安全问题,并提出相应解决方案。
最后,在本文中我们还将介绍一些实际案例,并对其进行分析和评估。
这些案例将涵盖不同的行业和应用领域,以期能够提供更多的实践经验和参考。
综上所述,本文将从基本原理、PLC技术应用、关键因素考虑以及实际案例分析等方面对基于PLC电热炉温度控制系统设计展开深入研究。
基于PLC加热炉温度控制系统设计

基于PLC加热炉温度控制系统设计【摘要】温度控制系统在国内各行各业的应用虽然已经十分广泛,但从国内生产的温度控制器来讲,总体发展水平仍然不高,同国外的日本、美国、德国等先进国家相比,仍然有着较大的差距。
加热炉的温度控制系统具有较大的容量滞后,采用单回路控制往往会出现较大的动态偏差,很难达到好的控制效果,为提高系统对负荷变化较大或其他扰动比较剧烈时的控制质量,采用基于PLC的加热炉温度控制系统来提高加热炉的燃烧效率。
可编程序控制器(PLC)是一种新型的通用的自动控制装置,它将传统的继电器控制技术、计算机技术和通讯技术融为一体,是功能加强、编程简单、使用方便以及体积小、重量轻、功耗低等一系列优点。
PLC的应用领域已经拓宽到了各个领域,PLC的发展历程在工业生产过程中,大量的开关量顺序控制,它按照逻辑条件进行顺序动作,并按照逻辑关系进行连锁保护动作的控制,及大量离散量的数据采集。
在传统上,这些功能是通过气动或电气控制系统来实现的。
PLC最基本最广泛的用于开关量的逻辑控制,它取代传统的继电器电路,实现逻辑控制,顺序控制,既可用于单台设备的控制,也可用于多机群控及自动化流水线。
如注塑机,印刷机,订书机,组合抢答器,磨床,包装等。
目前,PLC在国内外已广泛应用于钢铁,石油,化工,电力,建材,机械制造,汽车,轻纺,交通运输,环保及文化娱乐等各个行业,使用广泛。
本设计将以PLC为核心设计了系统结构图、程序指令、梯形图以及输入输出端子的分配方案,在保留了原始加热炉温度控制系统的基本功能的同时又增加了一系列的实用功能并简化其电路结构,其将以控制方便,灵活,只要改变输入PLC的控制程序,就能够实现对加热炉温度的控制。
【关键词】加热炉温度控制系统可编程控制器燃烧效率System design of heating furnace temperature controlbased on PLC【Abstract】:Pneumatic manipulator is a automated devices thatcan mimic the human hand and arm movements to do something,aslo can according to a fixed procedure to moving objects or control tools. It can replace the heavy labor in order to achieve the production mechanization and automation, and can work in dangerous working environments to protect the personal safety, Therefore widely used in machine building, metallurgy, electronics, light industry and atomic energy sectors.This article is mainly of the PLC manipulator the overall design, and pneumatic design. This mechanism of manipulator includes cylinders and claws and connectors parts, it can move according to the due track on the movement of grabbing, carrying and unloading. The pneumatic part of the design is primarily to choose the right valves and design a reasonable pneumatic control loop, by controlling and regulating pressure, flow and direction of the compressed air to make it get the necessary strength, speed and changed the direction of movement in the prescribed procedure work.It can replace the heavy labor in order to achieve the production mechanization and automation, and can work in dangerous working environments to protect the personal safety, Therefore widely used in machine building, metallurgy, electronics, light industry and atomic .The principle, technical pare-maters, transmiting system and main parts structure of mincing ma-chine were introduced.The PLC was analysed.Keywords Mincing machine Holds plate Cutting blade Transfer auger【Keywords】:pneumatic manipulator PLC pneumatic loop Four degrees of freedom.目录第一章、绪论 (5)1.1 本课题的发展概况 (6)1.2 加热炉温控系统的实现过程概述 (6)1.3 本课题研究的内容和意义 (7)1.4 PLC简介 (7)1.4.1 PLC的定义 (9)1.4.2 PLC的基础知识 (11)1.4.3 PLC的用途 (12)1.5 PLC的组成 (13)1.5.1中央处理单元 (13)1.5.2存储器 (15)1.5.3输入输出单元 (15)1.5.4通讯接口 (16)1.5.5智能接口模块 (16)1.5.6编程装置 (16)1.5.7电源 (16)第二章、加热炉温度控制系统总体方案与PID算法的设计 (17)2.1 总体方案的设计 (17)2.1.1硬件模块的设计 (17)2.1.2软件模块的设计 (17)2.2 PID控制算法的介绍 (17)2.2.1 PID控制算法的设计 (17)2.2.2 PID控制器参数的整定 (17)第三章、加热炉温度控制系统的PLC设计 (17)3.1 输入输出点分配 (18)3.2 PLC的选择 (19)3.3 加热炉温度控制系统PLC控制系统接线图 (20)3.4 加热炉温度控制系统主程序流程图的确定 (20)3.5 加热炉温度控制系统温度控制系统图的确定 (20)第四章、加热炉温度控制系统PLC控制程序 (21)4.1西门子S7-200的介绍 (22)4.2加热炉温度控制系统西门子S7-200程序的实现 (24)结论 (25)致谢 (26)参考文献 (27)第一章绪论1.1 本课题的发展概况温度控制系统在工业生产中获得了广泛的应用,在工农业生产、国防、科研以及日常生活等领域占有重要的地位。
基于PLC控制的加热炉温度控制系统设计
基于PLC控制的加热炉温度控制系统设计基于PLC控制的加热炉温度控制系统设计学院:专业:姓名:学号:传统的加热炉电气控制系统普遍采用继电器控制技术,由于采用固定接线的硬件实现逻辑控制,使控制系统的体积增大,耗电多,效率不高且易出故障,不能保证正常的工业产生,随着计算机控制技术的发展,传统继电器控制技术必然被基于计算机技术而产生的PLC控制取代,而PLC本身优异的性能使基于PLC控制的温度控制系统变的经济高效稳定且维护方便。
这种温度控制系统对改造传统的继电器控制系统有普遍性意义。
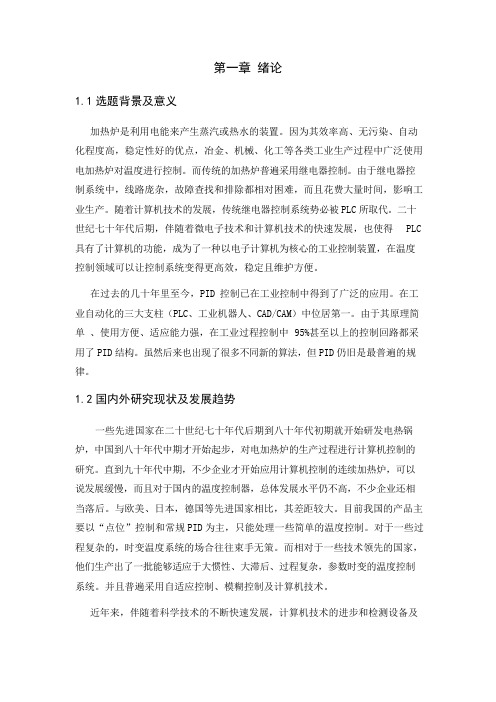
1、加热炉温度控制系统基本构成加热炉温度控制系统基本构成如图1所示,它由PLC主控系统、移相触发模块整、流器SCR、加热炉、传感器等五部分组成。
我希望该加热炉的温度稳定在100℃进行工作。
图1加热炉温度控制系统基本组成加热炉温度控制实现过程是:首先传感器将加热炉的温度转化为电信号,PLC主控系统内部的A/D将送进来的电压信号转化为PLC可识别的数字量,然后PLC将系统给定的温度值与反馈回来的温度值进行处理,给移相触发模块,再给三相整流电路(SCR)一个触发脉冲(既控制脉冲),这样通过三相整流电路的输出我们控制了加热炉电阻丝两端的电压,也既加热炉温度控制得到实现,其中PLC主控系统为加热炉温度控制系统的核心部分起重要作用。
2、PLC控制系统的硬件配置PLC控制系统的硬件配置:在加热炉温度控制系统中PLC采用日本三菱公司FX2N,其硬件采用模块化设计,配合了多种特殊功能模块及功能扩展模块,可实现模拟量控制、位置控制等功能,该系列PLC可能性高,抗干扰强、配置灵活、性价比高,本温度控制系统中PLC我们选择FX2N-48MR-001型,它与外部设备的连线如图2表1所示。
图2 PLCI/O接线图IN 系统开系统关编号 X10 X15 OUT 高温指示灯数据显示数据显示片选编号Y1 Y1~Y5 Y6~Y9 表1 PLCI/O地址分配表3、流程设计根据加热炉温度控制要求,本系统控制流程图如图3所示。
课程设计(论文)-基于PLC的电加热炉温度控制系统设计

课程设计(论文)-基于PLC的电加热炉温度控制系统设计引言电加热炉在很多工业生产过程中都扮演着重要角色,而温度控制是电加热炉设计中一个至关重要的问题。
在传统控制方式中,人工干预方案过程复杂,效率较低,不利于生产效率和产品质量的提高。
本文将介绍基于PLC的电加热炉温度控制系统的设计思路、实现原理和结果。
一、设计思路本设计将采用PID控制算法,该算法具有高效、稳定、精度高等优点。
通过对电加热炉加热、冷却及温度等变量进行采样处理,并将PID控制器中的比例、积分、微分三个参数进行调节,使电加热炉的温度控制在预定温度范围内。
二、实现原理本设计所用的硬件设备主要包括PLC、温度传感器、电源、电加热炉及调节阀等。
其中,PLC负责对相关参数的采集与计算,并通过输出信号控制电加热炉内加热、冷却和温度调节。
具体实现步骤如下:1.系统启动后,PLC获取温度传感器采集到的温度值,并将该值与预定温度进行比较,如果温度低于预定温度,PLC将对电源输出信号,让电加热炉进行加热;否则,PLC关闭电加热炉,让炉内温度保持稳定。
2.为了防止温度超过预定值,PLC同时监控温度,当温度高于预定值时,PLC会输出信号关闭电加热炉并打开冷却阀,降低炉内温度。
3.PLC采用PID算法计算比例、积分、微分三个参数,通过对这三个参数的调节,控制电加热炉的加热和冷却过程。
当温度波动较大时,PID控制器会对加热、冷却速度进行调整,使系统实现温度稳定控制。
三、实验结果在实验中,我们将预定温度设置为400℃,测试结果表明:通过使用本文设计的基于PLC的电加热炉温度控制系统,可以让电加热炉的温度控制在预定温度范围内,而且精度高、控制稳定且效率高。
整个系统具有操作简单,实现成本低等优点,可以满足很多工业生产过程中对温度精确控制的需求。
结论本文通过对基于PLC的电加热炉温度控制系统的设计、实现、测试与分析,证明了该系统具有高效、精度高、稳定性强等多方面的优点。
基于PLC控制的加热炉温度控制系统设计

基于PLC控制的加热炉温度控制系统设计加热炉温度控制系统设计的主要目的是确保加热炉内的温度能够稳定地控制在设定温度范围内,以满足生产工艺的要求。
在该系统中,采用了PLC控制器作为主要控制设备,通过控制加热元件的加热功率,实现温度的控制和稳定。
系统硬件设计部分:1.传感器选择:温度传感器是系统中最重要的硬件部分之一、根据实际需求,可选择热电偶、热敏电阻或红外线无接触温度传感器等。
同时,加热炉的材质和工作温度范围也需要考虑在内,以保证传感器的稳定性和耐高温性能。
2.控制器选择:采用PLC控制器作为主要控制设备,有较好的可编程性和灵活性,可根据实际需求进行编程,实现各种温度控制算法。
此外,PLC还可以通过其输入输出接口与其他设备进行通信,实现数据交换和协同控制。
3.加热元件选择:加热炉中常用的加热元件有电热器和电阻丝。
选择合适的加热元件需要考虑炉内的加热效果、功率调节范围、炉内均匀性等因素,以确保能够满足工艺要求。
系统软件设计部分:1.温度控制算法:根据实际需求,可以选择PID控制算法或者模糊控制算法等。
PID控制算法通过对比实际温度值和设定温度值,计算控制器输出,并通过加热元件的控制来调节温度。
模糊控制算法则根据温度误差和误差变化率的模糊逻辑关系,计算控制器输出。
2.界面设计:PLC控制器通常配备了显示屏或者触摸屏界面,可通过界面对系统进行监控和操作。
界面设计需要直观、简明,并能够实时显示和记录温度的变化情况,以便运维人员进行监测和调整。
3.安全保护功能:在系统设计中应考虑温度过高或过低的情况,设置相应的安全保护功能。
例如,当温度超出设定范围时,系统应自动停止加热元件的供电,并产生警告信号,以避免发生安全事故。
总结:基于PLC控制的加热炉温度控制系统设计需要综合考虑硬件和软件两方面因素。
通过合理选择传感器、控制器和加热元件,并设计合适的温度控制算法和安全保护功能,可以实现对加热炉温度的准确控制和稳定性,提高生产工艺的效率和品质。
基于PLC的加热炉温度控制系统设计

题目:基于PLC的加热炉温度控制系统设计原始依据(包括设计(论文)的工作基础、研究条件、应用环境、工作目的等):温度控制系统在国内各行各业的应用虽然已经十分广泛,但从国内生产的温度控制器来讲,总体发展水平仍然不高,同国外的日本、美国、德国等先进国家相比,仍然有着较大的差距。
加热炉的温度控制系统具有较大的容量滞后,采用单回路控制往往会出现较大的动态偏差,很难达到好的控制效果,为提高系统对负荷变化较大或其他扰动比较剧烈时的控制质量,采用基于PLC的双闭环温度控制系统来提高加热炉的燃烧效率。
通过本毕业设计培养学生综合运用所学的基础理论、基础知识、基本技能进行分析和解决实际问题的能力,使学生受到PLC系统开发的综合训练,达到能够进行PLC系统设计和实施的目的。
主要内容和要求(包括设计(研究)内容、主要指标与技术参数,并根据课题性质对学生提出具体要求):如图1所示的加热炉,它是由温度内胆、夹套、加热器、温度检测变送器组成。
图1加热炉温度系统加热器采用传统的价格较低的电阻板加热,水系统是加速加热炉温度恒定。
通过检测内胆和夹套的温度来控制电阻板两端的电压变化,使炉温达到设定值。
为提高系统对负荷变化较大或其他扰动比较剧烈时的控制质量,采用串级控制方案,主、副控制器采用PID控制算法,手动整定或自整定PID参数,实时计算控制量,控制加热装置,使加热炉温度为80℃左右,并能实时显示当前温度值。
毕业论文中需有与本课题有关的国内外的研究现状,系统总体方案设计,硬件的工程设计与实现, PLC控制程序设计(I/O地址分配,程序流程图),总结。
日程安排:2010.12 -2011.4. 8 认真收集有关资料,完成开题报告2011.4.9-2011.4.20提出总体方案并进行论证2011.4.20-2011.5.10论文主体设计2011.5.11-2011.5.20论文撰写,完成初稿2011.5.21-2011.5.28程序调试和修改论文2011.5.29-2011.6. 7 编写设计说明书,准备答辩提纲,进行答辩主要参考文献和书目:[1] 楼顺天、姚若玉、沈俊霞,MA TLAB7.x程序设计语言,西安电子科技大学出版社,2008[2] 黄友锐、曲立国,PID控制器参数整定与实现,科学出版社,2010[4] 卢京潮,自动化控制原理,西北工业大学出版社,2009[5] 周美兰、周封、王岳宇,PLC电气控制与组态设计,科学出版社,2009[6 ] 李科,温控系统的智能PID控制算法研究,[硕士论文],中华科技大学,2006[7] 吴长胜,基于PLC控制的加热炉温度控制系统设计,[学士论文],贵州师范大学,2006[8] 李世斌、李宏伟,PLC在锅炉控制中的应用、自动化技术与应用,2003年第22卷第1期[9] 欧祖鸿,基于Wincc和S7-200的温度测控系统,[学士论文],重庆科技学院,2010[10] 廖常初,PLC 编程及应用,机械工业出版社,2005[11] 顾占松、陈铁年,可编程控制器原理与应用,北京国防工业出版社,1996[12] 王伟、张晶逃、柴天佑,PID参数先进整定方法综述,自动化学报,2000,5(26)347~355[13] 胡学林,可编程控制器教程,电子工业出版社,2005[14] 张扬、蔡春伟、孙明健,S7-200PLC原理与应用系统技术,机械工业出版社,2007[15] Jurgen Muiler、张怀勇,西门子自动化系统实战,人民邮电出版社,2007指导教师签字:年月日教研室主任签字:年月日本科毕业设计(论文)开题报告(综述)题目:基于PLC的加热炉温度控制系统设计本课题来源及研究现状:随着现代工业的逐步发展,在工业生产中,温度、压力、流量和液位是四种最常见的过程变量。
基于PLC电热炉温度控制系统设计

基于PLC电热炉温度控制系统设计摘要:本文采用PLC控制系统对电热炉温度进行自动控制,实现了对炉内温度的精准控制。
通过对温度传感器、控制器及执行机构的设计与配置,确保了系统的稳定性和可靠性。
实验结果表明,该控制系统精度高、可靠性好,可以满足实际生产中的需求。
关键词:PLC控制系统,电热炉,温度控制,自动化,稳定性Abstract:This paper uses PLC control system to automatically controlthe temperature of electric furnace, realizing precisecontrol of temperature in the furnace. By designing and configuring temperature sensors, controllers and actuators,the stability and reliability of the system are ensured. Experimental results show that the control system has high precision and reliability, and can meet the requirements of actual production.Keywords: PLC control system, electric furnace, temperature control, automation, stability1.绪论电热炉是一种重要的热处理设备,其主要应用于金属材料的加热、熔炼及热处理等领域。
在生产实践中,电热炉的温度控制是保证热处理质量的关键。
传统的电热炉温度控制方法存在精度低、易受环境干扰等缺点,严重影响了工艺效率和生产质量。
因此,采用现代化智能化的控制方法对电热炉进行控制,成为了当前一个十分热门的研究方向。
课程设计基于PLC的电加热炉温度控制系统设计
第一章绪论1.1选题背景及意义加热炉是利用电能来产生蒸汽或热水的装置。
因为其效率高、无污染、自动化程度高,稳定性好的优点,冶金、机械、化工等各类工业生产过程中广泛使用电加热炉对温度进行控制。
而传统的加热炉普遍采用继电器控制。
由于继电器控制系统中,线路庞杂,故障查找和排除都相对困难,而且花费大量时间,影响工业生产。
随着计算机技术的发展,传统继电器控制系统势必被PLC所取代。
二十世纪七十年代后期,伴随着微电子技术和计算机技术的快速发展,也使得PLC 具有了计算机的功能,成为了一种以电子计算机为核心的工业控制装置,在温度控制领域可以让控制系统变得更高效,稳定且维护方便。
在过去的几十年里至今,PID控制已在工业控制中得到了广泛的应用。
在工业自动化的三大支柱(PLC、工业机器人、CAD/CAM)中位居第一。
由于其原理简单、使用方便、适应能力强,在工业过程控制中95%甚至以上的控制回路都采用了PID结构。
虽然后来也出现了很多不同新的算法,但PID仍旧是最普遍的规律。
1.2国内外研究现状及发展趋势一些先进国家在二十世纪七十年代后期到八十年代初期就开始研发电热锅炉,中国到八十年代中期才开始起步,对电加热炉的生产过程进行计算机控制的研究。
直到九十年代中期,不少企业才开始应用计算机控制的连续加热炉,可以说发展缓慢,而且对于国内的温度控制器,总体发展水平仍不高,不少企业还相当落后。
与欧美、日本,德国等先进国家相比,其差距较大。
目前我国的产品主要以“点位”控制和常规PID为主,只能处理一些简单的温度控制。
对于一些过程复杂的,时变温度系统的场合往往束手无策。
而相对于一些技术领先的国家,他们生产出了一批能够适应于大惯性、大滞后、过程复杂,参数时变的温度控制系统。
并且普遍采用自适应控制、模糊控制及计算机技术。
近年来,伴随着科学技术的不断快速发展,计算机技术的进步和检测设备及性能的不断提升,人工智能理论的实用化。
因此,高精度、智能化、人性化必然是国内外必然的发展趋势。
基于PLC的加热炉炉温控制系统设计 黄震宇

基于PLC的加热炉炉温控制系统设计黄震宇摘要:FX3U系列PLC,结合MCGS组态软件的应用可以实现电加热炉炉温的实时监测和控制,提高炉温控制的精准性。
本文分别从元器件选择和程序编写两个方面介绍了炉温控制系统的控制程序以及设计思路。
关键词:PLC;加热炉;炉温控制系统电加热炉的工作原理为电流持续加热炉内电热元件,在这个过程中对电热元件进行相应的处理,最终获取热能。
电加热炉是一种典型的工业炉,在工业生产中应用这种工业炉,必须精准的控制炉温,才能实现高质量、高效率的工业生产。
国内电加热炉的炉温控制系统几乎都是采用组态软件与PLC技术相互结合的方式,这种组合方式的应用不仅可以实现实时的、精准的炉温控制,还可以根据实际应用需求有针对性的进行调节,另外,这种组合方式成本投入较少,体现了电热炉应用的安全性和可靠性的同时,切实提高了能源的利用效率。
1.系统概述作为PLC,就是以计算机技术为基础的新型工业生产控制装置,PLC最为基本和最为广泛的用途都是开关的逻辑控制,其可以彻底的代替传统的继电器电路,实现顺序控制的目的,在国外,PLC技术已经被广泛的应用导工业生产中,而国外因为科技水平有限,对PLC技术的应用还处于开始阶段。
经过探索和研究,PLC技术和组态软件相互组合可以实现电加热炉温的精准控制。
以PLC技术作为基础的加热炉炉温控制系统主要由以下几个部分构成:温度传感器、电热炉、PLC以及外围设备。
其中PLC的主要作用是对油温的变化情况进行采集,然后根据具体的数据进行控制,及时的将上一个环节的温度控制情况传递到下一个环节,提高炉温控制的实时性和有效性。
温度传感器的主要作用是转换电热炉内的炉温数据,然后将其传达给PLC,PLC再根据实际情况进行调整和控制,保证炉内温度可以控制在设定的值域范围内。
组态软件的主要作用就是对炉温的具体数值进行反馈和显示,另外,其还具有警报、指示灯其他多种功能。
2.核心器件选择只有选择最为科学和合理的核心器件,才能保证炉温控制的精准性和实时性,所以,在设计加热炉炉温控制系统时,首先需要做的工作就是选择最为适宜的核心器件,然后充分发挥其优势,保证炉温的控制足够科学和合理。
基于PLC的加热炉炉温控制系统设计与应用

作者姓名
学科专业
指导教师
摘 要
在钢铁工业生产过程控制中,通常会遇到的是加热炉炉温动态特性控制,它具有如下特征:(1)炉温上升和下降往往具有严重的不对称性,包括增益和滞后时间的不对称性。(2)容积滞后。对于一般工业加热炉炉温控制特性具有较大的容积滞后,而且属于纯滞后特征。(3)在加热炉的整个温度调节范围内,对象的增益、容积滞后时间通常是与工作温度与负载变化有关的变参数。对于加热炉这类工业对象,采用常规的PID控制器,在工作点附近的小范围内,由于其动特性近似于线性,有可能控制得较好;但当大范围改变给定值或受外界环境(包括工况)太大扰动时,就需要及时修正PID参数,否则将使温升动特性变差。随着现代工业技术的发展,对工业炉温控制性能要求也必然越来越商,要求有更先进的控制策略来满足这些要求。由于温度控制在加热炉设备自动化控制中是一个非常重要的方面,但加热炉是一个非线性的、时变的、分布参数多的复杂被控对象,具有滞后的特性,因而加热炉的炉温是一个较难控制的参数。基于此,本研究将利用西门子S7-300PLC控制加热炉温度控制系统。
本文介绍了步进式加热炉的结构、工艺和控制要求,归纳了步进式炉的控制现状,分析了步进式加热炉炉温控制系统,并针对存在的问题进行以下几个方面的研究:
第一,针对步进式加热炉炉温控制过程中存在的滞后的特点,提出PLC过程控制的相关理论。
第二,通过对加热炉的温度控制进行传统PID过程控制进行仿真比较,提出加热炉炉温控制系统的方案设计。
第三,系统的学习了SIMATIC S7-300PLC控制系统,学习PLC中先进过程控制库中的功能模块和使用方法,有了深层次的消化吸收,并学习了在PLC系统中如何创建工程项目的方法步骤,在对PLC系统下加热炉炉温控制的硬件和软件进行设计与研究。
基于PLC控制的加热炉温度控制系统设计

Q0.0
器
第八个输出点 B 相固态继电
9 DO1 信号采样器 点动量 非传感器
Q0.1
器
第九个输出点 C 相固态继电
10 DO2 信号采样器 点动量 非传感器
Q0.2
器
第十个输出点 11 DO3 信号采样器 点动量 非传感器
Q1.1
缺相报警
第十一个输出
12 DO4 信号采样器 点动量 非传感器
高温指示灯
社,2001. [4] PLC 应用开发技术与工程实践[M]. 北京: 人民邮电出版社. [5] 施耐德可编程控制器操作手册[Z].2010,5.
图 2 加热炉温度控制系统 PID 设计。
作者简介:李彦洲(1988-),满族,吉林工业职业技术学院,助 教,主要研究方向:机电产品维修技术、有限元分析。
序号 采样信号名称 性质 传感器 占用硬件资源
说明
N 型热电 1 aI0 信号采样器 温度
偶
I288
外界读入的温 度信号
第一个输出点 2 dI0 信号采样器 点动量 非传感器
0.0
启动信号
第二个输出点 3 DI1 信号采样器 点动量 非传感器
I0.1
停止信号
第三个输出点 温度继电器高
4 DI2 信号采样器 点动量 非传感器
关键词:温度传感器;西门子 PLC;固态继电器
中图分类号:S951.4+1
文献标志码:A
文章编号:2096-2789(2016)10-0205-01
DOI:10.19537/ki.2096-2789.2016.06.177
1 系统设计背景 对温度检测和控制一直是人们生产生活中一个非常
重要的技术。最早西方设计了气压温度计,就是利用热 胀冷缩的原理实现温度的检测。选择的检测液体从水一 直改进到水银。酒精灯,一直都是为了更方便的检测温度。 随着材料技术的发展,温度检测的手段也越来越多,比如 现在工业中常用的热继电器,就是利用双金属弹簧片技 术,不同金属的热膨胀系数不一致。当把热继电器介入电 路中,随着电流的增大温度升高,两个金属片受热后不 同程度的热变形,导致稳定的结构打破,实现温度的控制。 随着电子技术的发展,对温度的检测可以把电子控制和温 度有机的结合起来,温度传感器就是此技术的典型代表, 比如常用的热炉、反应锥等等,都可以利用这种温度传 感器,能够把环境温度的变换转换成可读可视的电信号。 在连线中,会采用固态继电器辅助控制电路。在需要进 行逻辑计算时候,运用 PLC 可以进行逻辑控制,实现了 温度检测,温度控制,进而达到预期效果的反馈。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S2
( )解 正 规 方程 组 4
_ # 。 簟 0
求 出 a ,a , … ,a o l
-
督 | 避慧 _
() 拟合公式 5 写出 多项式P x :∑ 一次多 ( )
k 0 =
项 式 也 叫 作 线 性 拟 合 。 由 上 述 方 法 可 拟 合 出 K 分 度 电
( 2) 由 公 式 s一 k ( : ' , , … .n k 0 12 2)
系 统 开 系 统 关
Xl 0 Xl 5
高 温 指 示 灯 数 据 显 示
数 据 显示 片 选
Yl Y2 ~Y5
Y6~Y9
32流程设计 _
根 据 加 热 炉 温 度 控 制 要 求 , 本 系 统 控 制 流 程 图 如
块 及 功 能 扩 展 模 块 , 可 实 现 模 拟 量 控 制 、 位 置 控 制 等 功 能 。 该 系 列 PLC 可 靠 性 高 ,抗 干 扰 强 、 配置 灵 活 、性
加热 炉温 度控 制 系统 基本 构成 入 图 1 所 示 ,它 由 PLC主控系统、移相触发模块整 、流器 S CR、加热炉 、
维普资讯
( C F)20年 月 P & A 07 5 L
P C.工 控 机 与 集 散 控 制 系 统 L
PL I & DCS C. PC
基于 P C控制 的加热炉温度控 制系统 L
Ac o d n o a T mp r t fHe tt e St v n r l s e o c r i g t e e a u e o a h o e Co to r Sy t m f
0 —0
图3 加热炉控制流程图
压 随温度变化公式为 :V=0 0 T ( 中V 为电压 ,T为 .4 其 温度 ) 。此拟合公式是在温度从 0℃到 1 ℃之 间变化的 0 2 近似公式 ,因此正规方程只用到 s 、sl 拟合的多项 0 、s 2 式次数为 n = 1 ,电压随温度的变化可近似为 线性变 化。 如果 温 度 变化 范 围 比较 大 ,则 电压 随 温度 变 化为 非 线 性 变化 ,上述 电压随 温度变 公式需要 重新拟合 ,拟合多
继 电器 控 制技 术 必 然被 基 于 计 算机 技 术 而产 生 的 PLC 控
传感器等 5个部分组成。该加热炉温度希望稳定在 1 0 ℃ 0
工作 ( 其它工 作温度 同样 可 以照此方 法设计 ) 。
加 热炉 温 度 控制 实 现过 程 是 :首先 传 感器 将 加 热 炉的温度转化为 电压信号 ,PLC 主控系统内部的 A/D 将送进来 的电压 信号转化 为 PL C 可识别 的数字量 ,然 后 PLC 将 系统给定 的温度值与反馈 回来的温度值 进行
人 。△ e n 、A ( —1为系统连续两次执行的误差 。K () en ) 为比例放大系数 T、T 、T 分别为采样周期、积分时间、
微分时间。
当加热炉 刚启 动加 热 时 ,由于 测到的 炉温为 常 温 ,
s —p p v一△ U 为正值 且较大 ,△ U为 PI D调 节器的输 入 ,此时 PI 调节器 中P 起主要 作用 ,使 sCR 为最大 D
电压 给 加 热 炉 加 热 。 当 加 热 炉 温 度 达 到 l 以上 时 , 0℃ 0
图2 P C/ 线图 LI O接
s —p p v=A 为负值 ,经 PI U D调节 ,使 s CR输 出电压
减 小 ,加 热 炉 温 度 降 低 。 当 温度 正 好 达 到 l 0℃时 ,△ 0
l
e+ 【 (争 n △ )
( )系统软件调试。系统软件调试是在 PC机上进行, 1
我 们 将 PLC 控 制 程序 输 人 PC 机 后 ,根 据运 行 要 求 ,设
( 转第 7 页) 下 6
Pr g a o r mma l o t l r f cor u o b e c n r e & a t y a t ma in 7 ol t I 1 o
【 中图分类号】T 2 3 P 7
【 文献标识码JB
文章编号 10 …5 2 (0 70 — 0 0 0 6 6 1 32 0 )5 0 7 — 3
l 引 言
传统 的加热炉 电气控制 系统 普遍采用 继 电器控 制技 术 ,由于 采用 固定接 线的硬件实 现逻辑控制 ,使控 制系 统 的体积增 大 ,耗 电多 ,效率不 高且易 出故 障 ,不 能保 证 正常的工业 生产 。随着 计算机控 制技术 的发展 ,传统
项 式 的 次 数 也 必 然 大 于 2。
33控制算 法 .
由于温 度 控 制本 身 有一 定 的 滞后 性 和惯 性 ,这使
系 统控 制 出现 动 态误 差 。为 了减小 误 差提 高 系统 控 制 精度 ,采用 PI D控制算法 ,另外考虑到系统的控制对象 ,
采用 增 量 型 PI 算 法 。 D A n= n U n 1 V() U() ( 一 )
35 系统调试 .
系统调 试分为两 大步骤 ,一 是系统软件 调试 ;二是
系统 硬 件调 试 。
= p[n一n1+∑P)∑ . K(( e -】( (一 1 e) ( ) ) )
T e ) 2(-1 en 2 } K { e ) o[ n 一 e ( n ) (- )= pA n+ T + 】 (
2 加热炉温度控制系统基本构成
统 的核心 部分 起重 要作 用 。
3 PC控制系统 L
31 L 控 制系统的硬件配置 . P C
在加热炉 温度控制 系统中 PL C 采用 日本三菱公 司
图 1 加 热炉温 度控 制系统基 本组 成
F ,其硬件采用模块化设计 ,配合 了多种特殊功能模 x,
图 3所 示 。
t i rol ,….) ∑ ( ,, =y = 2 . n
i =0
计数 出 S 与 T k ( 3)写 出正 规 方 程
r S … 一 S 、 f0 … 一S S 川
I ‘ ‘ 。 ‘ ‘ 。 。‘ ‘
I S十 …… S 1
பைடு நூலகம்
制技术所取代。而 P LC本身优异的性能使基于 P LC控制 的温度控 制系统变 的经济高效稳 定且维护方便 。这 种温 度控制系统对 改造传统的继 电器控制系统有普遍性 意义 。
处理 ,给移相触发模块 ,再给三相整流 电路 ( CR)一 s
个触发脉冲 ( 既控制脉冲 ) ,这样通过 SCR 的输出我们 控 制 了加 热 炉 电阻 丝两 端 的 电压 ,也 既 加热 炉 温度 控 制得到实 现。其 中 PLC 主控 系统为加热炉 温度控制系
值所造成 的精度低 的问题 。加入 后对清 除稳态误差与稳
态 震 颤 现 象 的 效 果 明显 ;加 上 多 级 自修 正 量 化 因 子 和 比
例 因子 ,可明显提 高系统 快速性 ,且系数 修改无复杂运
算 ,便 于 在 PLC 上 实 现 。
机床与液压 ,2 0 0 4
[ 】 金立 本 ,赖 玉斌 . 变 频调 速 控 制在 大 楼 空 调 水 3 泵 上 的应 用 . 电气 传 动 , 9 l 9 8
63水质在线神经 网络检 测 .
水 的污 泥 指数 测定 是一 个 非 常有 效 的 水质 在 线检 测技术 ,通过测定原水 ,多介质过滤 、活性碳过滤前后 , 离子交换前后等取样点的 SDI ( 污染指数 )值 ,可以有 效 的监控 水 处 理系 统 运行 ,可 以判 断各 个 工 艺步骤 是
PL Co tol C n r
重庆科技学院 宋乐鹏
So gLe e g n pn
摘
要 :运用 P LC技术和 电力 电子整 流技术控 制加在热炉 电阻丝上的 电压 ,实现温度控 制。P C控 制程序采用 了 L
PI 控 制算法 ,使 加热炉 温度控 制系统 具有精 度高 ,稳 定性好 ,可靠性 高 等特点 。 D
编 号
表 1 P C I 地 址分 配 表 L O /
I N 编 号 OUT
U 为零 PI 不调节 ,此时 sCR 输 出的 电压 正好平衡加 D 热 炉消 耗 的热量 ,系统 达到 动态 平衡 。 34 K . 型热 电偶分度 电压拟合 ( 1)根据 具体 问题 ,确定拟 合多项 式的次数为 1。 2
关键词 : L P C 加 热炉 PD I
A b ta t Usn sr c : igPLC c n l g n ep we fee to i o m u ain tc n lg o t l sh t un c , l crcr ssa c t h o o ya d t o ro lcr ncc m e h tt e h oo yc nr p u o r a e ee t itn e o ol f i e o ev l g i c iv mp rt r o to . ft o t esl a he et h a k e e au ec n r 1PLC o to r c d r su e D o to lo t m sf r e t gf m a e c nr l o e u e s dPI c n lag r h o ai p r i h n u c tm p r t r o r ls se wi i ha c r c , o d sa i t , ih r l blt h r ce sis e e au ec nt y t m t h g c u a y g o tb l y h g ei i yc a a tr tc o h i a i i Ke ywo d: LC r P He t gfr a e ai u n n c P D I
en A (- ) () en 1J } 式 中 en 、en ) (一 ) P D 连续 三 次的偏 差 输 () (一1、en 2为 I