UT标准(日本)
新版中日交流标准日本语初级上二十

第4单元小李的公司生活一②172►乙®*道查s^-r <行。
T,*橋查0 ±V»*3 L包 U►李右九《毎朝7時1二人►iotzUt来年2.g[相继发生①]表述两个以上的动作依照时间顺序相继发生时,可以使用“动词T形+动词”的形式来表示。
► 9^0亍V《一卜久^o T, 餐i L S L f c。
(昨天去商场买东西r。
)1»龙坊足►家久帰o T,宿題查(回家.〈然后〉做作业。
)t i' a九O'u犬jj>龙►図書館八行o T本$借U T,家久帰0圭言。
(去图书馆借书,〈然后〉回家J3._T#e> _ [相继发生②]表述两个以上的动作依照时间顺序相继发生时,也可以使用“动词T形+ #?> +动词”的表达形式。
其语义和"动词丁形+动词”基本相同,但不能在一个句子中反复使用两次以上。
►才查»圭才。
(小李毎晚听了收音机后睡觉。
)X>i U九ft T►昼二'飯查食人T#e>出寸S T。
(吃了午饭后出门。
)。
•龙负龙 a iz«A. r* 彳九i丄i►象、帰—度日本語勉強查I■圭守。
(回家后,再学一遍日语。
)4.<f c^t'请求某人做某事时使用“动词T形+<t V’。
U* u n>►乙乙匕_所上名香^T(请在这里填写住址和姓名J►M^i-e l o r <;f$t、。
(请用航空方式寄这件包裹。
)5. |名[场所]|查|动|[经过][离开]经过的场所用助词“查”表示,常用的动词有“M19 S f,’“*i»9圭守,,“*:^^*言”等。
此外,“!”与动词“由圭玄” “翠讓。
圭守”等搭配使用时,表示离开的场所。
大Si夂ifc►八駅前查通D S T。
(这趟公共汽车经过车站一带。
)iox(顺这条路一直走,再过那座桥。
)% ^ (1^1%(小李每天早晨7点离开家。
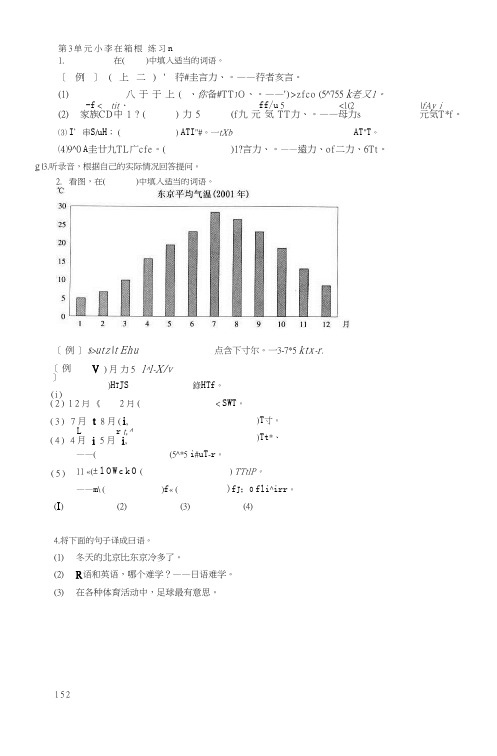
标准时间的设定

附录1:标准时间的设定------作业测定1.1. 标准时间概要1.1.1什么是标准时间(Standard Time)标准时间是在正常的操作条件下,以标准的作业方法及合理的劳动强度和速度下完成复合质量要求的工作所需要的时间。
它具有以下五项主要因素:正常的操作条件:工具条件及环境条件多复合作业内容要求并且不易引起疲劳的条件,如女工搬运重量不超过4.5KG。
熟练程度:大多不同中等偏上水平作业者的熟练度,作业者要了解流程,懂得工具的操作与使用。
作业方法:作业标准规定的方法。
劳动强度与速度:适合大多数普通作业的强度与速度。
质量标准:以产品质量标准为准,基本原则是操作者通过自检及互检完成。
由上述定义可知标准时间是衡量一切工作的标准,它具有相当高的客观性与公平性。
然而,由于受到中国历史上长期的计划经济与国营经济的影响,致使中国工矿企业忽视效率及效益,没有衡量效率的标准时间概念。
广大的中国企业只有旧的劳动工时定额系统,与国际系统严重脱节,加入WTO之后,当务之急是正视效率管理,引进基础的标准时间系统,与外国企业在同一平台竞争。
否则,我们入了WTO的赛场却不懂比赛规则,那如何取胜对手呢?1.2. 标准时间的意义与用途1.制定生产计划2.人工工时计划及人员计划3.评价:不同作业者的表现不同供货商的效率成本不同作业方法的优劣4.用于作产品的人工成本控制与管理,包括计件工资的基准5.对客户估价与报价6.设备及工装的需求计划7.革新与改善的成绩评价图1反映标准时间的设定与活用周期:图2 标准时间的构成2.2 标准时间的设定1.对观测时间进行评比求得的正常作业时间2.对正常作业时间进行宽放,求得标准时间公式如下:标准时间=正常作业时间.(1+宽放率)=观测时间.评比系数.(1+宽放率)2.2.1时间评比1.时间评比介绍时间评比是一种判断与评价的技术,其目的在于把实际作业时间修正到合理的作业速度下的时间,消除因被测量个人的工作态度、熟练读及环境因素对实测时间的影响。
[新版中日交流标准日本语单词]初级下册.doc
![[新版中日交流标准日本语单词]初级下册.doc](https://img.taocdn.com/s3/m/393210e62b160b4e777fcf1c.png)
第25课(数学)[名]数学世儿七儿(W-P5)[名]专门C Ji ^9(女侵)[名]女演员9/5^ [名]营业科或® (市街)[名]市内,市街,繁华街道6 (道路)[名]道路,马路9^9 *9 J: 9 (交通量)[名]交通流量,通行量❷左力、(暨力、)[形2]充裕,丰富(大芝0[连体]大的WE (小S [连体]小的(另叽O [副]并不t 9 (唐)[专]唐9 (中国航空)[专]中国航空T/ufo/u(±/uT/u (天安敲店)[专]天安饭店(三璟路)[专]三环路<9^9 (空港)[名]机场(高速道路)[名]高速公路g"9 CJ; 9 (部品工埸)[名]零件制造厂工—夕一[名]电梯知壬儿检本)[名]图画书,连环画(自然)[名1大自然9 Ji 9 (^料)[名]工资Jg (今夜)[名]今天晚上『切斗名]伤泊京《9京寸)[动1]住,过夜,住宿[动1]连接,系(取*9京寸)[动1]印,记下dsns-t (生sns-t)[动2]出生,诞生(倒座〜)[动3]倒闭,破产(波滞〜)[动3]堵车,停滞千工晃[动3]确认dofcfc <o这一带,这附近第26课(大雨)[名]大雨(核)[名]樱花力0M)[名]风E (月)[名]月亮OJ: 9 (表)[名]表fo< (握手)[名]握手5泌S(晋ft)[名]习惯#6 15^' (46辞偎)[名]鞠躬[名]寒暄(右客W© [名]顾客,客人(普通)[名]一般,普通(次)[名]这回,下面,下回[名]超市B(料金)[名]费用力、I/'O (会割[名]会费八T、/[名]降价出售卜力一卜、' [名]信用卡(色^笨)[名]彩色铅笔(59 (翌作)[名]丰收云力、(仲)[名]关系,友情,友谊上)寸tbt>CO (忘ti物)[名]忘记的东西,遗忘的物品(防[动1]防御,防备,防守(回[动1]走访;转;绕弯(走«9ST)[动1]跑,奔跑(吹[动1]吹[动2]举,举起(足^S-t)[动2]足,够[动3]素描,写生(ioifXLS-r (窕言〜)[动3]发言^9 Li 9 LS-t (僵媵〜)[动3]得冠军5力<(合格〜)[动3]及格,合格t [副]也许^<^r< (藻)束〜)[动3]约定^/、[副]不知不觉地,无意中[副]就要,立刻,马上[副]大部分,几乎[连]因此TT#修令木)[专]铃木i 9 (榭[专]杨力仕9 (加藤)[专]加藤子)[专]叶子。
国内外铸件无损检验标准对比分析

国内外铸件无损检验标准对比分析对于工件的无损检测,检验标准是最重要的工作依据。
从工件的检测方法选择、检测过程的注意事项到工件的最终评定、报告的参数出据,往往都需要遵循一定的、供需双方均认可的标准规范。
随着改革开放的不断深入,我们和国外的交流也日益广泛。
其中,涉及到产品质量验收时应该遵循何种标准、采取怎样的验收级别,往往是供需双方讨论的焦点之一。
因此,将国内铸钢、铸铁件无损检测标准和国外、国际标准进行一定的对比,分析其在日常生产中的应用,对于我们的工作是非常有好处的。
1国内、外铸件无损检测标准铸件的检验,一般是由铸件制造厂根据设计的图纸或订货方(需方)提供的图纸上的技术要求或技术合同进行。
对于铸件,通常的检验包括尺寸检查、形状和外观的表面质量目视检查。
而对于设计要求比较重要的铸件,或者需方认定的比较重要的铸件或局部,或者铸造工艺上容易产生问题的铸件,一般除了要做化学成分分析和力学性能试验外,还需要进行无损检测。
对于一般铸钢、铸铁件的无损检测,常用的方法有磁粉检测或渗透检测(主要用于表面或近表面缺陷的检测)、超声波检测或射线检测(主要用于内部缺陷的检测)。
下面给出国内、外常用的关于铸件的无损检测标准。
ASTME186厚壁铸钢件[2.0~4.5英寸(51~114mm)]射线检验标准底片ASTME192航空用熔模铸钢件射线检验标准底片ASTME280大厚度(4~12in,114~305mm)铸钢件参考射线照相底片ASTME4462英寸(51mm)以下铸钢件的射线检验标准底片ASTMA609/A609M铸造碳钢、低合金钢和马氏体不锈钢的超声检测方法ASTME689球墨铸铁件的射线检验标准底片ASTME802厚度4.5in(114mm)以内的灰铸铁参考射线照相底片ASTME1030金属铸件的射线透照检测方法ASTME1734?铸件射线成像检测方法EN1369铸件磁粉检测EN1371铸件渗透检测GB/T5677铸钢件射线照相及底片等级分类方法GB/T?7233铸钢件超声探伤及质量评级方法GB/T9443?铸钢件渗透探伤及缺陷显示迹痕的评级方法GB/T9444铸钢件磁粉探伤及质量评级方法ISO4986铸钢件磁粉检测ISO4987铸钢件渗透检测ISO4992?铸钢件超声波检测ISO4993?铸钢件射线检测JB/T?6440?阀门受压铸钢件射线照相检验TB/T3105.1铸钢摇枕、侧架射线照相检验TB/T?3105.2?铸钢摇枕、侧架超声波检验JIS? 0581铸钢件射线照相检测方法2? 铸件磁粉检测(MT)标准对比分析EN1369、ISO?4986与GB/T9444均为铸件磁粉检验的常用标准,而且欧盟标准系列中关于铸钢件的磁粉检验标准EN1369基本与ISO?4986等效。
新版中日交流标准日本语初级上十八
( 〜 茶 )[ 名 ]茉 莉 花 茶 K>X<T^ ( 緑 茶 )[ 名 ] 绿 茶 [ 名 ] 果汁 ! CA^ ( 人 気 )[ 名 ]声 望 ,受 欢 迎 ¥ 咅( 席 ) [名]座位,席位 歹 [ 名 ] 班 级
森去酒馆喝酒。这个酒馆有什么 好吃的
呢?
石 llA
1 2 月 的 一 天 ,己 经 过 了 上 班 时
..-j A
« 0) 5
t、
第課昨日于八一卜'
0
tr> to
行 買 U物 USUfc
_ H r—
« <0
l'*
次
第15課小野今新聞查読九T
_
问了,小李还没到。小宇怎么了?
第4单元小李的公司生活4
152
第12課李森若
©©
生词表
署甘^ (季節)[名]季节 ■5、^ (冬) [名]冬天,冬季 汪石(春)[名]春天. 春 季 ( CHA^ T^O ( 日 本 料 埋 ) [ 名 ] 日 式 饭 菜 - r"C ( 寿 司 ) [ 名 ] 寿 司 于 v [ 名 ] 梨 TT于 于 [ 名 ] 香 蕉 歹 力 > [ 名 ] 橘 子
(多久> ##o r r (花费)
〜冊(〜本,〜册)
〜回(〜次) 〜枚(〜张) 〜力、月(〜个月)
160
佾 荖洚 【 雅雄
〕
。
串 洚 家 穿 莕 老 兹
1.-
_ I+B
—lsHJs-&ss a 4:--:aLs
日本标准贯入试验方法及其N值在岩土工程中的应用
图 1 标准贯人试验装置示 意图r
Fi. S h ma i S T e ie g1 c e t P d vc c
角 螺 丝4 2 . 齿/54
贯 入 靴
图 1 新标 准贯 入 试验 装 置示 意 图r 。新标 准 为 1 规 定 的修订 内 容 涉 及 : 语 的 定 义 、 具 的规 格 规 术 器 定 、 检要 点 、 验方 法 和 自动 化装 置等 方面 。其 修 点 试
地采取 了不 被 水 冲 洗 的 土 样 。14 98年 , ezg i和 Tr h a
Pc ek在 S i Meh nc i n iern rc c ol ca i nE gneig P at e著作 s i
常用 的动 力触 探测 试技 术 , 了设 备简 单 、 作 方便 除 操 外 , 大 的驱 动力在 于 它的指 标简 单 、 更 好用 。如 标准 贯 人击 数 N 值是 一个 无量 纲量 , 各 部 门的设 计 规 在
订 要点 归纳 如下 :
匦
器 身
鲎 : :
钻- 7连 " -接 杆 "
一 \一 钻杆
角 螺 丝
厘
1, 9
( )术 语 : 值 指 质 量 为 6 . 士 0 5 k 1 N 3 5 . g的 落
全 长8O l
锤 , 7 -1c 的落距 自由落 下打击 钻 杆头 部 的垫 以 64 m -
日本 标 准 贯 人 试 验方 法
从 15 9 7年 开 始 , 际 土 力 学 及 岩 土 工 程 学 会 国
(S MF ) 开始 着 手 讨 论 S T 的 统一 标 准 , 到 IS E 就 P 直
18 9 9年才 在 X I C MF I— S E会 议上 确立 了《 P 国际 I ST 基 准试 验方 法 》 。但 是 , 这一 国际基 准试 验方法 并 没
硫酸软骨素日本标准及其说明

应 在o . 1 4 2%以下 。
性 状 :本 品 为 白色 至微 黄 褐 色粉 末 , 无 味 ,或有 轻 微 的特 殊 操 作条 件
P h a r m a c e u t i c a l S c i e n c e s , J i n a n 2 5 0 1 0 1 , C h i n a ; 3 . S c h o o l o f P h a r m a c e u t i c a l S c i e n c e s , 乃口 i n Me d i c a l U n i v e r s i y t ,
BI AN Li n g 一, K ON G De . x i n , CHE N Le i , LI NG P e i . x ue ,
( 1 . S c h o o l o f P h a r m a c e u t i c a l S c i e n c e s , S h a n d o n g U n i v e r s i t y , J i n a n 2 5 0 0 1 2 , C h i n a ; 2 . S h a n d o n gA c a d e m y o f
mL ,作 为供 试 品溶 液 。另精 密 量取 氯化 物 标准 溶液 1 mL ,加
即氮 和硫 的含量 测 定项进 行说 明 。
1 C S 日本标准
硫 酸软 骨素钠
So d i u m Ch o nd r o i t i n S u l f a t e
水 定容 至 1 0 0 mL ,作 为对 照 品溶液 。各取 供试 品溶液 和对 照品
T i a n j i n 3 0 0 0 7 0 , C h / n a )
A bs t r a c t : S o d i u m c h o n d r o i t i n s u l f a t e i s i nc l u de d i n J a pa n e s e Pha r ma c e ut i c a l Co de x.Th e c h o n d r oi t i n s u l f a t e s t a n d a r d s i n J a pa ne s e Ph a r ma c e u t i c a l Co d e x i s t r a n s l a t e d, a n d t he d e t e r mi n a t i o n s o f ni t r o g e n a n d s u l f u r a r e e x pl a i n e d
标准结构UT工艺(英文---5页)
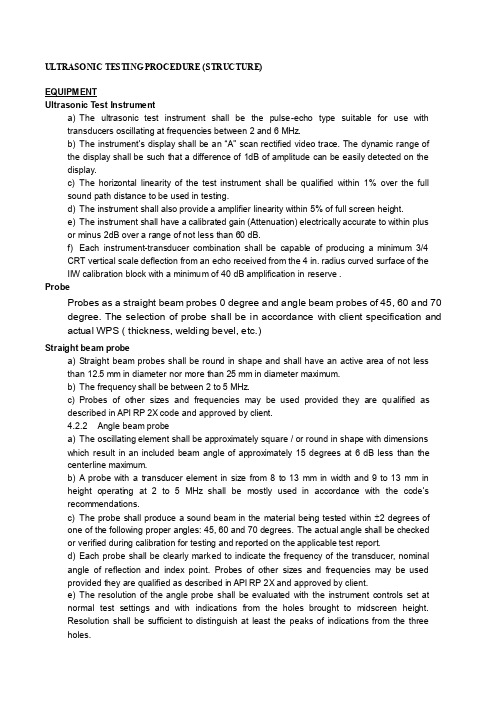
ULTRASONIC TESTING PROCEDURE (STRUCTURE)EQUIPMENTUltrasonic Test Instrumenta) The ultrasonic test instrument shall be the pulse-echo type suitable for use withtransducers oscillating at frequencies between 2 and 6 MHz.b) The instrument’s display shall be an “A” scan rectified video trace. The dynamic range ofthe display shall be such that a difference of 1dB of amplitude can be easily detected on the display.c) The horizontal linearity of the test instrument shall be qualified within 1% over the fullsound path distance to be used in testing.d) The instrument shall also provide a amplifier linearity within 5% of full screen height.e) The instrument shall have a calibrated gain (Attenuation) electrically accurate to within plusor minus 2dB over a range of not less than 60 dB.f) Each instrument-transducer combination shall be capable of producing a minimum 3/4CRT vertical scale deflection from an echo received from the 4 in. radius curved surface of the IIW calibration block with a minimum of 40 dB amplification in reserve .ProbeProbes as a straight beam probes 0 degree and angle beam probes of 45, 60 and 70 degree. The selection of probe shall be in accordance with client specification and actual WPS ( thickness, welding bevel, etc.)Straight beam probea) Straight beam probes shall be round in shape and shall have an active area of not lessthan 12.5 mm in diameter nor more than 25 mm in diameter maximum.b) The frequency shall be between 2 to 5 MHz.c) Probes of other sizes and frequencies may be used provided they are qu alified asdescribed in API RP 2X code and approved by client.4.2.2 Angle beam probea) The oscillating element shall be approximately square / or round in shape with dimensionswhich result in an included beam angle of approximately 15 degrees at 6 dB less than the centerline maximum.b) A probe with a transducer element in size from 8 to 13 mm in width and 9 to 13 mm inheight operating at 2 to 5 MHz shall be mostly used in accordance with the code’s recommendations.c) The probe shall produce a sound beam in the material being tested within 2 degrees ofone of the following proper angles: 45, 60 and 70 degrees.The actual angle shall be checked or verified during calibration for testing and reported on the applicable test report.d) Each probe shall be clearly marked to indicate the frequency of the transducer, nominalangle of reflection and index point. Probes of other sizes and frequencies may be used provided they are qualified as described in API RP 2X and approved by client.e) The resolution of the angle probe shall be evaluated with the instrument controls set atnormal test settings and with indications from the holes brought to midscreen height.Resolution shall be sufficient to distinguish at least the peaks of indications from the three holes.Periodic CalibrationThe instrument shall be periodically checked in accordance with the “Calibration Procedure of Ultrasonic Flaw Detector”.All ultrasonic flaw detectors shall be calibrated by a recognized test authority. CALIBRATION AND REFERENCE BLOCKSIIW and IOW standard blocks shall be used for the calibration of UT instrument.The reference blocks according to XXXXXXCALIBRATION FOR TESTINGCalibration for sensitivity and horizontal sweep range shall be made by the ultrasonic technician just prior to and at the location of testing of each weld.For this purpose, the reject (suppression) control shall be turned off.Calibration for Straight Beam TestingCalibration for straight beam testing of base metal shall be made with the probe applied to Face A of the base metal and performed as follows.a) Sweep RangeThe horizontal sweep shall be adjusted for distance calibration to present the equivalent of at least three plate thickness on the CRT screen.b) Reference Sensitivity LevelThe sensitivity shall be adjusted at a location free of indication so that the first back reflection from the side of the plate will be 50 to 75% of full screen height.Calibration for Angle Beam T estingSweep RangeSweep range calibration shall include as a minimum the entire sound path distance to be used during the specific testing by using the IIW block.Standard Sensitivity LevelStandard sensitivity for testing of production welds shall be the Basic Sensitivity Level.corrected for distance by a Distance-Amplitude-Correction Curve established with the Reference Block and modified by Transfer Correction.c) Basic Sensitivity LevelReference level screen height shall be obtained using maximum reflection from the diameter hole in the Reference Block.The amplitude from the reflectors in reference block shall be adjusted to 100% DAC. In addition to the side-drilled holes employed for evaluation of all discontinuities in the body of the weld.d) Distance Amplitude Correction (DAC)The Reference Level shall be adjusted to provide for attenuation loss throughout the range of sound path to be used, by DAC curve.The reference block shall be used and curves which are 100% and 50% of reference curve are to be constructed as follows:e) Transfer Correction∙The reference level shall be adjusted to compensate for the differences in surface character and attenuation between the reference block and the material being tested, by means of the double probe technique.∙ A transfer correction shall be performed and recorded once for each welded joint to be tested using part of the test surface exhibiting the roughest condition, except for repetitive testing of the same materials, size and configuration, in which case a transfer correction shall be performed at the beginning of every shift by the ultrasonic operator. Calib ration surfaces shall closely match that of the test surface to minimize corrections required.PRODUCTION TESTING PROCEDURESurface PreparationThe surfaces of welds and base metal shall be prepared as follows:a) Contact surfaces shall be free of weld spatter and any condition that might interfere withfree movement of the search unit or impair coupling of ultrasonic vibrations to and from the material examined. When the correction factor has been determined and used see par. 6.3.e.b) Finished weld surfaces shall be adequate to prevent interference with interpretation of theexamination.c) Surfaces of the calibration reference blocks shall be of a similar finish to the part underexamination.Couplanta) A couplant material shall be used between the search unit and the test material. Thecouplant shall be either glycerin on cellulose gum and water mixture of a suitable consistently.A wetting agent may be added if needed. Light machine oil may be used for couplant oncalibration blocks.b) Components may be tested using the same or different couplant as that used forsensitivity calibration.Scanning ProcedureStraight Beam Technique and Scanninga) At the time of test and prior to angle beam scanning of the weld, the entire base metalthrough which sound will pass during angle beam testing (determined by maximum surface distance required from the weld for the required skip distance) shall be scanned for laminar reflectors or inclusions which might interfere with the examination. If any area of base metal exhibits total loss of back reflection, or if an indication equal to or greater than the original back reflection height is located in a position that will interfere with the normal weld scanning procedure, its size, location, and depth from the face shall be determined and reported separately to Company.b) Where conditions are found to interfere with angle beam testing, other NDT methodsshall be employed.Angle Beam Technique and ScanningGenerala) The technician shall be given the following information before weld testing is commenced,and choice of angle(s) of refraction for scanning weld body sidewalk and reinforcement shall depend on the following factors:∙Type of ferritic steel.∙Groove type used.∙Characteristics and orientation of defects likely to occur i.e., the welding process (WPS) ∙Type of weld joint configuration to be tested i.e., the applicable range of diameter, thickness and local dihedral angle.b) A ccurate profiles shall be taken with wire type profile gauges or, if joint angle is acute, asuitably pliable material able to maintain its shape under normal conditions.Scanning T echniquea) Scanning may be in any pattern which results in full coverage of the root of the weld, thebody of the weld, and both side fusion lines and base metal heat affected zones.b) Scanning shall generally be performed at a gain setting 6dB above the ReferenceSensitivity Level for the maximum sound path. Evaluation of indications shall be done with the gain control at the Reference Level.Selection of Probesa) The nominal frequency shall be 2 to 5 MHz, unless variables, such as fabrication materialgrain structure require the use of other frequencies to assure adequate penetration or better resolution.b) Indications found in the root areas of groove welds in butt joints and along the fusion face ofall welds shall be further evaluated with either 70, 60, or 45 deg. angles, whichever is nearest to being perpendicular to the expected fusion face.Scanning PatternsFor girth welds, scanning for volumetric examination shall be carried out from both sides of the weld on the same surface.Indication InvestigationThe indications shall be investigated by maximising the echoes by rotating the probes and by using different angle probes with DAC curves. All indications exceeding 20% of the ref erence curve shall be investigated with and all indications exceeding 50% shall be reported.Investigation shall be performed to the extent that the operator can determine the shape and location of the indication. For dimensional evaluation, either the “6 dB-drop” method or time of flight or maximum amplitude method shall be used.DISCONTINUITY EVALUATIONGenerala) Once a reflector has been found by scanning, it shall be carefully evaluated to determinethe following characteristics, as required for application of the Acceptance Criteria and for Reporting:∙Location from an established reference point.∙Location within the weld cross section.∙Sizes - i.e., length along the weld axis and width (height dimension) as seen in the weld cross section, or amplitude relative to reference level.∙Type and Orientation - i.e., classify as linear, planar or spherical reflectors. If planar, the orientation of the plane relative to the brace or chord side fusion boundaries.b) Discontinuities shall be evaluated by use of a combination of Beam Boundary andAmplitude Techniques.Defect Size DeterminationThe following technique shall apply to determine the defect size.a) The length of the discontinuity shall be obtained by recording the location along the lengthof weld as determined by 50% of Reference Level (6dB drop) for each end of the reflector.b) The width (height) of the discontinuity shall be determined by 20dB drop (10% intentensityof the maximum echo) technique.Acceptance StandardAcceptance criteria are as Client’s Spec ification and xx code (根据实际要求)。
国内外铸件无损检验标准对比分析

国内外铸件无损检验标准对比分析对于工件的无损检测,检验标准是最重要的工作依据。
从工件的检测方法选择、检测过程的注意事项到工件的最终评定、报告的参数出据,往往都需要遵循一定的、供需双方均认可的标准规范。
随着改革开放的不断深入,我们和国外的交流也日益广泛。
其中,涉及到产品质量验收时应该遵循何种标准、采取怎样的验收级别,往往是供需双方讨论的焦点之一。
因此,将国内铸钢、铸铁件无损检测标准和国外、国际标准进行一定的对比,分析其在日常生产中的应用,对于我们的工作是非常有好处的。
1国内、外铸件无损检测标准铸件的检验,一般是由铸件制造厂根据设计的图纸或订货方(需方)提供的图纸上的技术要求或技术合同进行。
对于铸件,通常的检验包括尺寸检查、形状和外观的表面质量目视检查。
而对于设计要求比较重要的铸件,或者需方认定的比较重要的铸件或局部,或者铸造工艺上容易产生问题的铸件,一般除了要做化学成分分析和力学性能试验外,还需要进行无损检测。
对于一般铸钢、铸铁件的无损检测,常用的方法有磁粉检测或渗透检测(主要用于表面或近表面缺陷的检测)、超声波检测或射线检测(主要用于内部缺陷的检测)。
下面给出国内、外常用的关于铸件的无损检测标准。
ASTME186厚壁铸钢件[2.0~4.5英寸(51~114mm)]射线检验标准底片ASTME192航空用熔模铸钢件射线检验标准底片ASTME280大厚度(4~12in,114~305mm)铸钢件参考射线照相底片ASTME4462英寸(51mm)以下铸钢件的射线检验标准底片ASTMA609/A609M铸造碳钢、低合金钢和马氏体不锈钢的超声检测方法ASTME689球墨铸铁件的射线检验标准底片ASTME802厚度4.5in(114mm)以内的灰铸铁参考射线照相底片ASTME1030金属铸件的射线透照检测方法ASTME1734铸件射线成像检测方法EN1369铸件磁粉检测EN1371铸件渗透检测GB/T5677铸钢件射线照相及底片等级分类方法GB/T7233铸钢件超声探伤及质量评级方法GB/T9443铸钢件渗透探伤及缺陷显示迹痕的评级方法GB/T9444铸钢件磁粉探伤及质量评级方法ISO4986铸钢件磁粉检测ISO4987铸钢件渗透检测ISO4992铸钢件超声波检测ISO4993铸钢件射线检测JB/T6440阀门受压铸钢件射线照相检验TB/T3105.1铸钢摇枕、侧架射线照相检验TB/T3105.2铸钢摇枕、侧架超声波检验JIS0581铸钢件射线照相检测方法2铸件磁粉检测(MT)标准对比分析EN1369、ISO4986与GB/T9444均为铸件磁粉检验的常用标准,而且欧盟标准系列中关于铸钢件的磁粉检验标准EN1369基本与ISO4986等效。
国内外钢结构焊接标准体系及国标《钢结构焊接规范》介绍

MCC 国内外钢结构焊接标准体系介绍
1.1 欧洲标准
1.1.4 焊接质量验收标准 BS EN 12062《金属材料焊缝的无损检测-通用准则》 BS EN ISO 5817《缺陷质量分级》 BS EN 970《VT检测标准》 BS EN 1712、1713、1714、583 《UT探伤标准》 BS EN ISO 9934《MT探伤标准》(共3分册) BS EN 1435《RT探伤标准》 BS EN 571《PT探伤标准》 BS EN 1321《焊接接头宏观金相检验标准》 BS EN 1043《焊接接头硬度检验标准》
MCC GB50661《钢结构焊接规范》编制介绍
2.4 规范适用范围
本规范适用于工业与民用钢结构工程中承受静荷 载或动荷载、钢材厚度大于或等于3mm的结构的焊接。 本规范适用的焊接方法包括焊条电弧焊、气体保护电 弧焊、自保护电弧焊、埋弧焊、电渣焊、气电立焊、
栓钉焊及其组合。
MCC GB50661《钢结构焊接规范》编制介绍
国内外钢结构焊接标准体系及 国标《钢结构焊接规范》介绍
1
国内外钢结构焊接标准体系介绍
2 GB50661《钢结构焊接规范》编制介绍
3 与《建筑钢结构焊接技术规程》 JGJ81比较
4
与《钢制压力容器焊接工艺评定技术规程》 JB4708、 《钢制压力容器焊接技术规程》JB4709比较
MCC
一、国内外钢结构焊接标准体系介绍
MCC 国内外钢结构焊接标准体系介绍
1.3 日本标准
1.3.1 常用焊接标准 JASS 6《日本建筑施工规范—钢结构工程》 JIS Z 3040《焊接工艺评定方法》
MCC 国内外钢结构焊接标准体系介绍
1.4 国内标准
1.4.1 钢结构施工验收标准
国内外铸件无损检验标准对比分析完整版

国内外铸件无损检验标准对比分析HUA system office room 【HUA16H-TTMS2A-HUAS8Q8-HUAH1688】国内外铸件无损检验标准对比分析对于工件的无损检测,检验标准是最重要的工作依据。
从工件的检测方法选择、检测过程的注意事项到工件的最终评定、报告的参数出据,往往都需要遵循一定的、供需双方均认可的标准规范。
随着改革开放的不断深入,我们和国外的交流也日益广泛。
其中,涉及到产品质量验收时应该遵循何种标准、采取怎样的验收级别,往往是供需双方讨论的焦点之一。
因此,将国内铸钢、铸铁件无损检测标准和国外、国际标准进行一定的对比,分析其在日常生产中的应用,对于我们的工作是非常有好处的。
1国内、外铸件无损检测标准铸件的检验,一般是由铸件制造厂根据设计的图纸或订货方(需方)提供的图纸上的技术要求或技术合同进行。
对于铸件,通常的检验包括尺寸检查、形状和外观的表面质量目视检查。
而对于设计要求比较重要的铸件,或者需方认定的比较重要的铸件或局部,或者铸造工艺上容易产生问题的铸件,一般除了要做化学成分分析和力学性能试验外,还需要进行无损检测。
对于一般铸钢、铸铁件的无损检测,常用的方法有磁粉检测或渗透检测(主要用于表面或近表面缺陷的检测)、超声波检测或射线检测(主要用于内部缺陷的检测)。
下面给出国内、外常用的关于铸件的无损检测标准。
ASTME186厚壁铸钢件[2.0~4.5英寸(51~114mm)]射线检验标准底片ASTME192航空用熔模铸钢件射线检验标准底片ASTME280大厚度(4~12in,114~305mm)铸钢件参考射线照相底片ASTME4462英寸(51mm)以下铸钢件的射线检验标准底片ASTMA609/A609M铸造碳钢、低合金钢和马氏体不锈钢的超声检测方法ASTME689球墨铸铁件的射线检验标准底片ASTME802厚度4.5in(114mm)以内的灰铸铁参考射线照相底片ASTME1030金属铸件的射线透照检测方法ASTME1734铸件射线成像检测方法EN1369铸件磁粉检测EN1371铸件渗透检测GB/T5677铸钢件射线照相及底片等级分类方法GB/T7233铸钢件超声探伤及质量评级方法GB/T9443铸钢件渗透探伤及缺陷显示迹痕的评级方法GB/T9444铸钢件磁粉探伤及质量评级方法ISO4986铸钢件磁粉检测ISO4987铸钢件渗透检测ISO4992铸钢件超声波检测ISO4993铸钢件射线检测JB/T6440阀门受压铸钢件射线照相检验TB/T3105.1铸钢摇枕、侧架射线照相检验TB/T3105.2铸钢摇枕、侧架超声波检验JIS0581铸钢件射线照相检测方法2铸件磁粉检测(MT)标准对比分析EN1369、ISO4986与GB/T9444均为铸件磁粉检验的常用标准,而且欧盟标准系列中关于铸钢件的磁粉检验标准EN1369基本与ISO4986等效。
日本横河系列仪表

2-9-32,Nakacho,Musashino-shi, 东京都武藏野市中町2-9-32
横河电机(中国)商贸有限公司
地址: 中国上海市徐汇区淮海中路1010号嘉华中心(K.WAH CENTRE)28层~29层 邮编: 200031 电话: 021-54051515 传真: 021-54051011 地址: 北京市东城区金宝街89号金宝大厦9层 邮编: 100005 电话:010-85221155 传真:010-85221613 办事处:西安,惠州,苏州,南通,重庆,广州
用于高精度(ห้องสมุดไป่ตู้0.1%)温度控制的UT300系列
用于环境测试装置
高精度、五位数显示的UT551
红绿彩显
大数字测量值显示部分,绿 红彩 显自动切换!状态一目了然。
报警连动
测量值连动
偏差值连动
绿色/红色可固定
正常
UT321/UT351
自动/手动切换运行模式
UT351可直接连接以太网
UP351
两种编程模式
((只只44限8限8cc本h本h 体体))
最最快快2255mmss
1122年年连(连(66续c续chh记)记) 录录
更大
DX1000
2ch/4ch:125ms(高速模式时:25ms)
中中文拼文拼音音对对输输入入应应
方方便便!!!! 简简单单!!!! 6ch/12ch:1s(高速模式时:125ms)
外部存储使用CF卡最大可达2GB。 (标配32MB的CF卡。)
多功能电表通用三相3线式单相2线式单相3线式和三相3线式通用三相4线式通用电压输入110v220v440v1a通用电压输入110v220v440v5a数字输入1点数字输入1点模拟输出1点数字输入1点脉冲输出1点数字输入1点模拟输出1点脉冲输出1点rs485通信rs485通信ethernet通信需量测量需量报警接点输出1点100v240vacdcrst显示abc显示通常为0型号pr300相线额定输入电压电流附加输入输出功能通信功能附加测量功能辅助电源相位显示方式基本规格代码340大数字三段显示使用方便多功能电表高精度025pr300登场
yuto标准
yuto标准
Yuto标准是一种用于评估和改进企业质量管理的方法。
它基于国际标准化组织的质量管理体系标准,并结合了日本制造业的最佳实践。
Yuto标准的核心是关注客户满意度和持续改进。
它强调了质量管理的重要性,包括制定质量目标、建立质量控制流程、培训员工以及不断监测和改进质量管理体系等方面。
Yuto标准的实施可以帮助企业提高产品质量、降低成本、增强市场竞争力,并为客户提供更好的服务体验。
此外,它还可以提高企业的声誉和品牌形象,吸引更多的客户和投资者。
Yuto标准是一种有效的质量管理方法,可以帮助企业实现可持续发展和长期成功。
UT探伤通用规程[1]
![UT探伤通用规程[1]](https://img.taocdn.com/s3/m/92b6f6cef705cc175527099d.png)
超声波探伤通用规程UT General SpecificationMaterial: EN-GJS-400-18U-LTREFERRENCE: EN 12680-3检验规程内容:Content1.0适用范围/scope2.0参考规范/reference3.0检验人员/ NDT-Personnel4.0超声波检测/ Ultrasonic testing5.0检验报告/Examination report1.0 适用范围 / scope本规范是铸件的检验规程和验收标准。
本规范覆盖检验区域。
This specification is the inspection procedures and acceptance criteria of casting.Inspection areas are covered by this specification.2.0参考规范/referenceGB9445-99:中国机械工程无损检测学会无损检测人员资格及鉴定/non-destructive testing institution of the Chinese mechanical engineering societyqualification and certification of NDT personnelEN473 :NDT 无损探伤试验人员的资格和资格证--总则/ qualification and certification of NDT personnel—general principles.SNT-TC-1A:无损探伤人员资质/ qualification and certification of NDT personnel EN12680-3:铸造-超声探伤-第3部分:球墨铸铁/Founding-Ultrasonic examination -part 3: Spherical graphite cast iron castings.1/18ISO 8501-1:表面粗糙度/visual assessment of surface cleanliness993062:超声波设备的校准/Ultrasonic equipment calibration and verificationEN12668-1:无损检测-超声设备的特点和验证-第1部分:仪表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊缝超声波检测方法
1.范围
本规程适用于全焊透焊缝,A型脉冲显示的手工接触法超声波检测。
本标准不包括下列情况:
(1)厚度小于6mm的焊缝;
(2)奥氏体不锈钢焊缝;
(3)工件厚度与外径之比大于13%的纵焊缝;
(4)曲率半径小于50mm的纵、环焊缝;
(5)超出本标准范围或被证明有更适用的方法被提出时。
2.引用标准
该超声波检测规程中引用了如下标准:
(1)ASME SEC Ⅴ卷无损检测;
(2)JIS Z 3060 钢焊缝超声波检测方法及评定;
(3)JIS Z 2344 金属材料的脉冲反射法超声波检测;
(4)工业部、工商部法规第81号电力行业焊接技术规程;
(5)JIS Z 2345 超声波检测试样标准;
(6)JIS Z 2352 超声波仪器检测方法;
(7)JIS Z 2350 超声波探头测量方法。
3.专业术语释义
(1)A1检测试样(STB-A1):JIS Z 2354中指定的A1超声波试样;
(2)A2检测试样(STB-A2):JIS Z 2354中指定的A2斜射波法用灵敏度试样;
(3)A3检测试样(STB-A3):JIS Z 2345中指定的A3斜射波法用试样;
(4)灵敏度:在这里指常规情况下的仪器和探头的组合灵敏度。
斜射波时应符合JIS Z 2352,4.7规定的“A1和A2灵敏度”(灵敏度A1应为试样A1下的
灵敏度,灵敏度A2应为试样A2下的灵敏度);直射波法时灵敏度余量应符合JIS Z 2352,4.3规定的“直射波法灵敏度余量”;
(5)远场分辨率:这里指一般情形下的仪器探头组合远场分辨率。
斜射波法时,应符合JIS Z 2352,4.8中“斜射波法分辨率”;直射波法时,应符合JIS Z 2352,4.4中的“直射法远场分辨率;
(6)盲区:这里指通常情形下仪器和探头组合时的探测盲区。
斜射波法时,“盲区”应符合JIS Z 2350,13.4中的“盲区”规定;
(7)校准试块:在这里指带有符合工件厚度的标准孔的对比试样。
ASME 第Ⅴ卷第5章中的试块与JIS Z 3060中规定的RB-4试块等同;
(8)距离-波幅曲线:应使用上述的校准试块对超声波的散射损失加以修正。
该曲线应在荧光屏满幅度的40%-80%范围之内。
(9)“面”和“侧”:分别指工件的正反面和焊缝的单、双侧;(图)
(10)“一次波法”和“二次波法”:“一次波法”指超声波路径上没有经过任何反射面反射就发现信号显示的斜射波探测法;“二次波法”指声波经一次反射后发现信号显示的探测方法;(图)
二次波法
(11)探头的扫查方式:允许探头在图示的4个方向上扫查,并允许探头有100之内的转角;(图)
(12)不连续:自然不连续、裂纹、未熔合、未焊透、气孔等都属于不连续。
熔合线两侧,母材以及材料表面都可能存在不连续。
(13)相关显示:超声波探伤中仪器发现的不连续信号称为“显示”。
表6中规定的不连续应做评定,由熔合线外的母材及表面引起的不连续不做评定;
(14)缺陷:若根据标准评定的不连续是不允许的,则称之为“缺陷”。
4.设备仪器
4.1仪器:该A型显示脉冲反射式超声波探伤仪应具备探测频率至少在2(2.25)MHz-5(4)MHz之间,仪器应按程序对其垂直线性、水平线性误差及增益进行周期性的校准。
4.2探头:频率应符合表1直射法和表2斜射法中所示直探头和斜探头的标称频率。
(表1)直射波法探头频率
(表2)斜射波法探头频率
4.2.1斜探头
(1)晶片
斜探头晶片尺寸应为5(4)MHz的10×10mm和14×14mm;2(2.5)MHz的10×10mm和20×20mm。
(2)探头参数
普通斜探头的角度应为45,60或70度。
进行测量前应在探头两侧标注探头参数,精度在1mm内。
表3
(3)灵敏度
探头和仪器的组合灵敏度通常情况下应为A1灵敏度为40dB,A2灵敏度的详细说明见表4。
(表4)斜射波法探头A2灵敏度
(4)远场分辨率
使用A2试块达到仪器探头组合灵敏度应不低于15dB。
(5)盲区
无论使用A1或A2试块,仪器探头的组合探测盲区不能超过表5所示的数值。
4.2.2直射波法
(1)晶片
直射波法的探头晶片有效尺寸应为5(4)MHz的10mm(12.7mm)或20mm (24.5mm),2(2.25)MHz的20mm(25.4mm)或28mm(31.8mm)。
(2)灵敏度
灵敏度余量应为仪器和探头的组合灵敏度,不应低于30dB。
(3)远场分辨率
仪器和探头的组合远场分辨率在应用A1试样时,5(4)MHz为A级,2(2.5)MHz 为A级或B级。
(4)盲区
盲区应该符合探头和仪器组合时一般特征。
在声束发射点到缺陷距离范围内盲区应该满足5(4)MHz时小于10mm,2(2.25)MHz时小于15mm。
4.3耦合剂
应使用在工件、材料表面附着性好的耦合剂,如:浓度75%以上的甘油,SONICOAT,CMC桨糊,机油或水。
4.4校对
除对仪器进行周期性校准外,还应在下列情形时对仪器和探头进行校对:校检测工作开始之前及结束以后,校准应包括探头的各项参数;不间断工作持续4小时时;校准结果不符合4.2条时,不应对该探头继续使用。
检测工作结束后若发现校准错误,则该项工作应重做。
5.系统校准
5.1试块
超声波检测应使用对比试块,对比试块为带有表1规定标准孔的RB-4或JIS Z 3060标准试块。
试块材料应与被检工件具有相似的声学特性,试块表面性质应与被检工件表面相似。
被检工件直径大于508mm时,可使用平面试块,被检工件直径小于508mm时,应使用曲面试块,对比试块的曲率半径应为检测面曲率半径的0.9-1.5倍。
5.2(距离-波幅)DAC曲线
5.2.1测量范围
5.2.2DAC曲线的制作
5.2.3时基线和DAC曲线的校准
检测期间应修正时基线和DAC曲线。
持续工作时,应每隔4小时对其进行校准。
(1)若DAC曲线上某一点数值与读数相差10%以上或超过荧光屏满幅的5%,无论多大,应重新选择时基线和记录数值。
把重新校准的数值记录在DAC
曲线上,若与原来数值有变动,应对该点重新测量并记录。
(2)若DAC曲线上某一点值在垂直方向上减少20%或2dB以上,应重新校准DAC曲线并对整个检测区域进行重新检测。
(3)若DAC曲线上某一点值在垂直方向上增加20%或2dB以上,应重新校准DAC曲线并对该点重新进行测量和记录。
图一校准试块
(注):标准孔长度应大于40mm并且平行于检测面。
图二DAC曲线
6.检测过程
6.1通用要求
(1)检测区域
应使超声波能扫查到整个焊缝区域,每次扫查探头应有不小于10%的覆盖率。
(2)扫查速度
探头移动速度不应超过150mm/s。
应用自动报警装置时,不受此限制。
(3)扫查灵敏度
检测时,应在DAC曲线基础上提高6dB进行扫查。
在DAC曲线上进行评定。
6.2检测方式
检测方式主要取决于焊缝和母材的厚度。
通常用斜射波法对焊缝进行检测。
6.2.1对接焊缝的检测
若被检工件为不等壁厚,应按厚壁进行校准,按薄壁进行评定。
(1)厚度≤40mm时
可采用角度为700的斜探头进行单面双侧扫查,检测方式可采用一次波法或二次波法。
(2)厚度在40mm到60mm之间
可采用角度为600或700的斜探头进行单面双侧扫查,检测方式可采用一次波法或二次波法。
(3)厚度在60mm到100mm之间
可采用角度为600或700的斜探头进行单面双侧扫查,检测方式可采用一次波法。
也可采用角度为450的斜探头进行一次波或二次波进行单面双侧扫查。
如果上述(1)、(2)、(3)所述的二次波法不能扫查到焊缝的全截面,应在可能的扫查面上进行一次波扫查加以补充。
(4)厚度大于100mm
可采用角度为600、700和450的斜探头进行双面双侧扫查。
若不可实施,应在可能的扫查面进行二次波扫查加以补充。
6.2.2 T字接头和角焊缝的检测
6.2.3焊缝的检测
对于平行于焊缝的缺陷,应从垂直于焊缝的方向上进行扫查;垂直于焊缝的缺陷,应从平行于焊缝的方向扫查。
6.3信号评定
超过DAC曲线20%的信号,应对其尺寸、性质以及深度进行评定。
深度的测定应按照表6的规定进行。
超过DAC曲线20%的信号应测长。
(表)
7.验收标准
(1)超出DAC曲线的信号按裂纹处理,未熔合、未焊透应判为不合格。
(2)不在上述范围内的缺陷但DAC曲线上的指示长度超出表7所列的范围,该缺陷判为不合格。
(表)
(表7)评定标准
8.记录
检测记录至少包括以下几项内容:
(1)检测日期
(2)检测标准及标准号
(3)材质
(4)仪器和探头的型号及名称(包括晶片尺寸、探头角度等)(5)标称频率
(6)对比试样
(7)耦合剂
(8)工件表面状态,修订后的灵敏度
(9)焊缝状态
(10)检测的角度及方向
(11)缺陷的记录(包括长度、位置、等级和是否合格)。