《基于深孔钻床的电气控制设计》最终版
镗孔机床电气(PLC)控制系统的设计

摘要近年来,可编程控制器技术的发展异常迅猛,各生产厂家也推出了许多强大的新型PLC,各种特殊功能模块和通信联网器件,使可编程控制器成为集微机技术、自动化技术、通讯技术于一体的通用工业控制装置,成为实现工业自动化的一种强有力的工具,在工业控制的各个领域得到了广泛的应用。
镗床是一种精密加工机床,主要用于加工工件上的精密圆柱孔。
这些孔的轴心线往往要求严格地水平或垂直,相互间的距离要求很准确。
这些要求都是钻床难以达到的。
组合机床是专门用来加工大量同一工件的专用加工设备,专用镗床由三相异步电机拖动,电机型号Y100L-6型(1.5KW,4A),单向运转。
技术人员必须掌握其加工工艺流程,进给系统采用液压,为提高工效进给有快进和工进两种且自动变换,由液压电机和电磁阀YV1-YV4控制变换。
液压泵电机为Y801-2(750W,1.9A)。
本次设计PLC硬件采用的型号是FX2N-16MR-001,设计的程序采用的是以转换为中心的单序列的编程方式。
最后,由于时间的仓促,本设计难免有疏忽和遗漏的地方,我真诚的希望老师给予批评和指正。
关键词PLC;硬件系统;软件系统;程序设计目录1. 可编程控制器概述 (4)1.1可编程控制器的基本概念 (4)1.2 可编程控制器的发展和市场情况 (4)2.设计概述 (7)2.1 课题背景及研究意义 (7)2.2继电器控制系统与PLC控制系统 (8)2.3 本人的主要工作 (10)3. 镗孔机床的工作原理及控制要求 (10)3.1 镗床液压动力滑台介绍 (10)3.2 控制方式及工作方式 (11)3.3 专用镗孔机床控制要求 (12)4. 专用镗孔机床硬件设计 (12)4.1 PLC的选择 (12)4.2 专用镗孔机床PLC控制I/O分配表 (14)4.3 PLC控制系统硬件接线图 (15)4.4P L C控制系统安装注意事项 (16)5. 专用镗孔机床软件设计 (16)5.1 常用的编程方法 (16)5.2 专用镗孔机床PLC控制工作流程图 (17)5.3 专用镗孔机床PLC控制顺序功能图 (19)5.4 专用镗孔机床PLC控制梯形图 (20)结论 (22)参考文献 (23)谢辞 (24)附录 (25)1 可编程控制器概述1.1 可编程控制器的基本概念人们将最初用于逻辑控制的可编程控制器叫做PLC,PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
深孔钻电气控制系统设计

湖南工程学院课程设计课程名称电气控制与PLC 课题名称深孔钻电气控制系统设计专业班级自动化姓名学号*********指导教师2011年1月21日湖南工程学院课程设计任务书课程名称电气控制与PLC 课题名称深孔钻电气控制系统设计专业班级自动化姓名学号指导教师审批任务书下达日期2011年1月10日课程设计完成日期2011年1月21日深孔钻PLC控制系统设计摘要;深孔钻是加工深孔的专用设备。
钻深孔时为保证加工质量、提高工效,加工中钻头的冷却和定时排屑是需要解决的主要问题。
传统的控制方案是采用继电器-接触器控制与液压控制相结合的方法,由于进给次数多,且有快进、快退、工进等多种进给速度的变换,控制系统较复杂,大量的硬件系统接线使系统的可靠性降低,也间接的降低了设备的工作效率,影响了设备的加工质量。
采用可编程控制器与液压相结合可以较好的解决这一问题,并且利用电磁阀控制可大大的减少系统的硬件接线,提高工作效率,提高了工作可靠性。
而且在加工工艺改变时,只需要修改程序,就可适应新的加工要求,大大的提高了工作效率。
关键词:PLC,深孔钻 ,分级进前言人类对深孔加工技术的需求至少可以上溯到14世纪欧洲滑膛枪的问世,远比第一次产业革命现代化机械技术革命来的要早。
至上世纪60年代深孔加工技术被用来应用于石油、煤炭采掘、水火力发电机组制造、船舶、航空航天、冶金化工、木材加工机械、饲料机械、等不同行业的装备制造。
以深孔零件外特征的民品装备不断涌现出新的品种,成为20世纪下半页装备制造业中的一只新秀。
深孔钻是加工深孔的专用设备。
钻深孔时为保证加工质量、提高工效,加工中钻头的冷却和定时排屑是需要解决的主要问题。
传统的控制方案是采用继电器-接触器控制与液压控制相结合的方法,由于进给次数多,且有快进、快退、工进等多种进给速度的变换,控制系统较复杂,大量的硬件系统接线使系统的可靠性降低,也间接的降低了设备的工作效率,影响了设备的加工质量。
基于PLC的钻床加工控制系统设计 毕业设计(论文)

基于PLC的钻床加工控制系统设计毕业设计(论文)基于PLC的钻床加工控制系统设计摘要本文的重点是阐述了机械零部件在钻床加工中与电气控制系统PLC进一步的升级从而让钻床更加快速有效的工作。
重中之重是对那些过去普遍使用过时了的继电器控制线路老化问题、可靠性问题和故障排除复杂等问题进行控制系统改造。
所以,此次设计对大钻头和小钻头钻床电气控制系统的进一步优化,是利用把PLC 控制技术融合到优化改进方案里面去,用来提升大、小钻头钻床的工作性能。
大、小钻头钻床主要是用计算机来进行控制,管理,监视主机,应用可编程控制器西门子系列PLC S7-200为控制器,设计大、小两个钻头和旋转工作台,上位机是用组态王6.55软件完成PC和PLC之间的相互数据通信。
研究了大、小钻头钻床控制系统的控制方法,得到了大、小钻头钻床控控制系统的运行指标,提高了大、小钻头钻床控制系统运行的效率。
关键词:大、小钻头钻床,PLC,组态Design of Control System for Drilling Machine ProcessingBased on PLCABSTRACTThis paper mainly studies the mechanical parts processing drilling machine electric control system of the PLC, mainly to the traditional relay control circuit aging problem, the reliability and fault exclusion of complex control system transformation. Therefore, the design of big or small drill electric control system transformation of, will PLC control technology is applied to the transformation of the program, in order to improve the performance of duplex drill. Duplex drill used in computer as the control, management, monitoring host, the programmable controller of Siemens series S7-200 as the main controller, design size two drills and rotary worktable, PC using Kingview 6.55 to complete data communication between computer and PLC. In this paper, we study the big or small drilling machine control system control strategy, big or small headed drilling machine control system performance, improve the big or small drilling machine control system operation efficiency. According to the big or small drilling machine control system function implementation requirements and selection of motor and motor drive, and gives the block diagram of the system and the equipment circuit wiring diagram.KEY WORDS: Big or small Drilling Machine, PLC, King View目录前言 0第1章绪论 (1)1.1 课题国内外发展状态 (1)1.2 课题研究目的及意义 (2)1.3 设计内容及安排 (2)第2章PLC工作原理和特性简介 (3)2.1 PLC工作原理 (4)2.2 PLC的特性 (5)第3章钻床系统硬件设计 (6)3.1 钻床控制系统要求 (6)3.1.1 工作要求 (6)3.1.2 工作方式及功能 (7)3.2 PLC选型 (7)3.3 I/O地址分配 (7)3.4 PLC外部接线图 (10)3.5 主电路图 (11)第4章钻床系统软件设计 (13)4.1 钻床控制系统分析 (13)4.2 钻头钻床梯形图程序的设计 (15)4.3 PLC总梯形图 (19)4.4 PLC指令表 (23)第5章组态设计及调试 (27)5.1 上位机软件设计概述 (27)5.2 组态软件的设计步骤 (27)5.3 设计监控画面 (28)5.4 定义数据变量 (29)5.5 变量动画连接 (31)5.6 运行调试 (34)结论 (39)谢辞 (41)参考文献 (42)外文资料翻译 (43)前言大、小钻头钻床是大部分工厂里普遍使用的金属切削机床,它的功能很强大,可以进行很多的各种各样种类形式的加工,如:钻孔、镗孔、铰孔及螺纹等。
基于PLC的钻孔加工过程自动化控制系统的设计
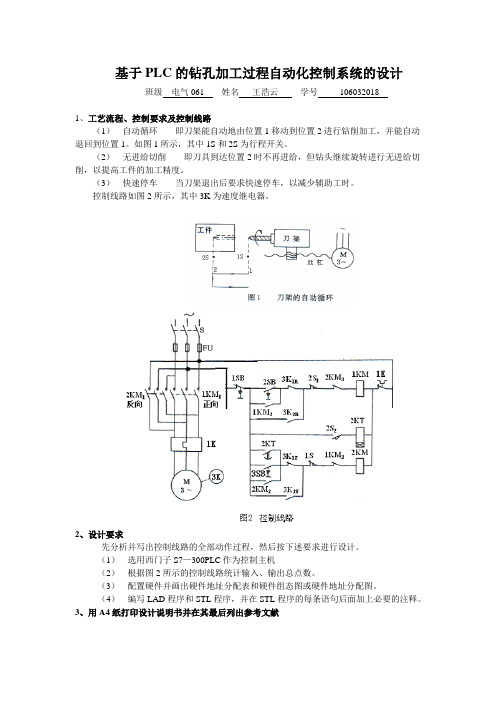
基于PLC的钻孔加工过程自动化控制系统的设计班级电气061 姓名王浩云学号1060320181、工艺流程、控制要求及控制线路(1)自动循环即刀架能自动地由位置1移动到位置2进行钻削加工,并能自动退回到位置1。
如图1所示,其中1S和2S为行程开关。
(2)无进给切削即刀具到达位置2时不再进给,但钻头继续旋转进行无进给切削,以提高工件的加工精度。
(3)快速停车当刀架退出后要求快速停车,以减少辅助工时。
控制线路如图2所示,其中3K为速度继电器。
2、设计要求先分析并写出控制线路的全部动作过程,然后按下述要求进行设计。
(1)选用西门子S7—300PLC作为控制主机(2)根据图2所示的控制线路统计输入、输出总点数。
(3)配置硬件并画出硬件地址分配表和硬件组态图或硬件地址分配图。
(4)编写LAD程序和STL程序,并在STL程序的每条语句后面加上必要的注释。
3、用A4纸打印设计说明书并在其最后列出参考文献设计步骤:1、根据上图分析过程:电机正转起动(进刀)→进刀按2SB→1KM吸合—→1KM1闭合→电机正转—→3K动作—→3K1F打开—→为反接制动作准备→1KM2闭合→自锁→3K2F闭合→→1KM3打开→反向闭锁进给电机正转(进刀)时的快速停车进给电机正转(进刀)时的快速停车可防止进刀过多,提高加工质量。
这种情况进给电机正转(进刀)是带负载运行(反转时不带负载),故本身断电停车就快,加上反接制动后,正向停车就更快。
其动作过程如下:→2S2闭合→2KT吸合→无进给切削计时开始撞压2S—→2S1打开→1KM释放—→1KM1打开→切断正转电源→1KM2打开→自锁解除→1KM3闭合—(3K2F早已闭合)→2KM吸合→①①—→2KM3打开→正向闭锁→2KM2闭合→因3K1F早已断开,无自锁作用→2KM1闭合→接通反转电源→电机反接制动(但仍正转)→电机转速迅速下降→当转速下降到约为零时(100转/分)→3K释放—→3K2F先断开→→3K1F后闭合—→2KM释放→2KM1打开→防止电机反转,同时反接制动结束→电机靠自由滑行减速到零→开始无进给切削→无进给切削时间到2KT闭合→进入进给电机的反转过程→退刀(2)进给电机反转(退刀)时的快速停车进给电机反转(退刀)时的快速停车可减少等待时间、提高辅助工时。
深孔钻组合机床控制系统设计

毕业(设计)论文综合评定表附录:深孔钻机床介绍一、动作程序液压泵电动机起动后,再按下动力头电机起动按钮,动力头快进,当钻头接了工件时,压动液压行程开关阀自动转为工进,当到达第一次退刀位置时,自动退回原位。
然后动力头第二次进给,当到达第二次退发位置时,然后动力头第三次进给,当到达第三次退刀位置时,自动退回原位停止,取出并放入新工件后,重新按动动力头起动按钮,又按上述过程自动偱环。
二、工作循环图快进工进快退快进快进工进工进快退快退三、元件动作表四、本机床所用电动机和电磁阀动力头电动机JDO2—61—6/4 7.5/10KW液压泵电动机JO—22—6 3KW电磁阀:MBZJ—2.5 5.2W 电压直流24V五、动作说明1、合上电源开关QS,按下起动按钮SB5,液压泵电动机M1起动旋转。
2、按下起动按钮SB4,动力头主轴电机M2起动旋转,同时电磁阀YA1通电动力头快进,到预定位置后,由档块压动液压行程阀自动转为工进。
3、到达第一次退刀位置时,压下行程开关3SQ,YYA1断电,YA2通电,动力头快退。
4、当动力头退到原位时,压下行程开关SQ1,SQ2,YA2断电,YA1又通电,动力头又快进(SQ3由长档铁压下)到第二次工进位置时,由档块压动液压行程阀自动转为工进。
5、当动力头退到原位时,压下行程开关SQ4,YA1断电,YA2通电,动力头快退。
6、当动力头退到原位时,压下行程开关SQ1,SQ2,YA2断电,YA1又通电,动力头又快进(SQ3由长档铁压下),到达第三次工进位置时,由档块压动液压行程阀自动转为工进。
7、到达钻削要求的深度时,压下行程开关SQ5,YA1断电,YA2通电,动力头快退至原位停止,所有电路恢复常态,下次再工作时,重新按起动按钮SB4。
四、电路要求1、液压泵电机和动力头主轴电机工作时,均应有信号显示。
2、在钻削过程中随进可以使动力头快速退回或停止。
3、全电路应有必要的保护环节。
基于PLC的全自动气动钻床系统控制的设计方法毕业设计
内容提要气动传动作为一种易于推广普及的实现工业自动化的应用技术,其气源容易获得,环境污染小,工作速度快,动作频率高,工程容易实现,而PLC是一种功能强,编程简单、可靠性高的自动化控制产品,二者在工业生产上都得到了广泛的应用。
正是基于以上考虑,为提高生产效率,提高自动化程度,现设计一台基于PLC的全自动气动钻床,该机床能对工件进行快速定位,夹紧及钻削加工。
本文主要是通过应用机床设计的一般方法对传统机床的机构和控制系统进行设计及改进。
设计的主要内容是普通台式钻床传动系统的改进、送料夹紧系统设计、进给系统的设计、PLC控制系统的设计和钻床的结构设计等方面,其中重点在于进给系统、进给系统气压缸的设计和PLC控制系统的设计。
气压系统的设计主要是解决主轴高速旋转与轴向进给两个自由度的实现;PLC控制系统的设计主要是通过应用PLC控制程序来实现对气压回路的动作控制及钻床加工过程的动作设计。
SummaryAs a popular industrial automation technology, the pneumatic drive is easy to spread with advantage easy access to the gas sourse,low environmental pollution,high working speed, high movement frequency and high engineering feasibility. Because PLC is a automation and control products with high function, simple programming and high reliability .Both of them have been widely used in industrial production. It is based on the above considerations,here I am to disign a fully automatic pneumatic drilling machine that based on PLC which can quickly locate,clamp and drill on the the workpiece in order to improve the production efficiency and the degreeof automation.This paper is mainly to design and improve the institution of traditional machine tools and control systems through general application of machine tool designing. The main content of the design is ordinary desktop drill transmission system improvement, feeding clamping system design, the feed system design, PLC control system design and structural design of drilling machine, etc. Of which mainly lies in the feeding system, feed system of pneumatic cylinder design and PLC control system design. Pneumatic system is designed to solve the freedom realization of spindle high-speed and axial. The PLC controlling system is mainly designed to realize the action control of the pneumatic circuit and the action design of drilling process though the application of the PLC control program.目录摘要 (Ⅰ)ABSTRACT (Ⅱ)1绪论 (1)1.1钻床的概述 (1)1.2现代制造业的发展状况 (1)1.3传统钻床的改进方法 (2)1.4本课题设计的内容及目标 (3)2全自动钻床的总体方案设计 (4)2.1自动钻床加工的工件及设计要求 (4)2.2自动钻床的工艺路线分析与确定 (5)2.3 执行系统的方案设计 (5)2.4 传动系统的方案设计 (6)2.5 送料夹紧系统的方案设计 (7)2.6控制系统的方案设计 (7)2.7钻床总体布局设计 (8)3自动钻床气动系统的设计 (9)3.1采用气动自动化的经济效果 (9)3.2钻床气动系统的动作分析及结构设计 (10)3.3自动钻床进给系统的设计 (12)3.4自动钻床传动系统的设计 (19)3.5自动钻床送料夹紧系统的设计 (21)3.6自动钻床控制元件的选择 (25)3.7气源装置及气动辅助元件的选择 (26)3.8钻床的气动回路设计 (29)4钻床的PLC控制系统设计 (31)4.1PLC概述 (31)4.2PLC在顺序控制中的应用 (31)4.3用PLC控制气动钻床的优点 (31)4.4PLC的控制系统设计内容 (32)4.5PLC的硬件系统设计 (32)4.6PLC的软件系统设计 (35)4.7PLC控制程序的调试 (42)结论 (45)参考文献 (46)致谢 (47)1绪论1.1钻床的概述钻床是指主要用钻头在工件上加工孔的机床。
深孔钻床液压系统电气控制的技术改造设计

52 选 配上 下料装 置 _
( ) 使 用全 自动 内置 上 下 料 装 置 或 独立 的 上下 I可
() 2 零件 的装 入及移 出滑 轨可 集成 于机 床 。 () 3 模块 化 、 高柔性 上下 料装置 。 () 4 高度 自动 化 。
图 9 经 过 30 0x电子 显 微 镜 测 量 后 的 比较 图
气 动 与 密 封 ,0 1 ( ) 2 1 .7 .
( ) 过 完 整 的 磨 前 、 线 及 磨 后 测 量 技 术 实 现 1通 在 10 0 %过程及 质 量控制 。
( ) 削实现 在线控 制 , 2磨 确保精 度要 求 。
【】 王 世 民, 吉 红 , 建 成 , 2 陈 梁 宁德 初 . 阀副 配 磨 参 数 微 机 控 制 测 滑 量 系 统 的 研究 [ . 防 科 技 大学 学 报 ,9 1 ( ) J国 ] 19 , 1. 【】 张 建 锋 , 永 强, 广 林 . 机 控 制 伺 服 阀 液 动 配 磨 精 密 测 量 3 周 王 微 技 术 『. 压 与 气 动 ,9 9 ( ) J液 1 19 ,2 .
() 3 在线 控制 径 向及 轴 向尺寸 。
() 4 测量及 定 位采用 气 动及动 态压 力测 量技术 。
钻床钻孔加工过程自动控制电路设计方案课程设计方案
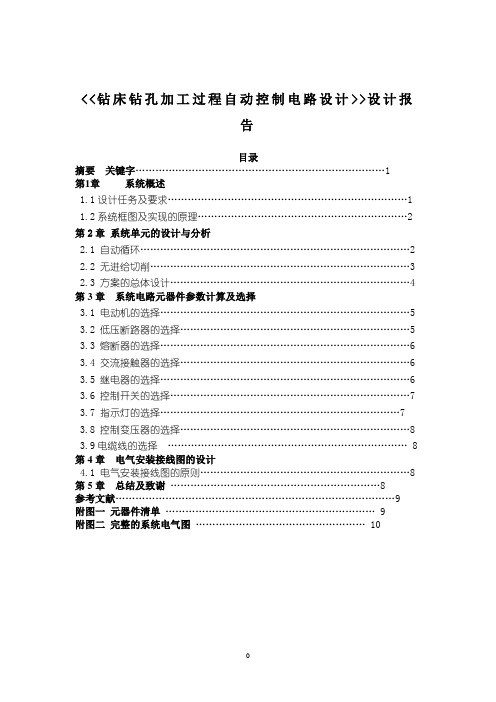
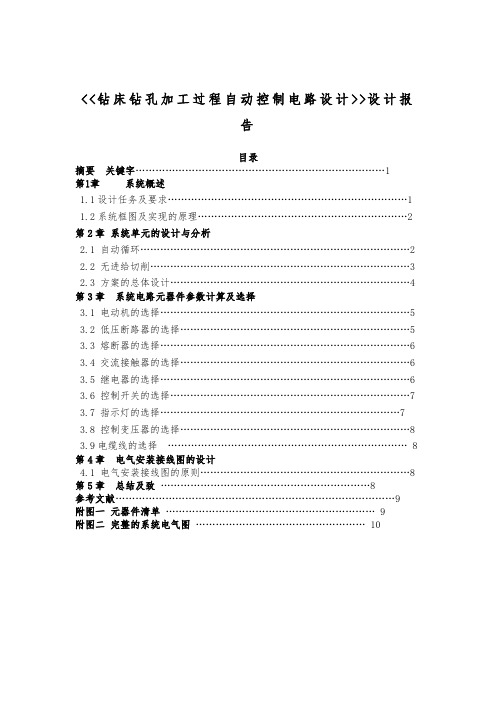
<<钻床钻孔加工过程自动控制电路设计>>设计报告目录摘要关键字 (1)第1章系统概述1.1设计任务及要求 (1)1.2系统框图及实现的原理 (2)第2章系统单元的设计与分析2.1 自动循环 (2)2.2 无进给切削 (3)2.3 方案的总体设计 (4)第3章系统电路元器件参数计算及选择3.1 电动机的选择 (5)3.2 低压断路器的选择 (5)3.3 熔断器的选择 (6)3.4 交流接触器的选择 (6)3.5 继电器的选择 (6)3.6 控制开关的选择 (7)3.7 指示灯的选择 (7)3.8 控制变压器的选择 (8)3.9电缆线的选择 (8)第4章电气安装接线图的设计4.1 电气安装接线图的原则 (8)第5章总结及致谢 (8)参考文献 (9)附图一元器件清单 (9)附图二完整的系统电气图 (10)摘要:在现代工业生产中,为了提高劳动生产率、降低成本、减轻工人的劳动负担,要求实现整个生产工艺过程全盘自动化。
例如机床的自动进刀、自动退刀、工作台往复循环等加工过程自动化,高炉实现整个炼铁过程的自动化等等。
由于自动化程度的提高,只有简单的联锁控制已不能满足要求,需要根据工艺过程的特点进行控制。
这里我们以钻孔加工过程自动化为例介绍实际生产过程自动化的一个重要的基本规律——按控制过程的变化参量进行控制的规律,本文将详细介绍切削加工刀架控制电路系统的设计思路、过程及原理分析,该系统可以实现刀架的自动循环、无进给切削以及快速停车。
最大限度地满足生产机械和生产工艺对电气控制的要求,设计方案要合理,机械设计与电气设计应相互配合,确保控制系统安全可靠地工作。
关键字:刀架无进给切削自动循环第1章系统概述1.1设计任务及要求。
图示1-1出钻床钻孔加工时刀架的自动循环过程。
具体要求如下:图示为钻床切削加工示意图,钻头和刀架分别由两台5.5kw电机控制、驱动;刀架能够从A点移动到B点自动停车进行无进给切削加工,当孔的加工精度达到要求后自动回到A点停车。
深孔钻床控制系统的PLC设计

毕业设计任务书一、设计题目深孔钻床的PLC控制系统设计二、设计目的1)掌握机床的深孔钻床液压控制的功能。
2)掌握深孔钻加工动作流程。
3)掌握电气控制元件的选择与计算方法。
4)掌握PLC的选择与应用。
三、设计要求一台深孔钻床用于零件的深孔加工,实现定时自动排屑。
进给速度分为快进和二次工进,进给采用液压控制。
主轴采用2000kW电机,液压系统是1000W电机,设计要求:1)钻头作往复运动,并且时间可调。
采用直流220V电磁阀,行程开关作位置检测。
2)液压泵电动机启动后才能启动主轴电动机。
3)有工作状态指示及照明。
4)有必要的电气保护和液压压力保护,极限行程保护。
5)设计与绘制电气控制原理图,元件安装布置图、接线图。
6)绘制梯形图与语句表。
四、毕业设计说明书(15000字以上)。
1)设计题目2)控制原理说明设计方案论证3)主要器件选择依据与计算4)设计总结及改进意见5)主要参考资料五、参考文献工厂电气控制技术机械工业出版社主编方承远工厂电气控制设备机械工业出版社主编许廖机床电气控制技术机械工业出版社主编王炳实可编程序控制器的应用技术机械工业出版社主编王兆义可编程序控制器的原理及程序设计电子工业出版社主编崔亚军目录目录 (1)第1章绪论 (4)1.1深孔钻床控制系统的PLC设计的目的和意义 (4)1.2深孔钻床的控制系统历史发展 (4)1.3深孔钻床控制系统的PLC设计原理 (4)第2章系统设计方案研究 (6)2.1方案一设计 (6)2.2方案二设计 (6)2.3深孔钻床控制系统的PLC设计参数 (6)2.4本课题完成的主要任务 (7)第3章机床低压电器及液压元件的选择 (8)3.1常用低压电器 (8)3.1.1主令电器 (8)3.1.2控制电器 (8)3.1.3保护电器 (10)3.1.4配电电器 (11)3.2常用液压元件 (11)第4章深孔钻床控制系统的设计 (14)4.1主回路设计 (14)4.2液压传动及控制电路的设计 (16)4.3辅助照明电路设计 (17)4.4自动排屑部分结构设计 (18)第5章深孔钻床的PLC设计 (21)5.1可编程控制器的基本结构 (21)5.2 PLC的工作原理 (23)5.3 PLC的工作过程 (23)5.4 PLC的主要技术指标 (24)5.5深孔钻床控制系统的PLC设计 (24)5.6系统调试 (31)结论 (33)致谢 (34)参考文献 (35)附录 (36)第1章绪论1.1深孔钻床控制系统的PLC设计的目的和意义用PLC设计深孔钻床的控制系统可以缩短钻床的加工时间,提高其加工效率。
深孔钻组合机床控制系统设计

毕业(设计)论文综合评定表附录:深孔钻机床介绍一、动作程序液压泵电动机起动后,再按下动力头电机起动按钮,动力头快进,当钻头接了工件时,压动液压行程开关阀自动转为工进,当到达第一次退刀位置时,自动退回原位。
然后动力头第二次进给,当到达第二次退发位置时,然后动力头第三次进给,当到达第三次退刀位置时,自动退回原位停止,取出并放入新工件后,重新按动动力头起动按钮,又按上述过程自动偱环。
二、工作循环图快进工进快退快进快进工进工进快退快退三、元件动作表四、本机床所用电动机和电磁阀动力头电动机JDO2—61—6/4 7.5/10KW液压泵电动机JO—22—6 3KW电磁阀:MBZJ—2.5 5.2W 电压直流24V五、动作说明1、合上电源开关QS,按下起动按钮SB5,液压泵电动机M1起动旋转。
2、按下起动按钮SB4,动力头主轴电机M2起动旋转,同时电磁阀YA1通电动力头快进,到预定位置后,由档块压动液压行程阀自动转为工进。
3、到达第一次退刀位置时,压下行程开关3SQ,YYA1断电,YA2通电,动力头快退。
4、当动力头退到原位时,压下行程开关SQ1,SQ2,YA2断电,YA1又通电,动力头又快进(SQ3由长档铁压下)到第二次工进位置时,由档块压动液压行程阀自动转为工进。
5、当动力头退到原位时,压下行程开关SQ4,YA1断电,YA2通电,动力头快退。
6、当动力头退到原位时,压下行程开关SQ1,SQ2,YA2断电,YA1又通电,动力头又快进(SQ3由长档铁压下),到达第三次工进位置时,由档块压动液压行程阀自动转为工进。
7、到达钻削要求的深度时,压下行程开关SQ5,YA1断电,YA2通电,动力头快退至原位停止,所有电路恢复常态,下次再工作时,重新按起动按钮SB4。
四、电路要求1、液压泵电机和动力头主轴电机工作时,均应有信号显示。
2、在钻削过程中随进可以使动力头快速退回或停止。
3、全电路应有必要的保护环节。
爱如潮水我再也不愿见你在深夜里买醉不愿见别的男人见识你的妩媚你该知道这样会让我心碎答应你从此不在深夜里徘徊不要轻易尝试放纵的滋味你可知道这样做让我心碎答应我你从此不在深夜里徘徊不要轻易尝试放纵的滋味你可知道这样会让我心碎。
钻床钻孔加工过程自动控制电路设计课程设计报告书
<<钻床钻孔加工过程自动控制电路设计>>设计报告目录摘要关键字 (1)第1章系统概述1.1设计任务及要求 (1)1.2系统框图及实现的原理 (2)第2章系统单元的设计与分析2.1 自动循环 (2)2.2 无进给切削 (3)2.3 方案的总体设计 (4)第3章系统电路元器件参数计算及选择3.1 电动机的选择 (5)3.2 低压断路器的选择 (5)3.3 熔断器的选择 (6)3.4 交流接触器的选择 (6)3.5 继电器的选择 (6)3.6 控制开关的选择 (7)3.7 指示灯的选择 (7)3.8 控制变压器的选择 (8)3.9电缆线的选择 (8)第4章电气安装接线图的设计4.1 电气安装接线图的原则 (8)第5章总结及致 (8)参考文献 (9)附图一元器件清单 (9)附图二完整的系统电气图 (10)摘要:在现代工业生产中,为了提高劳动生产率、降低成本、减轻工人的劳动负担,要现整个生产工艺过程全盘自动化。
例如机床的自动进刀、自动退刀、工作台往复循环等加工过程自动化,高炉实现整个炼铁过程的自动化等等。
由于自动化程度的提高,只有简单的联锁控制已不能满足要求,需要根据工艺过程的特点进行控制。
这里我们以钻孔加工过程自动化为例介绍实际生产过程自动化的一个重要的基本规律——按控制过程的变化参量进行控制的规律,本文将详细介绍切削加工刀架控制电路系统的设计思路、过程及原理分析,该系统可以实现刀架的自动循环、无进给切削以及快速停车。
最大限度地满足生产机械和生产工艺对电气控制的要求,设计方案要合理,机械设计与电气设计应相互配合,确保控制系统安全可靠地工作。
关键字:刀架无进给切削自动循环第1章系统概述1.1设计任务及要求。
图示1-1出钻床钻孔加工时刀架的自动循环过程。
具体要求如下:图示为钻床切削加工示意图,钻头和刀架分别由两台5.5kw电机控制、驱动;刀架能够从A点移动到B点自动停车进行无进给切削加工,当孔的加工精度达到要求后自动回到A点停车。
基于PLC对专用镗孔机床的电气控制设计研究
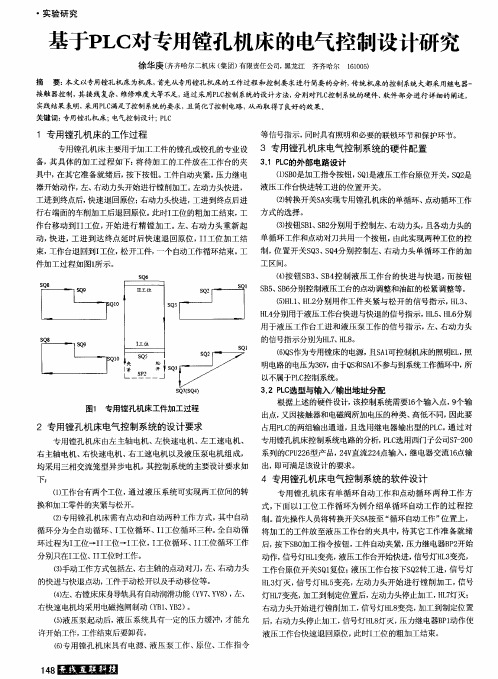
工 区 间。
( 4 ) 按钮 S B 3 、S B 4 控制 液压 工作台的快进与 快退 , 而按钮
Ⅱ工 住
S B 5 、 S B 6 分别控制液压工台的点动调整和油缸的松紧调整等 。 ( 5 ) H L 1 、 H L 2 分别用作工件夹 紧与 松开的信号指示 , H L 3 、 H L 4 分别用于液压工作台快进与快退 的信号指示, H L 5 、 H L 6 分别 用于液压工作台工进 和液压泵 工作 的信 号指 示, 左、 右动力头 的信号指示分别为H L 7 、 H L 8 。 ( 6 ) Q S 作为专用镗床 的电源, 且S A I 可控制机床的照明E L , 照
4 专用镗孔机床电气控制系统的软件设计
( 1 ) 工作 台有两个工位 , 通 过液 压系统可实现两工位 间的转 专用镗孔机 床有 单循环 自动工作和点动循环 两种工作方 式, 下面 以I 3 2 位工作循环 为例 介绍单循环 自动工作 的过 程 控 ( 2 ) 专用镗孔机 床需有点动和 自动两种工作方式 , 其中自动 制 。 首先操 作人员将转换开关S A 按至 “ 循环自动工作” 位置上,
・
实验研究
基于P L C 对专用镗孔机床的电气控制设计研究
徐华庚 ( 齐齐哈 尔二机床( 集团 ) 有限 责 任公司 , 黑龙江 齐齐哈尔 1 6 1 0 0 5 )
摘 要: 本 文 以专用镗 孔机床 为机床 , 首先从专用镗孔 机床 的工作过程 和控 制要求 进行 简要 的分 析, 传统 机床 的控制 系统 大都采用继 电器一
下:
专用镗孔机床控制系统电路 的分析, P L C 选 用西 门子 公司s 7 — 2 0 0 系列 的C P U 2 2 6 型产 品, 2 4 V 直流2 2 4 点输入 , 继 电器交流 1 6 点输
深孔钻组合机床PLC控制毕业设计

目录第一部分设计任务与调研 (1)1、课题背景和主要研究内容 (1)2、课题调研 (2)3、调研总结 (6)第二部分设计说明 (7)1、方案选择 (7)2、深孔加工的结构、特点及应用 (7)3、PLC控制系统设计的基本原则和步骤 (9)4、深孔钻组合机床PLC控制系统的控制要求 (10)5、主要元件选型 (11)第三部分设计成果 (13)1、PLC的I/O分配表 (13)2、PLC的I/O接线图 (13)3、顺序功能图 (14)4、梯形图 (15)第四部分结束语 (21)第五部分致谢 (22)第六部分参考文献 (23)第一部分设计任务与调研1、课题背景和主要研究内容自动动化技术是本世纪以来发展极迅速和影响极大的科学技术之一。
现代自动化技术是一种完全新型的生产力,是直接创造社会财富的主要手段之一,对人类的生产活动和物质文明起着极大的推动作用。
因此,自动化技术受到世界各国的广泛重视和越来越多的应用。
机械自动化,主要指在机械制造业中应用自动化技术,实现加工对象的连续自动生产,实现优化有效的自动生产过程,加快生产投入物的加工变换和流动速度。
机械自动化技术的应用与发展,是机械制造业技术改造、技术进步的主要手段和技术发展的主要方向。
机械自动化的技术水准,不仅影响整个机械制造业的发展,而且对国民经济各部门的技术进步有很大的直接影响。
因此,发展我国的机械制造业自动化技术,符合我国社会主义的基本原则,符合我国现代生产的发展规律。
机械自动化, 主要指在机械制造业中应用自动化技术, 实现加工对象的连续自动生产, 实现优化有效的自动生产过程, 加快生产投入物的加工变换和流动速度。
机械自动化技术的应用与发展, 是机械制造业技术改造、技术进步的主要手段和技术发展的主要方向。
机械自动化的技术水准, 不仅影响整个机械制造业的发展, 而且对国民经济各部门的技术进步有很大的直接影响。
如何发展我国的机械自动化技术, 应实事求是, 一切从我国的具体国情出发, 做好各项基础工作, 走中国的机械自动化技术发展之路。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《基于深孔钻床的电气控制设计》系别:专业:姓名:学号:指导老师:目录毕业设计论文(任务书) (2)摘要 (5)第一章绪论 (6)1.1 本次设计的目的 (6)1.2 深孔钻床的简介及发展趋势 (6)1.3 本次设计的主要内容 (11)第2章深孔钻床的电气控制设计方案.................................. ..122.1 钻床的结构和运动过程分析 (12)2.2 钻床的电气控制方案 (13)2.3 钻床的液压控制系统 (16)第3章深孔钻床上的电气控制设计 (17)3.1 plc控制硬件电路设计 (17)3.2 plc控制软件设计 (25)3.2.1 程序流程图 (27)3.2.2 程序梯形图 (28)3.3 液压控制系统的设计 (29)第4章安装及调试说明 (33)结束语 (34)致谢 (35)任务书一、设计题目深孔钻床的电气控制设计二、设计的目的掌握机床的深孔钻床液压控制的功能。
1)掌握深孔钻的加工动作流程。
2)掌握电气控制元件的选择与计算方法。
三、设计要求一台深孔钻床用于零件的深孔加工,实现定时自动排屑。
进给速度分为快进和二次工进,进给采用液压控制。
主轴采用2000kw电机,液压系统是1000kw电机,设计要求:1)钻头作往复运动,采用直流24v电磁阀,行程开关位置检测。
2)液压泵电动机才能启动主轴电动机。
3)有工作状态指示及照明。
4)有必要的电气保护和连锁。
四、完成的任务要求说明详细,字迹工整,原理正确,元件选择有理。
图纸规范,图形清晰,符号标准,线条均匀。
设计与绘制电气控制原理图,元件安装布置图、接线图。
毕业设计说明书(8000字以上)1)设计题目2)控制原理说明设计方案论证3)主要器件选择依据与计算4)元件明细表5)设计总结及改进意见6主要参考资料五、参考文献工厂电气控制技术机械工业出版社主编方承远工厂电气控制技术机械工业出版社主编许廖机床电气控制技术机械工业出版社主编王炳实可编程控制器的应用技术机械工业出版社主编王兆义可编程控制器的原理继及程序设计电子工业出版社主编崔亚军摘要本次毕业设计是基于深孔钻床的电气控制设计,其中最主要的部分当然是设计plc的电路设计和plc的硬件选择以及编制程序。
论文当中说明了深孔钻床的结构、运动特点、工作原理和发展趋势,最主要的是根据深孔加工的特点进行设计了深孔钻床的电气控制。
论文是按照深孔钻床的实际工作来编写的,从什么钻床的工作原理及工作特点来进行设计plc电路以及进行plc程序的编制。
第一章是绪论,介绍了:本次设计的目的、深孔钻床的简介及发展趋势、本次设计的主要内容。
第2章深孔钻床的电气控制设计方案介绍了:钻床的结构和运动过程分析、钻床的电气控制方案、钻床的液压控制系统。
第3章介绍了:深孔钻床上的电气控制设计、plc控制硬件电路设计、plc控制软件设计、程序流程图、程序梯形图、液压控制系统的设计。
第4章安装及调试说明。
通过它我了解到了深孔钻床在机械工业中有着非常重要的作用,从中让我来从一个新的角度了解生产的需要和未来的发展方向,让我们跟上生产的步履,也提醒我们要做到老学到老。
第1章绪论1.1 本次设计的目的1掌握机床的深孔钻床液压控制的功能。
2.掌握深孔钻床的加工动作流程。
3.掌握电气控制元件的选择与计算方法。
4. 巩固、扩大、深化以前所学的基础和专业知识;5. 培养综合分析、理论联系实际的能力;6.培养调查研究、正确熟练运用国家标准、规范、手册等工具书的能力;锻炼进行设计计算、数据处理、编写技术文件、绘图等独立工作能力。
1.2深孔钻床的简介及发展趋势深孔钻床简介:深孔钻床是一种新型组合钻床,属于机械加工用钻床。
它由工作台、安装在工作台两端及一侧的导轨,导轨与工作台的边缘平行,钻架通过吊铁和锁紧螺钉安装在导轨上;导轨上设有燕尾,钻架可在导轨上水平移动;钻架包括溜板、溜板上装有传动机构,溜板底面上设有与导轨上的燕尾相配合的燕尾槽,机械滑台上装有主支撑架,主支撑架上装有纵向机械滑台及控制系统,控制系统连接一控制活动按钮站,纵向机械滑台上装有附属支撑架,附属支撑架上通过机械滑台装有水平方向的钻削动力头。
它解决了现有的钻床加工大型零部件特别是回转体直径较大时操作不方便、加工困难等技术问题。
深孔钻床加工特点:加工过程中工件不动,让刀具移动,将刀具中心对正孔中心,并使刀具转动(主运动)。
钻床的特点是工件固定不动,刀具做旋转运动,并沿主轴方向进给,操作可以是手动,也可以是机动。
深孔钻床发展趋势:广泛地在我国纺织机械、石油机械、印刷机械、包装机械、医疗器械、航空航天、汽车拖拉机、橡塑模具以及发电机制造、机床制造等行业有关零件的深孔加工得到应用。
基本上可以分三大类:(一)普通型单座标深孔钻床。
我国于1989年我公司的前身德州机床厂为了满足国内加工的需要,自行设计制造了最大钻孔直径20毫米、最大加工深度500、1000毫米的Z2102型深孔钻床,这是我国第一台利用枪钻法钻削的深孔钻床,1990年通过原机械工业部部级鉴定,并评为国家级新产品,填补国内空白,真正投入市场用于生产是在半年以后,中间经过用户批量试验认同,才逐渐推上市场,到目前我公司仅深孔钻床产品年产值已达千万元。
该产品已由普通继电器控制的Z2102、可编程控制器控制的ZP2102、发展到现在由电气数字控制系统控制和应用其他先进技术的ZK2102、ZK2102A,其中为了提高加工效率,满足大批量生产的要求,又开发了双主轴的ZP2102X2、ZK2102X2数控深孔钻床系列及其他专机等。
上世纪70年代初,深孔钻床在世界上还是采用普通继电器控制的。
如70年代~80年代进入我国的美国的ELDORADO公司的MEGA50,德国TBT公司的T30-3-250,NAGEL公司的B4-H30-C/L,日本神崎高级精工制作所的DEG型等深孔钻床都是采用继电器控制的。
80年代后期由于数控技术的出现才逐渐开始在深孔钻床上得到应用,特别是90年以后这种先进技术才得到推广。
如TBT公司90年代初上市的ML系列深孔钻床除进给系统由机械无级变速器改为采用交流伺服电机驱动滚珠丝杠副,进给用滑台导轨采用滚动直线导轨以外,钻杆箱传动为了保证高速旋转、精度平稳,由交换皮带轮及皮带,和双速电机驱动的有级传动变为无级调速的变频电机到电主轴驱动,为钻削小孔深孔钻床和提高深孔钻床的水平质量创造了有利条件。
这可以从下述对比的几项主要技术参数看出,深孔钻床发展情况:(ML系列是近期的、T30系列是过去的)型号项目ML200 ML250 T30-3-250 单位钻孔范围1轴0.9~15 2~25 4~18 mm2轴0.9~10 2~18 mm3轴1~11 1~11 mm4轴1~10 1~10 mm进给速度范围0~15000(无级) 0~15000(无级) 35~320(无级) mm/min主轴功率 2.4 7.5/2X4 KW快速移动速度15000 15000 3500 mm/min主轴转速1000~24000(无级) 1000~9000(无级) 1375~6100(无级) r/min①钻削孔径向小方向延伸,说明技术含量高,质量要求严格。
②主轴向多轴发展,可以同时加工多件工件,提高加工效率。
③主轴转速高,应用先进的电主轴,运转平稳、精度提高。
④进给速度范围广且大,因此深孔钻床这些年来由于先进技术的应用,水平提高很快。
(二)专用型深孔钻床。
近些年来为了加工某些零件上的相互交叉或任意角度、或与加工零件中心线成一定角度的斜孔,垂直孔或平行孔等需要,各个国家而专门开发研制多种专用深孔钻床。
例如专门为了加工曲轴上的油孔,连杆上的斜油孔,平行孔和饲料机械上料模的多个径向出料孔等。
如:TBT公司生产的特别适用于加工摩托车到轻型卡车的各种中小型曲轴油孔的BW200-KW深孔钻床;特别适用于大中型卡车曲轴油孔的BW250-KW深孔钻床,它们均具有X、Y、Z、W四轴数控。
该公司为了客户需要,在一条生产线上可以加工多种不同品种的曲轴油孔,于2000年设计制造了第一台柔性曲轴加工中心,可以加工2~12缸不同曲轴上所有的油孔。
英国MOLLART公司生产制造的专为加工颗粒挤出模具而开发的具有六等分六根主轴同时加工同一工件上六个孔的专用深孔钻床。
该工件孔数量多达36000个。
全都是数控系统控制的。
(三)三座标数控深孔钻床。
随着家电市场销售量增大,塑料制品增长速度加快,塑料模具制造业蓬勃发展,深孔钻床为了满足模具上的水孔、射销孔等孔系的深孔加工。
由过去的单一座标轴的深孔钻床加工发展到需要加工座标孔系的多孔加工而开发的三座标数控深孔钻床近些年来发展很快。
1995年我公司为了满足广东美的空调设备有限公司开发了我国第一台为塑料模具上多孔系加工的ZK2103型三座标数控深孔钻床,为了满足模具制造业发展的需要,又开发了除了钻削深孔以外,还可以进行铣削、攻丝等多功能的ZXK2103深孔钻铣中心和三座标数控ZK2103A、ZKA2102型深孔钻床。
此类机床世界上有关国家发展很快,不仅有三座标(三轴数控轴)深孔钻床,而且数控轴已发展到四轴、五轴,有的已到六轴的全自动六轴数控枪钻加工中心或数控铣钻中心,它们都有自动换刀装置。
前几年存储刀具的刀库只有12把或24把,而且自动换刀装置不包括细长的枪钻,现在不但刀具库存储数量增加,而且枪钻也自动更换之列,这是一个很大的发展。
如:德国IXI0N公司的TLF1004型四轴数控(X、Y、Z、B)深孔钻床刀具刀库存储24把,TBT公司的T30/320-1050KT,FTS深孔钻削中心,滚筒式刀具库24把(其中8种不同直径、每种三件),它们的枪钻都不包括在自动换刀之列。
现在的英国MOLLART公司的FMC系列全自动六轴数控枪钻加工中心、钻孔直径范围:φ5~φ50mm最大钻孔深度1350mm,除了钻削以外还有铣削、攻丝功能。
当刚性攻丝M30满足不了时,还可以用标准铣刀及螺旋铣削方式通过数控插补功能来加工大螺纹,它的自动换刀装置具有90把刀,其中包括长度达到1500 mm枪钻的自动更换,其独到之处是对这长钻头的特殊辅助支承,在加工过程能自动就位和撤回,该机床还有用户化编程软件GE .FANUC数控系统。
可编程参数:主轴进给速度、钻孔深度、及对加工工程中进行监控。
为了扩大机床加工规格范围,有的深孔钻床既具有枪钻法钻削深孔、铣削平面、刚性攻丝的功能,又具有内排屑钻削(BTA法)钻孔的功能,以便钻削大孔及加大机床柔性。
如:德国IX10N公司的1A5TL-1600-5重型深孔钻铣复合加工中心,五轴数控其主要技术参数:钻孔直径范围:φ3~φ36(65)mm,其中大于φ35mm的孔径可用BTA法进行钻削。