下料单模板
白铁皮弯头下料最简单方法
白铁皮弯头下料最简单方法
下面是白铁皮弯头下料的最简单方法:
1.获取所需要的白铁皮和弯头的尺寸。
根据弯头图纸,将弯头所需的
尺寸记录下来。
然后,将白铁皮按照需要的长度和宽度切割成所需的尺寸。
2.确定弯角。
根据弯头图纸确定所需的弯角。
将这个角度标记在白铁
皮上。
3.制作模板。
从白纸上制作弯头的模板。
将模板放在白铁皮上,然后
用铁笔将模板的轮廓勾画到白铁皮上。
4.将白铁皮切开。
使用手持剪刀或剪切机沿着模板线剪开白铁皮。
5.弯曲白铁皮。
将切好的白铁皮,放到弯头弯曲的位置上,然后使用
弯曲机或工具将其弯曲。
6.对弯头进行清理和调整。
将弯好的弯头,经过清洁和涂漆处理,调
整至符合所需的规格。
这是一个简单、常用的方法,如果需要精度更高,可以考虑使用数控
切割机、数控折弯机等高精度设备进行加工。
下料单模板

下 左 右 上
下 左 右 上
下 左
右
本页合计: 数 量 块 ㎡ m m m m
页码 共 30 页 第 17 页
合
计
宏大石业(沈阳)有限公司
Hongda (Shenyang) Stone Co., Ltd.
生产通知单
财 务 业 务 审 核 制 单
尺寸(
单号:
订货日期: 交货日期:
客户名称 工程名称
)MM
尺寸(
单号:
订货日期: 交货日期:
客户名称 工程名称
)MM
品
名
编
号
表 面
厚(MM)
高(MM)
长(MM)
片
面 积(M²)
上
下 左 右 上
下 左 右 上
下 左 右 上
下 左
右
本页合计: 数 量 块 ㎡ m m m m
页码 共 30 页 第 19 页
合
计
宏大石业(沈阳)有限公司
Hongda (Shenyang) Stone Co., Ltd.
下 左 右 上
下 左
右
本页合计: 数 量 块 ㎡ m m m m
页码 共 30 页
第 7 页
合
计
宏大石业(沈阳)有限公司
Hongda (Shenyang) Stone Co., Ltd.
生产通知单
财 务 业 务 审 核 制 单
尺寸(
单号:
订货日期: 交货日期:
客户名称 工程名称
)MM
品
名
编
号
表 面
Hongda (Shenyang) Stone Co., Ltd.
生产通知单
财 务 业 务 审 核 制 单
“两单两卡”施工模板
目录一、操作工 (1)1.普工 (1)2.钢筋工 (2)3.模板工 (3)4.混凝土工 (4)5.张拉工 (5)6.压浆工 (6)7.电工 (7)8.焊接与热切割工 (8)9.架子工 (9)10.人工挖孔桩工 (10)11.斜拉索挂索工 (11)二、司操类岗位 (12)12.冲击钻机操作工 (12)13.旋挖钻机操作工 (13)14.回旋钻机操作工 (14)15.施工升降机司机 (15)16.建筑起重司索信号工 (16)17.建筑起重机械安装拆卸工 (17)18.履带吊司机 (18)19.汽车吊司机 (19)20.门式起重机司机 (20)21.架桥机操作工 (21)22.塔式起重机司机 (22)23.装载机司机 (23)24.挖掘机司机 (24)25.叉车司机 (25)26.泵车司机 (26)27.推土机司机 (27)28.压路机司机 (28)29.挂篮作业 (29)30.移动模架作业 (30)31.液压爬模作业 (31)32.钢梁安装作业 (32)33.桥面吊操作工 (33)34.缆载吊机操作工 (34)一、操作工1. 普工2.钢筋工3.模板工4.混凝土工7.电工8.焊接与热切割工9.架子工10.人工挖孔桩工11.斜拉索挂索工二、司操类岗位12.冲击钻机操作工15.施工升降机司机16.建筑起重司索信号工17.建筑起重机械安装拆卸工20.门式起重机司机21.架桥机操作工✧班前性能必检查,支垫牢靠才过跨。
✧过跨之前确认表,梁体钢筋要焊好。
✧翼缘位置扩基础,轨道支腿都垫牢。
✧吊钩转动不起升,以防钢丝绳出槽。
✧恶劣天气不冒险,停止作业最可靠。
22.塔式起重机司机29.挂篮作业32.钢梁安装作业。
项目工程劳务报价清单 劳务报价表。劳务报价表模板
项目工程劳务报价清单劳务报价表。
劳务报价表模板为了确保本项目工程承包施工的工程质量、施工工期和施工安全,我们公司坚持公平竞争、实力优先的原则,择优选定有资历、有实力的劳务公司来承包本项目的土建工程施工。
为了体现每个施工单位的技术实力和诚信合作态度,请各施工单位按照以下要求如实填写,我们公司将按照各单位填写的实际情况择优、公平录用。
感谢各施工单位的合作!建筑工程劳务综合单价表序号工程项目或子目单位综合单价工作内容或说明1 模板工程(计算方法:按照建筑面积计算)㎡ 205元/㎡模板制、安人工费,包括模板支架搭设,包括模板拆、卸落地,包括模材料的场内运输、码堆、垃圾清理,包括模板、木方条、支架、顶托,包括铁钉、铁线、步步紧、螺杆、止水螺杆、螺帽、三形卡等2 钢筋工程(计算方法:按照建筑面积计算)㎡ 80元/㎡钢筋制作人工费,包括钢筋场内搬运、翻样、下料、除锈、调直、制作,钢筋绑扎人工费,包括钢筋绑扎、焊接、套筒连接,钢筋绑扎辅材费,包括铁钉、铁线3 混凝土工程(计算方法:按实际完成体积计算)㎡ 60元/㎡混凝土浇筑人工费,包括小型机具、工作手套、水鞋,混凝土浇筑,混凝土养护人工费,包括浇水水管、小水泵,按建筑面积计算4 二次砌体结构(计算方法:按照建筑面积计算)㎡ 80元/㎡砌体结构人工费,包括浇水、砂浆机、砂浆制作、放线、砌筑脚手架、翻斗车等所有小型工具、垃圾清理、预留或种植砌体加固钢筋、基础砖胎模、砖基础,二次砼浇筑人工费,包括小型机具、工作手套、模板制作安装、钢筋绑扎、砼浇筑、养护、模板拆除等5 装饰工程(计算方法:按照建筑面积计算)㎡ 30元/㎡内、外墙面抹灰人工费,按图纸建筑面积计算6 脚手架工程工日 300元/工日脚手架搭设人工费,按8小时计算,计时工(技术工),计时工(男小工),工日,脚手架拆除人工费,按8小时计算,计时工,挂安全网材料费,㎡注意:删除了明显有问题的段落,对每段话进行了小幅度的改写,使其更加简洁明了。
钢筋下料单模板
广西省市心圩中学教学综合楼钢筋下料单编者:一帆审核:兰茗目次1钢筋下料单编制说明 (1)1.1参考资料 (1)1.2基本公式 (1)1.3钢筋弯曲量度差值 (1)1.4箍筋增加值 (1)1.5钢筋概况 (1)1.6下料单容 (1)2承台下料计算 (2)2.1独立柱基础ZJ1承台 (2)2.2独立柱基础ZJ2承台 (4)2.3独立柱基础ZJ3承台 (6)2.4独立柱基础ZJ4承台 (8)2.5独立柱基础ZJ5承台 (10)2.6独立柱基础ZJ6承台 (13)2.7独立柱基础ZJ7承台 (16)2.8独立柱基础ZJ8承台 (18)2.9独立柱基础ZJ9承台 (21)2.10独立柱基础ZJ10承台 (23)2.11独立柱基础ZJ11承台 (26)3框架柱下料计算 (28)3.1KZ1角柱 (28)3.2KZ3边柱 (35)3.3KZ13中柱 (41)4框架梁下料计算 (48)4.1标准层KL10框架梁 (48)4.2标准层KL11框架梁 (52)4.3顶层屋面W1KL3框架梁 (57)4.4顶层屋面W1KL4框架梁 (61)4.5标准层LL3连续梁 (64)4.6顶层屋面W1LL1连续梁 (68)5现浇板下料计算 (70)5.1标准层B1现浇板 (70)5.2标准层B2现浇板 (73)5.3标准层B3现浇板 (76)5.4顶层屋面B1现浇板 (80)5.5顶层屋面B2现浇板 (83)5.6顶层屋面B3现浇板 (86)5.7屋面楼梯板和PTB-1平台板 (89)1钢筋下料单编制说明1.1参考资料(1)中国建筑工业出版社《钢筋快速下料法与实例》(2)建筑标准设计图集(11G101-1)(3)机械工业出版社《建筑施工技术》1.2基本公式钢筋下料长度=外包尺寸一量度差值+弯钩增加长度(箍筋弯钩增加值)1.3钢筋弯曲量度差值表1-1钢筋弯曲量度差值表1.4箍筋增加值表1-2箍筋弯钩量度增加值1.5钢筋概况本工程钢筋为HPB235(一级钢)、HRB335(二级钢)。
钢筋下料单(参考模板)

编号
规格
间距(mm)
钢筋形状
(mm)
下料长度(cm)
每 件
根 数
总 根 数
总 长(m)
总 重(kg)
备 注
φ16
100
492
33
330
1623.6
2595.288
φ14
150
329.5
33
330
1095.6
1325.676
审核:兰茗翻样:胡一帆2013年3月9日
2.3
2.3.1
编号
规格
间距(mm)
钢筋形状
(mm)
下料长度(cm)
每 件
根 数
总 根 数
总 长(m)
总 重(kg)
备 注
φ14
100
379.5
25
100
379.5
459.195
φ14
150
369.5
25
100
369.5
447.095
审核:兰茗 翻样:胡一帆 2013年3月9日
2.8
2.8.1
2.8.2
2.8.3
号钢筋(φ14@100)
施工单位:南宁建设集团共1页
编号
规格
间距(mm)
钢筋形状
(mm)
下料长度(cm)
每 件
根 数
总 根 数
总 长(m)
总 重(kg)
备 注
φ16
100
452
30
120
542.4
857
φ14
150
299.5
30
120
359.4
434.874
机械加工工艺卡片模板

车间
千分尺、游标卡尺
编制日期
校对日期
审核日期
标准化日期
批准日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机加
车间
立式铣床
X5032A
平口钳、游标卡尺
30
焊
按图焊接成形;
焊接间
焊机
专用夹具、游标卡尺
40
退火
去应力退火
机加
车间
50
铣
划线;铣顶面..
机加
车间
加工中心
专用夹具、游标卡尺
60
铣
卧铣两侧面;
机加
车间
加工中心
专用夹具、游标卡尺
80
钳
去毛刺;清焊渣;打磨焊缝机加来自车间角磨机90
检
按图纸进行检验合格后入库
XXXXXX公司
机械加工工艺过程卡片
产品型号
XXXXX
零件图号
XXXX
产品名称
XXXX
零件名称
XXXX
共
XX
页
第
XX
页
材料牌号
Q235
毛坯种类
型材
毛坯外形尺寸
每台件数
1
备注
工
序
号
工序名称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
10
下料
按照图纸毛坯尺寸下料
机加
车间
等离子设备
20
铣
按图铣焊接部件尺寸;铣焊接坡口C5
镀锌铁皮下料单模板
12 1.5MM镀锌铁皮 N-12
SC-12 1184 753
1 0.89
13 1.5MM镀锌铁皮 N-13
SC-13 1185 754
1 0.89
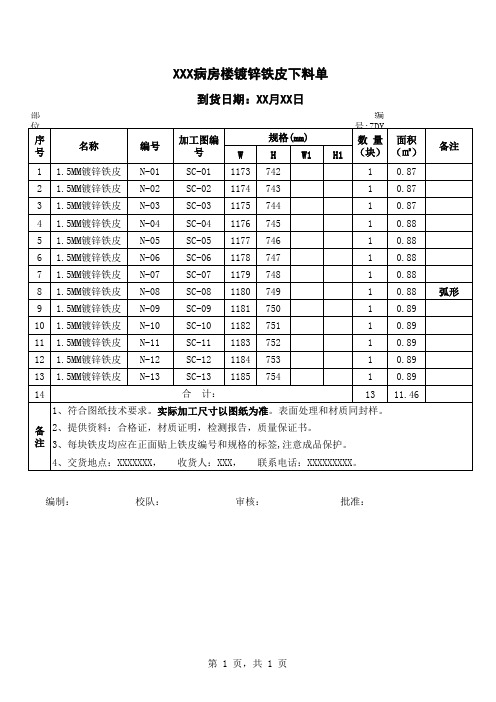
14
合 计:
13 11.46
1、符合图纸技术要求。实际加工尺寸以图纸为准。表面处理和材质同封样。
备 2、提供资料:合格证,材质证明,检测报告,质量保证书。 注 3、每块铁皮均应在正面贴上铁皮编号和规格的标签,注意成品保护。
SC-03 1175 744
1 0.87
4 1.5MM镀锌铁皮 N-04
SC-04 1176 745
1 0.88
5 1.5MM镀锌铁皮 N-05
SC-05 1177 746
1 0.88
6 1.5MM镀锌铁皮 N-06
SC-06 1178 747
1 0.88
7 1.5MM镀锌铁皮 N-07
SC-07 1179 748
XXX病房楼镀锌铁皮下料单
到货日期:XX月XX日
部
位
序 号
名称
编号
加工图编 号
W
规格(mm)
H
W1
编 号:ZDY 数 量 面积 H1 (块) (㎡)
1 1.5MM镀锌铁皮 N-01
SC-01 1173 742
1 0.87
2 1.5MM镀锌铁皮 N-02
SC-02 1174 743
1 0.87
3 1.5MM镀锌铁皮 N-03
1 0.88
8 1.5MM镀锌铁皮 N-08
SC-08 1180 749
1 0.88
9 1.5MM镀锌铁皮 N-09
SC-09 1181 750
1 0.89
角铁直角弯的下料方法

角铁直角弯的下料方法
角铁直角弯是金属加工中常用的一种工艺,它可以使角铁变形成
所需的角度,并增加其强度和刚度,常用于制造建筑结构、车辆部件等。
下面介绍一下角铁直角弯的下料方法。
1. 确定角铁的尺寸和角度
首先需要根据工程要求,确定角铁的尺寸和需要弯曲的角度。
依
据规格书等相关资料,绘制出角铁的图纸,标注好尺寸和角度等参数。
2. 制作下料模板
根据图纸中的尺寸,制作出下料模板,并在上面标明铁制标记和
下料数量等信息。
下料模板可以使用木板、钢板等材料制作,直观、
清晰及时反映出下料后零件的大小、形状和加工精度等。
3. 制定下料方案
根据下料图纸和下料模板,制定下料方案,确定材料的摆放位置、切割方向和切割深度。
尽量利用材料,避免浪费,提高下料效率和成
本控制。
4. 下料加工
下料加工可以采用手工或机械加工方法。
手工下料操作简单,但
加工速度较慢,精度较低。
机械下料可以采用钳工万能机、剪板机等
设备,可以对材料进行快速、准确的切割。
5. 清理零件
下料结束后,需要对下料零件进行清理,去除表面的毛刺、划痕
等缺陷。
如果存在粗糙或夹杂等问题,将会影响最终加工质量和零件
的使用寿命。
综上所述,角铁直角弯的下料方法需要按照一定的规程进行,以
确保下料质量和加工精度。
同时,在常规下料加工中,还需要注重安
全操作,保障相关人员的人身安全。
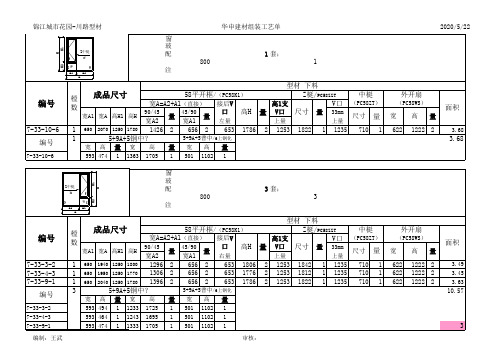
塑钢门窗工艺单模板
量
1 1 1 1 1 1
宽 622 622 622 622 622 622
高 1222 1222 1222 1222 1222 1222
量 2 2 2 2 2 2
58平开框/(PC58K1) 宽A=A2+A1(直接)
45/90
接后V V 口
左量
高H
1796 1786 1796 1786
型材 下料 Z梃/PC58ZZT 高1支 V口 量 V口 尺寸 量 33mm
上量 上量
中梃
(PC58ZT)
外开扇
(PC58WS)
面积
尺寸
量 宽A2 1406 1396 1396 1396 2 2 2 2 宽A1 656 656 65910 1250 1770 650 1950 1250 1770 650 2040 1250 1790
2 2 2 量
1 1 1
2 2 2
653 653 653
1776 1776 1796
2 2 2
1253 1253 1253
1812 1812 1832
1 1 1
1235 1235 1235
外开扇
(PC58WS)
面积
尺寸
量 宽A1 656 656 656
右量
量
1 1 1
宽 622 622 622
高 1222 1222 1222
量 2 2 2
3.38 3.45 3.65
7-31-3-2 7-31-4-3 7-31-9-1 编号
7-31-3-2 7-31-4-3 7-31-9-1 编制:王武
量 2 2 2 2 653 653 653 653 2 2 2 2 1253 1253 1253 1253 1832 1822 1832 1822 1 1 1 1 1235 1235 1235 1235
成型作业指导书【范本模板】
作业指导书汇编成型标准化作业指导书序目录一、成型前段标准化作业指导书一、成型前段标准化作业指导书(无钉夹包作法)前段工序:领料—推楦头—下料—刷内里胶水-擦中底胶-入港宝-车鞋包边线—修鞋面内里—擦鞋面胶—樊前帮-拉中帮(腰帮)—压后帮—锤鞋—品检—插管—入加硫。
第一道工序:备料1、根据《成型四天细进度》查阅并熟悉本线四天之内计划生产的订单资料——《生产指令表》,了解楦头型号、订单号、型体、订单总双数、每个SIZE的指令数、大包装法以及完成日期等.2、针对每一张上线订单,提前两天去中仓查整齐备料状况——鞋包、中底、港宝、楦头等,发现有欠缺材料时应立即报告带线课长。
3、所有上线所需材料———鞋包、中底、港宝、楦头,提前4小时从中仓领回,分类整齐摆放在前段备料区域(含拼包材料)。
4、了解成型车间不同型号的楦头,其每个SIZE的库存数量,对照《生产指令表》上每个SIZE 的指令数,算出不同号码的楦头周转次数.5、根据材料的到位情况,不同号码的楦头周转次数,确定各号码鞋面与中底投放的先后顺序。
一般来说,转次越多的号码优先放料.第二道工序:推楦头(或称备楦)从下料员或前段组长处了解准备上线的订单之楦头型号、各SIZE的指令数,根据楦头周转顺序,准备好楦头,整齐排放于前段楦车停放处。
第三道工序:下料下料员根据工作计划,确定各SIZE投放的先后顺序,将鞋包、楦头、中底配双整齐排放于流水带上,其中中底的背面按4双一个循环分别在左右脚用大头笔写上1、2、3、、、阿拉伯数字. 第四道工序:刷内里胶水1、工具牙刷,检查左右脚是否正确、有无混码、有无后套里破损。
2、刷胶时两腿夹住靴筒,左手拿住后套内里,右手用牙刷沾胶水适量刷入后套里内刷大小要和港宝大小一致。
3、注意胶水不要溢到面上。
第五道工序:擦中底胶左手拿中底,右手拿泡棉,沾上适量白胶,均匀地刷在中底帮脚处,宽度15-20m/m,刷胶时,先刷前半部,然后倒过来刷后半部,注意从中间往外刷,沾胶不宜过多,以免白胶从中底上面流到流水带上。
钢筋下料单(参考模板)

广西省市心圩中学教学综合楼钢筋下料单编者:一帆审核:兰茗. ...目次1钢筋下料单编制说明 (1)1.1参考资料 (1)1.2基本公式 (1)1.3钢筋弯曲量度差值 (1)1.4箍筋增加值 (1)1.5钢筋概况 (1)1.6下料单容 (1)2承台下料计算 (2)2.1独立柱基础ZJ1承台 (2)2.2独立柱基础ZJ2承台 (4)2.3独立柱基础ZJ3承台 (7)2.4独立柱基础ZJ4承台 (10)2.5独立柱基础ZJ5承台 (12)2.6独立柱基础ZJ6承台 (15)2.7独立柱基础ZJ7承台 (18)2.8独立柱基础ZJ8承台 (20)2.9独立柱基础ZJ9承台 (23)2.10独立柱基础ZJ10承台 (26)2.11独立柱基础ZJ11承台 (29)3框架柱下料计算 (31)3.1KZ1角柱 (31)3.2KZ3边柱 (38)3.3KZ13中柱 (45)4框架梁下料计算 (51)4.1标准层KL10框架梁 (51)4.2标准层KL11框架梁 (56)4.3顶层屋面W1KL3框架梁 (61)4.4顶层屋面W1KL4框架梁 (65)4.5标准层LL3连续梁 (69)4.6顶层屋面W1LL1连续梁 (72)5现浇板下料计算 (75)5.1标准层B1现浇板 (75)5.2标准层B2现浇板 (79)5.3标准层B3现浇板 (82). ...5.4顶层屋面B1现浇板 (86)5.5顶层屋面B2现浇板 (89)5.6顶层屋面B3现浇板 (92)5.7屋面楼梯板和PTB-1平台板 (96). ...1钢筋下料单编制说明1.1参考资料(1)中国建筑工业出版社《钢筋快速下料法与实例》(2)建筑标准设计图集(11G101-1)(3)机械工业出版社《建筑施工技术》1.2基本公式钢筋下料长度=外包尺寸一量度差值+弯钩增加长度(箍筋弯钩增加值)1.3钢筋弯曲量度差值表1-1钢筋弯曲量度差值表表1-2箍筋弯钩量度增加值1.5钢筋概况本工程钢筋为HPB235(一级钢)、HRB335(二级钢)。
加工工艺卡和工序卡模板

工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
每台件数
锻件
75×22 中心孔 20
1
设备名称
设备型号
设备编号
空气锤
夹具编号
夹具名称
1 同时加工件数
1 切削液
工
步
工步内容
号
1
下料
2
锻造尺寸 75×22mm 中心孔 20mm 的毛坯
刀具
工 艺装备
检测手段
工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
进
工步工时
主轴 切削速 进给
切削深 给
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
产品型号 产品名称
1702504 齿轮
零件图号 零件名称
车间 机加
齿轮
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
钢筋下料单(参考模板)
广西省市心圩中学教学综合楼钢筋下料单编者:一帆审核:兰茗目次1钢筋下料单编制说明 (1)1.1参考资料 (1)1.2基本公式 (1)1.3钢筋弯曲量度差值 (1)1.4箍筋增加值 (1)1.5钢筋概况 (1)1.6下料单容 (2)2承台下料计算 (2)2.1独立柱基础ZJ1承台 (2)2.2独立柱基础ZJ2承台 (5)2.3独立柱基础ZJ3承台 (8)2.4独立柱基础ZJ4承台 (11)2.5独立柱基础ZJ5承台 (14)2.6独立柱基础ZJ6承台 (18)2.7独立柱基础ZJ7承台 (21)2.8独立柱基础ZJ8承台 (24)2.9独立柱基础ZJ9承台 (27)2.10独立柱基础ZJ10承台 (31)2.11独立柱基础ZJ11承台 (35)3框架柱下料计算 (38)3.1KZ1角柱 (38)3.2KZ3边柱 (46)3.3KZ13中柱 (53)4框架梁下料计算 (61)4.1标准层KL10框架梁 (61)4.2标准层KL11框架梁 (66)4.3顶层屋面W1KL3框架梁 (72)4.4顶层屋面W1KL4框架梁 (77)4.5标准层LL3连续梁 (82)4.6顶层屋面W1LL1连续梁 (86)5现浇板下料计算 (89)5.1标准层B1现浇板 (89)5.2标准层B2现浇板 (93)5.3标准层B3现浇板 (97)5.4顶层屋面B1现浇板 (101)5.5顶层屋面B2现浇板 (106)5.6顶层屋面B3现浇板 (109)5.7屋面楼梯板和PTB-1平台板 (113)1钢筋下料单编制说明1.1参考资料(1)中国建筑工业出版社《钢筋快速下料法与实例》(2)建筑标准设计图集(11G101-1)(3)机械工业出版社《建筑施工技术》1.2基本公式钢筋下料长度=外包尺寸一量度差值+弯钩增加长度(箍筋弯钩增加值)1.3钢筋弯曲量度差值表1-1钢筋弯曲量度差值表1.4箍筋增加值表1-2箍筋弯钩量度增加值1.5钢筋概况本工程钢筋为HPB235(一级钢)、HRB335(二级钢)。