FANUC 报警信息说明书
FANUC发那科报警概述
SPM 75 76 77 78 79 81 82 83 84 85 86 87 88
PSM
A A1 A2 b0 b1 6 b2 8 b3 2 b0 b1 6 b2 8 b3 A c0 c1 c2
说明 CRC 检测错误 安全功能没有执行 轴数不匹配 安全参数不匹配 非正常的内部测试操作 电机传感器的一转信号检测错误 电机传感器的一转信号没有检测到 电机传感器的信号错误 主轴传感器没有连接 主轴传感器的一转信号检测错误 主轴传感器的一转信号没有检测到 主轴传感器的信号错误 散热器的冷却风扇停止 其他主轴放大器报警
B-65285EN/02
备注 3.3.7(1) 3.3.7(1) 3.3.7(1) 3.3.7(1) 3.3.7(1) 3.3.7(3) 3.3.7(3) 3.3.7(2) 3.3.7(2) 3.3.7(2) 3.3.7(2) 3.3.7(2) 3.3.7(3) 3.3.7(3) 3.3.7(2) 3.3.6 3.3.8 3.3.5 3.1.3 3.1.6 3.14 3.2 3.2 3.3.3 3.1.1 3.2 3.2 3.2 3.1.7 2.1.11 3.3.8 3.1.5 3.1.2 3.2 3.3.4 没公开 3.3.4 3.3.8 3.2 3.2 3.2 3.3.4 3.2 3.2 3.2 3.2
故障处理
B-65285EN/02
SPM 01 02 03 04 06 07 09 11 12 15 18 19 20 21 24 27 29 30 31 32 33 34 35 36 37 41 42 46 47 50 51 52 53 54 55 56 57 58 59 66 69 70 71 72 73 74
通讯数据报警
备注 3.4.1 3.4.2 3.4.3 3.1.10 3.4.4 3.4.5 3.4.6 3.1.7 3.4.44 3.4.45 3.4.46 3.4.47 3.4.48 3.4.52
加工中心全部的报警说明
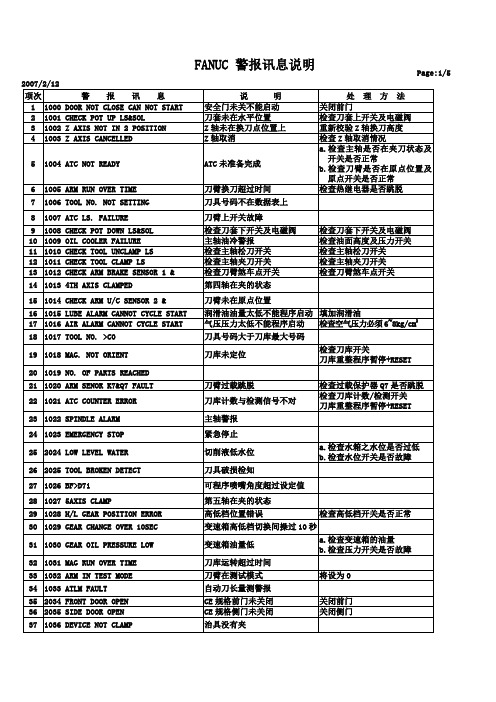
FANUC 警报讯息说明Page:1/5FANUC 0i-TC 车床警报讯息说明Page:3/5FANUC 0i-TC车床警报讯息说明Page:4/5FANUC 0i-TC车床警报讯息说明Page:5/5FANUC LH 警报讯息说明卧式ATC PMM GEAR PARAMETER设定PMM参数P105=0,P179=36000,P141=36000P106=EXAMPLE:刀库总刀数P68=40,60刀库齿轮转一圈刀库位移十九把刀,BT50每位移一把刀,马达所需转速,速比1:1201:108位移一把120/10=12108/9=12, P106=刀库总刀数40 X 12位移一把=12=480 刀库总刀数60 X 12=720BT40每位移一把刀,马达所需转速,速比1:90位移一把90/9=10, P106=刀库总刀数60 X 10位移一把=10=600 若P106值太大则P179=360000,P141=360000PMM417Alarm, 刀库总刀数P68=60,P31=-111P110=1 APC,P121=0 Automatic parameter setting,P125=Motor type 272P40=100x10,P41=80x10,P43=200x10刀库总刀数=60 P14=1,P40=700,P41=500,P43=2000,P68=60,P106=720,P141=360000,P179=360000刀库总刀数=40P14=1,P40=80,P41=50,P43=200,P68=40,P106=480,P141=36000,P179=360001.开机 1077 MAG MOTOR ALARM1078 MAG BATTERY ALARMPMM->MSG 000 319 350用手轮移动一个以上刀套P99891=1 PMM,MPG FUN.MAG-KEY 在Manual位置关机再开目前用此方式=1 JOG Mode,=1MAG Key=manual,用MAG CWMAG CCW移动一个以上刀套MAG-KEY 在Manual位置关机再开用JOG移动校正OKJOG速度P41=5~10PMM PARAMETER->110设1关机再开=0正常MAG JOG One pitch移动每位移一把刀,马达所需转速,BT40速比1:100位移一把100/10=10刀库总刀数60 X 10=600->P106值=100P105值=0, P179值=3600001078消失用手轮移动校正OKPMM PARAMETER->110设1关机再开1077消失=0950 alarmDC24V由ON/OFF RELAY 控制AC220V由K1A 控制1.=2 Data=1 Y72=33 Mode=Auto Y70=001 Start=STT-code=2 Data=4 Y72=36 Mode=Jog Y70=101 Start=+x,-xJog one pitch=0押 Run, 放开 Mag. Stop in-correct POS.连续运转=1押 Run, 放开 Mag. Stop in-nocorrect POS.one pitch step by step =4 Data=1 Y72=65 Mode=Jog Y70=101 Start= ST=1,=1 Jog Manual,押主轴停止键1sec後放开 Mag. Return to 1 POS. D2=1 =4 Data=15 Y72=79 Mode=Jog Y70=101 Start= ST=1,=1 Jog Manual,押主轴停止键1sec後放开 Mag. PMM 000 alarm P110=1 setting HOME OK=0 Data=0xxxx Y72=0 Mode=Jog Y70=101 Start=+x,-x=1押 Run, 押 Stop错误修正=1押 Run, 放开 Mag. Stop注意D2不会更动+X=1押 Run, 放开 Mag. Stop注意D2不会更动-X用PMM41=5 JOG移动刀库取代MPGD0=Spindle NO., D1=Wait tool NO. D2=Mag. current NO. D3=T-command code NO卧式APC手动找寻O9000程式号码,且自动跳至自动执行ST=1P63004ESR=1P32026PSR=1D100=90D101=00P6071=6M6 ARM换刀O9001P6072=100M100 APC自动更换O9002P6073=101M101 APC PA-IN更换O9003P6074=102M102 APC PB-IN更换O9004O9000APC-MAN.D100=90,D101=003003=1G4IF1013EQ1GOTO99MLKM98P9002N993003=0M30O9001M6-ATCP6071=63003=1G4IF1008EQ1GOTO99 TF=SPIF1013EQ1GOTO99 MLK130=4003131=4006G91G30Z0G30X0Y0M6M88DOOR CLOSEG130G131M05M05取消M03记忆N993003=0M99O9002M100-APCP6072=100 3001=1G4IF1013EQ1GOTO99 MLKM71APC CHECK130=4003131=4006G91G30Z0IF1011EQ1GOTO2ZP4 OKIF1012NE1GOTO11= Degree M41G91G28B0M40GOTO2N1G91G28B0N2M40M72PALLET UNCLAMPG4X2.M74PALLET UPG4X1.IF1009EQ1GOTO3PA NOW IN M76PA->ING4X1.GOTO4N3M77PB->ING4X1.N4M75PALLET DOWNG4X1.M73PALLET CLAMPG130G131N993003=0M99O9003M101-PA-inP6073=101 3003=1G4IF1013EQ1GOTO99IF1009EQ1GOTO99M98P9002N993003=0M99O9004M102-PB-inP6074=1023003=1G4IF1013EQ1GOTO99IF1010EQ1GOTO99M98P9002N993003=0M99EXE M100若停在M74APC-UP因APC-UPAPC-DOWN同时为1把=1解除APC-SOL自保=1解除APC-NOT READY=1解除APC-OK ENABLE关电再开使APC回位OK後=0,=0,=0=0 M72 APC UNCLAMP=1 M73 APC CLAMP接 NO=0 M72 APC UNCLAMP =1 AIR CLEAN接 NO气密检知=1=0 M72 APC UNCLAMP =1 AIR CLEAN ON =1有风=1 M73 APC CLAMP =0 AIR CLEAN OFF =0无风若没有0->1->0则AL1048 AIR TIGHT ALARM=1解除APC-NOT READY不可设1否则AL1048 AIR TIGHT ALARM不会出现有风无1则AL1048 AIR TIGHT ALARM =1 AIR CLEAN ON=1解除AL1048 AIR TIGHTDATA BCD,BIN选择由PMCRPM设定 D0~D1024 Bit可作断电自保COUNTER BCD,BIN选择由Ladder3设定卧式位置开关保护=1取消位置开关保护3-AXIS 皆入设定范围则保护+,-Y,-Z ,,,=1不保护+Y,+Z ,=0P6930,P6950=X0,-700000P6931,P6951=Y-500000,-650000P6932,P6952=Z-400000,-650000。
FANUC TC报警操作说明书

报警表串行脉冲编码器报警#7 #6 #5 #4 #3 #2 #1 #0#6(CSA ):校验和检查报警。
#5(BLA ):电池电压低报警。
#4(PHA ):相位数据错误报警。
#3(PCA ):速度计数故障报警。
#2(BZA ):电池零电压报警。
#1(CKA ):时钟报警。
#0(SPH ):软相位数据故障报警。
#7 #6 #5 #4 #3 #2 #1 #0#7(DTE ):数据错误报警。
#6(CRC ):CRC 错误报警。
#5(STB ):停止位错误报警。
#4(PRM ):参数错误报警。
在此情况下,还会出现伺服参数错误报警(No.417)。
伺服报警的详细信息伺服报警在诊断中的详细显示如下(No.200和No.204):#7 #6 #5 #4 #3 #2 #1#0#7(OVL ):发生过载报警。
#6(LV ): 伺服放大器中发生低电压报警。
#5(OVC ):数字伺服内部发生过电流报警。
#4(HCA ):伺服放大器发生异常电流报警。
#3(HV A ):伺服放大器中发生过电压报警。
#2(DCA ):伺服放大器中发生再生放电回路报警。
#1(FBA ):发生断线报警。
#0(OFA ):数字伺服内部发生溢出报警。
当诊断数据No.200中的OVL等于1时(发生伺服报警No.400)。
#7(ALD): 0:电机过热1:放大器过热当诊断数据No.200中的FBA等于1时(伺服报警产生No.416)。
#6(OFS):数字伺服中发生电流变换错误。
#5(MCC):伺服放大器上的电磁接触器触点熔焊。
#4(LDA):LED指示串行脉冲编码器C故障。
#3(PMS):反馈电缆故障造成反馈脉冲错误。
主轴报警No.750主轴报警No.750的诊断显示(No.409)如下:#3(SPE ):0:在主轴串行控制中,串行主轴参数满足主轴单元的启动条件。
1:在主轴串行控制中,串行主轴参数不满足主轴单元的启动条件。
#2(S2E ):0:主轴串行控制启动时,第二主轴正常。
FANUC报警信息代码
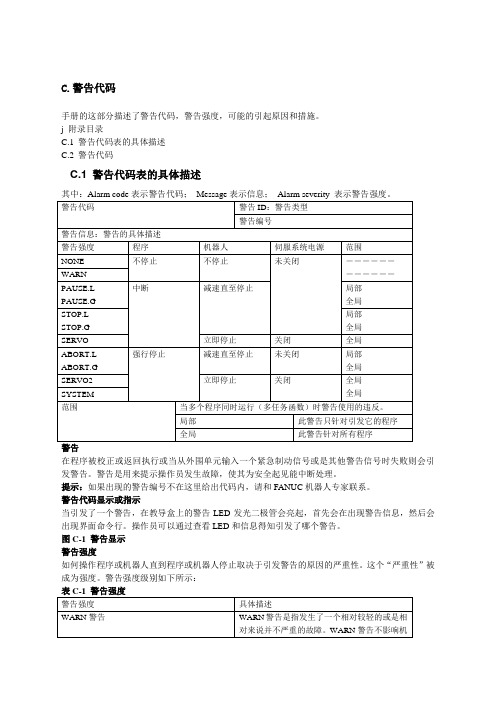
C.警告代码手册的这部分描述了警告代码,警告强度,可能的引起原因和措施。
j 附录目录C.1 警告代码表的具体描述C.2 警告代码C.1 警告代码表的具体描述警告在程序被校正或返回执行或当从外围单元输入一个紧急制动信号或是其他警告信号时失败则会引发警告。
警告是用来提示操作员发生故障,使其为安全起见能中断处理。
提示:如果出现的警告编号不在这里给出代码内,请和FANUC机器人专家联系。
警告代码显示或指示当引发了一个警告,在教导盒上的警告LED发光二极管会亮起,首先会在出现警告信息,然后会出现界面命令行。
操作员可以通过查看LED和信息得知引发了哪个警告。
图C-1 警告显示警告强度如何操作程序或机器人直到程序或机器人停止取决于引发警告的原因的严重性。
这个“严重性”被成为强度。
警告强度级别如下所示:表C-1 警告强度活动警告界面活动警告界面只显示活动的警告。
一旦该警告被警告清除信号输入清除,活动警告界面显示:“没有活动的警告”。
在上一条警告清除信号输入后,界面显示警告输出。
当在警告历史纪录界面按下删除键(+shift),相应的警告会从活动警告界面里清除。
该界面显示警告的严重等级为PAUSE或更高。
不会显示W ARN警告,NONE警告或重置。
如果系统变量诸如$ER_NOHIS设置正确的话,一些PAUSE警告或是更严重的警告也可能不会被显示。
如果检测到了多个警告,该界面按检测到的顺序反向显示。
最大可以显示100行。
如果警告有错误发生代码,该代码会在警告显示行下显示出来。
图C-2显示活动警告界面和警告历史记录界面的操作流程。
其中:MENU key pressed, then 4ALARM selected表示:按下MENU(菜单)键,然后选择4ALARM;Alarm key pressed表示:按下警告键;Automatically displayed when an alarm is output表示:当警告被输出会自动被显示;Active alarm screen displayed表示:显示活动警告界面;Alarm history screen displayed表示:显示警告历史记录界面。
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出)。
不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行.检查是哪一个M功能未执行。
1014SPINDLE IS NOT AT GEAR POSITION产生状态及原因主轴不在档位。
主轴不能正常旋转,与主轴相关的动作不能执行。
检查主轴高、低档开关及电磁阀。
同时按下键和键,清除报警。
1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高档变低档错误。
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出)。
不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行.检查是哪一个M功能未执行。
1014SPINDLE IS NOT AT GEAR POSITION产生状态及原因主轴不在档位。
主轴不能正常旋转,与主轴相关的动作不能执行。
检查主轴高、低档开关及电磁阀。
同时按下键和键,清除报警。
1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高档变低档错误。
Fanuc法兰克系统报警号说明书
21.031号报警报警信息: "Illegal P command in G10",G10指令中非法P命令。
报警说明: 在用G10设定补偿数值中,跟随地址的P补偿号不超出或者没有指定。
修改程序。
22.032号报警报警信息: "Illegal offset value in G10",G10指令中非法补偿值。
报警说明:在用G10设定补偿数值中或者用系统变量写入一个补偿数值时,补偿数值超出。
23.033号报警报警信息: "No solution at CRC",在CRC上不能计算。
报警说明: 刀尖半径补偿后交点计算不出来。
修改程序。
24.034号报警报警信息: "No circ allowed in ST-UP/EXT BLK",在启动、取消块中不允许循环。
报警说明:在G02和G03方式下,正在启动或者取消刀尖半径补偿。
修改程序。
25.035号报警报警信息: "Can not commanded G31",不能使用指令G31。
报警说明: 在刀具刀尖报警补偿方式指定了跳跃切削 (G31)。
26.037号报警报警信息: "Can not change plane in NRC",在NRC方式时,不能变换平面。
报警说明: 在刀尖半径补偿中,切换了补偿平面。
27.038号报警报警信息: "Interference in circular",圆弧干涉。
报警说明: 因为圆弧起点或者终点与中心重合,导致刀具半径补偿时过切削。
28.039号报警报警信息: "CHF/CNR not allowed in NRC",在NCR方式不允许CHF/CNR。
报警说明: 在刀具刀尖半径补偿中,启动、删除和G41/G42更换时,使用了倒角或者拐角指令。
在倒角或者拐角可能引起过切削。
FANUC报警表

修改程序。
重复固定循环(G71 或 G72)中指定了不是单调增大或单调缩小 的图形形状。
修改程序。
1. 在 G71,G72 或 G73 指令中用地址 P 指定的顺序号的程序段中
没有 G00 或 G01 指令。 2. 在 G71 或 G72 中用地址 P 指定的顺序号的程序段中分别指令
了地址 Z(W)或 X(U)。
修改程序。
在 G71,G72 或 G73 中用地址 P 指定的两个程序段之间指令了不可 使用的 G 代码。 修改程序。
用地址 P 和 Q 指定了 G70,G71,G72 或 G73 指令。
修改程序。
G70,G71,G72 或 G73 中用地址 P 和 Q 指定的程序段中最后的移动 指令由倒角或拐角 R 结束。
信息 通讯错误
DR 信号断开
缓冲区溢出
参考点返回未完成 参考点返回未完成
不在参考点的轴 不允许 P 型(坐标改变)
P 型不允许(EXT OFS CHG)
P 型不允许(WRK OFS CHG)
P 型不允许(自动执行)
在顺序返回中发现 G28 检索之后不允许执行 MDI
参数写入有效
请清除存储器 G08 中格式错误
内存不足。
删除不必要的程序,重试。
未发现要搜寻的地址。或在程序检索中未发现指定程序号的程序。
检查数据。
存储的程序数量超过了 400 个。
删除不要的程序,重新执行程序存储。
被指令的程序号已经使用。
改变程序号或删除不要的程序,重新执行程序存储。
程序号为 1~9999 之外的数。
改变程序号。
企图存储一个被保护的程序号。
015
指令了太多的轴
020
FANUC系统常见报警信息及其排除方法
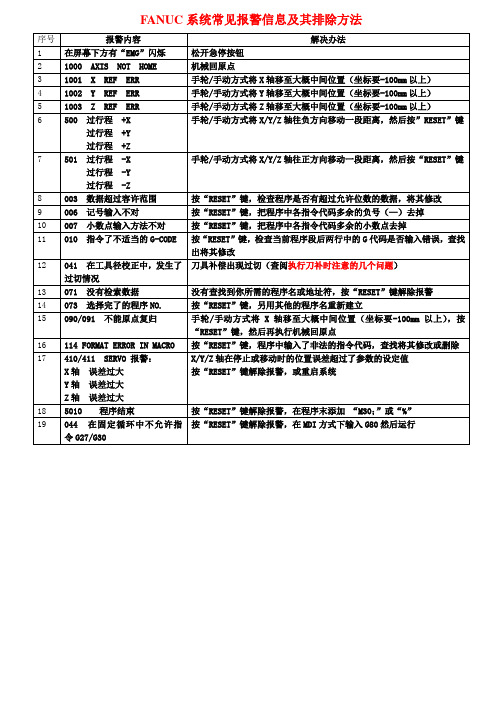
114 FORMAT ERROR IN MACRO
按“RESET”键,程序中输入了非法的指令代码,查找将其修改或删除
17
410/411SERVO 报警:
X轴 误差过大
Y轴 误差过大
Z轴 误差过大
X/Y/Z轴在停止或移动时的位置误差超过了参数的设定值
18
5010程序结束
5
1003 Z REF ERR
手轮/手动方式将Z轴移至大概中间位置(坐标要-100mm以上)
6
500 过行程 +X
过行程 +Y
过行程 +Z
手轮/手动方式将X/Y/Z轴往负方向移动一段距离,然后按”RESET”键
7
501 过行程 -X
过行程 -Y
过行程 -Z
手轮/手动方式将X/Y/Z轴往正方向移动一段距离,然后按“RESET”键
12
041 在工具径校正中,发生了过切情况
刀具补偿出现过切(查阅执行刀补时注意的几个问题)
13
071 没有检索数据
没有查找到你所需的程序名或地址符,按“RESET”键解除报警
14
073 选择完了的程序NO.
按“RESET”键,另用其他的程序名重新建立
15
090/091 不能原点复归
手轮/手动方式将X轴移至大概中间位置(坐标要-100mm以上),按“RESET”键,然后再执行机械回原点
按“RESET”键解除报警,在程序末添加 “M30;”或“%”
19
044 在固定循环中不允许指令G27/G30
按“RESET”键解除报警,在MDI方式下输入G80然后运行
FANUC系统常见报警信息及其排除方法
序号
报警内容
FANUC 0MD系统报警说明

424
Y轴数字伺服系统错误,检查721号诊断参数并参考伺服系统手册。
425
Y轴指令速度超出511875检测单位/秒,检查参数CMR。
426
Y轴编码器故障。
427
Y轴电机参数错误,检查8220、8222、8223、8224号参数。
430
Z轴停止时,位置误差超出设定值。
086的报警一般怎么解决啊
解决办法:
6.8.20短接,并且不要接到金属壳上!
750--主轴串行连接启动错误
当连接串行主轴的系统通电后,主轴控制单元未准备就绪时,出现该报警。
可能有下述四个原因:
1) 光缆连接不当或主轴控制单元的电源关断。
2) 在主轴控制单元的LED 显示AL-24 或SU-01 以外的报警时给CNC 单元通电。
此时,应切断主轴放大器的电源,再重新启动。
3) 其他原因(硬件配置不对)
在包括主轴在内的整个系统工作时不会出现该报警。
4) 当参数3701#4 (SP2)=1 时,第二主轴的情况请参考上述情况1)到3)。
详细信息见诊断显示No.409。
子程序嵌套超过三重。
078
M98或M99中指令的程序号或顺序号不存在。
085
由外设输入程序时,输入的格式或波特率不正确。
086
使用读带机/穿孔机接口进行程序输入时,外设的准备信号被关断。
087
使用读带机/穿孔机接口进行程序输入时,虽然指定了读入停止, 但读过了10个字符后,输入不能停止。
530
Z轴正向软极限超程。
531
Z轴负向软极限超程。
4. 过热报警及系统报警700号报警为NC主印刷线路板过热报警,704号报警为主轴过热报警。
FANUC系统常见报警信息及其排除方法
19
044 在固定循环中不允许指令G27/G30
按“RESET”键解除报警,在MDI方式下输入G80然后运行
8
003 数据超过容许范围
按“RESET”键,检查程序是否有超过允许位数的数据,将其修改
9
006 记号输入不对
按“RESET”键,把程序中各指令代码多余的负号(—)去掉
10
007 小数点输入方法不对
按“RESET”键,把程序中各指令代码多余的小数点去掉
11
010 指令了不适当的G-CODE
按“RESET”键,检查当前程序段后两行中的G代码是否输入错误,查找出将其修改
5
1003 Z REF ERR
手轮/手动方式将Z轴移至大概中间位置(坐标要-100mm以上)
6
500 过行程 +X
过行程 +Y
过行程 +Z
手轮/手动方式将X/Y/Z轴往负方向移动一段距离,然后按”RESET”键
7
501 过行程 -X
过行程 -Y
过行程 -Z
手轮/手动方式将X/Y/Z轴往正方向移动一段距离,然后按“RESET”键
12
041 在工具径校正中,发生了过切情况
刀具补偿出现过切(查阅执行刀补时注意的几个问题)
13
071 没有检索数据
没有查找到你所需的程序名或地址符,按“RESET”键解除报警
14
073 选择完了的程序NO.
按“RESET”键,另用其他的程序名重新建立
15
090/091 不能原点复归
手轮/手动方式将X轴移至大概中间位置(坐标要-100mm以上),按“RESET”键,然后再执行机械回原点
FANUC报警信息代码

C.警告代码手册的这部分描述了警告代码,警告强度,可能的引起原因和措施。
j 附录目录C.1 警告代码表的具体描述C.2 警告代码C.1 警告代码表的具体描述警告在程序被校正或返回执行或当从外围单元输入一个紧急制动信号或是其他警告信号时失败则会引发警告。
警告是用来提示操作员发生故障,使其为安全起见能中断处理。
提示:如果出现的警告编号不在这里给出代码内,请和FANUC机器人专家联系。
警告代码显示或指示当引发了一个警告,在教导盒上的警告LED发光二极管会亮起,首先会在出现警告信息,然后会出现界面命令行。
操作员可以通过查看LED和信息得知引发了哪个警告。
图C-1 警告显示警告强度如何操作程序或机器人直到程序或机器人停止取决于引发警告的原因的严重性。
这个“严重性”被成为强度。
警告强度级别如下所示:表C-1 警告强度活动警告界面活动警告界面只显示活动的警告。
一旦该警告被警告清除信号输入清除,活动警告界面显示:“没有活动的警告”。
在上一条警告清除信号输入后,界面显示警告输出。
当在警告历史纪录界面按下删除键(+shift),相应的警告会从活动警告界面里清除。
该界面显示警告的严重等级为PAUSE或更高。
不会显示W ARN警告,NONE警告或重置。
如果系统变量诸如$ER_NOHIS设置正确的话,一些PAUSE警告或是更严重的警告也可能不会被显示。
如果检测到了多个警告,该界面按检测到的顺序反向显示。
最大可以显示100行。
如果警告有错误发生代码,该代码会在警告显示行下显示出来。
图C-2显示活动警告界面和警告历史记录界面的操作流程。
其中:MENU key pressed, then 4ALARM selected表示:按下MENU(菜单)键,然后选择4ALARM;Alarm key pressed表示:按下警告键;Automatically displayed when an alarm is output表示:当警告被输出会自动被显示;Active alarm screen displayed表示:显示活动警告界面;Alarm history screen displayed表示:显示警告历史记录界面。
Fanuc法兰克系统报警号说明书
21.031号报警报警信息: "Illegal P command in G10",G10指令中非法P命令。
报警说明: 在用G10设定补偿数值中,跟随地址的P补偿号不超出或者没有指定。
修改程序。
22.032号报警报警信息: "Illegal offset value in G10",G10指令中非法补偿值。
报警说明:在用G10设定补偿数值中或者用系统变量写入一个补偿数值时,补偿数值超出。
23.033号报警报警信息: "No solution at CRC",在CRC上不能计算。
报警说明: 刀尖半径补偿后交点计算不出来。
修改程序。
24.034号报警报警信息: "No circ allowed in ST-UP/EXT BLK",在启动、取消块中不允许循环。
报警说明:在G02和G03方式下,正在启动或者取消刀尖半径补偿。
修改程序。
25.035号报警报警信息: "Can not commanded G31",不能使用指令G31。
报警说明: 在刀具刀尖报警补偿方式指定了跳跃切削 (G31)。
26.037号报警报警信息: "Can not change plane in NRC",在NRC方式时,不能变换平面。
报警说明: 在刀尖半径补偿中,切换了补偿平面。
27.038号报警报警信息: "Interference in circular",圆弧干涉。
报警说明: 因为圆弧起点或者终点与中心重合,导致刀具半径补偿时过切削。
28.039号报警报警信息: "CHF/CNR not allowed in NRC",在NCR方式不允许CHF/CNR。
报警说明: 在刀具刀尖半径补偿中,启动、删除和G41/G42更换时,使用了倒角或者拐角指令。
在倒角或者拐角可能引起过切削。
FANUC系统报警信息诠释

FANUC系统报警信息诠释故障代码解释及应对措施1)SRVO–001 SVAL1 Operator panel E–stop 解释:按下在操作员面板或是操作箱上的紧急停止按钮。
如果 SYST-067(面板HSSB 断开连接)警报也同时发生,或是如果在面板上 LED 指示灯(绿色) 关闭不发光,主板(JRS15)和面板(JRS15)通讯异常。
主板和面板电路板之间的电缆连接可能松动。
或者,电缆,面板电路板或是主板可能有故障。
注意:如果LED 指示灯是关闭不发光的,下面的警报也会产生。
SRVO–001 Operator panel E–stop.SRVO–004 Fence open.SRVO–007 External emergency stop. SRVO–199 Control stop.SRVO–204 External (SVEMG abnormal) E–stop.SRVO–213 Fuse blown (Panel PCB).SRVO–277 Panel E–stop (SVEMG abnormal). SRVO–280 SVOFF input检查显示在示教盒上显示的警报历史。
(措施1):释放在操作员面板或是操作员箱上被按下的紧急停止按钮。
(措施 2):确认操面板电路板(CRT16)和急停按钮之间的连接电缆,如果有裸线,则替换电缆。
(措施3):确认连接面板电路板(CRS20 或CRS1)和示教盘之间的连接电缆,如果有裸线,则替换电缆。
(措施4):当紧急停止按钮在释放的位置,检查接线端和开关的连接情况,如果没有连通,则是急停按钮的故障。
替换开关或操作面板。
(措施5):替换示教盘。
(措施6):替换面板电路板。
注意:在执行措施7 前,完成整个控制器的备份来保存所有程序和设置内容。
(措施7):替换主板。
注释:与SRVO-213 同时发生时,可能是因为保险丝已经熔断。
采取与SRVO-213 相同的处理措施。
发那科FANUC 0i系统故障报警信息
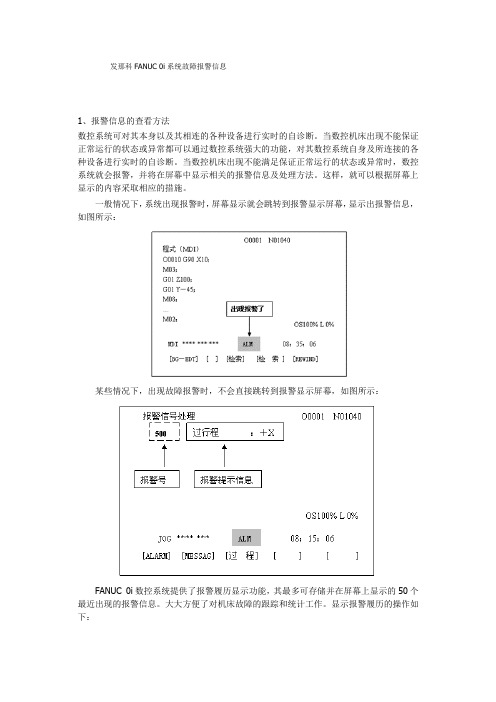
发那科FANUC 0i系统故障报警信息1、报警信息的查看方法数控系统可对其本身以及其相连的各种设备进行实时的自诊断。
当数控机床出现不能保证正常运行的状态或异常都可以通过数控系统强大的功能,对其数控系统自身及所连接的各种设备进行实时的自诊断。
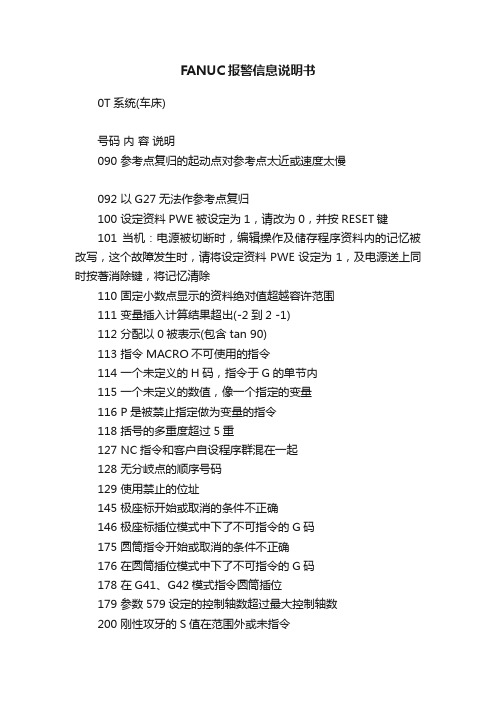
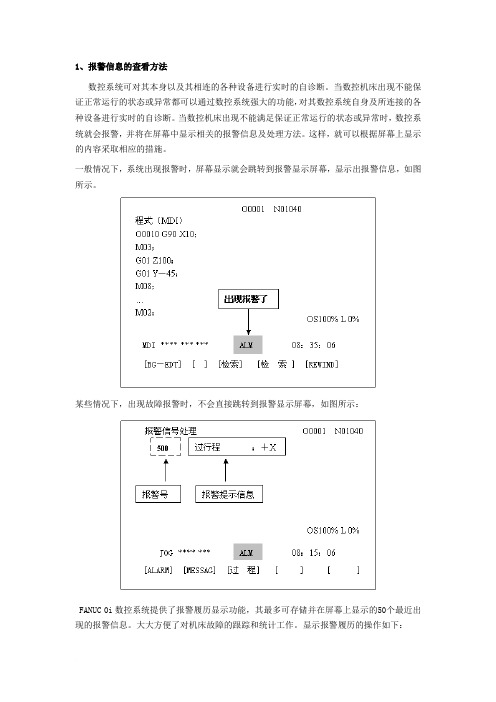
当数控机床出现不能满足保证正常运行的状态或异常时,数控系统就会报警,并将在屏幕中显示相关的报警信息及处理方法。
这样,就可以根据屏幕上显示的内容采取相应的措施。
一般情况下,系统出现报警时,屏幕显示就会跳转到报警显示屏幕,显示出报警信息,如图所示:某些情况下,出现故障报警时,不会直接跳转到报警显示屏幕,如图所示:FANUC 0i数控系统提供了报警履历显示功能,其最多可存储并在屏幕上显示的50个最近出现的报警信息。
大大方便了对机床故障的跟踪和统计工作。
显示报警履历的操作如下:2、FANUC 0i数控系统报警的分类FANUC 0i数控系统的报警信息很多,可以归纳为以下类别,便于查找。
表7.1FANUC 0i数控系统报警分类3、常见报警的故障排除思路数控机床是当代高新技术机、电、光、气一体化的结晶,电气复杂,管路交叉林立,故障现象也是千奇百怪,各不相同。
如何能迅速找出故障、隐患,并及时排除?这是数控机床维修人员所面临的最现实、最直接的问题。
在这里,我们将以最常碰到的故障为例,学习使用FANUC 0i数控系统提供的丰富的维修功能进行故障排除的方法。
为方便起见,把由机床厂家根据不同的机床结构所可以预见的异常情况汇总后,由机床厂家自己编写错误代码和报警信息,这类故障称为外围报警(这是相对于数控系统而言)。
也就是说不同结构类型的机床就会有不同的外部故障的错误代码和报警信息。
而由数控系统生产厂家根据数控系统部件所能预见的异常情况汇总后,所编写的错误代码和报警信息,这类故障称为系统报警(数控系统故障)。
数控系统故障的错误代码和报警信息不会因不同结构类型的机床而改变,不同型号的数控系统的系统报警可能会有所不同。
FANUC报警信息说明书
FANUC报警信息说明书0T系统(车床)号码内容说明090 参考点复归的起动点对参考点太近或速度太慢092 以G27无法作参考点复归100 设定资料PWE被设定为1,请改为0,并按RESET键101 当机:电源被切断时,编辑操作及储存程序资料内的记忆被改写,这个故障发生时,请将设定资料PWE设定为1,及电源送上同时按著消除键,将记忆清除110 固定小数点显示的资料绝对值超越容许范围111 变量插入计算结果超出(-2到2 -1)112 分配以0被表示(包含tan 90)113 指令MACRO不可使用的指令114 一个未定义的H码,指令于G的单节内115 一个未定义的数值,像一个指定的变量116 P是被禁止指定做为变量的指令118 括号的多重度超过5重127 NC指令和客户自设程序群混在一起128 无分岐点的顺序号码129 使用禁止的位址145 极座标开始或取消的条件不正确146 极座标插位模式中下了不可指令的G码175 圆筒指令开始或取消的条件不正确176 在圆筒插位模式中下了不可指令的G码178 在G41、G42模式指令圆筒插位179 参数579设定的控制轴数超过最大控制轴数200 刚性攻牙的S值在范围外或未指令201 刚性攻牙未指定F202 刚性攻牙主轴的分配量太大203 刚性攻牙M29或S的指令位置不对204 刚性攻牙M29和G84(G74)单节间有轴移动指令205 刚性攻牙指令M29,执行G84(G74)时刚性模式DI信号未ON211 有高速跳跃特殊机能时以每转指令G31212 在Z-X平面以外,指令不可用的指令213 在同步控制轴有移动指令214 同步控制中做座标系设定或平移型刀具补正400 第一轴.第二轴过负载401 第一轴.第二轴速度控制的READY 信号OFF402 第三轴.第四轴过负载403 第三轴.第四轴速度控制的READY 信号OFF404 电源供应接上时,准备完了信号未READY405 需再重新手动原点复归一次410 X轴停止中位置偏差量过大411 X轴移动中位置偏差量过大412 Z轴漂移量过大(超过500 VELO)413 X轴资料设定错误414 X轴数码伺服系统异常,请参考DGN 720号415 X轴CMR设定错误416 X轴位置解码器位置检出异常(断线警示)417 X轴有下列条件之一就造成此警示:参数8120的马达型式设定指定范围外的值参数8122的马达旋转方向未设定正确值(111或-111)参数8123的马达1转速度回馈脉波数,设定小于0的不正确资料参数8124的马达1转速度回馈脉波数,设定小于0的不正确资料420 Z轴停止中位置偏差量过大421 Z轴移动中位置偏差量过大423 Z轴资料设定错误424 Z轴数码伺服系统异常,请参考DGN 721号425 Z轴CMR设定错误426 Z轴位置解码器位置检出异常(断线警示)427 Z轴有下列条件之一就造成此警示:参数8220的马达型式设定指定范围外的值参数8222的马达旋转方向未设定正确值(111或-111)参数8223马达1转速度回馈脉波数,设定小于0参数8224的马达1转速度回馈脉波数,设定小于0430 第三轴停止中位置偏差量过大434 Z轴数码伺服系统异常,请参考DGN 722号437 第三轴有下列条件之一就造成此警示:参数8320的马达型式设定指定范围外的值参数8322的马达旋转方向未设定正确值(111或-111)参数8323马达1转速度回馈脉波数,设定小于0参数8324的马达1转速度回馈脉波数,设定小于0数码伺服系统警示的NO.4X4的详细内容,依X轴、Y(Z)轴、Z轴( C PMC)轴、4 (Y PMC)轴的顺序,显示于诊断号码720、721、722、723:721-723 OVL LV OVC HCAL HVAL DCAL FBAL OFAL7 6 5 4 3 2 1 0OFAL 发生溢量警示FBAL 发生断线警示DCAL 发生回生放电电路警示HVAL 发生过电压警示HCAL 发生异常电流警示OVC 发生过电流警示LV 发生不足电压警示OVL 发生过负载警示PS. 新设参数NO.593-596限界值须设定号码内容说明510X轴过行程,超过(+)行程设定511X轴过行程,超过(-)行程设定512X轴过行程,超过(+)第二行程设定513X轴过行程,超过(-)第二行程设定520Z过行程,超过(+)行程设定521Z轴过行程,超过(-)行程设定522Z轴过行程,超过(+)第二行程设定523Z轴过行程,超过(-)第二行程设定700主基板过热704因检测主轴变动而引起的主轴过热910RAM成对错误(低位址),更换主基板911RAM成对错误(高位址),更换主基板912数码伺服的共有RAM同位错误(LOW)913数码伺服的共有RAM同位错误(HIGH)914数码伺服的地区RAM同位错误920看门狗故障,更换主基板930VPC错误,(不正常中断),更换主基板940有下列诸条件就造成此警示:数码伺服系统的电路板不良控制轴在三轴以上时,却无第三轴控制印刷电路板使用类比伺服用主印刷电路板950保险丝断线警示,请更换 +24E , FX14的保险丝998ROM成对错误--------------------------------------------------------------------------------10T系统(车床)号码屏幕显示内容说明PS 003TOO MANY DIGITS 资料多余的数字被输入PS 006ILLEGAL USE OF NEGATIVE VALUE 符号”-“ 被指定在不能使用符号”-“位址中PS 007ILLEGAL USE OF DECIMAL POINT 一个小数点“.”,被指定在不能使用小数点”.” 位址中PS 010IMPROPER G-CODE 一个不合法的 G码被指定PS 011IMPROPER NC-ADDRESS 一个不合法的位址被指定PS 012INVALID BREAK POINT OF WORD NC界限是在错误PS 013ILLEGAL PROGRAM NO. POSITION 位址O或N被指定在不合法的位址PS 014ILLEGAL PROGRAM NO. FORMAT 位址O和N后面不跟著一个数值PS 015TOO MANY WORDS IN ONE BLOCK 一个单节中所使用的字元数目超出容许范围PS 016EOB NOT FOUND 单节结束码是失去在程序结束点之任一MDI 模式中输入PS 017ILLEGAL MODE FOR GOTO/WHILE/DO GOTO叙述或WHILE-DO叙述是在MDI或纸带模式主程序被使用PS 058S-COMMAND OUT OF RANGE 主轴速度超出最大回转速设定PS 060SEQUENCE NUMBER NOT FOUND 在顺序号码寻找中没有找到所指定的顺序号码PS 061NO P,Q COMMAND AT G70-G72 在指定的固定循环G70,G71,G72中无P和 QPS 062ILLEGAL COMMAND IN G70-G76 指令在固定循环G70中,G65单节是不合适的PS 063P,Q BLOCK NOT FOUND 在固定循环G70,G71,G72单节中找不到指定的P或Q顺序号码PS 065ILLEGAL COMMAND IN P-BLOCK 在G70,G71,G72单节中找不到指定的P顺序号码中的一个指令PS 066ILLEGAL COMMAND IN PROGRAM 设计G70,G71,G72指定顺序号码单节P和Q中,使用了超出G码01群中的指令PS 067G70-G73 AT FORBIDDEN MODE 在超出记忆模式中指定中指定G70,G71,G72,G73PS 069ILLEGAL COMMAND IN Q-BLOCK 在G70,G71,G72中指定Q 顺序号码单节中使用倒角及倒圆弧PS 076PROGRAM NOT FOUND 由程序所使用在M98,G65,G66的程序号码呼叫中,G/M/T码是找不到PS 077PROGRAM IN USE 程序正在使用中PS 090DUPLICATE NC MACRO STATEMENT NC叙述及自设程序叙述指令在同一单节PS 091DUPLICATE SUB-CALL WORD 在一单节中副程序呼叫指令使用二次以上PS 092DUPLICATE MACRO-CALL WORD 在一单节中自设程序呼叫指令使用二次以上PS 093DUPLICATE NC-WORD & M99 一超出O,N,P,L的位址被指定在同样的单节,如跟随在自设程序模块呼叫M99PS 094USE “G” AS ARGUMENT G被使用在引数中PS 095TOO MANY TYPE-2 ARGUMENT 用户自设程序引数第二类中,指定超过11组PS 100CANCEL WITHOUT MODEL CALL G67被指定在无模块呼叫的G66中PS 110OVERFLOW:INTEGER 运算处理超过范围PS 111OVERFLOW:FLOATING 运算处理超过二进制浮点范围PS 112ZERO DIVIDE 除算中指定使用零除数PS 114VARIABLE NO. OUT OF RANGE 一个不合适的变量号码被指定PS 115WRITE PROTECTED VARIABLE 一个有资格的变量在右记忆的表示被许可在左记忆表示中PS 116READ PROTECTED VARIABLE 一个有资格的变量在左记忆的表示被许可在右记忆表示中PS 118TOO MANY BRACKET NESTING 括号重覆数超出许可范围PS 119ARGUMENT VALUE OUT OF RANGE 一机能中的引数超出容许范围PS 121TOO MANY SUB, MACRO NESTING 副程序及MACRO呼叫超出容许范围PS 122TOO MANY MACRO NESTING MACRO呼叫之次数超出容许范围PS 123MISSING END STATE-MENT DO指令跟随不足的END指令PS 124MISSING DO STATE-MENT 使用END指令不足的DO指令PS 125ILLEGAL EXPRESSION FORMAT 说明格式是不适合的PS 126ILLEGAL LOOP NO. DO和END号码超出容许范围PS 128SEQUENCE NO. OUT OF RANCE 顺序号码超出1-9999PS 131MISSING OPEN BRACKET 左括号数量不足PS 132MISSING CLOSE BRACKET 右括号数量不足PS 133MISSING “=” 指令”=”遗失PS 134MISSING ”/” 指令”/”遗失PS 135MACRO STATEMENT FORMAT ERROR MACRO叙述格式错误PS 136DFA STATEMENT FORMAT ERROR MACRO DFA叙述格式错误PS 137IF STATEMENT FORMAT ERROR MACRO IF叙述格式错误PS 138WHILE STATEMENT FORMAT ERROR MACRO WHITE叙述格式错误PS 139SETVN STATEMENT FORMAT ERROR MACRO SETVN叙述格式错误PS 141ILLEGAL CHARACTER IN VAR. NAME 在SETVN叙述中变量名称`,给予不适当字元PS 142TOO LONG VARIABLE NAME 变量名称太长PS 143BPRNT/DPRNT STATE-MENT FORMAT 叙述格式错误PS 144G10 FORMAT ERROR 有一错误在G10格式中PS 145G10.1 TIME OUT PMC到G10.1指令时间太长PS 146G10.1 FORMAT ERROR 有一错误在G10.1格式中PS 150A/D CONVERT ALARM A/D转换器失效PS 151A/D CONVERT ALARM A/D转换器失效PS 180ALL PARALLEL AXES IN PARKING 所有的并列轴放置在同一位址PS 181ZERO RETURN NOT FINISH 未完成原点复归PS 182CIRCLE CUT IN RAPID F0被指定在圆弧模式PS 183TOO MANY SIMUL-TANEOUS CONTROL AXES 移动指令超过可以同时控制轴数PS 184TOO LARGE DISTANCE 移动值超过最大指定值PS 185ZERO RETURN CHECK (G27) ERROR G27没有回到原点PS 186ILLEGAL PLANE SELECT 错误的平面选择PS 187FEED ZERO (COMMAND) 切削进给F指令为零PS 188FEED ZERO (DRY RUN) F值之参数值是设定为零PS 191OVER TOLERANCE OF RADIUS 圆弧半径值的起点和终点之差大于参数设定值(参数2410)PS 192ILLEGAL LEAD COMMAND (G34) G34切削中螺距的增减量K超过最大指令值PS 195ILLEGLE AXIS SELECTED (G96) G96之P值或参数5670是错误PS 196ILLEGAL DRILLING AXIS SELECTED 选择的搪孔轴是不正确的PS 200PULSE CODER SYNCHRONOUS ERROR 位置检知器一回转信号未出现PS 270OFFSET C START UP CANCEL BY CIR. 刀尖半径补正是产生在开使或削除于圆弧模式PS 271OFFSET C ILLEGAL PLANE 搪孔刀尖补正指定于平面上PS 272OFFSET C INTER-FERENCE 太多的切削工作加在刀尖补正PS 299OFFSET C NO SOLUTION 在刀尖半径补正上没有交点PS 300ILLEGAL ADDRESS 一不合适的位址指定在从纸带输入参数或螺距补正资料PS 301MISSING ADDRESS 无位址指定在从纸带输入参数或螺距补正资料PS 302ILLEGAL DATA NUMBER 指定的资料号码产生错误PS 303ILLEGAL AXIS NUMBER 纸带输入参数值产生错误PS 304TOO MANY DIGITS 资料的数字位数超过容许值PS 305DATA OUT OF RANGE 资料值超过容许范围PS 306MISSING AXIS NUMBER 无轴号码指定PS 307ILLEGAL USE OF MINUS SIGN 使用的资料符号中是不合适的PS 308MISSING DATA 一个位址没有跟随一个数值PS 400PROGRAM NOT WATCH 纸带程序没有相称之程序PS 410G37 IMPROPER AXIS COMMAND G37中没有指定轴或超过二轴PS 413G37 SPECIFIED WITH T-CODE G37中T码被指定PS 414G37 OFFSET NO. UNASSIGNED G37中没有指定T码PS 415G37 ARRIVAL SIGNAL NOT ASSERTED G37中测量位置到达信号开始ON或在结束点未开使ONPS 426TOO MANY ADDRESS 超过二个I,K,R被指定在倒圆角PS 427NOT ONE AXIS MOVE WITH I ~ R I(K)被指定和X(Z)轴在倒角或倒圆弧角的单节指令中PS 428MISMATCH AXIS WITH I~ R I(K)被指定和X(Z)轴在倒角或倒圆弧角的单节指令中PS 429MISSING VALUE AT I ~ R 跟随倒角或倒圆弧角单节指令之移动距离少于倒角或倒圆弧角值PS 430CODE IS’NT G10 AFTER I ~ R 跟随在倒角或倒圆弧角单节之后的指令不是G10PS 431MISSING MOVE AFTER I ~ R 在旧的倒角或倒圆弧角单节指令的方向或移动距离之指令不正确--------------------------------------------------------------------------------号码萤幕显示讯息内容SR 590TH ERROR TH警示SR 591TV ERROR TV警示SR 592END OF RECORD 记录结束被指定在单节中途SR 600PARAMETER OF RESTART ERROR 在程序再启动之参数有一错误SR 805ILLEGAL COMMAND 一不合适指令企图指定在RS 232C,RS422,PTR界面SR 806DEVICE TYPE MISS MATCH 一件不能被动作的I/O装置选择,被设定了SR 807PARAMETER SETTING ERROR 一I/O界面不被指定选择在选择性或设定值SR 810PTR NOT READY PTR准备完成信号切除SR 812OVER-RUN ERROR(PTR) 在PTR读入接收一字元前下一字元被接收到SR 830DATA SET READY DOWN RS-232C-2准备完成信号切除SR 831CARRIER DETECT DOWN RS-232C-2信号特质检出信号切除SR 832OVER-RUN ERROR RS-232C-2读入接收一字元前下一字元被接收到SR 833FRAMING ERROR RS-232C-2接收一字元时之停止位元未被检出SR 834BUFFER OVERFLOW 在NC由RS232C-2接收资料时在送出停止码前,资料超过10字元被接收SR 840DATA SET READY DOWN RS-232C-3准备完成信号切除SR 841CARRIER DETECT DOWN RS-232C-3信号特质检出信号切除SR 842OVER-RUN ERROR RS-232C-3读入接收一字元前下一字元被接收到SR 843FRAMING ERROR RS-232C-3接收一字元时之停止未元未被检出SR 844BUFFER OVERFLOW 在NC由RS232C-3接收资料时在送出停止码前,资料超过10字元被接收SR 850DNC NOT READY DNC准备完成信号切除SR 852OVER-RUN ERROR DNC接收一字元前下一字元被接收到SR 860DATA SET READY DOWN 20MA电流回路准备完成信号切除SR 861CARRIER DETECT DOWN 20MA电流回路信号特质检出信号切除OVER-RUN ERROR 20MA电流回路读入接收一字元前下一字元被接收到SR 863FRAMING ERROR 20MA电流回路接收一字元时之停止未元未被检出SR 864BUFFER OVERFLOW (AFR33/44) 20MA电流回路接收资料时在送出停止码前,资料超过10字元被接收SR 870DATA SET READY DOWN RS-422准备完成信号切除SR 871CARRIER DETECT DOWN RS-422信号特质检出信号切除SR 872OVER-RUN ERROR RS-422读入接收一字元前下一字元被接收到SR 873FRAMING ERROR RS-422接收一字元时之停止未元未被检出SR 874BUFFER OVERFLOW RS-422接收资料时,在送出停止码前,资料超过10字元被接收--------------------------------------------------------------------------------号码萤幕显示讯息内容OH 000 MOTOR OVERHEAT 伺服马达过热OH 001 LOCKER OVERHEAT NC电气箱过热--------------------------------------------------------------------------------号码萤幕显示信息SB 010GRAPHIC ROM PARITY 在绘图用之ROM产生一同位错误SB 011GRAPHIC ROM PARITY (WORK) 在绘图用工作之ROM产生一同位错误SB 011GRAPHIC ROM PARITY (RED) 在绘图用红色之ROM产生一同位错误SB 011GRAPHIC ROM PARITY (GREEN) 在绘图用绿色之ROM产生一同位错误SB 011GRAPHIC ROM PARITY (BLUE) 在绘图用蓝色之ROM产生一同位错误--------------------------------------------------------------------------------号码萤幕显示信息内容SW 000PARAMETER ENABLE SWITCH ON 参数表8000设定为 1SW 010BUBBLE FREE MODE AVAILA BLE 磁泡记忆自由模式之开关被ON--------------------------------------------------------------------------------号码萤幕显示信息内容OT 001+ OVERTRAVEL (SOFT 1) 正方向过行程OT 002- OVERTRAVEL (SOFT 1) 负方向过行程OT 003+ OVERTRAVEL (SOFT 2) 正方向过行程OT 004- OVERTRAVEL (SOFT 2) 负方向过行程OT 005+ OVERTRAVEL (SOFT 3) 正方向过行程OT 006- OVERTRAVEL (SOFT 3) 负方向过行程OT 007+ OVERTRAVEL (HARD ) 正方向极限开关被导通OT 008- OVERTRAVEL (HARD ) 负方向极限开关被导通OT 021+ OVERTRAVEL (PRE-CHECK) 移动前之行程检查中正方向过行程OT 022- OVERTRAVEL (PRE-CHECK) 移动前之行程检查中负方向过行程OT 100SPINDLE ALARM 主轴马达警示故障OT 101SPINDLE MOTOR OVERHEAT 主轴马达已过热OT 102EXCESS VELOCITY ERROR 指令速度与时际速度误差过大OT 103FUSE F7 BLEW F7保险丝烧毁OT 104FUSE F1,F2,OR F3 BLEW F1,F2,或F3保险丝被烧毁OT 105FUSE AF2 OR AF3 BLEW AF2或AF3保险丝被烧毁OT 106EXCESS VELOCITY (ANALOG) 主轴马达速度超过最大值(类比) OT 107EXCESS VELOCITY (DIGITAL) 主轴马达速度超过最大值(数码) OT 108VOLTAGE (+24V)TOO HIGH 24V电压超过指定值OT 109POWER SEMICONDUCTOR OVERLOAD 动力半导体已过热OT 110VOLTAGE (+15V)TOO LOW 15V电压超过指定值OT111VOLTAGE EXCESS (DC LINK) DC连结电压已超过OT 112CURRENT EXCESS (DC LINK) DC连结电线已超过OT 113CPU ERROR CPU或外围电路已失常OT 114ROM ERROR ROM已失效OT 115OPTION ALARM 主轴马达之辅助警示OT 116DISCONNECTION POS. CODER 位置检知器被检出到未连结上OT 120UNASSIGNED ADDRESS (HIGH) I/O界面位址信号之高位元4位数未被指定具名位址OT 121UNASSIGNED ADDRESS (LOW) I/O界面位址信号之低位元4位数未被指定具名位址OT 122TOO MANY MESSAGE 超过5个或以上之讯息被要求警示OT 123MESSAGE NUMBER NOT FOUND 讯息号码是不合适的OT 124OUTPUT REQUSET ERROR 输出要求被再次要求送出外部资料输出,或输出要求动作在一无给予输出资料之位址OT 125TOO LARGE NUMBER 一不属于0-999的数字被指定OT 126SPECIFIED NUMBER NOT FOUND 指定的程序号码或顺序号码未寻获OT 127DI.EIDHW OUT OF RANGE 输入值超过可能之范围OT 128DI.EIDLL OUT OF RANGE 输入值超过可能之范围OT 129NEGATE POS. CODER 1 REV. ON CPU或位置检知之外围线路不正常OT 130SEARCH REQUSET NOT ACCEPED 程序号码或顺序号码查找不被受理--------------------------------------------------------------------------------号码萤幕显示信息内容PC 010PC ERROR PC ROM同位错误产生PC 020PC ERROR PC RAM同位错误产生PC 030PC ERROR I/O单元不被正确分配PC 500WATCH DOG ALARM PC监视错误产生PC 510MIC TYPE MISS MATCH MIC之型式之PC指定不匹配--------------------------------------------------------------------------------号码萤幕显示信息内容SV 000TACOGENERATOR DIS-CONNECT 转速发电机未连结警示被检出SV 001MOTOR OVERLOAD 伺服马达过负载SV 002VELOCITY-UNIT BRAKER OFF 速度控制电路断路器被跳开SV 003EXCESS CURRENT IN SERVO 过电流SV 004EXCESS VOLTAGE IN SERVO 过电压SV 005EXCESS DISCHARGE CURRENT 过量泄放电流SV 006VELOCITY-UNIT POWER TOO LOW 电压过低SV 008EXCESS ERROR (STOP) 位置偏差量超过参数1829设定SV 009EXCESS ERROR (MOVING) 位置偏差量超过参数1828设定SV 010EXCESS DRIFT COMPEN-SATION 漂移量过大(超过500 VELO) SV 011LSI OVERFLOW 位置偏差量超过正负32767SV 012MOTION VALUE OVERFLOW 速度超过512K脉波/秒被指定SV 013IMPROPER V-READY OFF 位置控制准备完成信号已切入时,速度控制准备完成信号被切除SV 014IMPROPER V-READY ON 位置控制准备完成信号已切除时,速度控制准备完成信号被切入SV 015PULSE CODER DIS-CONNECT 脉波解码器被检出未连结上SV 017ILLEGAL POSITION CONTROL LSI 位置控制LSI被检知问题发生SV 018UNFIT DSOG FREQUENCY 分解器或感应器回授频率检查中一错误被检出SV 019UNFIT PULSE OF PULSE CODER 从脉波解码器回授频率检查中一错误被检出SV 020UNFIT FASE SHIFT VALUE 分解器或感应器可能产生不正确相移量UNFIT PULSE CODER 1 REV .ON 脉波解码器之一回转信号在不正常位置产生SV 022PULSE CODER 1 REV . MISSING 脉波解码器之一回转信号在正确范围内未产生SV 023SV OVERLOAD 伺服马达过负荷SV 025V-READY ON (INITIALIZING) 速度控制准备完成信号SV 026ILLEGAL AXIS ARRANGE 参数1023之伺服轴排列未能适当设定SV 030EMERGENCY STOP 紧急停止已动作--------------------------------------------------------------------------------号码萤幕显示信息内容IO 000BUBBLE DATA BUS PARITY ERROR 一同位错误在磁泡记忆汇流排中被检出IO 001BUBBLE TIME OUT ERROR 读/写时间超过IO 002BUBBLE ILLEGAL COMMAND ISSUED 一无意义的指令被写入IO 003BUBBLE TRANSFER MISSING 磁泡记忆资料传送不正常IO 010BUBBLE MAP LOOP BROKEN 磁泡记忆图表已崩裂BUBBLE IS ERASED OR UNLOADED 磁泡记忆被消除或无法写入IO 020BUBBLE TOO MANY PARITY PAGES 一位元同位错误产生,页数超过16页IO 021BUBBLE DATA PARITY ERROR 读出时间位元错误被检出IO 022BUBBLE WITH PROTECTED 磁泡记忆被保护IO 030CHECK SUM ERROR NC记忆内之页单元检查和错误IO 031INVALID CODE 一无用的指令由NC记忆内读出IO 032MEMORY ACCESS OVER RANGE 企图从超出NC记忆范围之位址中写入资料或读入资料。
FANUC 0i系统故障报警信息
1、报警信息的查看方法数控系统可对其本身以及其相连的各种设备进行实时的自诊断。
当数控机床出现不能保证正常运行的状态或异常都可以通过数控系统强大的功能,对其数控系统自身及所连接的各种设备进行实时的自诊断。
当数控机床出现不能满足保证正常运行的状态或异常时,数控系统就会报警,并将在屏幕中显示相关的报警信息及处理方法。
这样,就可以根据屏幕上显示的内容采取相应的措施。
一般情况下,系统出现报警时,屏幕显示就会跳转到报警显示屏幕,显示出报警信息,如图所示。
某些情况下,出现故障报警时,不会直接跳转到报警显示屏幕,如图所示:FANUC 0i数控系统提供了报警履历显示功能,其最多可存储并在屏幕上显示的50个最近出现的报警信息。
大大方便了对机床故障的跟踪和统计工作。
显示报警履历的操作如下:2、FANUC 0i数控系统报警的分类FANUC 0i数控系统的报警信息很多,可以归纳为以下类别,便于查找。
表 FANUC 0i数控系统报警分类错误代码报警分类000~255P/S报警(参数错误)300~349绝对脉冲编码器(APC)报警350~399串行脉冲编码器(SPC)报警400~499伺服报警500~599超程报警700~749过热报警750~799主轴报警900~999 1000~1999 200~2999 5000以上系统报警机床厂家根据实际情况在PM(L)C中编制的报警机床厂家根据实际情况在PM(L)C中编制的报警信息 P/S报警(编程错误)3、常见报警的故障排除思路数控机床是当代高新技术机、电、光、气一体化的结晶,电气复杂,管路交叉林立,故障现象也是千奇百怪,各不相同。
如何能迅速找出故障、隐患,并及时排除?这是数控机床维修人员所面临的最现实、最直接的问题。
在这里,我们将以最常碰到的故障为例,学习使用FANUC 0i数控系统提供的丰富的维修功能进行故障排除的方法。
为方便起见,把由机床厂家根据不同的机床结构所可以预见的异常情况汇总后,由机床厂家自己编写错误代码和报警信息,这类故障称为外围报警(这是相对于数控系统而言)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC 报警信息说明书0T系统(车床)?号码内容说明090 参考点复归的起动点对参考点太近或速度太慢092 以G27无法作参考点复归100 设定资料PWE被设定为1,请改为0,并按RESET键101 当机:电源被切断时,编辑操作及储存程序资料内的记忆被改写,这个故障发生时,请将设定资料PWE设定为1,及电源送上同时按著消除键,将记忆清除110 固定小数点显示的资料绝对值超越容许范围111 变量插入计算结果超出(-2到2 -1)112 分配以0被表示(包含tan 90)113 指令MACRO不可使用的指令114 一个未定义的H码,指令于G的单节内115 一个未定义的数值,像一个指定的变量116 P是被禁止指定做为变量的指令118 括号的多重度超过5重127 NC指令和客户自设程序群混在一起128 无分岐点的顺序号码129 使用禁止的位址145 极座标开始或取消的条件不正确146 极座标插位模式中下了不可指令的G码175 圆筒指令开始或取消的条件不正确176 在圆筒插位模式中下了不可指令的G码178 在G41、G42模式指令圆筒插位179 参数579设定的控制轴数超过最大控制轴数200 刚性攻牙的S值在范围外或未指令201 刚性攻牙未指定F202 刚性攻牙主轴的分配量太大203 刚性攻牙M29或S的指令位置不对204 刚性攻牙M29和G84(G74)单节间有轴移动指令205 刚性攻牙指令M29,执行G84(G74)时刚性模式DI信号未ON211 有高速跳跃特殊机能时以每转指令G31212 在Z-X平面以外,指令不可用的指令213 在同步控制轴有移动指令214 同步控制中做座标系设定或平移型刀具补正400 第一轴.第二轴过负载401 第一轴.第二轴速度控制的READY 信号OFF402 第三轴.第四轴过负载403 第三轴.第四轴速度控制的READY 信号OFF404 电源供应接上时,准备完了信号未READY405 需再重新手动原点复归一次410 X轴停止中位置偏差量过大411 X轴移动中位置偏差量过大412 Z轴漂移量过大(超过500 VELO)413 X轴资料设定错误414 X轴数码伺服系统异常,请参考DGN 720号415 X轴CMR设定错误416 X轴位置解码器位置检出异常(断线警示)417 X轴有下列条件之一就造成此警示:参数8120的马达型式设定指定范围外的值参数8122的马达旋转方向未设定正确值(111或-111)参数8123的马达1转速度回馈脉波数,设定小于0的不正确资料参数8124的马达1转速度回馈脉波数,设定小于0的不正确资料420 Z轴停止中位置偏差量过大421 Z轴移动中位置偏差量过大423 Z轴资料设定错误424 Z轴数码伺服系统异常,请参考DGN 721号425 Z轴CMR设定错误426 Z轴位置解码器位置检出异常(断线警示)427 Z轴有下列条件之一就造成此警示:参数8220的马达型式设定指定范围外的值参数8222的马达旋转方向未设定正确值(111或-111)参数8223马达1转速度回馈脉波数,设定小于0参数8224的马达1转速度回馈脉波数,设定小于0430 第三轴停止中位置偏差量过大434 Z轴数码伺服系统异常,请参考DGN 722号437 第三轴有下列条件之一就造成此警示:参数8320的马达型式设定指定范围外的值参数8322的马达旋转方向未设定正确值(111或-111)参数8323马达1转速度回馈脉波数,设定小于0参数8324的马达1转速度回馈脉波数,设定小于0数码伺服系统警示的NO.4X4的详细内容,依X轴、Y(Z)轴、Z轴( C PMC)轴、4 (Y PMC)轴的顺序,显示于诊断号码720、721、722、723:721-723 OVL LV OVC HCAL HV AL DCAL FBAL OFAL7 6 5 4 3 2 1 0OFAL 发生溢量警示FBAL 发生断线警示DCAL 发生回生放电电路警示HV AL 发生过电压警示HCAL 发生异常电流警示OVC 发生过电流警示LV 发生不足电压警示OVL 发生过负载警示PS. 新设参数NO.593-596限界值须设定号码内容说明510X轴过行程,超过(+)行程设定511X轴过行程,超过(-)行程设定512X轴过行程,超过(+)第二行程设定513X轴过行程,超过(-)第二行程设定520Z过行程,超过(+)行程设定521Z轴过行程,超过(-)行程设定522Z轴过行程,超过(+)第二行程设定523Z轴过行程,超过(-)第二行程设定700主基板过热704因检测主轴变动而引起的主轴过热910RAM成对错误(低位址),更换主基板911RAM成对错误(高位址),更换主基板912数码伺服的共有RAM同位错误(LOW) 913数码伺服的共有RAM同位错误(HIGH) 914数码伺服的地区RAM同位错误920看门狗故障,更换主基板930VPC错误,(不正常中断),更换主基板940有下列诸条件就造成此警示:数码伺服系统的电路板不良控制轴在三轴以上时,却无第三轴控制印刷电路板使用类比伺服用主印刷电路板950保险丝断线警示,请更换+24E , FX14的保险丝998ROM成对错误--------------------------------------------------------------------------------10T系统(车床)?号码屏幕显示内容说明PS 003TOO MANY DIGITS 资料多余的数字被输入PS 006ILLEGAL USE OF NEGATIVE V ALUE 符号”-“被指定在不能使用符号”-“位址中PS 007ILLEGAL USE OF DECIMAL POINT 一个小数点“.”,被指定在不能使用小数点”.”位址中PS 010IMPROPER G-CODE 一个不合法的G码被指定PS 011IMPROPER NC-ADDRESS 一个不合法的位址被指定PS 012INV ALID BREAK POINT OF WORD NC界限是在错误PS 013ILLEGAL PROGRAM NO. POSITION 位址O或N被指定在不合法的位址PS 014ILLEGAL PROGRAM NO. FORMAT 位址O和N后面不跟著一个数值PS 015TOO MANY WORDS IN ONE BLOCK 一个单节中所使用的字元数目超出容许范围PS 016EOB NOT FOUND 单节结束码是失去在程序结束点之任一MDI模式中输入PS 017ILLEGAL MODE FOR GOTO/WHILE/DO GOTO叙述或WHILE-DO叙述是在MDI或纸带模式主程序被使用PS 058S-COMMAND OUT OF RANGE 主轴速度超出最大回转速设定PS 060SEQUENCE NUMBER NOT FOUND 在顺序号码寻找中没有找到所指定的顺序号码PS 061NO P,Q COMMAND AT G70-G72 在指定的固定循环G70,G71,G72中无P和QPS 062ILLEGAL COMMAND IN G70-G76 指令在固定循环G70中,G65单节是不合适的PS 063P,Q BLOCK NOT FOUND 在固定循环G70,G71,G72单节中找不到指定的P或Q顺序号码PS 065ILLEGAL COMMAND IN P-BLOCK 在G70,G71,G72单节中找不到指定的P顺序号码中的一个指令PS 066ILLEGAL COMMAND IN PROGRAM 设计G70,G71,G72指定顺序号码单节P和Q中,使用了超出G码01群中的指令PS 067G70-G73 AT FORBIDDEN MODE 在超出记忆模式中指定中指定G70,G71,G72,G73PS 069ILLEGAL COMMAND IN Q-BLOCK 在G70,G71,G72中指定Q顺序号码单节中使用倒角及倒圆弧PS 076PROGRAM NOT FOUND 由程序所使用在M98,G65,G66的程序号码呼叫中,G/M/T码是找不到PS 077PROGRAM IN USE 程序正在使用中PS 090DUPLICATE NC MACRO STATEMENT NC叙述及自设程序叙述指令在同一单节PS 091DUPLICATE SUB-CALL WORD 在一单节中副程序呼叫指令使用二次以上PS 092DUPLICATE MACRO-CALL WORD 在一单节中自设程序呼叫指令使用二次以上PS 093DUPLICATE NC-WORD & M99 一超出O,N,P,L的位址被指定在同样的单节,如跟随在自设程序模块呼叫M99PS 094USE “G”AS ARGUMENT G被使用在引数中PS 095TOO MANY TYPE-2 ARGUMENT 用户自设程序引数第二类中,指定超过11组PS 100CANCEL WITHOUT MODEL CALL G67被指定在无模块呼叫的G66中PS 110OVERFLOW:INTEGER 运算处理超过范围PS 111OVERFLOW:FLOATING 运算处理超过二进制浮点范围PS 112ZERO DIVIDE 除算中指定使用零除数PS 114V ARIABLE NO. OUT OF RANGE 一个不合适的变量号码被指定PS 115WRITE PROTECTED VARIABLE 一个有资格的变量在右记忆的表示被许可在左记忆表示中PS 116READ PROTECTED V ARIABLE 一个有资格的变量在左记忆的表示被许可在右记忆表示中PS 118TOO MANY BRACKET NESTING 括号重覆数超出许可范围PS 119ARGUMENT VALUE OUT OF RANGE 一机能中的引数超出容许范围PS 121TOO MANY SUB, MACRO NESTING 副程序及MACRO呼叫超出容许范围PS 122TOO MANY MACRO NESTING MACRO呼叫之次数超出容许范围PS 123MISSING END STATE-MENT DO指令跟随不足的END指令PS 124MISSING DO STATE-MENT 使用END指令不足的DO指令PS 125ILLEGAL EXPRESSION FORMAT 说明格式是不适合的PS 126ILLEGAL LOOP NO. DO和END号码超出容许范围PS 128SEQUENCE NO. OUT OF RANCE 顺序号码超出1-9999 PS 131MISSING OPEN BRACKET 左括号数量不足PS 132MISSING CLOSE BRACKET 右括号数量不足PS 133MISSING “=”指令”=”遗失PS 134MISSING ”/”指令”/”遗失PS 135MACRO STATEMENT FORMAT ERROR MACRO叙述格式错误PS 136DFA STATEMENT FORMAT ERROR MACRO DFA叙述格式错误PS 137IF STATEMENT FORMAT ERROR MACRO IF叙述格式错误PS 138WHILE STATEMENT FORMAT ERROR MACRO WHITE叙述格式错误PS 139SETVN STATEMENT FORMAT ERROR MACRO SETVN叙述格式错误PS 141ILLEGAL CHARACTER IN V AR. NAME 在SETVN叙述中变量名称`,给予不适当字元PS 142TOO LONG VARIABLE NAME 变量名称太长PS 143BPRNT/DPRNT STATE-MENT FORMAT 叙述格式错误PS 144G10 FORMAT ERROR 有一错误在G10格式中PS 145G10.1 TIME OUT PMC到G10.1指令时间太长PS 146G10.1 FORMAT ERROR 有一错误在G10.1格式中PS 150A/D CONVERT ALARM A/D转换器失效PS 151A/D CONVERT ALARM A/D转换器失效PS 180ALL PARALLEL AXES IN PARKING 所有的并列轴放置在同一位址PS 181ZERO RETURN NOT FINISH 未完成原点复归PS 182CIRCLE CUT IN RAPID F0被指定在圆弧模式PS 183TOO MANY SIMUL-TANEOUS CONTROL AXES 移动指令超过可以同时控制轴数PS 184TOO LARGE DISTANCE 移动值超过最大指定值PS 185ZERO RETURN CHECK (G27) ERROR G27没有回到原点PS 186ILLEGAL PLANE SELECT 错误的平面选择PS 187FEED ZERO (COMMAND) 切削进给F指令为零PS 188FEED ZERO (DRY RUN) F值之参数值是设定为零PS 191OVER TOLERANCE OF RADIUS 圆弧半径值的起点和终点之差大于参数设定值(参数2410)PS 192ILLEGAL LEAD COMMAND (G34) G34切削中螺距的增减量K超过最大指令值PS 195ILLEGLE AXIS SELECTED (G96) G96之P值或参数5670是错误PS 196ILLEGAL DRILLING AXIS SELECTED 选择的搪孔轴是不正确的PS 200PULSE CODER SYNCHRONOUS ERROR 位置检知器一回转信号未出现PS 270OFFSET C START UP CANCEL BY CIR. 刀尖半径补正是产生在开使或削除于圆弧模式PS 271OFFSET C ILLEGAL PLANE 搪孔刀尖补正指定于平面上PS 272OFFSET C INTER-FERENCE 太多的切削工作加在刀尖补正PS 299OFFSET C NO SOLUTION 在刀尖半径补正上没有交点PS 300ILLEGAL ADDRESS 一不合适的位址指定在从纸带输入参数或螺距补正资料PS 301MISSING ADDRESS 无位址指定在从纸带输入参数或螺距补正资料PS 302ILLEGAL DATA NUMBER 指定的资料号码产生错误PS 303ILLEGAL AXIS NUMBER 纸带输入参数值产生错误PS 304TOO MANY DIGITS 资料的数字位数超过容许值PS 305DATA OUT OF RANGE 资料值超过容许范围PS 306MISSING AXIS NUMBER 无轴号码指定PS 307ILLEGAL USE OF MINUS SIGN 使用的资料符号中是不合适的PS 308MISSING DATA 一个位址没有跟随一个数值PS 400PROGRAM NOT WATCH 纸带程序没有相称之程序PS 410G37 IMPROPER AXIS COMMAND G37中没有指定轴或超过二轴PS 413G37 SPECIFIED WITH T-CODE G37中T码被指定PS 414G37 OFFSET NO. UNASSIGNED G37中没有指定T码PS 415G37 ARRIV AL SIGNAL NOT ASSERTED G37中测量位置到达信号开始ON或在结束点未开使ONPS 426TOO MANY ADDRESS 超过二个I,K,R被指定在倒圆角PS 427NOT ONE AXIS MOVE WITH I ~ R I(K)被指定和X(Z)轴在倒角或倒圆弧角的单节指令中PS 428MISMATCH AXIS WITH I~ R I(K)被指定和X(Z)轴在倒角或倒圆弧角的单节指令中PS 429MISSING VALUE AT I ~ R 跟随倒角或倒圆弧角单节指令之移动距离少于倒角或倒圆弧角值PS 430CODE IS’NT G10 AFTER I ~ R 跟随在倒角或倒圆弧角单节之后的指令不是G10PS 431MISSING MOVE AFTER I ~ R 在旧的倒角或倒圆弧角单节指令的方向或移动距离之指令不正确--------------------------------------------------------------------------------号码萤幕显示讯息内容SR 590TH ERROR TH警示SR 591TV ERROR TV警示SR 592END OF RECORD 记录结束被指定在单节中途SR 600PARAMETER OF RESTART ERROR 在程序再启动之参数有一错误SR 805ILLEGAL COMMAND 一不合适指令企图指定在RS232C,RS422,PTR界面SR 806DEVICE TYPE MISS MATCH 一件不能被动作的I/O装置选择,被设定了SR 807PARAMETER SETTING ERROR 一I/O界面不被指定选择在选择性或设定值SR 810PTR NOT READY PTR准备完成信号切除SR 812OVER-RUN ERROR(PTR) 在PTR读入接收一字元前下一字元被接收到SR 830DATA SET READY DOWN RS-232C-2准备完成信号切除SR 831CARRIER DETECT DOWN RS-232C-2信号特质检出信号切除SR 832OVER-RUN ERROR RS-232C-2读入接收一字元前下一字元被接收到SR 833FRAMING ERROR RS-232C-2接收一字元时之停止位元未被检出SR 834BUFFER OVERFLOW 在NC由RS232C-2接收资料时在送出停止码前,资料超过10字元被接收SR 840DATA SET READY DOWN RS-232C-3准备完成信号切除SR 841CARRIER DETECT DOWN RS-232C-3信号特质检出信号切除SR 842OVER-RUN ERROR RS-232C-3读入接收一字元前下一字元被接收到SR 843FRAMING ERROR RS-232C-3接收一字元时之停止未元未被检出SR 844BUFFER OVERFLOW 在NC由RS232C-3接收资料时在送出停止码前,资料超过10字元被接收SR 850DNC NOT READY DNC准备完成信号切除SR 852OVER-RUN ERROR DNC接收一字元前下一字元被接收到SR 860DATA SET READY DOWN 20MA电流回路准备完成信号切除CARRIER DETECT DOWN 20MA电流回路信号特质检出信号切除SR 862OVER-RUN ERROR 20MA电流回路读入接收一字元前下一字元被接收到SR 863FRAMING ERROR 20MA电流回路接收一字元时之停止未元未被检出SR 864BUFFER OVERFLOW (AFR33/44) 20MA电流回路接收资料时在送出停止码前,资料超过10字元被接收SR 870DATA SET READY DOWN RS-422准备完成信号切除SR 871CARRIER DETECT DOWN RS-422信号特质检出信号切除SR 872OVER-RUN ERROR RS-422读入接收一字元前下一字元被接收到SR 873FRAMING ERROR RS-422接收一字元时之停止未元未被检出BUFFER OVERFLOW RS-422接收资料时,在送出停止码前,资料超过10字元被接收--------------------------------------------------------------------------------号码萤幕显示讯息内容OH 000 MOTOR OVERHEAT 伺服马达过热OH 001 LOCKER OVERHEAT NC电气箱过热--------------------------------------------------------------------------------号码萤幕显示信息内容SB 010GRAPHIC ROM PARITY 在绘图用之ROM产生一同位错误SB 011GRAPHIC ROM PARITY (WORK) 在绘图用工作之ROM产生一同位错误SB 011GRAPHIC ROM PARITY (RED) 在绘图用红色之ROM产生一同位错误SB 011GRAPHIC ROM PARITY (GREEN) 在绘图用绿色之ROM产生一同位错误SB 011GRAPHIC ROM PARITY (BLUE) 在绘图用蓝色之ROM产生一同位错误--------------------------------------------------------------------------------号码萤幕显示信息内容SW 000PARAMETER ENABLE SWITCH ON 参数表8000设定为1 SW 010BUBBLE FREE MODE A V AILA BLE 磁泡记忆自由模式之开关被ON--------------------------------------------------------------------------------号码萤幕显示信息内容OT 001+ OVERTRA VEL (SOFT 1) 正方向过行程OT 002- OVERTRAVEL (SOFT 1) 负方向过行程+ OVERTRA VEL (SOFT 2) 正方向过行程OT 004- OVERTRAVEL (SOFT 2) 负方向过行程OT 005+ OVERTRA VEL (SOFT 3) 正方向过行程OT 006- OVERTRAVEL (SOFT 3) 负方向过行程OT 007+ OVERTRA VEL (HARD ) 正方向极限开关被导通OT 008- OVERTRAVEL (HARD ) 负方向极限开关被导通OT 021+ OVERTRA VEL (PRE-CHECK) 移动前之行程检查中正方向过行程OT 022- OVERTRAVEL (PRE-CHECK) 移动前之行程检查中负方向过行程OT 100SPINDLE ALARM 主轴马达警示故障OT 101SPINDLE MOTOR OVERHEAT 主轴马达已过热EXCESS VELOCITY ERROR 指令速度与时际速度误差过大OT 103FUSE F7 BLEW F7保险丝烧毁OT 104FUSE F1,F2,OR F3 BLEW F1,F2,或F3保险丝被烧毁OT 105FUSE AF2 OR AF3 BLEW AF2或AF3保险丝被烧毁OT 106EXCESS VELOCITY (ANALOG) 主轴马达速度超过最大值(类比)OT 107EXCESS VELOCITY (DIGITAL) 主轴马达速度超过最大值(数码)OT 108VOLTAGE (+24V)TOO HIGH 24V电压超过指定值OT 109POWER SEMICONDUCTOR OVERLOAD 动力半导体已过热OT 110VOLTAGE (+15V)TOO LOW 15V电压超过指定值VOLTAGE EXCESS (DC LINK) DC连结电压已超过OT 112CURRENT EXCESS (DC LINK) DC连结电线已超过OT 113CPU ERROR CPU或外围电路已失常OT 114ROM ERROR ROM已失效OT 115OPTION ALARM 主轴马达之辅助警示OT 116DISCONNECTION POS. CODER 位置检知器被检出到未连结上OT 120UNASSIGNED ADDRESS (HIGH) I/O界面位址信号之高位元4位数未被指定具名位址OT 121UNASSIGNED ADDRESS (LOW) I/O界面位址信号之低位元4位数未被指定具名位址OT 122TOO MANY MESSAGE 超过5个或以上之讯息被要求警示OT 123MESSAGE NUMBER NOT FOUND 讯息号码是不合适的OT 124OUTPUT REQUSET ERROR 输出要求被再次要求送出外部资料输出,或输出要求动作在一无给予输出资料之位址OT 125TOO LARGE NUMBER 一不属于0-999的数字被指定OT 126SPECIFIED NUMBER NOT FOUND 指定的程序号码或顺序号码未寻获OT 127DI.EIDHW OUT OF RANGE 输入值超过可能之范围OT 128DI.EIDLL OUT OF RANGE 输入值超过可能之范围OT 129NEGATE POS. CODER 1 REV. ON CPU或位置检知之外围线路不正常OT 130SEARCH REQUSET NOT ACCEPED 程序号码或顺序号码查找不被受理--------------------------------------------------------------------------------号码萤幕显示信息内容PC 010PC ERROR PC ROM同位错误产生PC 020PC ERROR PC RAM同位错误产生PC 030PC ERROR I/O单元不被正确分配PC 500WATCH DOG ALARM PC监视错误产生PC 510MIC TYPE MISS MATCH MIC之型式之PC指定不匹配--------------------------------------------------------------------------------号码萤幕显示信息内容SV 000TACOGENERATOR DIS-CONNECT 转速发电机未连结警示被检出SV 001MOTOR OVERLOAD 伺服马达过负载SV 002VELOCITY-UNIT BRAKER OFF 速度控制电路断路器被跳开SV 003EXCESS CURRENT IN SERVO 过电流SV 004EXCESS VOLTAGE IN SERVO 过电压SV 005EXCESS DISCHARGE CURRENT 过量泄放电流SV 006VELOCITY-UNIT POWER TOO LOW 电压过低SV 008EXCESS ERROR (STOP) 位置偏差量超过参数1829设定SV 009EXCESS ERROR (MOVING) 位置偏差量超过参数1828设定SV 010EXCESS DRIFT COMPEN-SATION 漂移量过大(超过500 VELO)SV 011LSI OVERFLOW 位置偏差量超过正负32767SV 012MOTION VALUE OVERFLOW 速度超过512K脉波/秒被指定SV 013IMPROPER V-READY OFF 位置控制准备完成信号已切入时,速度控制准备完成信号被切除SV 014IMPROPER V-READY ON 位置控制准备完成信号已切除时,速度控制准备完成信号被切入SV 015PULSE CODER DIS-CONNECT 脉波解码器被检出未连结上SV 017ILLEGAL POSITION CONTROL LSI 位置控制LSI被检知问题发生SV 018UNFIT DSOG FREQUENCY 分解器或感应器回授频率检查中一错误被检出SV 019UNFIT PULSE OF PULSE CODER 从脉波解码器回授频率检查中一错误被检出SV 020UNFIT FASE SHIFT V ALUE 分解器或感应器可能产生不正确相移量SV 021UNFIT PULSE CODER 1 REV .ON 脉波解码器之一回转信号在不正常位置产生SV 022PULSE CODER 1 REV . MISSING 脉波解码器之一回转信号在正确范围内未产生SV 023SV OVERLOAD 伺服马达过负荷SV 025V-READY ON (INITIALIZING) 速度控制准备完成信号SV 026ILLEGAL AXIS ARRANGE 参数1023之伺服轴排列未能适当设定SV 030EMERGENCY STOP 紧急停止已动作--------------------------------------------------------------------------------号码萤幕显示信息内容IO 000BUBBLE DATA BUS PARITY ERROR 一同位错误在磁泡记忆汇流排中被检出IO 001BUBBLE TIME OUT ERROR 读/写时间超过IO 002BUBBLE ILLEGAL COMMAND ISSUED 一无意义的指令被写入IO 003BUBBLE TRANSFER MISSING 磁泡记忆资料传送不正常IO 010BUBBLE MAP LOOP BROKEN 磁泡记忆图表已崩裂IO 011BUBBLE IS ERASED OR UNLOADED 磁泡记忆被消除或无法写入IO 020BUBBLE TOO MANY PARITY PAGES 一位元同位错误产生,页数超过16页IO 021BUBBLE DATA PARITY ERROR 读出时间位元错误被检出IO 022BUBBLE WITH PROTECTED 磁泡记忆被保护IO 030CHECK SUM ERROR NC记忆内之页单元检查和错误IO 031INV ALID CODE 一无用的指令由NC记忆内读出IO 032MEMORY ACCESS OVER RANGE 企图从超出NC记忆范围之位址中写入资料或读入资料。