硬质合金钎焊工艺研究
采用CuMnNi钎料真空钎焊40Cr钢与YG8硬质合金的工艺研究
采用CuMnNi钎料真空钎焊40Cr钢与YG8硬质合金的工艺研究徐颖梅(扬州工业职业技术学院江苏扬州225127)摘要:选用CuMnNi钎料,对40Cr钢与YG8硬质合金进行了真空钎焊工艺研究。
通过润湿性试验、三点弯曲试验、金相分析、SED等方法探究了钎焊温度和Ni中间层厚度对钎焊接头性能的影响。
研究结果表明,钎料对两种母材有良好的润湿性;采用0.2mmNi中间层在1040℃下钎焊时,可获得最优钎焊接头,强度可达到660MPa。
Abstract:Selects the CuMnNi solder,has conducted the vacuum brazing technical study to the40Cr steel and the YG8hard alloy.Through methods and so on wettability experiment,three spot bend tests,metallography analysis,SED inquired into the braze welding temperature and Ni intermediate level thickness to the braze welding attachment performance influence.The findings indicated that the solder has the good wettability to two kind of parent metals;Uses the0.2mmNi intermediate level when1040℃under the braze welding,may obtain the most superior braze welding attachment,the intensity may achieve660MPa.关键词:钎焊硬质合金钎料显微组织key words:Braze welding Hard alloy Solder Microstructure【中图分类号】TG146【文献标识码】A【文章编号】1004-7069(2010)-01-0191-02一、试验材料及试验方法试验用40Cr钢与YG8硬质合金尺寸均为:5mm×16mm×15.5mm(其中5mm×16mm面为焊接面,16mm×15.5mm面为铺展面);Ni片作为中间层,厚度有0.05mm、0.1mm、0.2mm、0.3mm和0.4mm;自制钎料CuMnNi中w(Mn)=(23.00~31.00)%,w(Ni)= (2.00~4.00)%,w(Cu)余量。
硬质合金的真空钎焊工艺
硬质合金的真空钎焊工艺冯胜利,蒋邻(庆安制冷有限公司,陕西西安,710077)摘要:介绍了活门套组件真空钎焊过程中所存在的工艺难点,及解决这一难点所做的工艺改进工作和试验研究,成功地解决了由于硬质合金与合金钢之间的热膨胀系数相差较大,在真空钎焊过程中因吸热、散热不一致产生应力而引起硬质合金开裂的问题;分析了工艺过程中发生了脱焊、开裂现象,及其影响钎焊接头质量的因素,对发生的故障做了充分的失效分析;介绍了采用划线--压持定位钎焊夹具,解决钎焊定位精度的方法。
目前按此工艺方案生产出几批零组件,整机装配使用,效果良好。
关键词:硬质合金;真空钎焊;应力补偿;焊接定位0 引言防喘调节器是发动机的重要调节部件。
防喘调节器通过飞重组件感受发动机变化着的转速,控制分油活门轴向位移,输出液压功率,对发动机的流场进行调节,以适应不同的飞行姿态,防止发动机喘振。
1 产品要求活门分组件通过锥形销与活门连接组成活门组件,工作时它在飞重组件的带动下,以3000 r/min的高速旋转同时轴向运动分配油液。
因此,活门套分组件是防喘调节器的核心部件。
活门分组件见图1。
它是由1 号活门套(25Cr3MoA)、2 号内垫圈(1Cr12Ni3MoVN)、3 号耐磨圈(YG6)和4号耐磨片(YG6)组成。
产品要求:活门套与耐磨片选用Cu3无氧铜(200 目粉状)作钎料在真空炉内焊接,定位焊要求三耐磨片对成均布(安装中心相距120°±1°)其角向位移量不大于0.38 mm,如图1 所示。
焊后900℃±20℃淬火和600℃+20℃回火处理,再将该焊件按尺寸机加成形;先将内垫圈与耐磨圈选用HLAgCdZnCu(25-16-17) 银铜锌镉焊料片,采用高频钎焊焊接。
最后采用J-27H 粘结剂连接在活门套组件上,见组件产品图2。
2 工艺制造难点(1)采用的Cu3 粉状钎料,钎焊后钎缝厚度达不到要求,焊后产生应力裂开。
40Cr钢与YG8硬质合金的真空钎焊工艺研究

so a N t lyr n ebs tl r e ie i l r e 1N rc u di eba d o t h w t t ine ae dt aemea aew lj ndwt fl t . ocakif n t rz i , h i r a h lo hi e m a so nh e jn
面油污等。处理完毕后, 将钎料置于硬质合金与 4 C 钢之间( 0r 硬质合金位于上部)然后一并放入夹具中, , 用两块耐热钢( 20 ) 约 5 作为加载块将其压稳。焊接接头见图 1 g 。 钎料及母材在较高温度下容易氧化。在有氧化膜的金属表面上 , 由于氧化物的表面张力比金属本身 低得多, 液态钎料不易与金属发生润湿, 会直接影响钎焊接头性能 。真空钎焊可以防止钢、 J 硬质合金及 钎料与氧、 氮等气体介质发生激烈反应 , 氢、 并且真空炉可以控制加热及冷却速度 , 为降低钎焊应力创造了 积极条件 。钎焊在 S6 — B— F 真空电阻炉 中进行。在加热及冷却过程中, J L3 7 S1 真空度保持在 5 1 X0
数与普通 钢相 比差别 很大 , 为后者 的二分之一 _ 。在钎焊后 的冷却过程 中会 产生 很大应 力 , 使硬 质 前者 4 ] 易 合金产生裂 纹 , 这是 硬质合金钎 焊面 临 的主要 问题 之一 , 以必须 采取 措施 , 可能 减少钎 焊 应力 。本试 所 尽
验选用合适的钎料 、 适宜 的钎 焊工艺及加补偿垫片等措施 , 有效地 降低 了钎焊应力 , 实现了硬质合金与 4 C 钢 的高质 量钎焊 , 决 了硬质 合金刀头非 正常脱 落的 问题 。 0r 解
p o e sp r mee sa ed tr n d t r u h t hr e p i tb n et Th c o tu t r so s r e y te S r c s a a tr r ee mi e h o g he t e - on e d ts. e mir sr cu ei b ev d b h EM , a d t e Cu Ni fl r’S dfu in n he a e n h Mn i e l i so i t b s me a i lo a ay e h o g te n r y s e tu a ay i. f tl s as n lz d t r u h h e e g p cr m n l ss T r u h t e c mp rs n o ewe tn n l ft e b a e le t p e d d o t 0Crse la d t eha aly h o g h o a io ft ti g a g e o h r z d f lrmea s r a e no4 h i l t e n h m lo YG8,t e b n i r p ris o h a e le tlwi h a e me a r ic s e Ex rme tlr s ls h o dngp o e t ft e br z d f l r mea t t e b s tla e d s u s d. pei n a e u t e i h
硬质合金钎焊技术的研究进展及展望金海斌

硬质合金钎焊技术的研究进展及展望金海斌发布时间:2021-08-27T06:39:01.220Z 来源:《基层建设》2021年第16期作者:金海斌[导读] 随着当前我国现代工业刀具领域的快速发展,硬质合金钎焊凭借其极高的化学硬度、强度及高的耐磨性浙江新锐焊接科技股份有限公司浙江 312452摘要:随着当前我国现代工业刀具领域的快速发展,硬质合金钎焊凭借其极高的化学硬度、强度及高的耐磨性,使其已经成为现代钎焊刀具技术的主要钎焊刀具专用材料,这也直接使得了硬质镍铬合金钢在钎焊刀具技术行业发展迅速。
本文对目前硬质合金钎焊耐热技术进展进行了探讨,明确目前有效提高硬质合金钎焊技术的几种相关研究方法,并对硬质合金钎焊技术在未来工业发展进一步需要解决的新技术问题研究做出了具体展望。
关键词:硬质合金,钎焊技术,研究进展近几年来,我国化工生产技术水平的不断稳步提高,使硬质金属合金刀具产品数量不断快速增长,目前已经逐渐占到所有合金刀具产品数量的60%以上。
与此同时,由于硬质钎焊合金材料本身无法广泛用于复杂不同形状合金刀具的焊接制备,再者又加上这种硬质钎焊合金材料相比于不锈钢来说,有着显著的热胀和膨胀应力系数上的差异,从而容易造成这种硬质钎焊合金刀具在传统钎焊操作过程中会因为在焊接时的应力过大而极易导致发生焊接开裂,这大大程度影响了传统钎焊合金技术的实际应用生产效果。
随着目前人们对金属焊接工业技术理论研究的不断深入,我国已经发明了许多新的金属焊接技术方法,如tig焊、电子束应力焊、扩散应力焊等,但这些焊接方法很难广泛适用于煤矿地质勘探、机械加工、矿山资源开采等焊接作业,因此我们只能选择采用合金钎焊焊接技术,虽然目前我国对硬质材料合金金属钎焊焊接技术已经进行了许多相应的技术改进,但很多人,们在实际工业生产中对使用硬质金属合金焊接工具也已经有了更高的技术要求,如何使硬质合金焊接工具具有更高的焊接性能,提高合金钎焊的效果,逐渐成为焊接行业技术发展中亟待解决的技术问题。
YG6C硬质合金与Crl2钢真空钎焊工艺研究
边缘处放置 圆形 钼丝来控制钎 缝间 隙, 在夹具顶 部硬质合金 上
加压力加载块 , 以确 保 钎 缝 间 隙就 是 钼 丝 直 径 。 机 电信 息 2 1 年 第 l 期 总第 36 13 02 8 3 期 1
E DS等 , 分析 了钎 焊温度 和 钎焊 间 隙对 钎缝 组织 及接 头 性 能的影 响 。
关键 词 : G C硬 质合 金 ; r2钢 ; 空 钎焊 ; 程扩 散 ; Y 6 Cl 真 长 冶金 结合
0 引 言
硬质合金在现代 工具材料 、 耐磨材料、 耐高温和耐腐蚀材料 等方面 占据 了重要地位, 由于其具有脆性大 、 能锻 造[ , 但 不 ]且
~
.
.
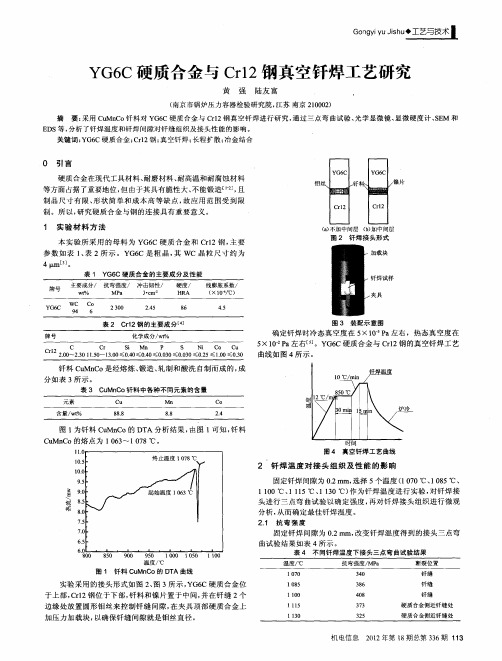
确 定 钎 焊 时 冷 态 真 空 度 在 5 O a 右 , 热 态 真 空 度 在 ×1 P 左 5 0 P 左 右[ ×1- a 2 。Y C硬质 合金与 C l G6 r2钢 的真空钎焊 工艺
.
.
.
.
曲线如 图 4所示 。
钎 料 C Mn o是 经 熔 炼 、 造 、 制 和 酸 洗 自制 而 成 的 , u C 锻 轧 成 分 如 表 3所 示 。
参 数 如 表 1 表 2所 示 。YG C是 粗 晶 , WC 晶 粒 尺 寸 约 为 、 6 其
4 um [ 。 引
甘
加 载 块
表 1 Y C硬质合金的主要成分及 性能 G6
钎焊试样
夹 具
图 3 装 配 示 意 图
Mn C Cr S i P S Ni Co C u cr2 2 1 O ~ 23 l .O 1 . ≤ 04 ≤ O4 O l O 15 30 O O 0≤00 O ≤ O0 0 ≤ 0. 5≤ 1 O ≤ 0_O 3 3 2 O 3
硬质合金顶尖钎焊工艺流程

硬质合金顶尖钎焊工艺流程
硬质合金顶尖钎焊工艺流程一般包括以下步骤:
准备工作:清洁钎焊表面,检查并清除可能存在的缺陷或瑕疵。
钎料准备:选择合适的钎料,根据需要进行加热或预热。
预热工件:根据钎焊工艺要求,对工件进行预热,以提高钎焊效果。
钎焊操作:将钎料放置在工件接头处,进行钎焊操作。
钎焊时要注意控制温度和时间,以确保钎焊质量。
冷却处理:钎焊完成后,对工件进行冷却处理,以消除残留应力和提高硬度。
后续处理:根据需要进行后续处理,如研磨、抛光等。
以上就是硬质合金顶尖钎焊工艺流程的基本步骤。
钎焊工艺需要结合具体情况进行调整,以保证钎焊质量。
硬质合金钎焊

6.钎焊过程 6.钎焊过程
钎焊过程中要正确地控制工件的钎焊温度。钎焊 温度过高,会造成焊缝氧化和含锌钎料中锌元素 的蒸发;钎焊温度过低,焊缝会因钎料的流动性 不好而偏厚,焊缝内有大量的气孔和夹渣,这是 造成脱焊的主要原因。钎焊温度应比钎料熔点高 30~50℃,这时钎料的流动性、渗透性好,易于 30~50℃ 渗透布满整个焊缝。钎料熔化后用紫铜加压棒将 硬质合金沿槽窝往复移动2 硬质合金沿槽窝往复移动2~3次,以排除焊缝中 的熔渣。移动距离约为硬质合金长度的1/3左右。 的熔渣。移动距离约为硬质合金长度的1/3左右。
4.焊前准备 4.焊前准备
④ 钎焊前应仔细检查钢基体上的槽形是否 合理,尤其是对易裂牌号的硬质合金和大 钎焊面的硬质合金工件,更应严格要求。 刀槽也进行喷砂处理和清洗去除油污。清 洗量大时,可采用碱性溶液煮沸10~15min。 洗量大时,可采用碱性溶液煮沸10~15min。 高频或浸铜钎焊的多刃刀具及复杂量具, 最好用饱和硼砂水溶液煮沸20~30min,取 最好用饱和硼砂水溶液煮沸20~30min,取 出烘干后再进行焊接。
4.焊前准备 4.焊前准备
④ 钎焊前应仔细检查钢基体上的槽形是否 合理,尤其是对易裂牌号的硬质合金和大 钎焊面的硬质合金工件,更应严格要求。 刀槽也进行喷砂处理和清洗去除油污。清 洗量大时,可采用碱性溶液煮沸10~15min。 洗量大时,可采用碱性溶液煮沸10~15min。 高频或浸铜钎焊的多刃刀具及复杂量具, 最好用饱和硼砂水溶液煮沸20~30min,取 最好用饱和硼砂水溶液煮沸20~30min,取 出烘干后再进行焊接。
6.钎焊过程 6.钎焊过程
※硬质合金与钢氧-乙炔钎焊的操作技
术要点如下:
① 为了防止硬质合金刀片在钎焊过程中脱 碳或过烧,要选用碳化焰。 ② 钎焊温度1000℃左右为宜,即硬质合金 钎焊温度1000℃ 刀片加热呈亮红色。如果刀片呈暗红色或 白亮色时不能钎焊,因为前者温度过低, 后者温度过高,已出现过烧现象。
钎焊硬质合金工艺过程和工艺参数确定
钎焊硬质合金工艺过程和工艺参数确定硬质合金钎焊工艺过程,是指根据硬质合金和基体的性质设计接头结构、选定钎焊工艺方法、选定钎料钎剂、确定钎焊工艺参数、进行焊前零件的表面处理、零件装配和定位、钎料添加、焊后处理等内容。
在所有钎焊工艺参数中,钎料选用、钎焊温度和保温时间是最重要的。
钎料决定润湿性和钎缝强度;温度和时间影响钎料填缝与母材的相互作用过程,从而决定了钎缝的机械性能。
其次,加热速度和冷却速度也对接头性能有较大的影响。
钎焊温度是钎焊过程中最重要的工艺参数。
在钎焊温度下,除了钎料熔化、填缝并与母材相互作用形成接头外, 还可完成钎焊后的热处理, 以改善基体的性能。
确定钎焊温度的主要依据是所选用钎料的熔化温度。
一般而言,钎焊温度应适当地高于钎料的液相线, 通常定为比钎料的液相线温度高25 ~50℃。
较高的钎焊温度可以减小钎料的表面张力, 改善润湿和填缝, 并使钎料与母材充分相互作用,从而提高接头的强度。
但是,过高的钎焊温度可能引起钎料中低沸点、高蒸气压元素的蒸发形成气孔,并使钎料氧化产生焊渣以及基体硬度降低、组织改变,从而导致接头强度的下降。
保温时间是钎焊过程中较重要的参数之一。
足够的保温时间是钎料同硬质合金与基体相互扩散、形成牢固结合所必需的, 尤其是几何尺寸大的工具,应适当延长钎焊保温时间。
但是,几何尺寸小和钎缝间隙比较小时, 应尽量缩短钎焊的保温时间,以提高工作效率。
应当说明, 对钎焊温度和保温时间不能孤立地进行确定。
钎焊温度和保温时间之间存在着一定的互补关系,也就是升高温度可以缩短时间,采用所谓的硬规范;反之也可以延长时间,降低温度,采用所谓的软规范。
加热速度对钎焊接头的质量也有一定的影响。
加热速度过快, 会使工具温度分布不均而产生应力、变形、开裂;加热速度过慢,又会导致基体品粒长大、钎料中低沸点元素的蒸发以及钎剂的分解等有害过程的发生。
因此,在保证均匀加热的前提下, 应尽量缩短加热时问。
具体确定加热速度时,必须结合工具尺寸、所焊母材和所用钎料的特性等因素加以综合考虑。
硬质合金与钢基体钎焊技术的研究进展_郦剑
第27卷 第6期Vo l .27 No .6材 料 科 学 与 工 程 学 报Jo urnal o f Materials Science &Engineering 总第122期Dec .2009文章编号:1673-2812(2009)06-0955-04硬质合金与钢基体钎焊技术的研究进展郦 剑1,罗 娟1,罗来马1,俞 佳1,朱 流2(1.浙江大学材料系,浙江杭州 310027;2.台州学院机电与建筑工程学院,浙江台州 318000) 【摘 要】 本文简述了国内外硬质合金的应用和研发进展,分析了硬质合金与钢基体钎焊技术的发展历程和研究现状,综述了当前提高钎焊性能的基本方法,如改变钎料、控制钎焊工艺参数、优化钎焊接口结构等,并对硬质合金和钢异质钎焊面临的新问题进行了分析。
【关键词】 硬质合金;钎焊;研究进展中图分类号:TG 457.1 文献标识码:AResearch Progress on Brazing of Cemented Carbides to SteelsLI Jian 1,LU O Juan 1,LUO Lai -ma 1,YU Jia 1,ZHU Liu 2(1.Dept .of Material Science &Engineering ,Zhejiang University ,Hangzhou 310027,China ;2.College of Machine -electricity and Architecture ,Taizhou College ,Taizhou 318000,China )【Abstract 】 T he applica tions and research prog resses of cemented ca rbides at home and abro ad a re intro duced .T hedevelopment and sta tus o f brazing of cemented car bides to steels a re commented ,such as changing the br azing metals ,co ntrolling the brazing parameter s ,o ptimizing the str ucture of brazed joint and so o n .N ewly produced problems in the brazing techno log y a re analyzed .【Key words 】 cemented carbide s ;brazing ;resea rch pr og ress收稿日期:2009-05-22;修订日期:2009-06-01基金项目:浙江省科技技术厅科技计划面上资助项目(2008C31040),台州市科技局科技计划资助项目(07321)作者简介:郦 剑(1948-),男,教授,博士生导师,研究方向:金属材料及热处理、金属表面改性等。
YG8硬质合金钎焊工艺及其接头性能的试验研究的开题报告

YG8硬质合金钎焊工艺及其接头性能的试验研究的开题报
告
一、研究背景
硬质合金是一种材料,具有高硬度、高耐磨性、高韧性等优良的性能。
硬质合金的主要成分是钨、钴、碳等,其在制造工具、切削件、磨具等方面具有广泛的应用。
由于硬质合金与传统金属材料的性质差异较大,加工过程中容易出现断裂、损坏等问题。
因此,研究硬质合金的加工工艺及其接头性能具有重要的意义。
二、研究目的
本研究旨在探究YG8硬质合金钎焊的加工工艺及其接头性能,为硬质合金的加工提供参考和指导。
三、研究内容和方法
1. 研究硬质合金材料的物理和化学性质;
2. 设计硬质合金钎焊的加工工艺流程;
3. 制备硬质合金钎焊试样,进行试验研究并分析结果;
4. 分析硬质合金钎焊的接头性能,并与其他加工方法进行比较;
5. 提出优化硬质合金钎焊工艺的建议。
四、预期成果及意义
本研究将为硬质合金的加工工艺提供一定的参考和指导,为硬质合金材料的应用提供技术支持。
同时,将为类似材料的加工研究提供借鉴和启示,有助于推动材料加工技术的发展。
五、进度计划
1. 前期调研和文献综述:1个月;
2. 硬质合金钎焊工艺流程设计:1个月;
3. 制备试样和热处理:2个月;
4. 试验研究和结果分析:4个月;
5. 优化工艺建议:1个月;
6. 撰写论文和准备答辩:2个月。
六、研究团队
本项目将由三名硕士研究生组成,项目负责人为XXX教授,同时将邀请该领域的专家进行指导和评审。
硬质合金刀具的火焰钎焊

熔点较低 ,因此钎焊接头产生的热应 力较 小 ,但其成本 比铜基钎料高 ,使用时受到限制 。
铜 基 钎 料 钎 焊 硬 质 合 金 的 接 头 强 度
钎 料 硬 质 合 金
2 0℃
YG8 l0 7
lO 4
圜
盥照 豳
硬 质 合 金 刀 具 的 火 焰 钎 焊
山东省沂水县职教 中心 (7 40 晋高峰 2 60 )
硬质合 金刀 具 的火焰钎 焊是 采用 氧 乙炔 焰作 为热 源 ,利用熔点 比 材低 的金 属作为钎料 ,把两 个焊件在 母 固态下连接起来 的一种 焊接方法 。由于工 艺简单 ,操作 灵活 ,焊接 质 量高 ,在 机 械加 工行 业 中得 到 了广 泛应 用 。硬质合金刀具火焰钎焊 的主要问题是 :由于刀 片与 刀杆热膨胀系数不同 ,钎焊 过程 中会产生很 大 的内应 力
料裁成与刀 片 大小相 同的形 状 ,与 钎剂 一 起置 入刀 槽
纯 铜
YTl 5
中;熔入法是将 刀片直接置于刀槽 中 ,采用 中性焰 或轻 微的氧化焰对 刀槽 四周均匀加热的方式 。
YG8
10 8 15 7
6 O 10 0
H6 铜 2黄
YT1 5
3 钎焊操作 .
Y 】 T5
3O O
2o o
用铜基钎料钎焊时 ,钎剂可用脱 水硼砂 。为 降低熔 点可加入一定量的硼砂 ,在钎焊含碳量较 高的硬质合金 刀片时 ,可在硼砂 中 1%左右的氟 化钾 以提 高钎剂 的 加 0
全部熔化为止 。
( 下转 第 7 3页)
2 08 ■2 0 年第2 期 焊接与切割 4
硬质合金的钎焊
硬质合金的钎焊硬质合金是以元素周期表中IVa、Va、VIa族的9种金属碳化物和Fe、Co、Ni等铁族金属,通过粉末冶金方法制备而成的合金总称。
碳化物相使合金具有高的硬度和耐磨性,而粘结相则赋予合金一定的强度和韧性。
根据成分,可以将硬质合金分为五大类:碳化钨基硬质合金、碳化钛基硬质合金、涂层硬质合金、钢基硬质合金及其它硬质合金。
硬质合金按其应用范围可分为:硬质合金切削刀具,硬质合金模具,硬质合金量具与耐磨零件,以及矿山石油地质用硬质合金四大类。
一般来说,WC-Co类硬质合金的应用比较广泛,可用于铸铁、有色金属及其合金的切削刀具、金属拉伸模具、冲压模具、量具以及矿山机械和地质勘探用耐磨零件;WC-Ti-Co类合金主要用于钢材切削加工;WC-TiC-(NbC)-Co 类合金主要用于高硬度材质零件的切削加工。
尽管其它类型的硬质合金近年来得到了长足的发展,并在一些特殊应用场合取得了很大的成功,但是由于 WC-Co系(即YG类)硬质合金具有十分优异的综合机械性能,这类硬质合金是目前工业上用途最广、用量最大的一类硬质合金。
1.硬质合金钎焊时遇到的问题硬质合金的钎焊性是较差的。
这是因为硬质合金的含碳量较高,未经清理的表面往往含有较多的游离碳,从而妨碍钎料的润湿。
此外,硬质合金在钎焊的温度下容易氧化形成氧化膜,也会影响钎料的润湿。
因此,钎焊前的表面清理对改善钎料在硬质合金上的润湿性是很重要的,必要时还可采取表面镀铜或镀镍等措施。
硬质合金钎焊中的另一个问题是接头易产生裂纹。
这是因为它的线膨胀系数仅为低碳钢的一半,当硬质合金与这类钢的基体钎焊时,会在接头中产生很大的热应力,从而导致接头的开裂。
因此,硬质合金与不同材料钎焊时,应设法采取防裂措施。
2.钎焊前表面处理钎焊前必须仔细地清除工件表面的氧化物、油脂、脏物及油漆等,因为熔化了的钎料不能润湿未经清理的零件表面,也无法填充接头间隙。
有时,为厂改善母材的钎焊性以及提高钎焊接头的抗腐蚀性,钎焊前还必须将零件预先镀覆某种金属层。
硬质合金刀具高频钎焊研究

硬质合金刀具高频钎焊研究摘要:硬质合金具有极高的硬度和耐磨性能,特别是在高温下仍能保持其高硬度,目前已广泛应用于制造各种金属的切削刀具。
钎焊是将硬质合金牢固地连接到钢基体上的最成功的方法之一,但硬质合金刀具的焊接技术是引起焊接裂纹的重要因素。
本文介绍了硬质合金刀具的高频焊接工艺中减少裂纹产生、提高焊接点性能的关键技术。
关键词:硬质合金刀具高频钎焊工艺中图分类号:TG4540引言20世纪后半期,工件材料的机械性能不断提高,产品的品种和批量逐渐增多,加工精度的要求日益提高,工件的结构和现状不断复杂化和多样化,硬质合金刀具在应对这些挑战中发挥了重大作用。
而且硬质合金本身也涌现出许多品种,性能不断提高。
中国正逐渐成为世界制造业的中心,对硬质合金刀具的需求巨大,预计到2010年国内硬质合金刀具及其材料的年销售规模将迅速增加到300亿人民币以上。
随着现代制造技术的发展,对金属切削刀具的性能要求越来越高。
钎焊硬质合金刀具仍以其结构简单、紧凑、刚性好、使用灵活性较大、适应性强等特性,被应用在精密加工、FMS和其他各种金属切削加工中。
硬质合金刀具刀片与刀杆的钎焊常采用高频感应钎焊和火焰钎焊。
其中高频焊接方法由于具有加热速度快、温度集中、零件变形小等特点,成为硬质合金刀具焊接过程中常用的一种方法。
但是,由于硬质合金较脆、韧性不足和可加工性较差,硬质合金刀具的寿命及焊接裂纹问题一直是困扰大多数企业生产的一个重要问题。
本文就从材料、焊接、使用等几个方面对硬质合金刀具的制作及使用进行分析,以图通过对焊接过程各环节的改进和工序细节控制,降低硬质合金刀具的焊接裂纹,提高刀具的使用寿命。
1 焊接设备和材料1.1 高频钎焊设备感应钎焊靠感应加热提供热源,通过感应或工作线圈,而不是对工件直接通电,将电能用感应方法传递到工件,并有选择地将待焊零件表面加热到钎焊温度的一种焊接方法。
焊接过程使用的设备由高频感应加热设备、高频感应钎焊机械装置及水冷系统和控制系统组成。
硬质合金的钎焊
硬质合金的钎焊硬质合金是以元素周期表中IVa、Va、VIa族的9种金属碳化物和Fe、Co、Ni等铁族金属,通过粉末冶金方法制备而成的合金总称。
碳化物相使合金具有高的硬度和耐磨性,而粘结相则赋予合金一定的强度和韧性。
根据成分,可以将硬质合金分为五大类:碳化钨基硬质合金、碳化钛基硬质合金、涂层硬质合金、钢基硬质合金及其它硬质合金。
硬质合金按其应用范围可分为:硬质合金切削刀具,硬质合金模具,硬质合金量具与耐磨零件,以及矿山石油地质用硬质合金四大类。
一般来说,WC-Co类硬质合金的应用比较广泛,可用于铸铁、有色金属及其合金的切削刀具、金属拉伸模具、冲压模具、量具以及矿山机械和地质勘探用耐磨零件;WC-Ti-Co类合金主要用于钢材切削加工;WC-TiC-(NbC)-Co 类合金主要用于高硬度材质零件的切削加工。
尽管其它类型的硬质合金近年来得到了长足的发展,并在一些特殊应用场合取得了很大的成功,但是由于 WC-Co系(即YG类)硬质合金具有十分优异的综合机械性能,这类硬质合金是目前工业上用途最广、用量最大的一类硬质合金。
1.硬质合金钎焊时遇到的问题硬质合金的钎焊性是较差的。
这是因为硬质合金的含碳量较高,未经清理的表面往往含有较多的游离碳,从而妨碍钎料的润湿。
此外,硬质合金在钎焊的温度下容易氧化形成氧化膜,也会影响钎料的润湿。
因此,钎焊前的表面清理对改善钎料在硬质合金上的润湿性是很重要的,必要时还可采取表面镀铜或镀镍等措施。
硬质合金钎焊中的另一个问题是接头易产生裂纹。
这是因为它的线膨胀系数仅为低碳钢的一半,当硬质合金与这类钢的基体钎焊时,会在接头中产生很大的热应力,从而导致接头的开裂。
因此,硬质合金与不同材料钎焊时,应设法采取防裂措施。
2.钎焊前表面处理钎焊前必须仔细地清除工件表面的氧化物、油脂、脏物及油漆等,因为熔化了的钎料不能润湿未经清理的零件表面,也无法填充接头间隙。
有时,为厂改善母材的钎焊性以及提高钎焊接头的抗腐蚀性,钎焊前还必须将零件预先镀覆某种金属层。
硬质合金与中碳钢的钎焊_禹业晓

轮盘(调质态)和 YG9 硬质
合金颗粒。 轮盘的内外径
分别为 25、75 mm,YG9 硬
质合金 颗粒为直 径 4 mm、
长 8 mm 的 圆 柱 状 , 见 图
1。 轮盘 45 钢的显微组 织 图 1 45 钢轮盘和硬质合金
为回火索氏体, 焊接后因
颗粒
Fig.1 45 steel wheel and
金与钢基体的钎焊工艺已得到较大改进。 随着实际 生产对硬质合金工具要求的不断提高, 如何提高硬 质合金钎焊接头的质量仍需研究[9]。 本文 以实际需 求为背景,对硬质合金与中碳钢的感应钎焊工艺、钎 焊接头组织和性能进行了研究, 进而对硬质合金打 磨头进行了实际钎焊。
1 试验材料及方法
试 验 材 料 选 用 45 钢
Hot Working Technology 2013, Vol.42 , No. 11
硬质合金与中碳钢的钎焊
禹业晓, 李玉龙
(南昌大学机电工程学院 江西省机器人及焊接自动化重点实验室, 江西 南昌 330031)
摘 要:为实现中碳钢和硬质合金的高效优质钎焊,以铜钎料和银钎料对其进行了感应钎焊并对焊接结果做一比
收 稿 日 期 :2012-12-19 基金项目: 江西省青年科学家 (井冈之星) 培养对象计划资助项目
(2010DQ01000) 作者简介:李玉龙(1978- ),男,辽宁义县人,副教授,博士,硕士生导师,从事
钎焊、特种连接、 光纤智能金属结构方面的科研和教学工作, 发表论文 30 余篇;E-mail:liyulong1112ster@
图 6 是银基钎料接头的能谱分析。 图 6(a)为 45 钢 / 银基钎料界面, 能谱分析结果表明:1 点有 Ag、 Cu、Zn 三种元素,三者原子数比为 60:20:10,应该是 含有 Cu、Zn 的 Ag 基固溶体;2 点 只有 Ag、Cu 两种 元素,二者原子数比为 70:30,可能是银铜共晶;3 点 含 Ag、Cu、Zn、Fe、C 五种元素,对应原子数比为 5:2: 1:91:1,应该是 Ag 基焊料溶解或扩散进入钢母材;4 点含 Fe、C 两种元素,原子数比为 99.5:0.5,为 45 钢 母材。 图 6(b)为硬质合金 / 银基钎料界面,能谱分析 结果表明:5 点包含 Co、C、W 三种元素,原子数比为 5:50:45, 应该是硬质合金母材;6 点含有 Co、Cu 两 种 元 素 ,可 能 是 二 者 的 固 溶 体 ,对 应 原 子 数 比 为 2: 1,因此该点为硬质合金与银钎料的边界反应层。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文章 编 号 :10074034(2018)01-00l9-o2
DOI:10.14032/j.issn.10074034.2018.01.008
硬 质 合 金 钎 焊 工 艺研 究
葛 志德 ,郭 勐 ,赫 磊 ,荆 皓
(常 州市瑞 泰工程 机械 有 限公 司,江 苏 常州 213011)
大 。根 据工 件 的实 际 情况 ,采用 中频 感 应 加 热 至 一 材 ,化 学成 分见 表 1。
表 1 20CrMnM。化 学 成 分
%
1.2 钎 料 的 选 择 钎料 的选择要 考 虑其 润湿 性 、硬 质 合金种 类 、焊
接 温度 、经 济性 、强度 要求 等 。考虑 到工 件 的焊接 温 度 及性 能要 求 ,将 银 钎 料 作 为 首 选 ,其 特 点 是 强 度 高 ,润湿 性好 。化 学成 分等 见表 2。
钎 剂 的选 择 应 与 所 焊材 料 和 所用 钎 料 相 配 合 , 其熔 化温 度及 活性 温度 应 低 于 钎 料 熔 点 ,钎 剂 应 具 有 良好 的流 动性 和去 除硬质 合 金及 工具 基材 表 面氧 化物 的能 力 … 。FB102钎 剂 是硬质 合 金银 基钎 焊 中
收 稿 日期 :2017—10一l0 作 者 简 介 :葛 志 德 (1984一),男 ,工 程 师 ,硕 士 。
根 据 工 件 情 况 ,设 计 了 2种 焊 接 工 艺 方 案 。
表 3 钎 焊 试 验 工 艺 方 案
2.3 焊 后 处 理 焊 接 完成后 250℃ ~300℃保 温 4~6 h。
19
冷 热 工 艺
机 车车辆工艺 第 1期 2018年 2月
3 焊 接试 样 分 析
对 试 样 的 硬 度 、剪 切 强 度 、宏 观 微 观 形 貌 等 进 行
在 加 热 过 程 中 有 钎 料 涂 覆 的 过 程 ,需 要 对 基 材 进 行
加 热 ,硬度 降低 较 多。
表 4 钎焊工艺对基材硬度的影响
HB
缘排 出 ,附着 在硬 质 合金 、基材 的表 面 ,后期 打磨 、处 理 ]二作 较 多 。 3.4 焊 缝 组 织 形 貌 分 析
通 过 检 测 焊 缝 组 织 形 貌 (见 图 2)发 现 方 案 l试 样焊 缝厚 度 比较 均匀 ,厚 度 约 lO0 Izm 左 右 ,在此 钎 焊 厚 度 下 ,得 到 的 焊 接 强 度 最 好 ,但 由 于 焊 渣 等 缺 陷 的存 在 降低 了焊 缝 的 质 量 ,焊 缝 强 度 变小 。方 案 2试 样 焊 缝 厚 度 不 等 ,约 lo0~200 m,这 是 因 为 单 面钎 焊主 要靠 工人 手工 控制 硬质 合金 的 压实厚 度 造成 的 ;虽然 焊缝 厚度 均匀 性 变差 ,但 由于焊 渣 的及 时排 出将 焊缝 的缺陷排 除 ,提高 了焊接 强度 ,获得 了 质 量 更 好 的 焊 缝 。
文 献 标 识 码 :B
一 种道 砟清 筛 装 置 用 耐磨 件 ,需 要 在 正 面 和 侧 定 的温度并 保 持 ,然 后火 焰钎 焊 硬质合 金 ,考察 2种
面铺覆 一层 硬质 合金 ,需要 焊 接 的硬 质 合金 片较 多 , 不 同焊接 工艺 对焊 接性 能 的影 响 。
采 用工 装 固定增 大 了 工件 的体 积 ,对 感 应 线 圈 的制
分 析 ,研究 焊接 过程 中元 素扩ቤተ መጻሕፍቲ ባይዱ散情 况 。
3.1 焊 接 方 法 对 母 材 硬 度 的 影 响
钎 焊 加 热 方 法 对 工 件 的 硬 度 有 一 定 的 影 响 。 从
表 4可 以看 出 ,方案 1由于加 热 时间 短 ,加 热过 程 主
要 以 硬质 合金 为主 ,对工 件 的硬 度 影 响较 小 ;方 案 2
3.2 焊 缝 强 度 比 较
该 耐 磨 件 的 主 要 检 测 参 数 就 是 焊 缝 的剪 切 强
度 ,见表 5。 可 以看 出 ,方 案 1的剪 切 强 度 比方 案 2
的剪 切强 度低 ,这 可能 是 由于 焊 缝 中 存 在 焊 渣影 响
了焊 料铺 展作 用 的面积 ,降 低 了焊接强 度 。
常用 的助 焊剂 ,具有 良好 的活性 和流动 性 。
2 硬质合金的钎焊
2.1 焊 前 准 备 焊 接 前将 硬质 合金 和基 材试 样 的焊接 面进 行 喷
砂 处理 ,去 除表 面 氧 化 物 。基 材 表 面 喷砂 处 理 有 利 于增加 接触 面积 ,提 高钎 料在 基材 表 面 的结 合强 度 。 喷砂处 理后 应及 时 清洗并 焊 接 ,防止二 次 氧化 。 2.2 焊 接 工 艺
1 钎焊材料的选择 作 和工 件加 热都 带来 困难 。此 外受 硬质 合金 片数 量
较 多和 结构 的 限制 ,如 采 用感 应 钎 焊 的方 法 对 整 个 1.1 基 材 的 选 择
钎 焊工件 的基材 加 热 时 间较 长 ,基 材 的硬 度 削 弱 较
根 据 结 构 及 性 能 的需 要 选 用 20CrMnMo作 为 基
表 2 银 钎 料化 学 成分 等
Ag/% Cu/% Zn/% Ni/% Mn/% 熔 化 温 度 /℃ 钎 焊 温 度 /℃
1.3 硬 质 合 金 的 选 择 硬 质合 金 选 择具 有较 好 焊 接性 能 、冲击 韧 性 的
YG15,晶粒度 2~3 m,密度 13.9~14.1 g/cm ,Co 含量 14.8% ~15.2% ,余量 为 WC(碳 化钨 )。 1.4 钎 剂 的 选 择
摘 要 :对硬 质 合 金 片 数 量 较 多 、受 结 构 限 制 的 耐 磨 件 ,根 据 其 结 构 特 点 采 用 2种 钎 焊 工 艺进 行 试
验 ,比 较 2 种 焊 接 工 艺 对 焊 接 性 能 的 影 响 。
关 键 词 :硬 质 合 金 ;磨 耗 件 ;钎 焊 ;焊缝
中图 分 类 号 :TG454