沈阳机床HTC3230参数及配置
常用的机床型号含义

B—半自动(通用特性代号)
14—万能外圆磨床(组系代号)
32—最大磨削直径320mm(主参数)
C2150×6
C—车床(类代号)
21—多轴棒料自动车床(组、系代号)
50—最大棒料直径50mm(主参数)
6—轴数为6(第二主参数)
MB8240
最大回转直径为400mm的半自动曲轴磨床
根据加工需要,经变换的第一种半自动曲轴磨床,其型号为MB8240/1;
变换的第二种型式的型号为MB8240/2,依此类推。
CX5112A/WF
C—车床(类代号)
X—数显(通用特性代号)
51—单柱立式车床(组系代号)
12—最大车削直径为1250mm(主参数)
A—第一次重大改进(主参数)
WF—企业代号
A—(结构特性代号)
50—立式升降台铣床(组系代号)
32—工作台面宽度320mm(主参数)
A—第一次重大改进(重大改进顺序号)
MBE1432
M—磨床(类代号)
B—半自动(通用特性代号)
E—(结构特性代号)
14—万能外圆磨床(组系代号)32—最大磨削直径320mm来自主参数)MGB1432
M—磨床(类代号)
a第一次重大改进重大改进顺序号xka5032ax铣床类代号k数控通用特性代号a结构特性代号50立式升降台铣床组系代号32工作台面宽度320mm主参数a第一次重大改进重大改进顺序号mbe1432m磨床类代号b半自动通用特性代号e结构特性代号14万能外圆磨床组系代号32最大磨削直径320mm主参数mgb1432m磨床类代号g高精度通用特性代号b半自动通用特性代号14万能外圆磨床组系代号32最大磨削直径320mm主参数c21506c车床类代号21多轴棒料自动车床组系代号50最大棒料直径50mm主参数6轴数为6第二主参数mb8240最大回转直径为400mm的半自动曲轴磨床根据加工需要经变换的第一种半自动曲轴磨床其型号为mb82401
6m33d633e200技术参数
6m33d633e200技术参数6m33d633e200是一款先进的技术设备,广泛应用于各个行业。
本文将重点介绍6m33d633e200的技术参数,以便更好地了解和使用该设备。
1. 尺寸与重量:- 6m33d633e200的尺寸为X厘米(长)×Y厘米(宽)×Z厘米(高)。
- 6m33d633e200的重量约为W千克。
2. 处理器:- 6m33d633e200采用先进的处理器技术,具有高性能和低能耗的特点。
- 处理器速度为S GHz,能够快速处理各种任务和数据。
3. 存储容量:- 6m33d633e200拥有大容量的内部存储空间,可用于存储大量数据和文件。
- 内部存储容量为C GB,足够满足日常使用的需求。
4. 内存:- 6m33d633e200配备了高速的内存,能够提供流畅且高效的操作体验。
- 内存容量为M GB,能够支持同时运行多个应用程序和任务。
5. 屏幕:- 6m33d633e200配备了高分辨率的液晶显示屏,能够呈现清晰、鲜艳的图像和视频。
- 屏幕尺寸为P英寸,具有宽广的视野和舒适的观看体验。
6. 摄像头:- 6m33d633e200内置了高像素的摄像头,能够拍摄出高质量的照片和视频。
- 摄像头像素为A万像素,支持自动对焦和光学防抖功能。
7. 电池续航:- 6m33d633e200搭载了容量较大的电池,能够提供长时间的使用时间。
- 电池续航时间约为B小时,可满足一天的正常使用需求。
8. 网络与连接:- 6m33d633e200支持多种网络连接方式,如Wi-Fi、蓝牙等。
- 支持的网络频段为X GHz至Y GHz,确保稳定的网络连接。
9. 操作系统:- 6m33d633e200采用先进的操作系统,提供丰富的功能和良好的用户体验。
- 操作系统版本为Z,具有稳定性和安全性。
10. 其他功能:- 6m33d633e200还具有其他一些特殊功能,如指纹识别、面部识别等,提供更高的安全性和便利性。
HTC32μn精密数控车床树脂混凝土床身加工工艺分析与精度检测

H C3 n精密数控车床树畴; 蕊士 T 2 昆
床 男 1 工工艺分 藩 与 精 廛 楹 ; c I 口 f i 则
■ 文 / 沈阳第一机床厂工艺室 刘际民 李强 史 国强 张 茜
【 摘要】 H C 2 n系列精密数控车床是我厂承担 理,表 面硬度 不小于 H C 2 T 31 J R 4 。其 余镶嵌 件材质 采用
,
此 床 身 的重 中之 重
其精度将 直 接决 定最 后 的整机精
:
划线
:用
。
以 确 定 并 均 衡 各 主 要 部 位 留量
在
度
。
由图纸分 析
( 1) A 面
.
,
此床 身 的关键精度部位包括
划 线 平 台上 完 成
2 《)
,
(压 板 把 合 面 ) 的平 面 度
精 基 准 的建 立
,
:
淬硬导轨立 面 及 平面 无 疑将
。
留磨量
m m
,
二
、
树脂 混 凝 土 床身的 制造 工 艺 流 程
,
其 它 部位 加 工 至 成 品
(3 )
.
为保证 床 身加 工 质 量
采取 了下 述 制造 流程
。
磨 削基 础 面 的建 立
,
:
,
并
为提 高磨 削用 基准 面 的
,
针 对 每 序 提 出相 应 的 工 艺 要 求
1
.
质量
,
以提 高 磨 削 精 度
工
,
两 立 面 的平 行 度
(4 ) 60
.
一
。
并 为 下 序 留量
。
。
然后 以此 为尺 寸基准
广数TDI电气说明书
机床电气概述
1.2 数控系统主要性能表
主要性能 数控装置型号 最小指令单位 最大编程尺寸 工件程序容量 绝对/增量编程 直线/圆弧插补 公制螺纹 螺纹退尾 固定循环 复合循环 子程序调用 公英制转换 刀具补偿
指标 GSK980TDi 0.1μm 9999.9999MM 40MB X,Z/U,W ● ● ● ● ● ● ● ●
3 冷却泵电机
YSB2-50//220V/380V/50Hz/60Hz
4 液压电机
Y90L-6 1.5KW 1000R/MIN
选用
5 床头润滑电机
YS562-4 0.12KW
50 用
8 X 轴伺服电机
110SJT-M050D 1.3KW 4NM 2500R/MIN
9 Z 轴伺服电机 10 Z 轴伺服电机
序号 设 备 名 称
规
格
备注
Hale Waihona Puke 双速主轴电机 1伺服主轴电机
YD132M-2/4, 6.5KW/8KW 1450R/2800R/MIN 双速主轴电机
DSM-38C7D5KF1A118L
电动主轴用
四工位刀架转位电机 YLJ-1-4 1NM 1500R/MIN 2
六工位刀架转位电机 YLJ-3-6 3NM 1000R/MIN
沈阳机床股份有限公司
I
50/61 系列
目次
3.1.5 返回参考点方式..............................................................19 3.2 循环启动和进给暂停 .......................................................... 19 3.3 试运行(空运行)操作........................................................... 19 3.4 机床锁住操作................................................................. 20 3.5 机床辅助锁住操作............................................................. 20 3.6 单程序段操作 ................................................................ 20 3.7 机床导轨润滑操作............................................................. 21 3.8 机床超程限位和解除........................................................... 21 3.8.1 存储行程限位(软限位) ......................................................21 3.8.2 硬开关限位(选项)..........................................................21 3.9 紧急停止操作................................................................. 21 3.10 门锁(选用).................................................................. 21 4 液压系统(选用) ............................................................... 22 4.1 液压系统的启动............................................................... 22 4.2 液压卡盘操作................................................................. 22 4.3 液压台尾操作................................................................. 22 5 机床操作流程 ................................................................. 23 6 机床电气维护和调整 ........................................................... 24
常用机床及其参数
B5032D插床万能回转头立式铣床产品信息型号:X5225规格:250*1120本机结构及参数,仅供参考,如有变动,解释权属厂家所有。
产品说明:·主轴三节头设计,并可在套筒内做进给运动,可实现轴线任意角度的组合和加工,特别适合于斜孔斜槽的加工。
· X、Y、Z三向机械式进给,并可快速移动,提高工作效率。
·结构合理,性能优越,可完成钻、镗及平面、斜面、沟槽铣削,配置相应附件,可铣削螺旋槽、圆弧面、齿条、齿轮、花键等。
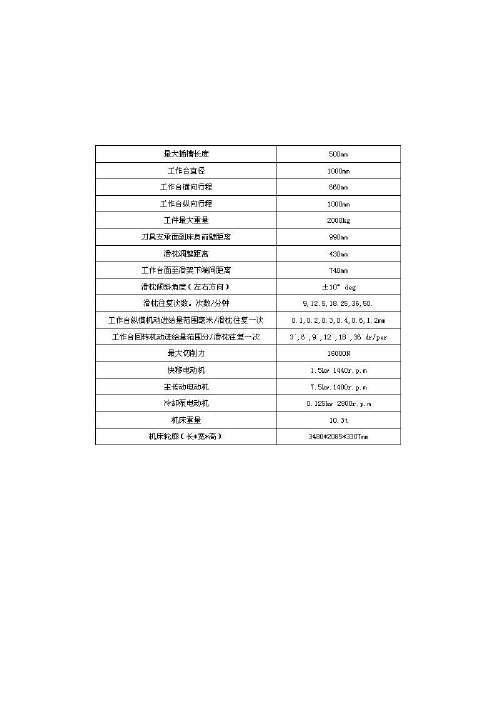
万能回转头铣床产品信息型号:X6232规格:320*1320技术参数:工作台工作面尺寸:320*1320;T型槽数:3T型槽宽度:18mmT型槽间度:60mm工作台行程:纵*横*垂(手/机) 700/680*300/280*400/360主轴孔锥度: 7:24主轴序号: ISO No:40回转铣头回转角度: 任意角度回转铣头前后手动移动距离:480mm卧铣主轴中心线至工作台面距离:35-400mm(装刀杆支架时)卧铣主轴中心线至工作台面距离:0-795mm(不装刀杆支架时)立铣主轴端面至工作台面距离:10-360mm立铣主轴中心线至床身垂直导轨面距离:20-500mm床身垂直导轨面至工作台面中心距离:210-490mm主轴转数级数:12主轴转速范围:40-1950 r/min工作台进给量级数:9工作台纵横向进给范围:15-430mm/min工作台垂直进给量范围:5-143mm/min工作台纵横向快速移动量:3070mm/min工作台垂向快速移动量:1023mm/min主电动机功率:5.5kw主传动电动机转速:1440r/min进给电机功率:1.5kw进给电动机转速:1400r/min冷却泵电动机功率:0.085kw冷却泵电动机流量:20L/min外型尺寸:2000*2100*2300mm机床重量:3000kg(本机结构及参数,仅供参考,如有变动,解释权属厂家所有。
沈阳机床HTC4554a参数及配置

尾 座 手动液压尾座带套筒锁紧
生产厂家 FANUC FANUC
FANUC
FANUC
NSK
力士乐 力士乐 国产 国产 NSK NSK 台湾 台湾 本厂装配
备注
沈阳第一机床厂
第2页共3页
HTC4554a
参数及配置
配套件名称
尾座轴承
主轴皮带 刀架 排屑器
规格型号 NN3010P4 7206P5 3V-800(15 根) 12 工位液压刀架
生产厂家 NSK NSK 德国 OPT 台湾 国产
备注
四、机床标准附件:
序 号
附件名称
1 镗孔刀夹
2 端面刀夹
3 变径套
4 变径套
5 变径套
6 锥套
7 外圆刀垫
8 排屑装置
9 铁屑小车
型号规格
Ф32/Ф40 Ф25/Ф40 Ф20/Ф40 3#
数量
8 工位 12 工位
2套
3套
1套
2个
2个
2个
2个
5套
HTC4554a
沈阳第一机床厂斜床身数控车床 HTC4554a
参数及配置
一. 机床的主要技术参数: 项目
床身上最大回转直径 最大切削长度 最大切削直径
滑板上最大回转直径 主轴端部型式及代号
主轴前端孔锥度 主轴孔直径
单位 mm mm mm mm
mm
单主轴 主轴转速范围/ r/min/Nm
主轴箱 主轴最大输出扭矩
mm
规格 520 540 450 320 A2-8 1:20 80
30~3000/486
18.5/15
10 滚动导轨 12 滚动导轨 18
275 600 100 130 内装顶尖 4 卧式 12 工位 25×25×150 40,32,25,20 可 5500
沈阳机床手册

: 400 : 900 mm : 4- 爪卡盘, 直径 . 400 mm 及平面卡盘 开始
2
07.03.07
普通车床
床身上回转直径 床鞍上回转直径 车削长度 驱动功率
360 – 2.000 mm 210 – 1.580 mm 650 – 15.000 mm 4 – 22 kW
Start
07.03.07 3
普通车床
CA 系列
床身上回转直径 床鞍上回转直径 车削长度 电机功率
如 .: HTC40100z
HTM54103 系列,带 B 轴 : 床身上回转直径 540 mm 车削直径
07.03.07
HTC80400z
540 mm Start 20 个
11
车削长度 刀库容量
1.030 mm
数控 – 车床
立式,无内装式电机
VTC 系列 : 回转直径 – 1.000 mm 车削长度 800 mm 主电机功率 – 39 kW 500 480 – 15
工作台尺寸 主电机功率 刀位 操作系统
07.03.07
: 500x500 mm 双回转工作台 : 11 kW : 40 个 SK50 刀库 : Sinumerik 840 DE 开始
29
数控立式 - 加工中心 VMC2180
3 主 轴
工作台尺寸 主电机功率 刀位 操作系统
07.03.07
: 800 x 1950 mm : 15 kW : 32 个 SK50 : Sinumerik 840 DE
VMC0641
VMC1161
700x410 – 1.000x2.200 mm 610 – 2.100 mm 410 – 1.000 mm 410 – 850 mm 32 – 40 个
QLM3230-8055m使用说明书

QLM3230/50 使用说明书注意:*本说明书仅供无锡桥联有限公司设计,生产的QLM3230/50加工中心操作,维修之用。
*本说明书适用于FAGOR 8055数控系统,伺服驱动为FAGOR MODULAR DRIVES。
*请机床用户及有关操作人员,维修人员在仔细阅读此说明书后方可对机床进行操作及维修,任何误操作都可能损坏机床。
*机床数控系统里的所有NC参数,都决定了本机床的动作和性能,用户不能随意更改和删除。
*数控系统里的PLC程序不能删除和更改。
*对于说明书上内容有不解之处,请与无锡桥联股份有限公司联系。
目录一.开机前准备二.机床操作面板及按钮说明1.FAGOR CNC显示窗口说明2.FAGOR显示器及操作键盘说明3.FAGOR 机床操作面板说明4.外部控制面板说明(CP)三.操作步骤1.开机2.手动操作2.1 回参考点2.2 各轴手动操作2.3主轴的操作2.4 手动润滑2.5冷却控制2. 6 排屑控制2.7 切屑提升控制3.程序编辑(EDIT)3.1EDIT(编辑)3.2MODIFY(修改)3.3FIND(搜索)3.4DELETE BLOCK(删除)3.5MOVE BLOCK(移动)3.6COPY BLOCK(复制)3.7COPY TO PROGRAM(复制到另一个程序)3.8INCLUDE PROGRAM(合并程序)3.9EDITOR PARAMETERS(编辑参数)3.9.1 AUTONUMBERING(自动行号)3.9.2 AXES SELECTION FOR TEACH-IN EDITING4.程序执行/模拟(EXECUTE/SIMULATE)4.1块选择的起始和停止4.2显示选择(DISPLAY SELECTION)4.2.1标准显示格式(STANDARD DISPLAY MODE)4.2.2位置显示格式(POSITION DISPLAY MODE)4.2.3子程序显示格式(SUBROUTINE DISPLAY MODE)4.2.4跟随误差显示格式(FOLLOWING ERROR ISPLAY MODE)4.3单段输入自动执行(MDI)5.外部通讯(DNC)四.机床电气控制系统的组成五.电气控制系统各部分功能简介1.F AGOR 数控系统2.F AGOR 显示器和操作面板3.F AGOR 变频系统4.伺服电机5.主轴电机6.冷却装置7.轴润滑装置8.其它电器部件9.控制线路六.维修1.维修的一般注意事项2.机床故障排除2.1PLC操作信息表2.2PLC故障表3.机床轴超极限解除5.硬件的更换九.附A:〈〈QLM3230/50 电气原理图〉〉附B FAGOR 8055M CNC 报警文本〈〈ERROR TROUBLESHOOTING MANUAL〉〉一.开机前准备为了保证机床安全可靠地运行,减少故障,在开机前,特别是第一次用户开机,必须检查下面各项:1.检查进线电源要求;380V±5%.50HZ 测量点:L1﹑L2﹑L32.检查电源相序要求:冷却电机正转润滑电机正转主轴风机正转(风向朝上)主轴油冷机运转正常主轴润滑电机正转注:出厂前已将机床内部各部分连接正确,如进线相序不对,只要将进线L1.L2.L3 任意两相对调即可。
DAM-3230说明书
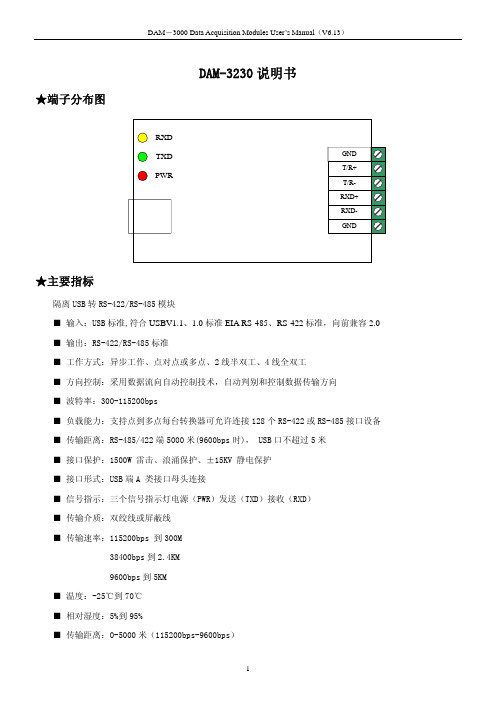
DAM-3230说明书★端子分布图★主要指标隔离USB转RS-422/RS-485模块■ 输入:USB标准,符合USBV1.1、1.0标准EIA RS-485、RS-422标准,向前兼容2.0■ 输出:RS-422/RS-485标准■ 工作方式:异步工作、点对点或多点、2线半双工、4线全双工■ 方向控制:采用数据流向自动控制技术,自动判别和控制数据传输方向■ 波特率:300-115200bps■ 负载能力:支持点到多点每台转换器可允许连接128个RS-422或RS-485接口设备 ■ 传输距离:RS-485/422端5000米(9600bps时), USB口不超过5米■ 接口保护:1500W 雷击、浪涌保护、±15KV 静电保护■ 接口形式:USB端A 类接口母头连接■ 信号指示:三个信号指示灯电源(PWR)发送(TXD)接收(RXD)■ 传输介质:双绞线或屏蔽线■ 传输速率:115200bps 到300M38400bps到2.4KM9600bps到5KM■ 温度:-25℃到70℃■ 相对湿度:5%到95%■ 传输距离:0-5000米(115200bps-9600bps)★接线图一、USB至RS-422 转换1、RS-422点到点/四线全双工通信DAM-3230 RS-422设备2、RS-422点到多点/四线全双工3、DAM-3230接口转换器之间全双工通信连接DAM-3230 DAM-3230二、USB至RS-485 转换1、RS-485点到点/两线半双工RS-485设备DAM-32302、RS-485点对多点/两线半双工3、DAM-3230接口转换器之间半双工通信连接DAM-3230 DAM-3230★端子定义表端子 名称 说明1 GND 接地端2 T/R+ RS-485接口信号正端/RS-422接口信号发送正端3 T/R- RS-485接口信号负端/RS-422接口信号发送负端4 RXD+ RS-422接口信号接收正端5 RXD- RS-422接口信号接收负端6 GND 接地端★故障诊断1、数据通信失败A、检查 USB接口接线是否正确B、检查RS-485/RS-422 输出接口接线是否正确C、检查供电是否正常D、检查接线端子是否连接良好E、观查接收指示灯接收时是否会闪烁F、观查发送指示灯发送时是否会闪烁2、数据丢失或错误A、检查数据通信设备两端数据速率、格式是否一致。
机床工具行业新产品试制情况

最大加工直径:400mm; 最大加工长度:900mm;
车削主轴最高转速:2500 r/min; 铣削主轴最高转速:4000 r/min; 台 X、Y、Z轴快移速度: 1224/824/1224m/min;
最大加工直径:500mm;
最大加工长度:2500mm;
主轴最高转速:3000 r/min;
台
X、Z轴快移速度(滑动导轨):
自行设计
全 新 设 计
改 型 设 计
技 术 引 进
合 作 生 产
其 他
属性(√)
行企 业业 新新 产产 品品
主持鉴 定单位
产品 水平
鉴定 日期
5 数控立式车床
VTC3240
6 立式双刀架数控车床 VTC6370d
7 数控立式轮毂车床
VTC6664vwh
8 立式数控车床
VTC8080
9 双刀架立式数控车床 VTC10080d
单位
净重 (吨)
产 品 性 质(√)
自行设计
全 新 设 计
改 型 设 计
技 术 引 进
合 作 生 产
其 他
属性(√)
行企 业业 新新 产产 品品
主持鉴 定单位
产品 水平
床身最大回转直径:φ450mm;
车削直径:φ160mm;
车削长度:250mm;
行程:X轴为110mm;Z轴为
ETC1625u
250mm;
最大工件厚度:1000mm
台
钻孔直径:Φ14~Φ70mm
镗孔直径范围:φ60-φ250mm; 镗
孔深度范围:500-3000mm; 机床 导轨宽度:600mm; 中心高
台
度:400mm
床身上最大回转直径:2500mm;
沈阳机床HTC3230参数及配置

沈阳第一机床厂斜床身数控车床HTC3230
二.机床精度标准:
其它按机床标准配置执行。
五、技术资料:
1.机床使用说明书(机械)一份
2.合格证一份
3.装箱单一份
4.卡盘、油缸使用说明书(或维护手册)各一份
5.润滑泵说明书一份
6.刀架使用说明书一份
7.液压系统使用说明书一份
8.排屑器使用说明书一份
9.机床使用说明书(电气)一份
10.车床/加工中心系统通用用户手册(FANUC系统)一份
11.参数说明书(FANUC系统)一份
12.车床系统用户手册(FANUC系统)一份
13.维修说明书(FANUC系统)一份
14.控制柜空调机使用说明书一份
15.电路图册一份
16.PLC程序一份
17.机床控制参数表一份。
HTC32系列(沈阳机床)

HTC32系列数控车床沈阳第一机床厂Ver.4.5/2011.04前言本资料为内部资料,仅供本厂销售人员使用目录一. 机床简介二.机床主要技术参数及加工范围三.机床结构特点四.机床精度五.机床配置六.机床地基图七.随机文件清单八.其他一. 机床简介图1 机床外观图HTC32系列卧式数控车床能够加工各种轴类、盘类零件,可以车削螺纹、圆弧、圆锥及回转体的内外曲面。
作为通用型机床,特别适合汽车、摩托车、电子、航天、军工等行业对旋转体类零件进行高效、大批量、高精度的加工。
与同类机床相比,具有以下特点:1、高效率:加工周期短,减少非切削时间;2、高精度:良好的静态精度和加工精度;3、高空间效率:较小的空间发挥最大的作用。
二. 机床主要技术参数及加工范围1、主要参数:说明:机床主要参数表格中带“★”的为机床标准配置的参数。
注1:主轴转速是在标准配置(中实卡盘,标准硬爪)下的转速范围,当安装其它配置的卡盘、卡具或主电机时,请注意所选择的卡盘或卡具的极限转速。
注2:数控机床对电源要求严格。
如果用户电网波动超过±10%,必须增加稳压装置,否则数控机床将不能正常工作,甚至出现不可预测的结果。
2、机床刀具干涉图及加工极限图图2.1 卧式8工位刀架干涉图图2.2 单主轴床头加工极限图三. 机床结构特点1. 高刚性的斜式整体床身该系列机床采用45°斜角的整体床身,采用树脂砂工艺铸造,内部筋形布局合理,导轨面宽,床身整体刚性高。
有两种导轨可供用户选择:滑动导轨及滚动导轨。
滑动导轨面宽80,采用中频淬火,淬硬层深2~3mm,硬度达HRC56以上,滑板滑动面贴塑,使得进给系统的刚度,摩擦阻尼系数等动、静态特性都处于最佳状态,由于动、静摩擦系数接近,避免了低速爬行现象的发生;两轴直线滚动导轨均采用德国力士乐或日本THK公司SHS(带保持架)系列的45规格的滑块,进给精度高、摩擦阻力小,且Z轴导轨滑块特殊采用长滑块形式,刚性好,抗振动、抗变形能力高,可使用户获得较高的加工精度及提高快速移动的速度,获得较高的生产效率。
机床精度参数表
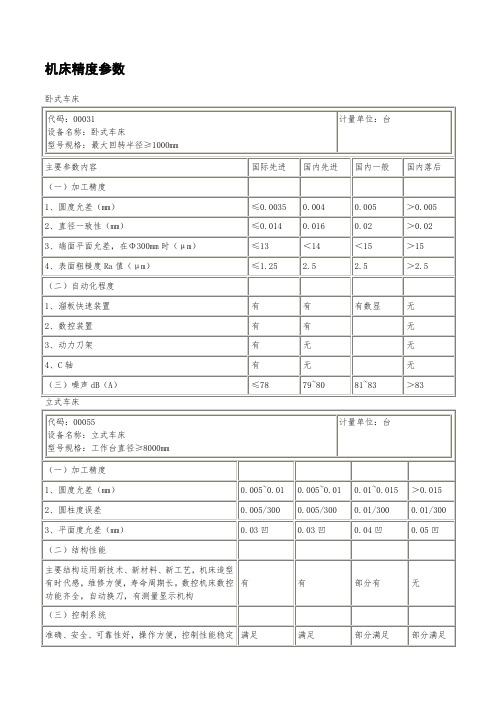
机床精度参数卧式车床计量单位:台代码:00031设备名称:卧式车床型号规格:最大回转半径≥1000mm主要参数内容国际先进国内先进国内一般国内落后(一)加工精度1、圆度允差(mm)≤0.0035 0.004 0.005 >0.0052、直径一致性(mm)≤0.014 0.016 0.02 >0.023、端面平面允差,在Φ300mm时(μm)≤13 <14 <15 >154、表面粗糙度Ra值(μm)≤1.25 2.5 2.5 >2.5 (二)自动化程度1、溜板快速装置有有有数显无2、数控装置有有无3、动力刀架有无无4、C轴有无无(三)噪声dB(A)≤78 79~80 81~83 >83立式车床计量单位:台代码:00055设备名称:立式车床型号规格:工作台直径≥8000mm(一)加工精度1、圆度允差(mm)0.005~0.01 0.005~0.01 0.01~0.015 >0.0152、圆柱度误差0.005/300 0.005/300 0.01/300 0.01/3003、平面度允差(mm)0.03凹0.03凹0.04凹0.05凹(二)结构性能主要结构运用新技术、新材料、新工艺,机床造型有有部分有无有时代感,维修方便,寿命周期长。
数控机床数控功能齐全,自动换刀,有测量显示机构(三)控制系统准确、安全、可靠性好,操作方便,控制性能稳定满足满足部分满足部分满足(四)噪声dB(A)<80 <83 <85 >85端面车床代码:00062设备名称:端面车床型号规格:花盘直径≥2000mm计量单位:台(一)加工精度1、端面平面度允差(mm)Φ500mm <0.016 0.018 0.02 >0.022、圆度允差(mm)<0.008 0.009 0.01 >0.013、圆柱度允差(mm)Φ800mm <0.024 0.024~0.032 0.032~0.05 >0.054、表面粗糙度Ra值(μm)>0.8 1.6 3.2 >3.2 (二)噪声dB(A)<80 81~82 83~85 >85落地车床代码:00086设备名称:落地车床型号规格:花盘直径≥3000mm计量单位:台(一)加工精度1、端面平面度(mm)Φ1000mm <0.05 0.06 0.07 >0.072、圆度(mm)(D>3000mm)<0.05 0.05 0.05 >0.053、圆柱度(mm)(D>3000mm)<0.04 0.04 0.05 >0.05 (二)自动化程度1、数控装置有有有数显无2、自动换刀有有无3、端面可恒速车削有无无摇臂钻床代码:00093设备名称:摇臂钻床型号规格:钻孔直径75~100mm计量单位:台(一)几何精度1、夹紧立柱和主轴箱时主轴轴线的移动量(mm)≤0.07 0.07~0.10 0.11~0.12 >0.12 (二)结构性能1、手柄操作单手柄集中操作单手柄集中操作单手柄集中操作2、变速可预选可预选不可预选不可预选3、手柄、手轮操作力(N)≤60 70~80 90~120 >120 (三)噪声dB(A)≤79 80~82 83~84 >85 摇臂钻床代码:00104设备名称:摇臂钻床型号规格:钻孔直径≥100mm计量单位:台(一)几何精度1、夹紧立柱和主轴箱时主轴轴线的移动量(mm)≤0.07 0.09~0.13 0.10~0.14 0.16 (二)结构性能1、手柄操作单手柄集中操作单手柄集中操作单手柄集中操作2、变速可预选可预选不可预选不可预选3、手柄、手轮操作力(N)≤60 60~80 90~120 >120 (三)噪声dB(A)≤79 80~82 83~85 >85 卧式镗床代码:00111设备名称:卧式镗床型号规格:镗杆直径125~160mm计量单位:台(一)几何精度坐标定位精度(mm)<0.02 0.02~0.04 0.04~0.08 >0.08 (二)加工精度1、圆度允差(mm)<0.01 0.015 0.025 >0.0252、表面粗糙度Ra值(μm)<0.8 1.6 1.6 >1.6 (三)控制系统具备数控数显装置有部分有无无(四)噪声dB(A)<80 80~82 83~85 >85卧式镗床(镗杆直径≥160mm)代码:00128设备名称:卧式镗床型号规格:镗杆直径≥160mm计量单位:台(一)几何精度坐标定位精度(mm)<0.02 0.03~0.05 0.06~0.10 >0.10 (二)加工精度1、圆度允差(mm)<0.01 0.01~0.015 0.015~0.025 >0.0252、表面粗糙度Ra值(μm)<0.8 1.6 1.6 >1.6 (三)控制系统具备数控数显装置有部分有无无(四)噪声dB(A)<82 83 84~85 >85落地镗床代码:00135计量单位:台设备名称:落地镗床型号规格:镗杆直径≥125mm(一)加工精度1、圆度允差(mm)<0.02 0.03~0.05 0.06~0.10 >0.102、端面对内孔基准轴线垂直度(mm)<0.02 <0.02 <0.025 >0.0253、表面粗糙度Ra值(μm)<0.8 1.6 1.6 >1.6 (二)控制系统数控装置、自动换刀、有测量显示机构全有全有部分有无(三)噪声dB(A)<80 81~82 83~85 >85深孔钻镗床代码:00142计量单位:台设备名称:深孔钻镗床型号规格:钻孔深度≥5000mm(一)加工精度1、圆度允差(mm) D=120mm <0.01 0.015 0.02 >0.02D=200mm <0.02 0.03 0.035 >0.035 3、表面粗糙度Ra值(μm)钻孔<6.3 6.3 12.5 >12.5镗孔<1.6 1.6 3.2 >3.2滚压<0.1 0.2 0.4 >0.4 (二)结构性能坐标镗床代码:00159 计量单位:台设备名称:坐标镗床型号规格:工作台宽≥1000mm(一)加工精度1、定位精度台面宽1000mm <0.005 0.005~0.009 0.009~0.014 >0.014 >台面宽1000mm <0.006 0.006~0.011 0.011~0.017 >0.0172、精密转台在水平面内的分度精度(秒)≤4 ≤6 ≤10 >103、回转工作台分度精度(秒)±2 ±4 ±8 >±8 (二)坐标定位方式数控数控数显光学定位机械式(三)噪声dB(A)≤73 73~74 75 >75龙门铣床代码:00166设备名称:龙门铣床型号规格:工作台面宽≥2000mm计量单位:台(一)加工精度1、平面度(mm)<0.01 0.015 0.02 0.022、定位精度(mm/1000mm)0.015 0.03 0.045 >0.0453、表面粗糙度Ra值(μm)0.8 0.8~1.6 1.6~2.5 >2.5 (二)自动化程度1、镗铣头多功能、大功率交流宽调速滑枕式多功能、大功率交流宽调速滑枕式普通滑枕式套筒式2、横梁自动调平并联动有有无无3、自动定量定程定时润滑有有点动润滑油枪润滑4、控制系统及联动轴数三坐标以上联动有坐标联动无数控,有数显无数控,无数显(三)噪声dB(A)≤80 81~82 83~84 >85悬臂及龙门铣床代码:00173设备名称:悬臂及龙门铣床型号规格:工作台面宽≥2500mm计量单位:台(一)加工精度1、加工面的直线度(mm)0.01 0.015 0.02 >0.022、上加工面对定位基面的平行度(mm)0.015 0.02 0.03 >0.033、上加工面对侧加工面的垂直度(mm)0.02 0.02 0.02 >0.02 (二)传动方式1、数控装置有无无无2、可控硅装置有有无无3、直流机组无无有无(三)噪声dB(A)≤80 81~83 84~85 >85卧式拉床计量单位:台代码:00180设备名称:卧式拉床型号规格:拉力≥700kN主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度孔中心线对拉削基面垂直度(mm)0.06 0.07~0.08 0.09~0.10 >0.10在200mm直径上(二)主要道轨有无耐磨有有无无(三)噪声dB(A)≤80 81~82 83~85 >85立式拉床代码:00197计量单位:台设备名称:立式拉床型号规格:拉力≥200kN主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度孔中心线对拉削基面垂直度(mm)1、在200mm直径上(内拉)0.04 0.05~0.06 0.07~0.08 0.08~0.102、在300mm直径上(外拉)0.04 0.05~0.06 0.07~0.08 0.08~0.10(二)主要道轨有无耐磨有有无无(三)噪声dB(A)≤80 81~82 83~85 >85外圆磨床(包括万能外圆磨床)计量单位:台代码:00208设备名称:外圆磨床(包括万能外圆磨床)型号规格:磨削工件≥Φ800×4000mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB4685-84 1、外圆(Φ150×1500mm)圆度允差(μm) 3 4 5 >5圆柱度允差(μm) 5 6 6~12 >122、内圆(Φ60×100mm)圆度允差(μm)<4 4 5 >5圆柱度允差(μm)<5 5 5~10 >103、表面粗糙度Ra值(μm)<0.16 0.16 0.32 >0.32(二)自动化程度1、自动修整砂轮和自动补偿装置有有无无2、数控装置有无无无3、自动测量装置有无无无4、横进给加数控装置有无无5、数显装置无有无(三)噪声dB(A)<80 80~81 82~83 >83内圆磨床计量单位:台代码:00215设备名称:内圆磨床型号规格:最大磨削孔径≥100mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB4682-841、圆度允差(μm)≤1 2~3 3~5 >52、表面粗糙度Ra值(μm)0.16 0.32 0.63 >0.63(二)自动化程度1、自动修整砂轮和自动补偿装置有有无无2、自动测量装置有无有无3、自动修整砂轮和手动补偿装置有无无4、数控装置有有无无(三)噪声dB(A)≤75 <80 <83 >83无心外圆磨床计量单位:台代码:00222设备名称:无心外圆磨床型号规格:最大磨削直径≥50mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB4681-84 1、圆度允差(μm)最大磨削直径≤≤1 1.4 2 >230mm2、圆度允差(μm)最大磨削直径>≤1.5 2.1 3 >330mm3、表面粗糙度Ra值(μm)<0.16 0.16 0.32 >0.32(二)自动化程度1、自动修整砂轮和自动补偿装置有有无无2、自动磨削修整砂轮和手动补偿装置无无3、自动磨削循环有有无无4、自动测量装置有无无无5、数控装置有有无无6、切入磨有自动磨削循环有有有无(三)噪声dB(A)≤75 81 83 >83矩台平面磨床代码:00239计量单位:台设备名称:矩台平面磨床型号规格:工作台长2000~5000mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB4022-83 磨削试件1600mm的等厚度0.012 ≤0.015 ≤0.016 >0.016(二)表面粗糙度Ra值(μm)0.025 0.025 0.01 >0.01(三)自动化程度1、单坐标或多坐标数控有有无无2、自动磨削循环有有无无3、自动测量装置有无无无4、快速升降装置有有有无(四)噪声dB(A)≤72 73~75 76~80 81~85矩台平面磨床代码:00246 计量单位:台设备名称:矩台平面磨床型号规格:工作台长≥5000mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB4022-83 磨削试件1600mm的等厚度0.012 ≤0.015 ≤0.016 >0.016(二)表面粗糙度Ra值(μm)0.025 0.025 0.01 >0.01(三)自动化程度1、单坐标或多坐标数控有有无无2、自动磨削循环有有无无3、自动测量装置有无无无4、快速升降装置有有有无(四)噪声dB(A)≤72 73~75 76~80 81~85导轨磨床计量单位:台代码:00253设备名称:导轨磨床型号规格:主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度(mm)参照GB5288-84、ISO4703-1984 试件装夹总长度1、2000mm <0.01 0.01 0.01 >0.012、2000~5000mm <0.015 0.015 0.015 >0.0153、5000~8000mm <0.02 0.02 0.02 >0.024、8000mm以上<0.025 0.025 0.025 >0.025(二)自动化程度数控装置有有无无(三)噪声dB(A)≤80 80~81 82~83 >83花键轴磨床计量单位:台代码:00260设备名称:花键轴磨床主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照ZBJ55040-41、分度相邻允差(μm)<4 4~6 6 >62、分度累积允差(μm)<10 16 16 >163、键侧对轴线平行度(μm)<10 10 10 >104、相邻键侧间平行度(μm)<10 10 10 >165、小径的圆度Ra(μm)<0.8 0.8 0.8 >0.8(二)自动化程度1、数控装置2、切入进给数控(三)噪声dB(A)≤75 75~80 81~83 >83曲轴磨床代码:00277设备名称:曲轴磨床计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照ZBJ55035-88、NAXOS-UNION1、圆度允差(μm)<0.005 0.005 0.005 >0.0052、纵截面内直径一致性(mm)0.005 0.008 0.008 >0.0083、表面粗糙度Ra(μm)0.16 0.32 0.63 >0.63(二)自动化程度1、数控装置有无无无2、横进给数控有无无(三)噪声dB(A)≤80 80~81 82~83 >83凸轮轴磨床代码:00284设备名称:凸轮轴磨床计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB2999-811、凸轮母线对回转轴的平行度(μm)3 4 5 >52、表面粗糙度Ra(μm)0.16 0.32 0.32 >0.32(二)自动化程度1、数控装置有有无无2、自动磨削全循环有有有无3、砂轮自动修正补偿有有有无(三)噪声dB(A)80 81~83 83 >83轧辊磨床计量单位:台代码:00291设备名称:轧辊磨床型号规格:最大磨削直径≥1250mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度(mm)参照JB5568-91 1、横截面内直径的一致性最大磨削直径=1250mm <0.005 0.005 0.005 >0.005最大磨削直径>1250mm <0.005 0.008 0.008 >0.0082、纵截面内直径的一致性,在1000mm0.01 0.01 0.01 >0.01长度上3、表面粗糙度Ra(μm)<0.16 0.16 0.16 >0.16(二)自动化程度1、数控装置有有有无2、自动测量有有无无(三)噪声dB(A)≤80 80~81 82~83 >83滚齿机(卧式)计量单位:台代码:00302设备名称:滚齿机(卧式)型号规格:加工直径1000~3000mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB8064-871、加工精度5级6级7级低于7级2、表面粗糙度Ra(μm) 1.6 3.2 3.2 >3.2(二)控制系统数控及数显装置有数控部分有无无(三)噪声dB(A)≤83 83~85 83~85 >85滚齿机(卧式)代码:00319计量单位:台设备名称:滚齿机(卧式)型号规格:加工直径≥3000mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB8064-871、加工精度6级6级7级8级2、表面粗糙度Ra(μm) 1.6 3.2 3.2 >3.2(二)控制系统数控及数显装置有数控部分有无无(三)噪声dB(A)≤83 83~85 83~85 >85滚齿机(立式)计量单位:台代码:00326设备名称:滚齿机(立式)型号规格:加工直径≥3000mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照ZBJ56008-881、渐开线圆柱齿轮精度6级6级7级低于7级2、表面粗糙度Ra(μm) 1.6 3.2 3.2 >3.2(二)控制系统数控及数显装置有数控部分有无无(三)噪声dB(A)≤83 83~85 83~85 >85插齿机计量单位:台代码:00333设备名称:插齿机型号规格:加工直径200~1200mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB4686-841、精度5级6级7级8级2、表面粗糙度Ra(μm) 1.6 3.2 3.2 >3.2(二)控制系统数控及数显装置有数控部分有无无(三)噪声dB(A)≤80 80~83 83~85 >85插齿机计量单位:台代码:00340设备名称:插齿机型号规格:加工直径≥1250mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB4686-841、精度5级6级7级8级2、表面粗糙度Ra(μm) 1.6 3.2 3.2 >3.2(二)控制系统数控及数显装置有数控部分有无无(三)噪声dB(A)≤83 83 83~85 >85剃齿机计量单位:台代码:00357设备名称:剃齿机主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB3742-841、精度5级6级6级>6级2、表面粗糙度Ra(μm)<0.8 1.6 1.6 >1.6(二)数控系统有部分有无无(三)噪声dB(A)≤80 80~83 83~85 >85直齿锥齿轮刨齿机计量单位:台代码:00364设备名称:直齿锥齿轮刨齿机型号规格:机加工直径125~800mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB4176-861、精度6级6级7级8级2、表面粗糙度Ra(μm) 1.6 3.2 3.2 >3.2(二)数控系统有无无无(三)噪声dB(A)≤80 80~83 83~85 >85直齿锥齿轮刨齿机计量单位:台代码:00371设备名称:直齿锥齿轮刨齿机型号规格:机加工直径>800mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB4176-861、精度6级6级7级8级2、表面粗糙度Ra(μm) 3.2 3.2 6.3 >6.3(二)数控系统有无无无(三)噪声dB(A)≤80 80~83 83~85 >85弧齿锥齿轮铣齿机代码:00388计量单位:台设备名称:弧齿锥齿轮铣齿机型号规格:机加工直径125~800mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB2267-861、精度5级6级7级8级2、表面粗糙度Ra(μm) 1.6 3.2 3.2 >3.2(二)数控系统有部分有无无(三)噪声dB(A)≤80 80~83 83~85 >85弧齿锥齿轮铣齿机计量单位:台代码:00395设备名称:弧齿锥齿轮铣齿机型号规格:机加工直径>800mm主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB2267-861、精度5级6级7级8级2、表面粗糙度Ra(μm) 1.6 3.2 3.2 >3.2(二)数控系统有部分有无无(三)噪声dB(A)≤83 83~85 83~85 >85圆柱齿轮磨齿机代码:00406 计量单位:台设备名称:圆柱齿轮磨齿机主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB179-831、齿轮精度<4级5级6级>6级2、表面粗糙度Ra(μm)<0.2 0.4 0.8 >0.8(二)结构性能1、能磨正、斜齿有有有有2、修缘鼓形齿轮有有无无(三)自动化程度1、CNC系统有有无无2、一般操作有有有有二锻压设备闭式单点、双点压力机码:00413设备名称:闭式单点、双点压力机型号规格:公称力≥800kN计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB10924-89、GB10933-89、JB5200-911、滑块下平面对工作台上平面的平行度(mm)30%精度储备20%精度储备达到规定值大于规定值0.02+0.10/100×滑块下平面的被测长度2、滑块行程对工作台上平面的垂直度30%精度储备20%精度储备达到规定值大于规定值0.05+0.02/100×滑块行程长度(二)结构性能1、离合器、制动器接通率,当滑块行程次数≤16次/分时为70%,≤25次/分时为60%,≤45次/分时为50% 大于规定值10%大于规定值达到规定值达不到规定值2、液压超负荷保险装置、微调全部具有全部具有部分具有没有装置、吨位指示器(三)噪声dB(A)1、公称力≤400kN ≤85 ≤87 ≤88 >882、公称力>400kN ≤87 ≤88 ≤90 >90闭式四点压力机代码:00420设备名称:闭式四点压力机型号规格:公称力≥8000kN计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB5200-91、ZBJ62006.8-88、JB/GQ.F2002-861、滑块下平面对工作台上平面的平行度(mm)30%精度储备20%精度储备达到规定值大于规定值0.02+0.10/100×滑块下平面的被测长度2、滑块行程对工作台上平面的垂直度30%精度储备20%精度储备达到规定值大于规定值0.05+0.02/100×滑块行程长度(二)结构性能1、离合器、制动器接通率,当滑块行程次数≤16次/分时为70%,≤25次/分时为60%,≤45次/分时为50% 大于规定值10%大于规定值达到规定值达不到规定值2、液压超负荷保险装置、微调装置、吨位指示器全部具有全部具有部分具有没有(三)噪声dB(A)1、公称力≤10000kN ≤85 ≤87 ≤88 >882、公称力>10000kN ≤87 ≤88 ≤90 >90精压机代码:00444设备名称:精压机型号规格:公称力≥8000kN计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB3879-85、JB/GQ.F2005-861、滑块下平面对工作台上平面的平行度(mm)30%精度储备20%精度储备达到规定值大于规定值0.02+0.08/1000×滑块下平面实际检验长度2、滑块行程对工作台上平面的垂直度30%精度储备20%精度储备达到规定值大于规定值0.15+0.15/1000×滑块行程实际测量长度(二)噪声dB(A)1、公称力≤10000kN ≤85 ≤86 ≤88 >882、公称力>10000kN ≤87 ≤88 ≤90 >90精压机代码:00444设备名称:精压机型号规格:公称力≥8000kN计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB3879-85、JB/GQ.F2005-861、滑块下平面对工作台上平面的平行度(mm)30%精度储备20%精度储备达到规定值大于规定值0.02+0.08/1000×滑块下平面实际检验长度2、滑块行程对工作台上平面的垂直度30%精度储备20%精度储备达到规定值大于规定值0.15+0.15/1000×滑块行程实际测量长度(二)噪声dB(A)1、公称力≤10000kN ≤85 ≤86 ≤88 >882、公称力>10000kN ≤87 ≤88 ≤90 >90 自动冷镦机、多工位螺栓自动冷镦机代码:00468设备名称:自动冷镦机、多工位螺栓自动冷镦机型号规格:机制件杆部直径≥20mm计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照GB9166-88、JB/T3053-911、冲头夹持器模孔中心线对夹持器后支承面的垂直度(mm)在100长度上0.008 0.01 0.015 >0.0152、凹模座模孔中心线对凹模后座支承面的垂直度(mm)在100长度上0.008 0.01 0.015 >0.0153、冲头夹持器模孔中心线对滑块行程的平行度(mm)在100行程上0.016 0.02 0.02 >0.024、滑块行程对机身上与凹模座贴合的垂直面的垂直度(mm)在100行程上0.016 0.02 0.02 >0.025、工件头部对工件杆部中心线的偏移量(mm)<0.20 0.20~0.25 0.25~0.30 >0.30(二)生产率(件/分)20mm >80 70 65 <6530mm >60 50 45 <45多工位自动压力机代码:00475设备名称:多工位自动压力机型号规格:公称力≥4000kN计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB3848-85、ZBJ62006.8-881、主滑块下平面对工作台上平面的平行度(mm)30%精度储备20%精度储备达到规定值大于规定值0.02+0.10/1000×主滑块下平面长边实际检测长度2、主滑块行程对工作台上平面的垂直度30%精度储备20%精度储备达到规定值大于规定值0.04+0.02/100×主滑块行程实际测量长度(二)结构性能1、离合器、制动器干式镶块干式镶块干式镶块2、液压超负荷保险装置、小滑块微调装置全部具有全部具有没有没有3、润滑、模具、制品放置及次品自动检测装置全部具有部分具有没有没有(三)送料精度(mm)≤±0.30 ±0.30~0.50 ±0.50 >±0.50剪板机代码:00482设备名称:剪板机型号规格:剪板厚度≥25mm计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度(mm)参照GB/T14404-93、ZBJ62006.3-871、剪下条料的直线度在1000mm长度上0.25 0.5 1 >12、剪下条料的平行度在1000mm长度上0.15 0.30 0.75 >0.75(二)控制系统1、采用数控、数显有部分有无无2、采用插装阀有有无无(三)噪声dB(A)1、液压剪板机87 88 90 >902、机械剪板机90 91 93 >93三辊卷板机代码:00499设备名称:三辊卷板机型号规格:板厚度≥35mm计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)辊子扰度参照GB/T14404-93、ZBJ62023-89、JB3185-821、上辊扰度≤两轴承中心<规定值<规定值规定值>规定值间距离/10002、下辊扰度≤两轴承中心间距离/100<规定值<规定值规定值>规定值(二)结构特性1、采用数显装置有有无无2、采用液压传动装置有有无无(三)纵向接缝宽度均匀度长度2000~4000mm 4 5 7 >7长度>4000mm 5 6 8 >8型材棒料剪断机代码:00500设备名称:型材棒料剪断机型号规格:公称力≥2500kN计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)加工精度参照JB3867-85、JB/GQ.F2008-861、剪切精度(度) 3 4 6 >62、剪下棒料重量公差(%) 1 2 2.5 >2.5(二)结构性能采用数显、自动上下料、报警装置、偏心增力加料有有无无弯管机代码:00517设备名称:弯管机型号规格:弯管直径≥108mm计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)弯曲管件的圆度(R 弯曲半径)参照JB3851-85、ZBJ62006.10-88R=2D <10% <10% 10% 10%2D<R≤3D <9% <9% 9% 9% (二)弯曲管件内侧表面波D/100 2D/100 3D/100 3D/100纹度(三)弯曲管件的减薄量<15% <15% 15% 15%(四)噪声dB(A)82 83 85 85板料折弯机代码:00524设备名称:板料折弯机型号规格:公称力≥1000kN计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)板料折弯精度(度)±0.5 ±1 ±1.5 >±1.5参照GB/T14349-93、ZBJ62006.10-88(二)结构性能采用数控或计算机控制有有无无(三)噪声dB(A)公称力630~2500kN 液压82 83 85 >85公称力630~2500kN 机械87 88 90 >90公称力>2500kN 液压85 86 88 >88三铸造机造型机、高压造型机代码:00531设备名称:造型机、高压造型机型号规格:砂箱尺寸≥1000×750×400/300计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)生产率(箱/时)>240 120~240 80~120 ≤80(二)自动化程度采用微机控制能适应造型线的需要达到设计能力的60%以上实际产量达到设计要求的40%~60%实际产量低于设计要求的40%射芯制芯机代码:00548设备名称:射芯制芯机型号规格:芯重≥40kg计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)生产率(每个循环周期所需时间.秒)≤30 30~45 45~60 >65(二)噪声dB(A)负荷运转≤83 84~86 87~88 >88冷室压铸机代码:00555设备名称:冷室压铸机型号规格:≥630吨计量单位:台主要参数内容国际先进国内先进国内一般国内落后评定方法及说明(一)压射速度(m/s)>5 4~5 2~4 ≤2(二)建压时间(ms)≤30 30~40 40~80 >80(三)噪声dB(A)≤80 81~83 84~85 ≥85(四)自动化程度采用数控和带有自动喷涂、浇注、取件及切割、浇冒口采用机械手浇注、取件人工浇注、取件人工浇注、取件。
世纪星车床数控系统编程说明书

第三章 HNC-18IT/19IT 数控系统的编程指令体系 ............. 8
3.1 辅助功能 M 代码 ......................................................................................8
3.1.1 CNC 内定的辅助功能 ............................................................................................. 9 (1) 程序暂停 M00 ........................................................................................................ 9 (2) 程序结束 M02 ........................................................................................................ 9 (3) 程序结束并返回到零件程序头 M30 ................................................................... 9 (4) 子程序调用 M98 及从子程序返回 M99.............................................................. 9 3.1.2 PLC 设定的辅助功能 ............................................................................................ 11 (1) 主轴控制指令 M03、M04、M05 ...................................................................... 11 (2) 冷却液打开、停止指令 M07、M08、M09 ...................................................... 11
中部槽参数说明

1000mm
焊枪左右机构
(Y轴)
机构长度
3000mm
有效行程
2500mm
焊枪连接杆
60*60*2000
2000mm
数控系统
(平面轨迹控制)
FB2100
交大方菱
数字逻辑控制器PLC
综合控制
FX-1s
三菱
弧压升高控制系统
FX1N-2AD
焊枪高低随动控制
驱动电机
86BY601
行走控制精度高
电器控制柜
40
340
8
1.5
4 ~ 5
9 ~ 10
240 ~ 260
45
300
8
1.5
5 ~ 6
10 ~ 12
280 ~ 300
50
260
10
3
4 ~ 5Biblioteka 8 ~ 9180 ~ 220
45
320
8
1.5
2 ~ 3
5 ~ 6
备注:涂层厚度与电流、送粉速度、焊接速度、焊接材料有相应的关系,具体无法给予准确参数,仅供参考!
中部槽等离子堆焊熔覆机
本设备是我公司自组开发的多功能等离子粉末自动堆焊设备,主要用于中部槽等大型平面产品、内孔产品的堆焊等,适用于主要用于采煤机械、矿石机械等多种产品的堆焊。
主要部件详细配置
项目名称
尺寸型号
备注
基座床身
(X轴)
机构长度
3000mm
有效行程
2500mm
升降装置
(Z轴)
机构长度
1200mm
400*400*900
选用优质部件
图案与参数
图形
电流范围
各类机床型号分类及车床组系划分

课题1金属切削机床金属切削机床是用刀具切削的方法将金属毛坯加工成机器零件的机器,它是制造机器的机器,所以又称为“工作母机”,习惯上简称为机床。
机床是机械制造的基础机械,其技术水平的高低,质量的好坏,对机械产品的生产率和经济效益都有重要的影响。
金属切削机床诞生到现在已经有一百多年了,随着工业化的发挥咱,机床品种越来越多,技术也越来越复杂。
我国第三次工业普查的结果表明,截止到1995年底,我国机床拥有量为383.52万台,其中金属切削机床为298.39万台,已占机床总数的77.80%。
一、金属切削机床的分类、型号与主要技术参数???? 机床主要是按加工方法和所用刀具进行分类,根据国家制定的机床型号编制方法,机床分为11大类:车床,钻床,镗床,磨床,齿轮加工机床,螺纹加工机床,铣床,刨插床,拉床,锯床和其他机床。
? 在每一类机床中,又按工艺范围,布局型式和结构性能分为若干组,每一组又分为若干个系(系列)。
??? 除了上述基本分类方法外,还有其它分类方法:1.按照万能性程度,机床可分为:??? ①通用机床:??? 这类机床的工艺范围很宽,可以加工一定尺寸范围内的多种类型零件,完成多种多样的工序。
如,卧式车床,万能升降台铣床,万能外圆磨床等。
???②专门化机床:这类机床的工艺范围较窄,只能用于加工不同尺寸的一类或几类零件的一种(或几种)特定工序。
如,丝杆车床,凸轮轴车床等。
? ?? ③专用机床:???? 这类机床的工艺范围最窄,通常只能完成某一特定零件的特定工序。
如,加工机床主轴箱体孔的专用镗床,加工机床导轨的专用导轨磨床等。
它是根据特定的工艺要求专门设计,制造的,生产率和自动化程度较高,使用于大批量生产。
组合机床也属于专用机床。
?? 2.按照机床的工作精度,可分为普通精度机床,精密机床和高精度机床。
?? 3.按照重量和尺寸,可分为仪表机床,中型机床(一般机床),大型机床(质量大于10t),重型机床(质量在30t以上)和超重型机床(质量在100t以上)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
沈阳第一机床厂斜床身数控车床HTC3230
二.机床精度标准:
其它按机床标准配置执行。
五、技术资料:
1.机床使用说明书(机械)一份
2.合格证一份
3.装箱单一份
4.卡盘、油缸使用说明书(或维护手册)各一份
5.润滑泵说明书一份
6.刀架使用说明书一份
7.液压系统使用说明书一份
8.排屑器使用说明书一份
9.机床使用说明书(电气)一份
10.车床/加工中心系统通用用户手册(FANUC系统)一份
11.参数说明书(FANUC系统)一份
12.车床系统用户手册(FANUC系统)一份
13.维修说明书(FANUC系统)一份
14.控制柜空调机使用说明书一份
15.电路图册一份
16.PLC程序一份
17.机床控制参数表一份。