数控机床电气模块
认识数控机床的电气图
【例1—4】
故障现象:一台数控机床,某天开机,主轴报警,显示器显示
“S axis not ready”(主轴没准备好)。 分析及处理:打开主轴伺服单元电箱,发现伺服单元无任何显示
。用万用表测主轴伺服驱动BKH电源进线供电正常,而伺服单元数
码管无显示,说明该单元损坏。检查该单元供电线路,发现供电线 路实际接线与电气图不符,该单元通电起动时,KM5先闭合,2~3s 后,KM6闭合,将电阻R短接。电阻与扼流圈L的作用是在起动时防 止浪涌电流对主轴单元的冲击。 故障排除:按电气图重新接线,更换新主轴单元后,机床恢复正常 。
上电源后,系统开始自检,当自检完毕进入基本画面时,
系统断电。 分析及处理:经检查,故障原因是X轴抱闸线圈对地短路
。系统自检后,伺服条件准备好,抱闸通电释放。抱闸线
圈采用24V电源供电,由于线圈对地:一台FANUC-0T数控车床,开机后CRT无画面
1.电气原理图一般分为主电路、控制电路和辅助电路三个部分。 2.电气原理图中所有电气元件的图形和文字符号符合国家标准。 3.在电气原理图中,所有电气元件的可动部分均按原始状态画出。 4.动力电路的电源线应水平画出;主电路应垂直于电源线画出;控 制电路和辅助电路应垂直于两条或几条水平电源线之间;耗能元件应接 在下面一条电源线一侧,而各种控制触点应接在另一条电源线上。 5.电气原理图中采用自左向右或自上而下表示操作顺序,同时应尽 量减少线条数量,避免线条交叉。
1.分析主回路
2.分析控制电路
3.分析辅助电路 4.分析连锁与保护环节
5.总体检查
一、数控机床电气线路的分析
1.主回路分析
TK40A强电回路
2.电源电路分析
TK40A电源回路图
TK40A交流控制回路图
数控车床电气常用的元件

数控车床电气常用的元件数控车床常用的低压电气元件中的部分元件在机床运行的过程中常常频繁动作,因此电气元件的质量是安全运行的紧要因素之一,了解电气元件的工作原理,学会电气原理图的分析是数控车床维护和修理的基础。
1.变压器变压器是一种将某一数值的交流电压变换成频率相同但数值不同的交流电压的静止电器。
注意:由于变压器的线圈为储能元件,在进行数控维护和修理时,机床断电后变压器短时间内会连续带电,所以维护和修理时要注意安全。
2.接触器接触器是用来频繁地接通或分断带有负载的主电路的自动掌控电器,由电磁机构、触点系统、灭弧装置等部件构成。
3.继电器继电器是一种依据输入信号的变化接通或断开掌控电路,实现掌控目的的电器。
注意:继电器的触点不能用来接通和分断负载电路,这也是继电器的作用和接触器的作用的区分。
4.断路器低压断路器过去叫做自动空气开关,现采纳ECE标准称为低压断路器,低压断路器是将掌控器和保护电器的功能合为一体的电器,有效地保护串接在它后面的电气设备。
5.灭弧器消除电弧防止电弧弧光断路,防止造成设备损毁,提高开关分断本领以及保护人员安全。
6.开关电源开关电源被称作高效节能电源,由于内部电路工作的高频开关状态,所以自身消耗的能量很低,电源效率可达百分之80左右,比一般线性稳压电源提高近一倍。
在机床电路中为机床供给24v5v等机床所需要的直流电源。
7.按钮按钮通常用来接通或断开掌控电路,从而掌控电动机或其他电气设备的运行。
原来就接通的触点,称为常闭触点,称为常开触点。
注意:部分开关电源罩壳内有一个输入电源为110和220v的切换开关,安装时注意此开关的位置,输入相应电压,不然易损坏开关电源。
8.急停开关急停开关属于主令掌控电器的一种,当机器处于不安全状态时,通过急停开关切断电源,停止设备运转,达到保护人身和设备安全的目的。
急停开关通常为手动掌控的按压式开关,串联接入设备的掌控电路中,用于紧急情况下直接断开掌控电路电源,从而快速停止设备避开非正常工作。
FANUC数控系统机床电气原理图

YL-569型0i mate MD数控机床实训设备控制柜原理图版本:V14.41、本设备贯彻中华人民共和国机械行业标准JB/T.2739-2008 “工业机械电气图用图形符号”的规定2、本设备贯彻中华人民共和国机械行业标准JB/T.2740-2008 的“项目代号四段标志法”2.1 项目代号采用下列四段标记:第一段 高层代号 前缀符号为 = 例如=D00第二段 位置代号 前缀符号为 + 例如+A1第三段 种类代号 前缀符号为 - 例如-QF1第四段 端子代号 前缀符号为 :例如:103.本图纸还采用了JB2740标准的图区索引法4.代号意义B 总体设计布局及安排,接线板互连图D 电源系统,交流驱动系统N 直流控制系统P 交流控制系统5.斜体下划线表示线号如“5”表示5号线,用于智能化考核系统的输入。
F EDC B F ED图纸说明电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记CBAAF 3029285648U 44W 42润滑输出刀库后位输入刀库后位输出刀库前位输入刀库前位计数3813646362616059585756555453冷却排屑5049525351超程刀松刀夹松刀超程5251D E F DE标 记标 记更 改 文 件 号签 字日 期设备型号电气图号编 码电 气 原 理 图XT1表W 4117排屑电机W72V72U72风扇电机W34V34U34321控变380伺变220伺变380冷却电机U 41W32V32U32W31V31U31W1V1U116151413121110987654XT1BC BC输入公共端急停175416气压液位208206气密松刀抱闸24V200204I/O-24V 05CX362616CX41514控变24W 46U 465049启动急停系统24V 伺服24V继板24V 伺服220CX3控变110控变22076555W33V33U331U 43W 43U 43W 42U 42484746454443424140393837363534333231302928272625242322212019181.71.61.51.41.31.21.11.032313029202443.2F 2062021061042024342414039383736353433 2.72.52.32.1 2.62.42.22.03.03.1EDF 5620220420229202108202381360595857565554535251504948474645 3.33.43.53.63.7注:1、①表示端子号,例:①表示XT2:1XT2图电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记ED-KA1391.00.7304828PCB2009194681754535251-KA12-KA11XT22726252423222120876543211.21.42.62.42.22.01.61.51.72.12.32.52.71.3 1.1CB162650498167618060-KA18-KA17-KA16-KA15-KA1428191817161514131211100.60.50.40.30.20.10.0B010V24V 24V CBX2.1手摇倍率-XT1055F X2.0Y7.7手摇灯急停2423KP24启动停止222120194321KP24KP24*1RC-L+L DEF 17X11.5X2.5X2.4X2.3X2.2手摇轴选-XT106251816X4.7X11.6X11.7注:1、①表示端子号,例:①表示XT3:11514131211109876Y ZA24V0VX2.6X2.7X4.2XLC*10DE标 记标 记更 改 文 件 号签 字日 期设备型号电气图号编 码电 气 原 理 图XT3图XT3控制面板B C BCY2.5Y2.7Y2.6Y2.4Y2.3Y2.2Y2.1Y2.0F 41U439O 99C 272625EDF 39U43U47U46U422U42U44U4246U4344U434U4348478O 88C 7O 77C 6O 66C 5O 55C 4O 44C 3O 33C 2O 22C46454443424140393837363534333231302928注:1、①表示端子号,例:①表示XT2:1XT2电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记EDKA8242322XT5CBKA7KA5KA4KA6Y27Y26Y25PCB2009197Y24Y23Y22Y21KA2KA1KA3Y20500521201918171615141312111098765431010112345678921CB1--接地2--刀库U 3--刀库V 4--刀库W1--空脚2--抱闸0V 3--打刀缸4--抱闸24V 5--主轴气密封F XP1润滑、抱闸E DF XS31刀库电机接插件定义电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记ED1--0V2--刀库前位输入3--刀库前位输出4--刀库后位输入5--刀库后位输出6--计数7--空脚8--空脚9--24VWS20-5-KZXS1刀库信号CBWS20-9KZAWS28-12-kZ1--空脚2--主轴风扇U 3--主轴风扇V 4--主轴风扇W 5--冷却电机U 6--冷却电机V 7--冷却电机W 8--排屑电机19--排屑电机210--排屑电机311--照明电源112--照明电源2WS28-4-kZXS41主轴风扇 冷却电机 排屑电机CBA1--空脚2--空脚3--输入公共端4--气压5--松刀6--刀紧7--刀松8--空脚9--空脚10--空脚11--空脚12--空脚1--排屑输入信号2--照明输出信号3--冷却输入信号4--排屑反输出信号5--排屑正输出信号6--冷却输出信号7--M30断电信号8--24V-9--0V-10--刀库反转输出信号11--刀库正转输出信号12--润滑输出信号13--CX314--CX315--抱闸24V 16--抱闸0VF XS81 PLC信号EDF XS71 刀库输入信号接插件定义电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记EDWS28-16-kZXS51伺服主电源1--伺服电源1(驱动风扇)2--伺服电源23--伺服电源3(驱动风扇)4--地线CBTYP-5618-k1--空脚2--超程3--超程4--X05--Y06--Z07--X限位8--Y限位9--Z限位10--输入公共端WS24-10-kZXS91 限位信号WS24-12-kZCBWS28-16KTD WS24-10JTD F WS24-12KTD WS24-12-JZXS72 刀库输入信号XS42主轴风扇、润滑电机、冷却电机WS28-12KTD WS28-12-JZWS20-9KTD XS2刀库信号WS20-9JZWS24-10KTD XS92 限位信号WS24-10-JZ XS32刀库电机WS28-4KTD WS28-4-JZ WS20-5KTD XP2润滑、抱闸WS20-5-JZXS82PLC信号WS28-16-JZ备用XS91 限位信号WS24-10-kZ机床侧EDF 备用备用XS52伺服主电源接插件连接图电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记EDXS41主轴风扇、排屑电机、冷却电机WS28-12JTD WS28-12-kZXS43主轴风扇、润滑电机、冷却电机WS28-12JTD WS28-12-kZWS28-16JTD WS28-16-kZXS83PLC信号XS33刀库电机WS28-4JTD WS28-4-kZ备用WS28-16JTD WS28-16-kZXS31刀库电机WS28-4JTD WS20-5JTD WS20-9JTD WS28-4-kZXS81PLC信号XP1润滑、抱闸XS1刀库信号WS20-5-KZWS20-9KZCBTYP-233-J XS53伺服主电源TYP-5618-k接线柜侧备用控制柜侧TYP-233-K TYP-233-J WS24-12JTD WS24-12-kZXS71 刀库输入信号TYP-5618-jXS51伺服主电源TYP-5618-kCB技术要求:黑色--交流或直流动力线红色--交流控制线蓝色--直流控制电路白色--直流0V F A电源输入端子NNU422U42W42-KA18=N00/18.D9S9分励脱扣DE-W1L3L2L140A-QS0BC1L11L21L350HZ 40A3相5线 380V 设备总电源(电气控制单元)F 标 记标 记更 改 文 件 号签 字日 期编 码A短路保护NDE设备型号电气图号电 气 原 理 图电路图总电源保护接地铜排L11L12L13BC2L12L22L3=D01/1.B2-QS1 -FU1D40A 32A6mm 2黑色漏电保护F 编 码日 期签 字更 改 文 件 号标 记标 记F 单片机电源AA故障板电源、YL-015-GS3E D CBNL1=D00/1.C94L12A-Q2+5V0V单片机板考核系统电源图电 气 原 理 图电气图号设备型号ED+12V0V故障板CB20.75mm 黑色设故系统电源控制F =P01/1.D8D EF 标 记标 记更 改 文 件 号签 字日 期编 码DE设备型号电气图号电 气 原 理 图伺服主电源图伺服主电源AXS52XS51220V~220V~220V~=D01/2.F5U33V33W33B CA24mmBC。
数控机床的电气识图知识讲义(1)
数控机床的电气识图知识讲义(1)数控机床的电气识图知识讲义一、数控机床的概述数控机床是通过数控系统控制机床运动轨迹,加工出带有一定形状、尺寸和位置精度的零部件的机床。
数控机床具有高精度、高效率、高自动化程度等优点,已经成为现代工业生产的重要设备之一。
二、数控机床的电气系统概述数控机床的电气系统包含了控制系统、馈电系统和驱动系统。
控制系统由计算机和各种控制卡组成,用于对机床的运动、工艺、参数等进行控制,馈电系统用于为各个系统供电,包括中高压电源、低压电源、电源滤波等设备,驱动系统用于控制电机运动,主要包括伺服驱动器、步进驱动器等。
三、数控机床的电气识图知识电气识图是指根据机床电气装置的原理和构造,把各种元器件、接线、继电器和开关量用符号组合成为可以表示各种电气控制功能的电路图。
数控机床的电气识图知识主要包括以下几个方面:1.通用符号标记方法通用符号标记方法是电气图中的一种语言,电气工作者通过共同的符号加强交流与合作,如在电气图中用矩形表示接通开关,用箭头表示指向机床速度的电流等。
2.电气图的绘制方法电气图的绘制方法有线路独立法和递进法两种,线路独立法是指将各个元器件的连线竖直排列在同一画面上;递进法是指将各个元器件的连线按照部件的递进顺序排列,且相邻部件将其点和线连接。
3.控制电路的绘制方法控制电路是数控机床中的核心部分,其绘制要注意控制功能的准确表示,包括输入模块、输出模块、中间模块和整体模块等。
4.梯形图的绘制方法梯形图是控制电路中常用的一种表示方法,一条竖直的线代表一个输入端子,横线表示各种条件和控制逻辑的连接。
5.电气故障诊断的方法数控机床的电气系统非常复杂,一旦出现故障很难判断其具体原因。
故障诊断方法主要包括了精细化的电气设备维护、系统层次的排除故障等,维修工具和资料准备与技术培训不可或缺。
四、总结数控机床的电气识图知识对于数控机床的正常运行和人员维护是非常重要的,只有掌握了数控机床的相关知识,才能更好的进行机床维护和故障排除。
数控机床电气控制系统的组成
数控机床电气控制系统的组成在今天这个科技飞速发展的时代,数控机床可谓是工业界的“明星”。
想象一下,机器自动精准地完成各种复杂的加工任务,简直让人惊叹不已!不过,要让这些机床跑起来,可少不了它们的电气控制系统。
今天咱们就来聊聊这个神秘又有趣的系统,看看它到底是由哪些“拼图”组成的。
1. 数控系统1.1 控制器数控机床的核心,非控制器莫属。
就像是机器的大脑,负责处理所有的数据和指令。
控制器能接收来自计算机的程序,分析出机器应该怎么动,真的是个小天才!想象一下,你给它发个指令,它立马就能做出反应,分分钟就能把一块金属变成你想要的形状。
控制器的“聪明才智”让机器变得活灵活现,不再是个死板的工具。
1.2 操作面板再说说操作面板,这可是人机互动的“桥梁”。
操作面板就像是机器的脸,让操作员能轻松地与它沟通。
通过触摸屏、按钮等,操作员可以设置参数,查看状态,甚至手动控制机器。
试想一下,当你在操作面板前,轻轻一按,机床就开始转动,那感觉就像是在指挥一场音乐会,简直爽歪歪!2. 驱动系统2.1 电动机驱动系统是数控机床的动力源泉,而电动机就是这其中的“大力士”。
这家伙负责将控制器的指令转化为实际的运动,没它可不行。
电动机有各种类型,比如步进电动机和伺服电动机,每种都有自己的拿手绝活。
就像在打游戏,不同角色有不同的技能,而电动机就是为机床“加油”的那一位,让它能快准狠地完成各种任务。
2.2 驱动器接下来是驱动器,它就像电动机的“教练”,负责控制电动机的运行状态。
驱动器会根据控制器发来的信号,调整电动机的转速和方向,确保机床始终在正确的轨道上前行。
想象一下,如果电动机是个跑步运动员,那驱动器就是在旁边不停喊着“加油”的教练,让运动员能发挥出最佳水平,争取到达终点。
3. 反馈系统3.1 传感器反馈系统可是数控机床的“眼睛”,它的好坏直接影响到加工的精度。
传感器负责实时监测机床的运行状态,捕捉位置、速度等信息,然后把这些数据反馈给控制器。
数控机床电气模块(一)

数控机床电气模块(一)数控机床电气模块是指数控机床中负责控制电气部分的模块,是数控机床运行最核心的部分。
数控机床电气模块的稳定性和可靠性是保证整个数控机床正常运转的关键。
一、数控机床电气模块的概述数控机床电气模块是数控机床最为重要的部分之一。
它主要负责控制机床各个控制部分的电路,使机床能够按照预设程序精确地完成工作。
电气模块的主要任务是将数控系统中的指令转换为各个机床组成部分的电信号,控制机床的各种动作,如进给、切削、定位等。
电气模块还可以采集和处理数控系统中各个传感器、编码器等传来的信号。
二、数控机床电气模块的工作原理数控机床电气模块是由许多电路模块和组件组成的。
这些模块和组件按照一定的规律组成了数控机床的核心电路,它们主要负责控制机床运动的各个参数,如转速、进给速度和位置等。
同时,它们还能够检测机床的运行状态,及时向数控系统反馈机床的状态,以便下一步决策。
数控机床电气模块内部主要通过PLC程序控制各项运动,由数控系统发出的指令经过加工,转换成为各个电气元器件能够识别的信号,通过这些信号来控制电气元器件的工作状态,从而实现机床的各项运动。
三、数控机床电气模块的重要性数控机床电气模块是数控机床最为重要的部分之一,它影响着整个数控系统的稳定性和安全性。
它的稳定性和可靠性对整个数控机床的运行是至关重要的。
一旦数控机床电气模块出现故障,就会影响到机床的正常运行,还可能导致机床的损坏和产生危险。
四、数控机床电气模块的维护数控机床电气模块的维护十分重要。
在正常使用期内,需要定期对数控机床电气模块进行维护,以保证它的正常运行。
在维护过程中,需对各个部分的连接处、绝缘性、插拔等进行检查,排除电气部分的故障。
另外,还需要对电气元器件进行定期更换和升级,以保证数控机床的稳定性和可靠性。
总之,数控机床电气模块是数控机床中最为重要的部分之一,它是整个数控系统的核心部分,在使用过程中需要定期进行维护和升级以保证机床的正常运行。
数控成型磨床MK7132x20电气电路图与PLC梯图(西门子802D)
JBK3-250,380V/220V(50VA)/110V(200VA)
DL-1000A,AC220V
1
LC1-D0910F5C,AC110V
1
KMX-05/2,AC220V
1
JZ3-3,2500mA
2. 电气系统的工作环境和运行条件
2.1 环境温度 机床安装处的环境温度不得高于 40°C,最低温度不得低于+5°C,24h 平均温度不得超过 35°C。 2.2 海拔高度 机床安装处海拔高度应在 1000 米以下。 2.3 大气条件 机床工作环境中不应存在超量污染物(如灰尘、酸类物、腐蚀气体、盐类),相对湿度 应在 30%-95%范围内(无冷凝水)。否则应加装相应防护装置。
MDI 为编辑方式。 JOG 为手动方式,包括连续点动和增量方式。 AUTO 为自动方式,运行加工程序时,必须在此方式下。注意,在运行加工程
序前,必须确保各伺服轴已经回过绝对零位。 REF 为回零方式,在机床控制系统正常上电后,一般都要在此方式下,各伺
MK7132x20
使用说明书(电气部分)
20-HL1 21-Sቤተ መጻሕፍቲ ባይዱ1
6.13 报警信号显示与处理 6.13.1 系统报警其意义与处理方法见 SIEMENS 802D 诊断手册。 6.13.2 本机床专设用户报警如下:
700004 自动 驱动器未就绪 700007 自动 交流电机过载 700011 自动 KA11 吸盘失磁 700033 自动 M59,喷嘴位置须调整。 700002 自动 M60,砂轮已用至极限,须更换。
MK7132x20 型 数控成型磨床
使用说明书
(电气部分) 工作台面宽度 320mm 工作台面长度 2000mm 出厂编号: 0001
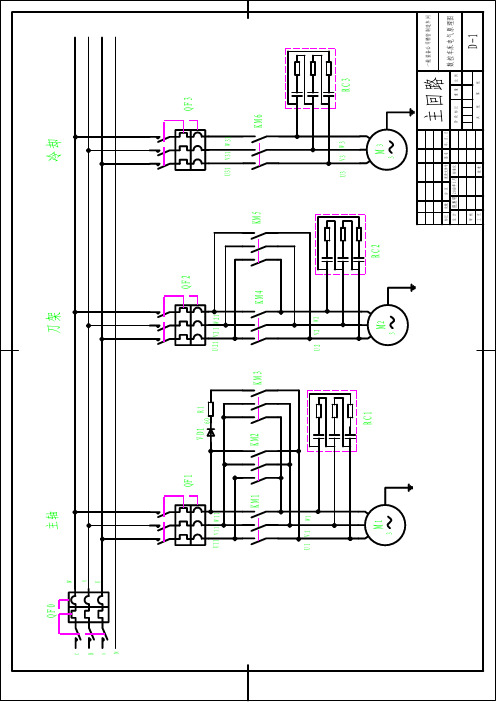
数控车床电路图纸
比 例
数控车床电气原理图
批 准
共
张
第
张
D-3
NC接口
CN6
P4
P1
P17 P18
P5
P13 P6 P14 P8 P21
P9
P15 P22
P10
T4
P3
T5 T6 O1 O2 O3 TO O4 O5
P16
P23
P11
P24
T1
T2
T3
O6
O7
08
KA1
KA3
KA5
KA7
刀架接口
SB0
KA2
KA4
KA6
倪惠明 2003年1月
审 核 工 艺
标准化
阶 段 标 记
重 量
比 例
数控车床电气原理图
批 准
共
张
第
张
D-5
X轴伺服联接
R S T r t G U V W U V W
R
S
T
伺 服 电 G 机
CNC
23 37 4 6 B` C C` +24 SG
SG
பைடு நூலகம்1 A A` B
伺 服 驱 动 器 X
2 4 5 6 9 12 13 14 8 30 3 5 7 21 20
一拖装备公司精密制造车间
倪惠明 2003年1月
审 核 工 艺
标准化
阶 段 标 记
重 量
比 例
数控车床电气原理图
批 准
共
张
第
张
D-7
5
KM2
10 13
KM1
KM1
KM5
KM4
19
4
常用机床电气控制
常用机床电气控制机床电气控制是指对机床进行电气控制的过程。
在机床加工过程中,电气控制起着至关重要的作用。
通过合理的电气控制,可以实现机床各个部件之间的协调运动,提高机床的加工精度和生产效率。
本文将介绍常用的机床电气控制方法和技术。
1. 开关控制电路开关控制电路是机床电气控制中最根本的一种方式。
通过合理布置开关和连接导线,可以实现机床的启动、停止、正转、反转等根本动作。
开关控制电路通常由电源、开关、继电器等组成。
在机床电气控制中,常用的开关包括按钮开关、限位开关、接近开关等。
2. PLC控制PLC〔可编程逻辑控制器〕是一种常用的机床电气控制设备。
PLC具有编程灵巧、可靠性高、扩展性强等特点,在机床控制领域得到广泛应用。
PLC控制系统通常包括输入模块、输出模块、CPU模块和编程设备等组成。
通过编程,可以实现机床的自动控制、动作顺序控制、程控调速等功能。
3. 变频调速控制变频调速控制是机床电气控制中常用的一种方法。
通过变频器调节电机的频率和电压,可以改变电机的转速,实现机床的调速功能。
变频调速控制具有调速范围广、调速精度高、动态响应快等优点。
在机床加工过程中,常用的变频器有V/F 控制器和矢量控制器。
4. 伺服控制伺服控制是机床电气控制中应用广泛的一种技术。
伺服控制利用伺服电机和编码器等设备,通过反响信号实现对机床位置、速度和力矩等参数的控制。
伺服控制具有响应速度快、定位精度高、稳定性好等特点,在精密加工领域得到广泛应用。
5. 数控控制数控控制是机床电气控制的一种高级形式。
数控控制通过计算机控制系统实现对机床的自动控制。
数控控制具有编程灵巧、加工精度高、生产效率高等优点。
在数控系统中,通常包括数控装置、伺服系统、操作面板和编程设备等。
6. 总线控制总线控制是机床电气控制中越来越重要的一种方式。
通过总线技术,可以将各个电气设备连接在一起,实现数据传输和设备控制。
常用的总线控制技术包括CAN总线、以太网、Profibus等。
数控机床常用电气元件

灭弧器
热继电器
电流调节凸主电路接线
轮
柱
手动复位按钮
触点接线柱
(a) 外形
触点
导板
热元件
(b) 结构
热继电器
作用及分类 热继电器是一种利用电流的热效应来切断电路的 保护电器。专门用来对连续运转的电动机进行过 载及断相保护,以防电动机过热而烧毁。
按相数分为
两相热继电器 三相热继电器
不带断相保护 带断相保护
SB
复合触头
按钮的选择应根据使用场合、控制电路所需触点数目及按钮颜色等 要求选用。
一、控制按钮
数控机床上的按钮站
一般用: 红色表示停止和急停;绿 色表示起动; 黑色表示点动; 蓝色表示复位; 另外还有黄、白等颜色, 供不同场合使用。
二、行程开关
作用:用来控制某些机械部件的运动行程和
位置或限位保护。
常用的热继电器有JR0、JR14、JR15、JR16、R20等系列。 热继电器的基本技术数据可查阅有关资料。
热继电器的选择 1)根据实际要求确定热继电器的结构类 2)根据电动机的额定电流来确定热继电器的型号、 热元件的电流等级和整定电流。
数控机床电气控制系统的PLC设计浅述

数控机床电气控制系统的PLC设计浅述数控机床是一种集机械、电子、液压、气动、光学、计算机技术等多种技术于一体的高精度、高效率、高自动化的机械设备。
而在数控机床中,电气控制系统是整个设备的中枢部件之一,起着至关重要的作用。
而在电气控制系统中,PLC(Programmable Logic Controller可编程逻辑控制器)的设计和应用更是至关重要,无论是控制逻辑、信号处理、通信还是系统监控都少不了PLC的身影。
本文将就数控机床电气控制系统中PLC的设计进行浅述。
一、PLC基本原理PLC是一种专门用于工业控制的微机,其基本原理是通过输入信号的感知和处理,以及根据预设的程序和逻辑控制输出信号,从而实现对各种机械设备的自动控制。
PLC主要由输入/输出模块、中央处理器、存储器和通信模块组成。
当输入信号发生变化时,PLC通过处理器执行相应的程序,然后再通过输出模块对连接的执行器进行控制。
PLC因其稳定性好、可靠性高和可编程性强等特点,被广泛应用于工业自动化领域。
数控机床的电气控制系统一般包括工作模式选择、速度控制、位置控制、加工参数设定、报警保护等功能。
而这些功能正是通过PLC来实现的。
在数控机床中,PLC主要起着以下几个方面的作用:1. 控制系统逻辑控制PLC在数控机床中主要负责对控制系统的逻辑控制。
通过对工件加工过程中的各种信号进行采集和处理,PLC可以判断加工状态、工作情况和设备运行状态,从而根据设定的程序和逻辑关系实现设备的自动化控制。
2. 通信及数据处理PLC在数控机床中还承担着通信及数据处理的任务。
它可以与数控系统、人机界面、传感器、执行器等进行数据通信和交互,实时获取加工参数、设备状态等信息,并进行相应的数据处理,从而保证设备的稳定运行。
3. 故障诊断与报警保护PLC还承担着故障诊断与报警保护的功能。
当设备发生故障或异常情况时,PLC可以及时检测并发出报警信号,避免进一步损坏设备,保护设备和人员的安全。
MJ
左
毅 罗明顺
孙 晓艳
唐秀仙
( 南一机床集 团有 限公 司) 济 摘 要: 数控机 床 的模块 化设计 包括 机械结构 的模 块化 设计 和 电气 控 制 系统 的模 块 化设 计 两部分 。 文章 以 Ⅲ 系列数控车床 为例 . 据作者 的实 际工 作经验 , 电气 控制 的角 度介 绍 了数控 机 床 电气 模块 化 设 根 从 计的基本 思路 . 出 了以 P C程 序 的模块化 设计 为核 心 的数控机 床 的电气 模块化 设计 方法 。 提 L 关键 词 : 数控 机床 电气模 块化 设计 P C程序 的模 块化 设计 L
为该模 块 预 留 了输 人/ 出地 址 和 内存 空 间 。当用 户 输
综合 Ⅲ 系列数 控车床各机床 的特点 . 可将 PC L 程序划分为 8 个模块 . 即公共 信号模块 、 基本控 制模
块、 刀架模块 、 主轴模块 、 和尾 座模 块 、 卡盘 选择 功 能模
块、 报警模块和扩展功能模块 。 公共信号模块 信号 基本控制模块 主要用来处理紧急停止 、 液压 、 润 滑、 冷却 、 方式选择 、 手动进绐 、 速度修调 、 程序启停等
Ⅲ 系列 数控 车 床共有 1 个 型号 、3种规 格 , 盖 2 2 覆 q0 oo一 回转 直径 范围 , 机械 结 构 自设 计之 初 , 0~1on 2 其
进行逻辑控制。Ⅲ 系列数控车床的刀架共有 4种类 型. 即编码式电动刀架 、 编码式 液压刀架 、 计数式 电动 刀架和计数式液压刀架 。根据逻辑控制的异同性 , 可 将刀架模块划分为编码式刀架模块与计数式刀架模块 两种 , 种模块 中又都 包括 了 电动 刀架 与液 压 刀架 两 每 种控制逻辑 具体应用中根据机床的实际配置选择编
数控机床电器控制系统的组成
数控机床电器控制系统的组成数控机床是一种高精度、高效率的机床,它能够实现复杂零件的加工。
数控机床的核心是数控系统,而电器控制系统则是数控系统中的一个重要组成部分。
本文将介绍数控机床电器控制系统的组成。
一、数控机床电器控制系统的基本组成数控机床电器控制系统包括电器控制柜、电源、电机、传感器、执行器等组成部分。
其中,电器控制柜是数控机床电器控制系统的核心部分,它包括主控制板、驱动板、电源板、交流接触器、断路器等。
主控制板是数控机床电器控制系统的中央处理器,它负责接收数控系统发出的指令,并将其转化为电信号发送给驱动板。
驱动板则负责控制电机的转动,它通过接收主控制板的信号,控制电机的转速和方向。
电源板则负责为整个电器控制系统提供电源,它将输入的交流电转化为直流电,并为各个部件提供稳定的电压和电流。
交流接触器和断路器则负责保护电器控制系统的安全。
交流接触器在电器控制系统中扮演着开关的角色,它可以控制电器的通断,从而实现电器的启动和停止。
断路器则可以在电器控制系统出现故障时自动断开电路,从而保护整个系统的安全。
二、数控机床电器控制系统的主要功能数控机床电器控制系统的主要功能包括:1、控制电机的转速和方向。
数控机床电器控制系统通过驱动板控制电机的转速和方向,从而实现机床的运动。
2、控制机床的进给速度。
数控机床电器控制系统可以通过控制电机的转速和方向,从而控制机床的进给速度。
3、保护机床的安全。
数控机床电器控制系统可以通过交流接触器和断路器保护机床的安全,避免机床因电器故障而受到损坏。
4、监测机床的状态。
数控机床电器控制系统可以通过传感器监测机床的状态,从而实现机床的自动化控制。
三、数控机床电器控制系统的优点数控机床电器控制系统具有以下优点:1、高精度。
数控机床电器控制系统可以精确控制机床的运动,从而实现高精度的加工。
2、高效率。
数控机床电器控制系统可以实现机床的自动化控制,从而提高加工效率。
3、可靠性高。
数控机床电器控制系统采用模块化设计,各个模块之间相互独立,从而提高了系统的可靠性。
数控机床电气控制基础

模块一数控机床电气控制基础[模块教学内容]1、介绍数控机床主电路常用电器元件包括低压断路器、开关、熔断器、接触器、热继电器以及变压器的结构、原理、功能、技术参数、选型和应用。
2、介绍数控机床控制电路常用电器元件包括继电器、按钮、开关、信号灯和直流稳压电源的结构、原理、功能、技术参数、选型和应用。
3、介绍图形文字符号及选择方法;数控机床电气原理图的画法规则。
[模块学习目标]1、了解数控机床主要电器的结构。
2、掌握数控机床主要电器的基本应用技术。
3、掌握组成电气控制线路的基本规律和绘图方法。
单元一数控机床主电路常用电器元件数控机床是在通用机床基础之上发展而来的,至今很多方面还保留着通用机床的痕迹,在电气系统主电路方面二者仍然是统一的。
本单元介绍数控机床主电路常用的电器元件,如低压断路器、开关、熔断器、接触器等,同时介绍其工作原理及选用原则,以便学会正确选择和合理使用,为分析和设计数控机床电气控制线路打下基础。
一、电器的作用与分类根据外界特定的信号和要求自动或手动接通或断开电路,断续或连续改变电路参数,实现对电路或非电对象的接通、切换、保护、检测、控制、调节作用的装置称为电器。
工作在交流 1200V、直流 1500V 额定电压以下的电路中,能根据外界信号(机械力、电动力和其他物理量),自动或手动接通和断开电路的电器称为低压电器。
其作用是实现对电路或非电对象的切换、控制、保护、检测和调节。
数控机床电气控制系统中采用了低压电器作为基本组成元件,而且控制系统的优劣与所用的低压电器直接相关,因此掌握低压电器的基本知识和常用低压电器的结构及工作原理,并能准确选用、检测和调整常用低压电器元件,才能够分析数控机床电气控制系统的工作原理,处理及维修一般故障。
低压电器种类繁多、功能各样、构造各异,工作原理各不相同,常用低压电器的分类方法有:1.按操作方式分类(1)自动电器依靠自身参数的变化或外来信号的作用,自动完成接通或分断等动作,如接触器、继电器等。
数控铣床电气图参考

数控铣床电气图分析数控机床的电气册由数控机床厂商提供,电气原理图一般包括主电路、控制电路、进给伺服驱动电路、主轴驱动电路、CNC接口电路和PLC输入输出电路。
除此之外还提供电气元件安装位置图等,便于维修。
机床厂在设计电气图册时一般考虑多种不同情况,如不同的主轴变频器,全闭环或半闭环系统等,因此电气图上会用虚线框标示出来一些选件,这些选件在实际机床电气配置不一定都有,因此在利用电气图进行维修时首先应清楚机床实际的电气配置。
(一)主电路数控机床主电路主要包括电源的进线,总开关,冷却、润滑、排屑、散热风扇等辅助功能的电机连接,如果因伺服动力电不是380V,还需要动力变压器和控制变压器的变压电路。
图3-6-1 主电路图一由图3-6-1可以看到,该机床采用三相五线制供电,电网三相380V电L1,L2,L3经总开关QF1输入至电气柜,给各支路供电,QF1带有分离脱扣,当机床执行指令M30时,中间继电器KA11得电,QF1断开,实现了机床关机。
机床排屑、冷却及主轴风扇电动机都配有过载保护开关QM,QM的作用相当于QF 和FR的作用。
FV为限压保护器件,在电动机频繁起停时起干扰作用。
在图纸上标注的3/E4表示此处与第3页E4区标有320和0线号的地方连接,2/B1表示与第2页B1区是相同的三条线。
XB0是地线的接线排,此外在图纸上还标明了连接线的线径和QM的型号及电流设定值。
图3-6-2 主电路图二在第2张主电路图当中,通过一个两相的QF2接到单相变压器上,变压器有24V和220V两个抽头,其中24V用于机床照明灯EL1,EL2;220V用于给其它设备供电,包括热交换器,机床润滑泵,以及两个开关电源。
此处开关电源VC1用于系统和PLC输出继电器供电,开关电源VC2用于电磁阀和三色灯供电。
在图中320,0,306,307,308,309,310,311,312,0N,+24A,0D,+24D等都表示线号,在接线或查找机床故障时,应该对应找标有这些线号的线去测试。
数控车床电气元件明细表

数控车床电气元件
代号名称规格或型号数量用途
M1三相异步电机Y2-15-47.5kW1主轴拖动M2冷却泵电机AOB-2590W1带动冷却泵
M3三相异步电机AOS5634250W1带动工作台快速移动
FR1热继电器JR16-20/3D15.1A1M1过载保护
FR2热继电器JR16-20/3D0.32A1M2过载保护
KM1交流接触器CJ10-20B线圈电压110V1控制M1
KA1中间断电器JZ7-44线圈电压110V1控制M2
KA2中间断电器JZ7-44线圈电压110V1控制M3
FU1螺旋式熔断器RL1-15熔芯6A3M2、M3短路保护
FU2螺旋式熔断器RL1-15熔芯2A1控制电路短路保护
FU3螺旋式熔断器RL1-15熔芯4A1信号灯短路保护
FU4螺旋式熔断器RL1-15熔芯4A1照明灯短路保护
SB1按钮LA19-11红色1M1停止
SB2按钮LA19-11绿色1M1起动
SB3按钮LA9绿色或黑色1M3起动
QS1组合开关HZ2-25/325A1机床电源总开关
QS2组合开关HZ2-10/110A1控制M2
SA纽子开关1照明灯开关
TC控制变压器BK-150380V/110V/124V/6.3V1控制、照明、指示。
数控机床的电气连接与调试

840C型数控装置是32位微处理机系统,具有计算机辅助设计 (CAD)功能,能控制多轴,可5轴联动。
⑤SINUMERIK8型
8型数控装置时用于柔性制造的控制系统,它采用多微处理器, CPU均为8086
2021/9/15
7
项目1:数控系统的连接及调试
⑥SINUMERIK840D型 SINUMERIK 840D系统适用于所有的数控场合,10个加工通道,从2轴 到31轴控制。系统有三种基于不同计算机性能主板而分别适用于高级、 中级和基本的应用范围。840D系统控制器和相关的软件均按照模块化 结构进行配备,可以实现从复杂的多轴运动控制直到高速切削所需要 的数控系统基础平台和应用范围很广的应用操作知识库。零件的编程 以易于操作使用为原则,可使用循环方式和轮廓方式直接进行编程, 用通俗易懂的图形模拟方式验证切削路径和几何尺寸,可选定一个面、 顶部或三维观察的方式,采用带刀尖轨迹或不带刀尖轨迹进行模拟显 示
2021/9/15
1
项目1:数控系统的连接及调试
④F16系列
F16系列的性能位于F15系列和F0系列之间,结构为多主控总线, 它采用CISC处理器的基础上增加了用于高速运算处理的32位RISC 高速处理器
⑤F18系列
F18系列是在F16系列之后推出的32位数控装置,性能位于F15系列 和F0系列之间。但低于F16系列
简单的操作编程支持工具MANUAL GUIDE 0i
针对磨床的独特控制功能
以太网功能
数据服务器功能
2021/9/15
3
项目1:数控系统的连接及调试
2021/9/15
CP1:系统直流24V输入电源接 口FUSE:系统DC24V输入熔断
器(5A)。 JA7A:串行主轴/主轴位置编码器
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.逻辑“非”关系
❖ 若当某个条件满足时, 接触器线圈不得电(失 电),则可采用常闭按 钮(或触头)串联接入该 线圈电路中的接法来组 成控制线路(如互锁、 制约控制 等)
KA1 KM
KM
F KM1
(c)控制线路实例
c)示出了继电控制线路中“非”运算的实例,通常称KA为原 变量,为反变量,它们是一个变量的两种形式,如同一个继 电器的一对常开、常闭触点,在向各自相补的状态切换时同 步动作。图(b)中,触点KA的取值与线圈KM的取值相同, 而KM1与继电器的常闭触点的取值相同,所以,故实现了非运算。
❖ 基本功能:
❖ ①逻辑运算与编程功能 ❖ ②高速计数与脉冲输出功能 ❖ ③通信功能 ❖ ④其他功能
(一) 接触器
一、接触器的用途和分类
❖ 用途:用来频繁接通和断开电动机或其
他负载主电路。是机床电动机主电路中最 重要的控制电器。
❖ 分类:
接触器分为
交流接触器
直流接触器
二、接触器的结构
接触器结构
❖ ②电路或元件应按功能布置,并尽可能地按工作顺 序排列,对于次序清楚的简图,尤其是电路图和逻 辑图,其布局顺序应该是从左到右、从上到下。
❖ ③为了突出或区分某些电路、功能等,导线符号、 信号通路、连接线等可采用粗细不同的线条来表示。
❖ ④元件、器件和设备的可动部分通常应表示在 非激励或不工作的状态或位置。
❖ 1.逻辑“与”Байду номын сангаас系
❖ 当几个条件都必须具备, 接触器线圈才得电时, 可采用常开按钮(或触 头)串联接法来组成控 制线路(如顺序控制 等)
KA1 KA2 KM
(a)控制线路实例
图(a)显示出了继电控制线路中“与”运算的实例,它表示触点的 串联。若规定触点接通为“1”,断开为“0”,线圈通电为“1”,断 为“0”,则可以写出KM=KA1×KA2,只有触点KA1、KA2均接通 接触器线圈KM能通电。
六、接触器的图形和文字符号
:
KM
KM
KM
KM
线圈 常开(动合)触头 常闭(动断)触头
七、接触器的主要技术参数
1、额定电压 2、主触头额定电流 3、辅助触头额定电流 4、主触点和辅助触点数目 5、吸引线圈额定电压 6、接通和分断能力
八、接触器的选用
❖选用接触器的原则: 1)控制交流负载应选用交流接触器,控制直流负载则选 用直流接触器。 2)接触器的使用类别应与负载性质相一致。 使用类别 3)主触点额定电压应大于或等于负载回路的额定电压。 4)主触点的额定电流应大于或等于负载的额定电流。 5)吸引线圈电流种类和额定电压应与控制回路电压相一 致,接触器在线圈额定电压85%及以上时应能可靠吸合。 6)接触器的主触点和辅助触点的数量应满足控制系统的 要求。
❖ 特点:是属于同一电器的不同的部件,依据 原理分别画在相应的电路中(如交流接触器的 主触头画在主电路上,辅助触头及线圈画在 控制电路上)。
❖ 作用:能够清楚地表明电路的功能,便于分 析工作原理。在电气控制线路的设计、安装、 调试、维护、检修中都要用到原理图。
2)原理图的若干绘制原则
❖ ①表示导线、信号通路、连接线等的图线可水平或 垂直地布置,也可以用斜的交叉线,但应是交叉和 折弯最少的线段。
❖ 2.逻辑“或”关系
❖ 当几个条件中有一个条 件满足控制要求,接触 器线圈就可得电时,可 以采用几个常开按钮 (或触头)并联接法来组 成控制线路(如自锁、 多点启动环节 等)
KA1
KM
KA1
(b)控制线路实例
(b)显示出了继电控制线路中“或”运算的实例, 它表示触点的并联,可写成KM=KA1+KA2, 当触点KA1或KA2接通,或者KA1和KA2都接通时, 接触器线圈都可通电
❖ ⑤按照“积零为整看全部”的方法纵观全电路,进 行整体分析。抓住电气控制的特点,深刻理解并分 析各电器元件的作用,以期完全掌握分析的基本方 法,养成分析的习惯。
(三)PLC的内部继电器和一般继电器有何不同?
电磁式继电器
速度继电器
热继电器
西门子PLC基本逻辑指令有哪些?
电磁系统 触点系统 灭弧装置
电磁系统由
电磁系统
铁心 衔铁 励磁线圈
等几部分组成
常用的磁路结构 1-衔铁 2-铁心 3-线圈
触头系统
点接触式: 用于电流不大的场合
桥式
结构有
面接触式:用于电流较大的场合
指式 :适合于触头分合次数多、电 流大的场合
触头 分为
主触头:用于通断电流较大的主电路。 辅助触头:用于通断电流较小的控制电路。
1)电气控制线路的绘制形式 ❖ ①.安装图 ---按电器的实际位置和实际接线,用规定的符号
画出 。 ❖ 特点:是属于同一电器的不同的部件(如交流接触器的主触
头,辅助触头,线圈)全部按实际位置画在一起。 ❖ 作用:表示各电气设备之间实际接线情况,安装、调试与检
修 ②.原理图 ----根据工作原理绘制
点动与自锁混合控制线路安装接线图
❖ ③分析清楚各“基本控制环节”后,再根据机械、 液压、电气三者的配合及运动顺序的要求,分析其 各环节之间的联锁关系,即:机械手柄与电器元件 的关系;液压系统与电气控制的关系;运动机构与 电器元件的关系等。
❖ ④根据生产机械的必要保护功能,分析其相应的保 护电路,如,短路保护,过载保护,过流保护,失 压过压保护,极限保护,误操作保护等。
❖ ⑤所用图形符号应符合GB4728—84、85《电 气图用图形符号》的规定。当采用非国标规定 的图形符号时,必须加以说明。
❖ ⑥同一电器元件的不同部分的线圈和触点均采 用同一文字符号标明。电工设备文字符号应符 合GB7159—87《电气技术中的文字符号规定 通则》的规定。
另外:1、在表达清楚的前提下,尽量减少线条, 尽量避免交叉线的出现。两线交叉连接时需用 黑色实心圆点表示,两线交叉不连接时需用空 心圆圈表示。
3 电磁式交流接触器的结构
灭弧 系统 触点 系统
电磁 系统
(1)结构: 接触器主要由电
磁系统、触点系统、 灭弧系统及其它部 分组成。
4 工作原理
当线圈通电后衔铁被吸动,电磁系统的 吸力克服反作用弹簧及触头弹簧的反作用力, 动触头和静触头接通,主电路接通。当线圈 断电时,衔铁和动触头在反作用力作用下运 动,触头断开并产生电弧,电弧在触头回路 电动力及气动力的驱动下,在灭弧室中受到 强烈冷却去游离而熄灭,主电路最后切断。
❖ CJ20系列交流接触器的主触点均做成三极, 辅助触点则为两动合两动断形式。此系列 交流接触器常用于控制笼型电动机的起动 和运转。
结构示意图
结构示意图:
1-动触头 2-静触头 3-衔铁 4-缓冲弹簧 5-电磁线圈 6-铁心 7-垫毡 8-触头弹簧 9-灭弧罩 10-触头压力簧片
(一)交流接触器的应用
返回
真空接触器
五、直流接触器
❖ 直流接触器与交流接触器的工作原理相同。结 构也基本相同,不同之处是,铁心线圈通以直 流电,不会产生涡流和磁滞损耗,所以不发热。 为方便加工,铁心由整块软钢制成。为使线圈 散热良好,通常将线圈绕制成长而薄的圆筒型, 与铁心直接接触,易于散热。
❖ 常用的直流接触器有:CZ0、CZ18等系列。
❖ 当线圈断电或电压显著降低时,电磁吸力消 失或变小,衔铁在复位弹簧的作用下打开, 使主、辅触电恢复到原来的状态,把电路切 断。
接触器
四、交流接触器
❖ 交流接触器用于远距离控制电压至380V, 电流至600A的交流电路,以及频繁起动和 控制交流电动机的控制电器。
❖ 常用的交流接触器产品,国内有NC3 (CJ46)、CJ12、CJ10X、CJ20、CJX1、 CJX2等系列;引进国外技术生产的有B系 列、3TB、3TD、LC—D等系列。
灭弧装置
❖ 作用:用来迅速熄灭主触点在分断电路时所产生的
电弧,保护触点不受电弧灼伤,并使分断时间缩短。
❖ 灭弧措施:
(1)机械灭弧 (2)磁吹灭弧 (3)窄缝灭弧 (4) 栅片灭弧
栅片灭弧 1-熄弧栅片2-触点3-电弧
三、接触器的工作原理
❖ 当接触器的励磁线圈通电后,在衔铁气隙处 产生电磁吸力,使衔铁吸合。由于主触点支 持件与衔铁固定在一起,衔铁吸合带动主触 点也闭合,接通主电路。与此同时,衔铁还 带动辅助触电动作,使动合触点闭合,动断 触点断开。
2、原理图上应标注出各个电气电路的电 压值、极性或频率及相数;某些元器件的特性; 常用电气的操作方式和功能。
3)电气控制线路的分析方法
一、基本控制规律(环节) (一)根据逻辑关系
实际的电气控制线路虽然复杂,但很大一部分都是 常开与常闭触头的组合。掌握了这些触头的组合规 律,就可以给分析电路提供一定的方便,这些触头 的组合规律实际上反映继电器或接触器线圈与这些 触头之间的某种逻辑关系,实现这种关系的控制环 节就是一种基本控制环节。
❖ 定义:由各种有触点的接触器、继电器、按 钮、行程开关等低压控制电器组成的控制线 路。
❖ 作用:实现对电力拖动系统的启动、制动、 正反向运动和调速等运行性能的控制;实现 对拖动系统的保护;满足生产工艺要求,实 现生产加工自动化
1、电气控制线路---继电(器)接触(器)控制
主电路 :由交流接触器主触头,电动机的定子 等组成的通过大电流的电路
辅助电路:包括控制电路、照明电路、信号电 路及保护电路等。辅助电路中通过的电流较 小。
控制电路:由接触器和继电器的线圈、接触器 的辅助触头、继电器和其他控制电器的触头 以及自动装置的其他部件组成。
2、电气控制线路的绘制
❖ 应根据简明易懂的原则,用规定的方法和符号进行绘制。这 样才能清楚地表达生产机械电气控制系统的结构、原理等设 计意图,也便于电器元件的安装、调试、使用和维护。
❖ 控制线路的分析,应从以下几方面进行