M7130平面磨床电路图
M7130平面磨床电气控制原理电路图解

M7130平面磨床电气控制原理电路图解磨床是利用砂轮的周边或端面进行加工的精密机床。
砂轮的旋转是主运动,工件或砂轮的往复运动为进给运动,而砂轮架的快速移动及工作台的移动为辅助运动,磨床的种类很多,按其工作性质可分为外圆磨床、内圆磨床、平面磨床、工具磨床以及一些专用磨床等,其中尤以平面磨床应用最广。
如下图所示的是M7130平面磨床电气控制电路,下面的表格是与之对应的主要电气元件表。
其机械结构由床身、工作台、电磁吸盘、砂轮箱、滑座等部分组成,工作台上装有电磁吸盘,用以吸附工件。
工作台在液压传动机构作用下,沿着床身的导轨作往返运行,砂轮箱在电动机M4的驱动下可在主导轨上作垂直运行。
其电气设备主要安装在床身后部的壁龛盒中,控制按钮安装在床身前部的电气操纵盒上。
电气控制电路可分为主电路、控制电路、电磁吸盘控制电路和机床照明电路等部分。
M7130平面磨床电气控制电路图(点击图片看大图)M7130平面磨床主要电气元件表:主电路分析装有三台电动机,其中M1为砂轮电动机,M2为冷却泵电动机,M3为液压泵电动机。
电动机都采用直接起动,单方向旋转控制。
其中M1、M2由接触器KM1控制,M2再经接插器X1供电,M3由接触器KM2控制。
三台电动机共用熔断器FU1作短路保护,M1、M2由热继电器FR1作长期过载保护,M3由热继电器FR2作长期过载保护。
电动机控制电路分析由按钮SB1、SB2与接触器KM1组成砂轮M1单向旋转起动一停止控制电路;按钮SB3、SB4与接触器KM2构成液压泵M3单向旋转起动——停止控制电路。
但电动机的起动必须在下列条件之一成立时方可进行:1.电磁吸盘YH工作,并且欠电流继电器KA线圈得电吸合后;2.若电磁吸盘YH不工作,但转换开关SA1置于“去磁”位置,其触点SA1 (3-4)闭合。
电磁吸盘控制电路M7130平面磨床的电磁吸盘装在工作台上,用于固定加工工件。
当电磁铁线圈通电时,电磁铁心就产生磁场,吸住铁磁材料工件,便于磨削加工。
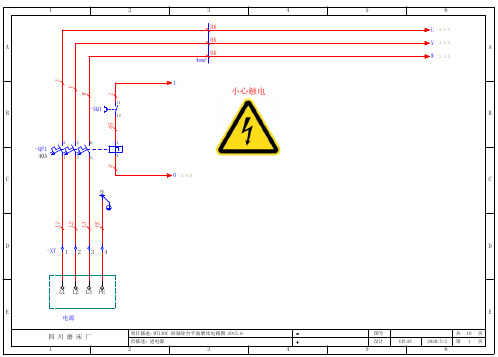
M7130C 卧轴矩台平面磨床电路图(川磨)2015.6
W2
V2
U2
PE
-XS1 1 2 3 4 -XP1 1 2 3 4
U2 V2 W2 PE
-M2
M
90W/0.31A 3
DB-25
-M4 3kW/7.2A
Y132S-6
13 14 15 16
U4 V4 W4 PE
M
3
-M3 0.55KW/1.5A
Y80M1-4
17 18 19 20
U3 V3 W3 PE
13
13
-SB4
-SB2
油泵停止
14
磨头停止
14
B
12
10
-XT 24
-XT 26
-SB3 磨头起动
13
13
-KM1
-SB5
14
/4.2:D 14
油泵起动
13
13
-KM2
14
/4.4:D 14
13
11
-XT 25
A1
-KM1
A2
1
2 /2.1:B
3
4 /2.1:B
5
6 /2.1:B
13
14 /4.3:C
M
3
水泵电机
项目描述:M7130C 卧轴矩台平面磨床电路图 2015.6
页描述:电动机
2
3
油泵电机
= +
4
快速升降电机
图号 设计
5
EPLAN
D
E
2020/5/2
6
共 10 页 第 2 页
1 A
2
3
4
-TC1
1 110V 100VA
-QF3
电机控制技术 配置M7130平面磨床电气控制盘
配置M7130平面磨床电气控制盘一、实训目的1、巩固M7130平面磨床电气控制原理;2、掌握接触器、热继电器等低压电器的选择及检测;3、进一步熟练掌握板前槽配线配盘的方法;4、掌握调试电气控制盘的步骤;5、规范操作流程,习惯安全用电。
二、知识要点1、M7130平面磨床电气控制线路原理分析;M7130平面磨床电路图如图1所示。
该线路分为主电路、控制电路、电磁吸盘电路和照明电路四部分。
1.主电路分析QSl为电源开关。
主电路中有三台电动机,M1为砂轮电动机,M2为冷却泵电动机,M3为液压泵电动机,其控制和保护电器见表2。
2.控制电路分析控制电路采用交流380V电压供电,由熔断器FU2作短路保护。
当转换开关QS2的常开触头(6区)闭合,或电磁吸盘得电工作,欠电流继电器KA线圈得电吸合,其常开触头(8区)闭合时,接通砂轮电动机Ml和液压泵电动机M3的控制电路,砂轮电动机Ml和液压泵电动机M3才能启动,进行磨削加工。
表2 主电路的控制和保护电器启动按钮,SB2、SB4分别是它们的停止按钮。
(1)液压电动机控制在QS2或KA的常开触点闭合情况下,按下SB3→KM2 线圈通电,其辅助触点(9区)闭合自锁→M3旋转,如需液压电动机停止,按停止按钮SB4即可。
(2)砂轮和冷却泵电动机控制在QS2或KA的常开触点闭合情况下,按下SBl→KMl线圈通电,其辅助触点(7区)闭合自锁→Ml和M2旋转,按下SB2,砂轮和冷却泵电动机停止。
3.电磁吸盘电路电磁吸盘是用来固定加工工件的一种夹具。
它与机械夹具比较,具有夹紧迅速、操作快速简便、不损伤工件、一次能吸牢多个小工件,以及磨削中工件发热可自由伸缩、不会变形等优点。
不足之处是只能吸住铁磁材料的工件,不能吸牢非磁性材料(如铝、铜等)的工件。
(1)电磁吸盘构造及原理电磁吸盘线圈通以直流电,使芯体被磁化,将工件牢牢吸住,其工作理原如图12.3所示。
图中1为钢制吸盘体,在它的中部凸起的芯体A上绕有线圈2,钢制盖板3被隔磁层4隔开。
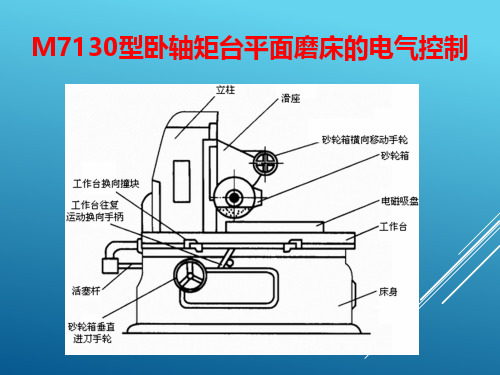
M7130型卧轴矩台平面磨床的电气控制
3. 电磁吸盘控制电路 电磁吸盘控制电路由整流装置、控制装置及保护装
置等部分组成。
(1)整流装置 电磁吸盘的整流装置由整流变压器Tr2与桥式全波
整流器VC组成,输出110 V直流电压对电磁吸盘供电。 (2)控制装置
电磁吸盘由转换开关SA1控制。SA1有3个位置: 充磁、断电与去磁。当开关处于“充电”位置时,触 头SA1(14-16)与SA1(15-17)接通;当开关置于 “去磁”位置时,触头SA1(14-18)、SA1(16-15) 及SA1(4-3)接通;当开关置于“断电”位置时, SA1所有触头都断开。对应SA1各位置,其电路工作情 况如下:
(3)保护环节 电磁吸盘具有欠电流保护、过电压保护及短路保
护等。 欠电流保护:为了防止平面磨床在磨削过程中出
现断电事故或吸盘电流减小,致使电磁吸盘失去吸力 或吸力减小,造成工件飞出,引起工件损坏或人身事 故,故在电磁吸盘线圈中串入欠电流继电器KA,吸盘 具有足够吸力时,KA才吸合,触点KA(3-4)闭合, 为起动M1、M2进行磨削加工作准备。否则不能开动 磨床进行加工;若已在磨削加工中,则KA因电流过小 而释放,M1、M2立即停止旋转,避免事故发生。
二、M7130型平面磨床的电气控制
上图所示为M7130型平面磨床的电气控制电路图, 其电气设备均安装在床身后部的壁龛盒内,按钮安装 在车身前部的电气操纵盒上。电气电路图可分为主电 路、控制电路、电磁吸盘控制电路及机床照明电路等。
1. 主电路 主电路由砂轮电动机M1、冷却泵电动机M2与液 压电动机M3组成,它们皆为单向旋转。其中M1、M2 由接触器KM1控制,再经接插器X1供电给M2,电动 机M3由接触器KM2控制。 三台电动机共用熔断器FU1做短路保护,M1、M2 由热继电器FR1,M3由热继电器FR2做长期过载保护。
M7130型平面磨床电气控制ppt课件

求 • 3、M7130型平面磨床的电气控制电路 • 4、M7130型平面磨床常见故障分析
采用PP管及配件:根据给水设计图配 置好PP管及配 件,用 管件在 管材垂 直角切 断管材 ,边剪 边旋转 ,以保 证切口 面的圆 度,保 持熔接 部位干 净无污 物
一、M7130型平面磨床主要结构和 运动形式
1. M7130型平面磨床主要结构
采用PP管及配件:根据给水设计图配 置好PP管及配 件,用 管件在 管材垂 直角切 断管材 ,边剪 边旋转 ,以保 证切口 面的圆 度,保 持熔接 部位干 净无污 物
一、M7130型平面磨床主要结构和运动 形式
2. M7130型平面磨床的运动形式
名称
采用PP管及配件:根据给水设计图配 置好PP管及配 件,用 管件在 管材垂 直角切 断管材 ,边剪 边旋转 ,以保 证切口 面的圆 度,保 持熔接 部位干 净无污 物
规格或型号
1. 主电路 开关
开关
HZ10-25/3 HZ10-10P/3
熔断器
PL1-60/10
熔断器
PL1-15/5
熔断器
小型玻璃管式1A
3. 电磁吸盘控制电路
(1)当转换开关QS2置于“充磁”位置 时 (2)加工结束后 (3)去磁结束后 (4)电磁吸盘保护环节
采用PP管及配件:根据给水设计图配 置好PP管及配 件,用 管件在 管材垂 直角切 断管材 ,边剪 边旋转 ,以保 证切口 面的圆 度,保 持熔接 部位干 净无污 物
四、M7130型平面磨床常见电气 故障分析
(1)主运动 砂轮的旋转运动。 (2)进给运动 有垂直进给、横向进给、纵向进
给三种形式 。 (3)辅助运动 包括砂轮箱在滑座水平导轨上
M7130 卧轴矩台平面磨床电路图(川磨)2007.10

4 短连接
30
指示灯
25
电磁吸盘
26
充磁
27
退磁
28
电磁吸盘
29
=
5
线号 11 13
6 F13_003 - GB-A4
内部目标
A
目标代号
放置
-SB3:13
/4.3:C
-KM1:A1
/4.3:D
-SB5:13 -KM2:A1
/4.5:C
/4.5:D
B
22
-QF4:2
-QF5:2
23
-M1
M
4.5kW/9.5A
3
1440prm
-M2
M
125W/0.38A 3
JCB-22
-M4
M
3kW/7.2A 3
Y132S-6-B3
E 磨头电机
水泵电机
E 油泵电机
四 川 磨 床 厂 1
项目描述:M7130 卧轴矩台平面磨床电路图2007.10
页描述:电动机
2
3
=
+
4
图号 设计
1 0-110VDC
KMX-1.5/2 充退磁控制器
2
5
7
退磁
8
充磁
-XT1 29
28
25
27
26
C
C
26
27
25
29
28
PE
-XS2 1
2
3
-XP2 1
2
3
13
23
-YH1 1
3
2
-SA1
D
/4.3:A
14
第四章 M7120平面磨床电路

第四章 M7120平面磨床电路智能实训单元一、电路分析M7120型平面磨床的电气控制线路可分为主电路、控制电路、电磁工作台控制电路及照明与指示灯电路四部分。
1.主电路分析主电路中共有四台电动机,其中M1是液压泵电动机实现工作台的往复运动;M2是砂轮电动机,带动砂轮转动来完成磨削加工工件;M3是冷却泵电动机;它们只要求单向旋转,分别用接触器KM1、KM2、控制。
冷却泵电机M3只是在砂轮电机M2运转后才能运转。
M4是砂轮升降电动机,用于磨削过程中调整砂轮和工件之间的位置。
M1、M2、M3是长期工作的,所以都装有过载保护。
M4是短期工作的,不设过载保护。
四台电动机共用一组熔断器FU1作短路保护。
2.控制电路分析(1)液压泵电动机M1的控制合上总开关QS1后,整流变压器一个副边输出130伏交流电压,经桥式整流器VC整流后得到直流电压,使电压继电器KA获电动作,其常开触头(7区)闭合,为启动电机做好准备。
如果KA不能可靠动作,各电机均无法运行。
因为平面磨床的工件靠直流电磁吸盘的吸力将工件吸牢在工作台上,只有具备可靠的直流电压后,才允许启动砂轮和液压系统,以保证安全。
当KA吸合后,按下启动按钮SB3,接触器KM1通电吸合并自锁,工作台电机M1启动运转,HL2灯亮。
若按下停止按钮SB2,接触器KM1线圈断电释放,电动机M1断电停转。
(2)砂轮电动机M2及冷却泵电机M3的控制按下启动按钮SB5,接触器KM2线圈获电动作,砂轮电动机M2启动运转。
由于冷却泵电动机M3与M2联动控制,所以M3与M2同时启动运转。
按下停止按钮SB4时,接触器KM3线圈断电释放,M2与M3同时断电停转。
两台电动机的热断电器FR2和FR3的常闭触头都串联在KM2中,只要有一台电动机过载,就使KM2失电。
因冷却液循环使用,经常混有污垢杂质,很容易引起电动机M3过载,故用热继电器FR3进行过载保护。
(3)砂轮升降电动机M4的控制砂轮升降电动机只有在调整工件和砂轮之间位置时使用,所以用点动控制。
平面磨床电气控制M7130线路1
电磁吸盘无吸力 电磁吸盘吸力不足
常见的原因有交流电源电压低, 导致直流电压相应下降,以致 吸力不足。若直流电压正常, 则可能是X2接触不良。 另一原因是桥式整流电路的故 障。如整流桥一臂发生开路, 直流输出电压下降一半左右, 使吸力减小。若有一臂整流元 件击穿形成短路,则与它相邻 的另一桥臂的整流元件会因过 电流而损坏,此时T2也会因电 路短路而造成过电流,致使吸 力很小甚至无吸力。
4、砂轮架的升降运动 滑座可沿着立柱的导轨垂 直上下移动,以调整砂轮架的上下位置,或使砂轮 磨入工件,以控制磨削平面时工件的尺寸。 5、切削液的供给 冷却泵电动机M2拖动切削泵旋 转,供给砂轮和工件切削液,同时切削液带走磨下 的铁屑。砂轮电动机M1和冷却泵电动机M2要实现 顺序控制。 6、电磁吸盘的控制 将工件吸附在电磁吸盘上进行 加工。电磁吸盘必须保证一定的吸力才允许主轴电 动机和液压泵电动机启动。
电磁吸盘
FU3 T1 201 XS FU4 209 KA V 210 T2 101
注意力要集中哦
KH2 QS2 KA R1
R2
207 205 QS2 VC 206 208
SA
R3
X
YH X2 102 EL
退 放 吸 磁 松 合
过载保护 PE
X1 3U 3V 3W M 3~ 2 M3 2 2 KM1 7 4 4 4 KM2 9
电磁吸盘的作用和特点
1. 优点: 方便迅速快捷; 同时吸持多个工件,效率高; 工件受热后可自由伸展,不易变形;不损伤工件。 2. 缺点: 只能用于磁性材料(如钢、铁), 不能用于非磁性材料(如铜、铝等)。 3. 存在的问题:磁化后有剩磁。 4. 解决方法:消磁。
平面磨床的使用
四、M7130平面磨床常见故障分析与检修方法
化工行业企业案例 M7130型平面磨床电气控制电路分析

M7130型平面磨床电气控制电路分析一、平面磨床的主要结构和运动形式磨床是用砂轮的周边或端面进行机械加工的精密机床。
根据用途不同,磨床可以分为:外圆磨床、内圆磨床、平面磨床及一些专用的磨床,如导轨磨床等。
砂轮作为磨床上的主切削工具,一般不需要调速,都采用三相异步电动机拖动。
平面磨床是用砂轮磨削加工各种零件平面的精密机床,被加工工件是利用装在工作台的电磁吸盘将工作牢牢吸住,通过砂轮的旋转运动而进行加工。
M7130平面磨床的型号意义为M7130型平面磨床主要是由床身、立柱、工作台、电磁吸盘、砂轮箱和滑座等部分所组成,图1所示为M7130型平面磨床的结构示意图。
平面磨床的主运动是砂轮的旋转运动。
为保证磨削加工质量,要求砂轮有较高转速,通常采用两极笼型异步电动机拖动。
工件或砂轮的往复运动为进给运动,进给运动又包括滑座沿立柱上的导轨作垂直进给运动、砂轮箱沿滑座上的燕尾槽作横向进给运动及工作台沿床身作纵向往复运动。
工作台每完成一次纵向往复进给时,砂轮箱作一次间断性的横向进给;当加工完整个平面后,砂轮箱作一次间断性的垂直进给。
平面磨床的辅助运动包括工件夹紧、工作台纵向、横向、垂直3个方向的快速移动和工件冷却。
图1 M7130型平面磨床结构示意图二、平面磨床的电力拖动形式及控制要求M7130型平面磨床采用多台电动机拖动,其电力拖动和电气控制、保护的要求如下:1砂轮电动机是主运动电动机,直接带动砂轮旋转对工件进行磨削加工,因为砂轮的转速一般不需要调节,所以对砂轮电动机没有点起调速的要求,也不需要反转,可直接起动。
2砂轮升降通过操作手轮,控制机械传动装置使滑座沿立柱导轨上下移动,用以调整砂轮位置。
3工作台的往复运动和砂轮的横向进给时靠液压泵电动机进行液压传动的,液压传动较平稳,能实现无级调速,换向时惯性小,换向平稳;对液压泵电动机也没用电气调速、反转和降压起动的要求。
4冷却泵电动机带动冷却泵供给砂轮和工件冷却液同时利用冷却液带走磨下的铁屑。
项目四M7130平面磨床电气控制线路共18页

41、学问是异常珍贵的东西,从任何源泉吸 收都不可耻。——阿卜·日·法拉兹
42、只有在人群中间,才能认识自 己。——德国
43、重复别人所说的话,只需要教育; 而要挑战别人所说的话,则需要头脑。—— 玛丽·佩蒂博恩·普尔
44、卓越的人一大优点是:在不利与艰 难Байду номын сангаас遭遇里百折不饶。——贝多芬
45、自己的饭量自己知道。——苏联
项目四M7130平面磨床电气控制线路
1、战鼓一响,法律无声。——英国 2、任何法律的根本;不,不成文法本 身就是 讲道理 ……法 律,也 ----即 明示道 理。— —爱·科 克
3、法律是最保险的头盔。——爱·科 克 4、一个国家如果纲纪不正,其国风一 定颓败 。—— 塞内加 5、法律不能使人人平等,但是在法律 面前人 人是平 等的。 ——波 洛克
电拖模块二单元2M7130型平面磨床电气控制电路故障维修课件
1
250V,5A 1
JD3 TC1TH/H
600V,5μF 1 1 1
限制退磁 电流 放电保护
连接M2 连接电磁 吸盘
交流退磁 器用 放电保护 工作照明 工件退磁
任务1 认识M7130型平面磨床
图2-2-8 M7130型磨床元器件位置图(正视) 1—插座XS 2—转换开关QS2 3—接插器X2 4—照明灯开关SA
图上 区号 1 5 16 11 2 4
元 件 名 称 型号
规格
数量
熔断器 熔断器 熔断器
RL1⁃60/30 RL1⁃15 BLX⁃1
60A,熔体 1 30A
15A,熔体 1 5A
1A
1
熔断器
RL1⁃15
热继电器 JR10⁃10
15A,熔体 1 5A
9.5A
1
热继电器 JR10⁃10
6.1A
1
用途
总电源短 路保护
热继电器F R2
熔断器FU1
任务1 认识M7130型平面磨床
图2-2-3 M7130型平面磨床的主电路图
任务1 认识M7130型平面磨床
图2-2-4 M7130型磨 床控制电路
任务1 认识M7130型平面磨床
(1)砂轮电动机的工作原理 (2)砂轮电动机的控制过程 (3)液压泵电动机的工作原理 (4)液压泵电动机的控制过程 3.电磁吸盘电路分析
工作任务
维修M7130型平面 磨床照明电路常见故 障
M7130型平面磨床 砂轮、冷却泵电动机 控制电路常见故障维 修
M7130型平面磨床 液压泵电动机控制电 路常见故障维修
要求
1.熟悉M7130型平面磨床照明电路的 组成及工作原理
2.利用电压测量法和电阻测量法检修 照明电路的常见故障
M7120型平面磨床的电气控制电路及工作原理

M7120型平面磨床的电气控制电路及工作原理磨床是用磨具和磨料(如砂轮、砂带、油石、研磨剂等)对工件的表面进行磨削加工的一种机床,它可以加工各种表面,如平面、内外圆柱面、圆锥面和螺旋面等。
通过磨削加工,使工件的形状及表面的精度、光洁度达到预期的要求;同时,它还可以进行切断加工。
根据用途和采用的工艺方法不同,磨床可以分为平面磨床、外圆磨床、内圆磨床、工具磨床和各种专用磨床(如螺纹磨床、齿轮磨床、球面磨床、导轨磨床等),其中以平面磨床使用最多。
平面磨床又分为卧轴和立轴、矩台和圆台四种类型,下面以M7130型卧轴矩台平面磨床为例介绍磨床的电气控制电路。
M7130型平面磨床型号的含义为一、平面磨床的主要结构和运动形式M7120型卧轴矩形工作台平面磨床的主要结构包括床身、立柱、滑座、砂轮箱、工作台和电磁吸盘,如图7—4所示。
磨床的工作台表面有T型槽,可以用螺钉和压板将工件直接固定在工作台上,也可以在工作台上装上电磁吸盘,用来吸持铁磁性的工件。
平面磨床进行磨削加工的示意图如图7—5所示,砂轮与砂轮电动机均装在砂轮箱内,砂轮直接由砂轮电动机带动旋转;砂轮箱装在滑座上,而滑座装在立柱上。
图7-4 M7130卧轴矩台平面磨床结构示意图磨床的主运动是砂轮的旋转运动,而进给运动则分为以下三种运动。
(1)工作台(带动电磁吸盘和工件)作纵向往复运动;(2)砂轮箱沿滑座上的燕尾槽作横向进给运动;(3)砂轮箱和滑座一起沿立柱上的导轨作垂直进给运动。
图7-5 磨床的主运动和进给运动示意图二、平面磨床的电力拖动形式和控制要求M7120型卧轴矩台平面磨床采用多台电动机拖动,其电力拖动和电气控制、保护的要求是:(1)砂轮由一台笼型异步电动机拖动,因为砂轮的转速一般不需要调节,所以对砂轮电动机没有电气调速的要求,也不需要反转,可直接起动。
(2)平面磨床的纵向和横向进给运动一般采用液压传动,所以需要由一台液压泵电动机驱动液压泵,对液压泵电动机也没有电气调速、反转和降压起动的要求。
项目四M7130平面磨床电气控制线路共18页文档

13、遵守纪律的风气的培养,只有领 导者本 身在这 方面以 身作则 才能收 到成效 。—— 马卡连 柯 14、劳动者的组织性、纪律性、坚毅 精神以 及同全 世界劳 动者的 团结一 致,是 取得最 后胜利 的保证 。—— 列宁 摘自名言网
15、机会是不守纪律的。——雨果
谢谢
项目四M7130平面磨床电气控 制线路
11、战争满足了,或曾经满足过人的 好斗的 本能, 但它同 时还满 足了人 对掠夺 ,破坏 以及残 酷的纪 律和专 制力的 欲望。 ——查·埃利奥 特 12、不应把纪律仅仅看成教育的手段 。纪律 是教育 过程的 结果, 首先是 学生集 体表现 在一切 生活领 域—— 生产、 日常生 活、学 校、文 化等领 域中努 力的结 果。— —马卡 连柯(名 言网)