汽轮机油运行标准标准及更换标准
汽轮机油 标准执行标准
汽轮机油标准执行标准
汽轮机油的标准执行标准可以有多种,主要包括以下几种:
1. API(美国石油协会)标准:API标准是全球最为广泛使用的
汽轮机油标准,它根据不同的汽轮机使用条件和要求,将机油分为不
同等级,如API SG、API SJ、API SL等。
这些等级标志着机油在性能
和质量上的不同水平。
2. ACEA(欧洲汽车制造商协会)标准:ACEA标准是针对欧洲汽
车制造商提出的汽轮机油标准,其等级包括A、B、C、E四个序列,以
及相应的数字表示不同的性能水平。
3. JASO(日本汽油机油标准组织)标准:JASO标准是日本汽车
制造商提出的机油标准,主要分为四个等级,如JASO MA、JASO MB等,用于评估机油在摩托车发动机中的性能。
4. ISO(国际标准化组织)标准:ISO标准是全球统一的标准体系,包括了许多与汽车相关的标准,其中ISO 6743是针对润滑油的标准,包括了汽轮机油的规范要求。
需要注意的是,不同的汽轮机型号和使用条件可能有不同的要求,因此在选择和使用汽轮机油时,最好参考汽轮机生产商提供的技术规
范和建议,以确保机油的质量和性能能够满足要求。
汽轮机油国标
汽轮机油国标
摘要:
1.汽轮机油的定义与用途
2.汽轮机油的ISO 黏度等级
3.汽轮机油的检测标准与项目
4.汽轮机油与汽油机油的区别
5.汽轮机油的注意事项
正文:
一、汽轮机油的定义与用途
汽轮机油,又称透平油,是一种用于发电厂、船舶和其他工业蒸汽轮机、水力轮机的润滑油。
它能够在高温、高压的条件下保持良好的润滑性能,减少摩擦,保护轮机免受损坏。
二、汽轮机油的ISO 黏度等级
汽轮机油按照ISO 黏度等级分为32、46、68、100 几个等级。
这些等级代表了汽轮机油在不同温度下的运动黏度。
黏度越高,油液在高温下的流动性能越好,润滑性能也越出色。
三、汽轮机油的检测标准与项目
汽轮机油的检测标准主要包括蒸汽轮机油、燃气轮机油、水力轮机油等。
检测项目包括密度、黏度、闪点、燃点、氧化安定性、腐蚀性等多个方面,以确保润滑油在各种工况下的性能稳定。
四、汽轮机油与汽油机油的区别
汽轮机油与汽油机油的参数、转数、温升条件以及燃点都有所不同,因此
它们不能通用。
汽轮机油主要应用于高温、高压的轮机润滑,而汽油机油则适用于内燃机的润滑。
五、汽轮机油的注意事项
在使用汽轮机油时,应注意以下几点:
1.根据轮机的具体工况选择合适的ISO 黏度等级的汽轮机油。
2.确保润滑油的质量符合相关标准,避免使用劣质油液对轮机造成损害。
3.定期检查润滑油的性能,如密度、黏度等,及时更换润滑油。
电厂汽轮机油的标准

电厂汽轮机油的标准
电厂汽轮机油是指用于汽轮机润滑和密封的特殊润滑油,其质量直接影响着汽
轮机的运行效率和寿命。
因此,制定和执行严格的标准对于保障电厂汽轮机的正常运行至关重要。
首先,电厂汽轮机油的标准应包括其物理化学性质的要求。
这包括油品的粘度、闪点、凝点、氧化安定性、抗乳化性等指标。
合格的汽轮机油应具有适当的粘度和良好的热稳定性,以保证在高温高压下仍能有效润滑汽轮机的各个部件。
其次,标准应规定汽轮机油的使用性能要求。
这包括油品在高速高温下的润滑
性能、抗磨损性能、清净分散性能等。
合格的汽轮机油应能够有效减少摩擦和磨损,保持机件表面的清洁,并具有良好的密封性能,以确保汽轮机的高效稳定运行。
此外,标准还应规定汽轮机油的环保性能要求。
这包括油品的挥发性、毒性、
生物降解性等指标。
合格的汽轮机油应具有低挥发性和低毒性,且对环境友好,符合国家相关环保法规的要求。
最后,标准还应包括对汽轮机油生产和质量控制的要求。
这包括原材料的选择
和检验、生产工艺的要求、产品质量的检测和监控等。
只有严格控制汽轮机油的生产过程和质量,才能保证最终产品符合标准要求。
总之,电厂汽轮机油的标准是保障汽轮机正常运行的重要保障。
通过制定严格
的标准,可以规范汽轮机油的生产和使用,提高汽轮机的运行效率和寿命,保障电厂的安全稳定运行。
因此,各电厂和相关部门应加强标准制定和执行,确保电厂汽轮机油的质量符合标准要求,为电厂的可持续发展提供坚实的保障。
汽轮机润滑油更换标准

如何决定运行中的汽轮机油是否需要更换1.电厂运行中汽轮机油质量标准国内关于电厂运行中汽轮机油质量标准目前是GB/T 7596-2000标准,见表1:1) 参考国外标准控制极限值NAS 1638规定8~9级或MOOC规定6级见附录A(提示的附录),有的300MW汽轮机润滑系统和调速系统共用壹个油箱,也用矿物油,此时油中颗粒度指标应按制造厂提供的指标;2) 参考国外标准,极限值为600/痕迹mL;3) 参考国外标准,控制极限值为10min;4) 在冷油器处取样,对200MW及以上的水轮机油中质量指标为≤200mg/L;5) 对200MW机组油中颗粒度测定,应创造条件,开展检验;由上表可知,不同装机容量的汽轮机组,对油质要求是不相同的。
如250MW以上的机组提出了油品清洁度、水分、起泡性和空气释放性要求。
2.L-TSA汽轮机油换油指标1996年由中国石化总公司制定了SH/T 0636-1996 L-TSA换油标准见表2。
本标适用于设备完好运行正常的汽轮机组中润滑油的换油指标。
所提出的6项指标有一项不合要求就应换油。
ArrayV1---表示新油40℃运动粘度V2---表示运行油40℃运动粘度然而石化总公司提出的换油指标并未为全国电厂所接受。
其原因是,电厂用油质量变差是需要综合考虑的。
如:油品外观、颜色、浊度、泡沫、乳化情况、沉淀物等。
以破乳化为例,油质乳化一般要有三个条件:即水分、乳化剂及高速搅拌,而水分是主要条件。
但有的电厂使用国产汽轮机油,运行十七年,酸值0.19mgKOH/g,从外观看,油的颜色很深,但油质仍透明,不乳化,原因是不漏水。
有的电厂使用美国汽轮机油,运行几十年,酸值已超过运行指标,油色也很深,但油质仍透明,虽然破乳化指标也超标,而运行中油不乳化,其原因也是该机组不漏水。
这充分说明油质乳化主要是由机组漏水引起的。
所以若机械照搬SH/T 0636-1996换油指标的规定(有一项不合格就换油),既不利于电厂长周期运转,其换油费用也不是一笔小数目。
46号汽轮机油标准
46号汽轮机油标准46号汽轮机油是一种专门用于汽轮机的润滑油,其标准对于汽轮机的正常运行和维护至关重要。
下面我们将详细介绍46号汽轮机油的标准及其相关内容。
首先,46号汽轮机油的标准主要包括以下几个方面,粘度等级、性能等级、添加剂种类和含量、氧化安定性、腐蚀性、泡沫抑制性等。
其中,粘度等级是指汽轮机油在不同温度下的流动性能,通常用数字和字母组合来表示,如ISO 32、ISO 46等。
性能等级则是指汽轮机油在使用过程中的各项性能指标,如抗磨性能、抗氧化性能、抗泡沫性能等。
添加剂种类和含量则是指汽轮机油中所添加的各种化学成分,如抗氧化剂、抗磨剂、抗腐蚀剂等。
氧化安定性、腐蚀性、泡沫抑制性则是汽轮机油在使用过程中需要具备的基本性能。
其次,根据46号汽轮机油的标准,我们需要选择适合的粘度等级和性能等级。
对于汽轮机来说,通常会根据设备的要求和工作环境的温度来选择合适的粘度等级,以保证在不同温度下都能有良好的润滑效果。
同时,根据设备的要求和工作条件,还需要选择符合相应性能等级的汽轮机油,以确保在高速运转和高温高压下能够保持良好的润滑性能和稳定性能。
另外,根据46号汽轮机油的标准,我们还需要关注添加剂种类和含量。
添加剂是汽轮机油中的重要组成部分,它可以改善汽轮机油的性能,延长使用寿命,提高使用效果。
因此,在选择汽轮机油时,需要根据设备的要求和工作条件来选择合适的添加剂种类和含量,以确保汽轮机油能够满足设备的工作要求。
最后,46号汽轮机油的标准还包括氧化安定性、腐蚀性、泡沫抑制性等方面的要求。
这些要求是为了确保汽轮机油在使用过程中能够保持稳定的性能,不会因受到高温、高压等条件的影响而发生氧化、腐蚀或产生大量泡沫,从而影响设备的正常运行。
总之,46号汽轮机油的标准是保证汽轮机正常运行和维护的重要保障,我们需要根据标准的要求选择合适的汽轮机油,并严格按照标准执行,以确保汽轮机的正常运行和延长设备的使用寿命。
同时,厂家也需要严格按照标准要求生产汽轮机油,确保产品质量和性能达到标准要求,为用户提供可靠的产品和服务。
运行中汽轮机油质量标准
运行中汽轮机油质量标准
首先,汽轮机油质量标准的制定是非常重要的。
汽轮机油在使用过程中,需要具备一定的粘度、抗氧化性、抗乳化性、抗泡性等性能,以确保汽轮机在高温、高压条件下的正常运行。
因此,制定合理的油质量标准,可以有效保障汽轮机的安全运行。
其次,执行汽轮机油质量标准也是至关重要的。
只有严格执行油质量标准,才能确保汽轮机在使用过程中不受到油质量的影响,保证设备的正常运转。
执行标准还可以有效避免使用劣质油品对设备造成的损害,延长汽轮机的使用寿命。
在实际操作中,需要注意以下几点,首先,定期对汽轮机油进行检测,确保油品的质量符合标准要求。
其次,对于超过使用寿命的油品,要及时更换,避免因为油质量下降导致设备故障。
最后,要做好油品的储存和保管工作,避免受到外界环境的影响,导致油品质量下降。
总之,运行中汽轮机油质量标准的制定和执行对于设备的安全运行和寿命有着重要的影响。
只有严格执行油质量标准,才能保证设备的正常运转,延长设备的使用寿命。
因此,我们需要高度重视汽轮机油质量标准的制定和执行工作,确保设备的安全运行和稳定性能。
运行中汽轮机油的质量标准
运行中汽轮机油的质量标准
运行中汽轮机油的质量标准通常由国家或国际标准制定组织规定,以确保润滑油在使用中能够满足性能和可靠性要求。
以下是一些可能适用于运行中汽轮机油的常见质量标准:
1.API规格:美国石油协会(API)制定了一系列润滑油的标准,
其中包括用于汽轮机油的规格。
例如,API规范中的一些级别包
括API SJ、API SL、API SM等。
2.ISO标准:国际标准化组织(ISO)制定了一系列的润滑油标
准,包括用于工业应用的ISO VG标准和其他性能规范。
ISO
6743-6 标准涵盖了工业用润滑油的分类,包括R(涡轮及轴承
油)和T(齿轮油)类别。
3.OEM规格:一些汽轮机制造商可能会规定其设备使用特定品
牌或规格的润滑油。
因此,用户应当参考设备制造商提供的规
格和建议,以确保选用的润滑油符合要求。
4.ASTM标准:美国材料与试验协会(ASTM)发布了一系列标
准,用于测试和分类润滑油的性能。
ASTM D4304 标准涉及涡
轮和其他轴承润滑油的分类。
5.GB标准:中国国家标准(GB)也包括一些有关润滑油的标准。
例如,GB/T 11120 标准涵盖了涡轮油的分类和技术规定。
请注意,具体适用的标准取决于润滑油的类型(例如,涡轮油、齿轮油等)以及所在国家或地区的要求。
在选择和使用运行中汽轮机油时,建议参考相关的标准和制造商的建议,以确保选用的油品符合设
备的要求,并保持设备的稳定性和可靠性。
运行中汽轮机油标准

运行中汽轮机油标准
首先,运行中汽轮机油的标准主要包括其物理化学性质、工作性能和使用要求
等方面。
在物理化学性质方面,汽轮机油应具有一定的粘度、闪点和凝固点等指标,以确保在不同工况下都能正常工作。
同时,其化学稳定性和抗氧化性也是至关重要的,能够有效延长润滑油的使用寿命。
其次,汽轮机油的工作性能标准也是十分重要的。
在汽轮机高速旋转的工作环
境下,汽轮机油需要具有良好的润滑性能和抗磨损性能,以确保汽轮机的正常运行和长期稳定性。
此外,汽轮机油还需要具有良好的清净分散性能,能够有效清除发动机内部的杂质和沉积物,保持发动机的清洁。
最后,对于运行中汽轮机油的使用要求也需要严格遵守。
在使用过程中,应根
据汽轮机的工作条件和要求选择合适的汽轮机油,并严格按照规定的更换周期进行更换。
同时,在加注汽轮机油时,也需要注意避免杂质和水分的混入,以免影响汽轮机油的使用效果。
总的来说,运行中汽轮机油的标准涉及到物理化学性质、工作性能和使用要求
等多个方面,对其要求也非常严格。
只有严格按照标准要求选择和使用汽轮机油,才能确保汽轮机的正常运行和长期稳定性。
希望本文的介绍能够对大家有所帮助,更好地了解和应用运行中汽轮机油标准。
汽轮机油标准
汽轮机油标准咱今天来好好唠唠汽轮机油的标准。
这汽轮机油啊,那可是在汽轮机里起着至关重要的作用呢。
要是这油不符合标准,那可就麻烦大啦。
先说说为啥要有汽轮机油的标准呢?这汽轮机可是个大家伙,转起来力量可大了。
要是没有好的汽轮机油,那汽轮机就没法正常工作。
就好比汽车没有好的机油,跑起来就不顺畅。
所以啊,有个标准来规范汽轮机油,才能保证汽轮机安全、高效地运行。
那这汽轮机油的标准都有啥呢?看它的粘度。
这粘度可不能太高也不能太低。
要是粘度太高,油就太稠了,流不动,没法给汽轮机的各个部件润滑;要是粘度太低,油就太稀了,起不到好的润滑作用,还容易漏掉。
所以,这粘度得适中,让油既能顺畅地流动,又能好好地润滑。
接着是抗氧化性。
汽轮机在运行的时候,温度可高了,油在里面很容易被氧化。
要是油被氧化得太快,就会变质,性能下降,还可能会产生一些有害的物质,影响汽轮机的运行。
所以,汽轮机油得有好的抗氧化性,能在高温下长时间保持稳定。
还有一个重要的标准是防锈性。
汽轮机里有很多金属部件,要是油没有防锈性,金属部件就容易生锈。
这一生锈,可就会影响汽轮机的性能,甚至还可能会损坏部件。
所以,汽轮机油得能防止金属生锈,保护汽轮机的各个部件。
清洁度也是很关键的。
油里不能有太多的杂质,不然这些杂质会磨损汽轮机的部件,降低汽轮机的效率。
所以,汽轮机油得干净,清洁度要高。
那怎么知道汽轮机油是不是符合这些标准呢?这就需要进行一些检测啦。
比如说,可以用粘度计来测量油的粘度,看看是不是在标准范围内。
可以用抗氧化试验来检测油的抗氧化性,看看油在高温下能保持多久不变质。
可以用防锈试验来检测油的防锈性,看看油能不能保护金属不生锈。
还可以用过滤的方法来检测油的清洁度,看看里面有多少杂质。
咱在使用汽轮机油的时候,也得注意一些问题。
比如说,要定期更换油,不能让油用得太久,不然性能会下降。
要注意储存油的环境,不能让油受到污染或者变质。
还要按照规定的方法来添加油,不能加得太多也不能加得太少。
汽轮机油换油标准

汽轮机油换油标准导言汽轮机作为一种常见的能源转换设备,在运行过程中需要定期更换机油以保证其正常运行和延长其使用寿命。
本文将介绍汽轮机油换油的标准,包括换油周期、换油材料、换油流程等内容。
换油周期汽轮机油的换油周期是根据机油的使用寿命和质量来决定的。
一般情况下,汽轮机油的换油周期为3000小时或一年,以先到者为准。
但是在以下情况下,需要提前更换机油:1.油液质量出现异常:如出现明显的油污、混浊、泡沫等现象;2.温度过高:如果汽轮机的运行温度一直处于高温状态,会加速机油的老化和降解,因此需要缩短换油周期;3.润滑失效:如果出现机械部件磨损或运转不畅的情况,也需要及时更换机油。
除了上述情况,还要根据汽轮机的具体工况、负荷等因素来确定换油周期。
机油的选择在选择机油时,需要考虑以下因素:1.机油的黏度:根据汽轮机的工况和环境温度选择合适的机油黏度。
一般而言,高温地区适合选择高黏度机油,低温地区适合选择低黏度机油;2.机油的规格:根据汽轮机厂家提供的规格要求选择合适的机油;3.机油的质量等级:应选择符合国家标准和专业标准的机油,以保证其质量和性能。
油滤器的选择在换油过程中,还需要选择合适的油滤器。
油滤器的作用是过滤机油中的杂质和固体颗粒物,保证机油的清洁度。
选择油滤器时,需要考虑以下因素:1.油滤器的过滤精度:一般而言,过滤精度越高,对机油的清洁度要求就越高;2.油滤器的耐压性:根据汽轮机的工作压力选择合适的油滤器,以保证其正常工作。
汽轮机油的换油流程可以分为以下几个步骤:1.准备工作:关闭汽轮机的电源,并采取相应的安全措施,如戴上防护手套和眼镜等;2.拆卸油滤器:先将废旧机油从油滤器中排出,然后使用专用工具拆卸油滤器;3.排除剩余机油:使用专用工具将机油箱中的剩余机油彻底排出;4.更换机油和油滤器:按照厂家规定的机油容量和机油规格,将新机油倒入机油箱中,并更换新的油滤器;5.调试:重新启动汽轮机,观察机油是否正常运行,并检查有无泄漏现象;6.清理和保养:清理工作现场,并对汽轮机进行日常的保养工作,以保证其正常运行。
汽轮机润滑油国家标准
汽轮机润滑油国家标准
汽轮机润滑油是汽轮机正常运行的重要保障,其质量直接关系到汽轮机的运行
效率和寿命。
为了规范汽轮机润滑油的生产和使用,国家制定了一系列的标准,以保证汽轮机润滑油的质量和性能。
首先,汽轮机润滑油的国家标准对其基本性能进行了规定。
包括粘度、闪点、
凝固点、蒸发损失等指标,这些指标直接关系到润滑油在高温、高负荷下的性能表现。
合格的润滑油应该具有良好的抗氧化性能、抗磨损性能和抗腐蚀性能,以保证汽轮机在长时间运行中不会出现润滑不良、磨损严重等问题。
其次,国家标准还对汽轮机润滑油的生产工艺和质量控制进行了详细规定。
生
产厂家必须按照国家标准的要求建立生产工艺和质量控制体系,确保每一批产品都符合标准要求。
同时,国家标准还对润滑油的包装、运输和储存提出了要求,以保证润滑油在整个流通环节不会受到污染或者变质。
此外,国家标准还规定了汽轮机润滑油的使用和检测方法。
使用单位必须按照
标准要求进行润滑油的选择和更换,同时要定期对润滑油进行化验和检测,确保其性能符合要求。
国家标准中还对润滑油的使用环境和工况进行了分类,针对不同的使用条件提出了相应的要求,以保证汽轮机在不同的工况下都能得到良好的润滑效果。
总的来说,汽轮机润滑油国家标准的制定对于保障汽轮机的安全运行和提高其
运行效率具有重要意义。
只有严格按照国家标准的要求进行生产、选择和使用,才能保证汽轮机润滑油的质量和性能达到标准要求,从而保证汽轮机的长期稳定运行。
希望全行业能够共同遵守国家标准,共同维护汽轮机的安全运行。
汽轮机油标准
汽轮机油标准汽轮机是一种利用蒸汽能量驱动的旋转机械,广泛应用于发电厂、化工厂等工业领域。
汽轮机的正常运转离不开优质的润滑油,而汽轮机油的质量标准则是保证汽轮机正常运转的重要保障。
本文将就汽轮机油标准进行探讨,以期为相关领域的从业人员提供参考。
首先,汽轮机油的粘度是其标准的重要指标之一。
粘度是指润滑油在不同温度下的流动性能,通常用数字来表示,比如ISO粘度等级。
在选择汽轮机油时,应根据汽轮机的工作温度范围选择相应的粘度等级,以确保在不同温度下都能够提供良好的润滑效果。
其次,汽轮机油的氧化安定性也是衡量其质量的重要标准之一。
由于汽轮机长时间处于高温高压的工作状态,润滑油容易受到空气氧化的影响,导致油品变质。
因此,汽轮机油应具有良好的氧化安定性,能够在高温高压下长时间保持稳定,不产生沉淀和胶质,以确保润滑效果持久稳定。
此外,汽轮机油的抗乳化性也是衡量其质量的重要指标之一。
汽轮机在运转过程中,由于蒸汽的存在,润滑油很容易与水发生乳化,导致润滑效果下降。
因此,汽轮机油应具有良好的抗乳化性能,能够有效地阻止润滑油与水的乳化,以确保润滑油在工作过程中的稳定性。
最后,汽轮机油的清净分散性也是其质量标准的重要指标之一。
汽轮机在运转过程中,会产生大量的高温高压蒸汽,容易使油品中的杂质和沉淀物增多,影响润滑效果。
因此,汽轮机油应具有良好的清净分散性能,能够有效地清除和分散油品中的杂质和沉淀物,保持润滑油的清洁度,确保汽轮机的正常运转。
总之,汽轮机油的标准是确保汽轮机正常运转的重要保障,其中粘度、氧化安定性、抗乳化性和清净分散性是其质量标准的重要指标。
只有选择符合标准的优质汽轮机油,才能够有效地保护汽轮机,延长其使用寿命,确保其正常运转。
希望本文的内容能够对相关领域的从业人员有所帮助,谢谢阅读。
汽轮机油、绝缘油执行国家新标准的规定
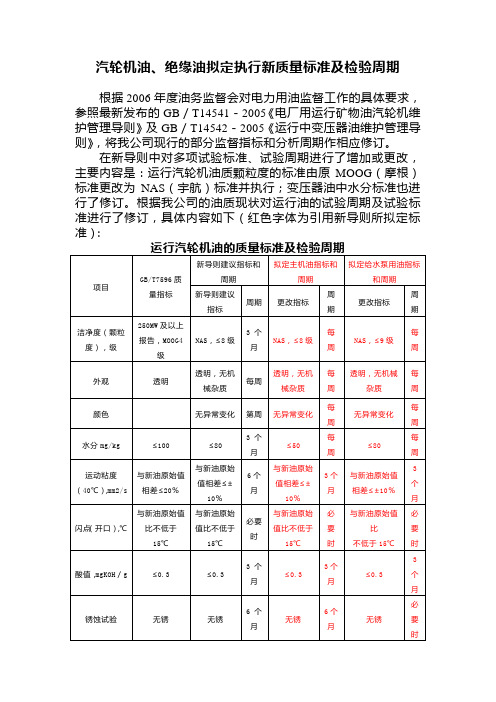
汽轮机油、绝缘油拟定执行新质量标准及检验周期
根据2006年度油务监督会对电力用油监督工作的具体要求,参照最新发布的GB/T14541-2005《电厂用运行矿物油汽轮机维护管理导则》及GB/T14542-2005《运行中变压器油维护管理导则》,将我公司现行的部分监督指标和分析周期作相应修订。
在新导则中对多项试验标准、试验周期进行了增加或更改,主要内容是:运行汽轮机油质颗粒度的标准由原MOOG(摩根)标准更改为NAS(宇航)标准并执行;变压器油中水分标准也进行了修订。
根据我公司的油质现状对运行油的试验周期及试验标准进行了修订,具体内容如下(红色字体为引用新导则所拟定标准):
以上拟定的标准及周期为正常监督下标准,如启、停机时应增加颗粒度、水分、外观常规性试验项目;大、小修油循环根据具体情况进行常规或全分析;油质不合格或异常时应缩短检测周期,不具备试验条件的试验项目如有必要应外委分析。
以确保试验数据的准确性、可靠性,保证机组用油质量安全。
汽轮机油 标准执行标准

汽轮机油标准执行标准
摘要:
I.汽轮机油简介
A.汽轮机油的定义
B.汽轮机油的作用
C.汽轮机油的种类
II.汽轮机油标准的重要性
A.保证汽轮机正常运行
B.防止设备损坏
C.提高能源效率
III.我国汽轮机油标准的执行
A.国家标准
B.行业标准
C.企业标准
IV.汽轮机油标准的具体内容
A.粘度等级
B.运动粘度变化率
C.酸值增加值
V.汽轮机油的更换与报废标准
A.更换标准
B.报废指标
VI.结语
正文:
汽轮机油是一种专用于汽轮机的润滑油,具有防锈、抗氧化、抗氨等特性,能够保证汽轮机的正常运行,防止设备损坏,提高能源效率。
我国对汽轮机油的标准执行十分严格,涵盖了国家标准、行业标准和企业标准。
国家标准主要包括GB11120-1989《汽轮机油运行标准》和GB12639-1991《航空喷气机润滑油》等。
行业标准有SH0362-1992《抗氨汽轮机油》和GJB1601A-98《舰用防锈汽轮机油》等。
企业标准则根据不同生产企业的实际情况制定。
汽轮机油标准的具体内容包括粘度等级、运动粘度变化率、酸值增加值等。
其中,粘度等级分为32、46、68、100等几个等级,运动粘度变化率应控制在10%以内,酸值增加值应不超过0.2mgKOH/g。
在汽轮机油的更换与报废方面,一般情况下,当粘度等级变化率超过10%,或酸值增加值超过0.2mgKOH/g时,应更换汽轮机油。
当油质恶化,无法满足设备要求时,应报废。
总之,汽轮机油标准的执行对保证汽轮机正常运行、防止设备损坏、提高能源效率具有重要意义。
电厂用运行矿物汽轮机油维护管理导则

电厂用运行矿物汽轮机油维护管理导则1. 质量标准:选用符合国家标准及电厂要求的矿物汽轮机油,确保油品的质量符合要求。
2. 储存管理:汽轮机油应储存在干燥通风处,避免与酸、碱等化学物质接触,防止发生污染及水分进入。
储存过程中应定期检查油品状态,确保油品质量稳定。
3. 更换周期:根据机组运行条件和制造厂家要求,合理确定汽轮机油更换周期,及时更换机油以确保设备运行稳定。
4. 油品更换:更换过程中应彻底清洗油箱和管道,保证更换后的汽轮机油不受污染,严格按照操作规程更换机油。
5. 油品监测:建立机油质量监测体系,定期对机油进行化验检测,根据测试结果及时采取相应的维护措施。
6. 油品保养:在机油更换之外,还应对机油进行定期检查和保养,如清理机油冷却器,排气系统等。
7. 处置废机油:废弃的机油应按照相关规定进行处理,不得乱倒或随意丢弃,以免对环境造成污染。
8. 员工培训:定期对维护保养人员进行培训,提高其对机油维护管理的认知和操作技能。
以上是电厂用运行矿物汽轮机油维护管理的一般导则,希望能够对电厂相关管理人员和维护人员的工作有所帮助。
电厂用运行矿物汽轮机油维护管理导则继续阐述:9. 设备保养记录:建立健全的设备保养记录,记录油品更换、检测结果、保养措施等信息,以便追踪和分析机油使用情况。
10. 设备故障处理:设备出现故障时,应及时调查分析并排除机油相关问题,防止机油质量不良导致故障的发生。
11. 设备维护管理体系:建立健全的设备维护管理体系,包括人员、设备、程序、资源等各方面的管理,并定期进行评估和改进。
12. 周边环境保护:在维护管理过程中,要注重周边环境的保护和合理利用,不得对环境造成污染和破坏。
13. 安全管理:在进行机油更换和维护过程中,要加强安全管理,确保操作人员的安全,严格执行相关安全规程和操作规程。
14. 新技术应用:随着科技的不断发展,还应及时采用新技术、新工艺,提高机油维护管理的效率和质量。
ASTM D4378-2013 运行汽轮机油质量标准

Designation:D4378−13Standard Practice forIn-Service Monitoring of Mineral Turbine Oils for Steam, Gas,and Combined Cycle Turbines1This standard is issued under thefixed designation D4378;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(´)indicates an editorial change since the last revision or reapproval.INTRODUCTIONThe in-service monitoring of turbine oils has long been recognized by the power-generation industry as being necessary to ensure long trouble-free operation of turbines.The two main types of stationary turbines used for power generation are steam and gas turbines;the turbines can be used as individual turbines,or can be configured as combine cycle bined cycle turbines are of two types;thefirst type connects a gas turbine with a steam turbine,with separate lubricant circuits,and the second type mounts a steam and a gas turbine on the same shaft and has a common lubricant circuit.The lubrication requirements are quite similar but there are important differences in that gas turbine oils are subjected to significantly higher localized“hot spot”temperatures and water contamination is less likely.Steam turbine oils are normally expected to last for many years.In some turbines up to20years of service life has been obtained.Gas turbine oils,by comparison,have a shorter service life from2to5years depending on severity of the operating conditions.One of the benefits of the gas turbine is the ability to respond quickly to electrical power generation dispatching requirements.Consequently,a growing percentage of modern gas turbines are being used for peaking or cyclic duty(frequent unit stops and starts)that subjects the lubricant to variable conditions(very high down to ambient temperatures),which put additional stresses on the lubricant.This practice is designed to assist the user to validate the condition of the lubricant through its life cycle by carrying out a meaningful program of sampling and testing of oils in service.This practice is performed in order to collect data and monitor trends which suggest any signs of lubricant deterioration and to ensure a safe,reliable,and cost-effective operation of the monitored plant equipment.1.Scope*1.1This practice covers the requirements for the effective monitoring of mineral turbine oils in service in steam and gas turbines,as individual or combined cycle turbines,used for power generation.This practice includes sampling and testing schedules to validate the condition of the lubricant through its life cycle and by ensuring required improvements to bring the present condition of the lubricant within the acceptable targets. This practice is not intended for condition monitoring of lubricants for auxiliary equipment;it is recommended that the appropriate practice be consulted(see Practice D6224).1.2This standard does not purport to address all of the safety concerns,if any,associated with its use.It is the responsibility of the user of this standard to establish appro-priate safety and health practices and determine the applica-bility of regulatory limitations prior to use.2.Referenced Documents2.1ASTM Standards:2D92Test Method for Flash and Fire Points by Cleveland Open Cup TesterD130Test Method for Corrosiveness to Copper from Petro-leum Products by Copper Strip TestD445Test Method for Kinematic Viscosity of Transparent1This practice is under the jurisdiction of ASTM Committee D02on Petroleum Products,Liquid Fuels,and Lubricants and is the direct responsibility of Subcom-mittee D02.C0.01on Turbine Oil Monitoring,Problems and Systems.Current edition approved Oct.1,2013.Published October2013.Originally approved st previous edition approved in2012as D4378–12.DOI: 10.1520/D4378-13.2For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.*A Summary of Changes section appears at the end of this standard Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959.United Statesand Opaque Liquids(and Calculation of Dynamic Viscos-ity)D664Test Method for Acid Number of Petroleum Products by Potentiometric TitrationD665Test Method for Rust-Preventing Characteristics of Inhibited Mineral Oil in the Presence of WaterD892Test Method for Foaming Characteristics of Lubricat-ing OilsD943Test Method for Oxidation Characteristics of Inhibited Mineral OilsD974Test Method for Acid and Base Number by Color-Indicator TitrationD1401Test Method for Water Separability of Petroleum Oils and Synthetic FluidsD1500Test Method for ASTM Color of Petroleum Products (ASTM Color Scale)D2272Test Method for Oxidation Stability of Steam Tur-bine Oils by Rotating Pressure VesselD2273Test Method for Trace Sediment in Lubricating Oils D2422Classification of Industrial Fluid Lubricants by Vis-cosity SystemD2668Test Method for2,6-di-tert-Butyl-p-Cresol and2,6-di-tert-Butyl Phenol in Electrical Insulating Oil by Infra-red AbsorptionD3427Test Method for Air Release Properties of Petroleum OilsD4057Practice for Manual Sampling of Petroleum and Petroleum ProductsD4898Test Method for Insoluble Contamination of Hydrau-lic Fluids by Gravimetric AnalysisD5185Test Method for Multielement Determination of Used and Unused Lubricating Oils and Base Oils by Inductively Coupled Plasma Atomic Emission Spectrom-etry(ICP-AES)D6224Practice for In-Service Monitoring of Lubricating Oil for Auxiliary Power Plant EquipmentD6304Test Method for Determination of Water in Petro-leum Products,Lubricating Oils,and Additives by Cou-lometric Karl Fischer TitrationD6439Guide for Cleaning,Flushing,and Purification of Steam,Gas,and Hydroelectric Turbine Lubrication Sys-temsD6810Test Method for Measurement of Hindered Phenolic Antioxidant Content in Non-Zinc Turbine Oils by Linear Sweep V oltammetryD6971Test Method for Measurement of Hindered Phenolic and Aromatic Amine Antioxidant Content in Non-zinc Turbine Oils by Linear Sweep V oltammetryD7155Practice for Evaluating Compatibility of Mixtures of Turbine Lubricating OilsD7647Test Method for Automatic Particle Counting of Lubricating and Hydraulic Fluids Using Dilution Tech-niques to Eliminate the Contribution of Water and Inter-fering Soft Particles by Light ExtinctionD7669Guide for Practical Lubricant Condition Data Trend AnalysisD7720Guide for Statistically Evaluating Measurand Alarm Limits when Using Oil Analysis to Monitor Equipment and Oil for Fitness and ContaminationF311Practice for Processing Aerospace Liquid Samples for Particulate Contamination Analysis Using Membrane Fil-tersF312Test Methods for Microscopical Sizing and Counting Particles from Aerospace Fluids on Membrane Filters 2.2International Organization for Standardization Stan-dards:3ISO4406Hydraulicfluid power—Fluids—Method for Cod-ing the Level of Contamination by Solid Particles,Second Edition,1999ISO4407Hydraulic Fluid Power—Fluid Contamination—Determination of Particulate Contamination by Counting Method Using an Optical Microscope,Second Edition, 2002ISO11500Hydraulic Fluid Power—Determination of the Particulate Contamination Level of a Liquid Sample by Automatic Particle Counting Using the Light Extinction, Second Edition,2008ISO11171Hydraulic Fluid Power—Calibration of Auto-matic Particle Counters for Liquids3.Significance and Use3.1This practice is intended to assist the user,in particular the power-plant operator,to maintain effective lubrication of all parts of the turbine and guard against the onset of problems associated with oil degradation and contamination.The values of the various test parameters mentioned in this practice are purely indicative.In fact,for proper interpretation of the results,many factors,such as type of equipment,operation workload,design of the lubricating oil circuit,and top-up level, should be taken into account.4.Properties of Turbine Oils4.1Most turbine oils consist of a highly refined paraffinic mineral oil compounded with oxidation and rust inhibitors. Depending upon the performance level desired,small amounts of other additives such as metal deactivators,pour depressants, extreme pressure additives,and foam suppressants can also be present.The turbine oil’s primary function is to provide lubrication and cooling of bearings and gears.In some equip-ment designs,they also can function as a governor hydraulic fluid.4.2New turbine oils should exhibit good resistance to oxidation,inhibit sludge and varnish deposit formation,and provide adequate antirust,water separability,and nonfoaming properties.However,these oils cannot be expected to remain unchanged during their use in the lubrication systems of turbines,as lubricating oils experience thermal and oxidative stresses which degrade the chemical composition of the oil’s basestock and gradually deplete the oil’s additive package. Some deterioration can be tolerated without harming the safety or efficiency of the system.Good monitoring procedures are 3Available from American National Standards Institute(ANSI),25W.43rd St., 4th Floor,New York,NY10036,.necessary to determine when the oil properties have changed sufficiently to justify scheduling corrective actions which can be performed with little or no detriment to production sched-ules.5.Operational Factors Affecting Service Life5.1The factors that affect the service life of turbine lubri-cating oils are as follows:(1)type and design of system,(2) condition of system on startup,(3)original oil quality,(4) system operating conditions,(5)contamination,(6)oil makeup rate,and(7)handling and storage.5.1.1Type and Design of System—Most modern turbine lubricating systems are similar in design,especially for the larger units.For lubrication,the usual practice is to pressure-feed oil directly from the main oil pump.The rest of the system consists of a reservoir,oil cooler,strainer,piping and additional purification orfiltration equipment,or a combination thereof. Miscellaneous control and indicating equipment completes the system.5.1.2Condition of System on Start-up:5.1.2.1The individual components of a lubrication system are usually delivered on-site before the system is installed.The length of on-site storage and means taken to preserve the integrity of the intended oil wetted surfaces will determine the total amount of contamination introduced during this period, the magnitude of the task of cleaning andflushing prior to use, and the detrimental effects of the contaminants.Guidance on cleaning,flushing,and purification of steam,gas,and hydro-electric turbine lubrication systems is provided in Guide D6439 or may be sought from the equipment/lubricant supplier or other industry experts.5.1.2.2Turbine oil system contamination prior to startup usually consists of preservatives,paint,rust particles,and the various solids encountered during construction,which can range from dust and dirt to rags,bottles,and cans.Their effect on turbine oil systems is obvious.5.1.2.3Ongoing purification may be required to maintain the in-service oils at an acceptable particle cleanliness level and water content level in the case of steam turbines for reliable lubrication and control systems operation.In opera-tional systems,the emphasis is on the removal of contaminants that may be generated due to normal oil degradation or ingressed during operation and by malfunctions that occur during operation or contaminants that are introduced during overhaul,or both.5.1.3Original Oil Quality:5.1.3.1Use of a high-quality oil is the best assurance of potentially long service life.Oils meeting recognized standards are generally available,and one that at least meets the requirements of the turbine manufacturer shall be used.Careful oil storage,including labeling and rotation of lubricant containers,is vital to ensure proper use and prevent degrada-tion of the physical,chemical,and cleanliness requirements of the lubricant throughout storage and dispensing.5.1.3.2It is advisable to obtain typical test data from the oil supplier.Upon receipt of thefirst oil charge,a sample of oil should be taken to confirm the typical test data and to use as a baseline.This baseline should act as a starting point for the physical and chemical properties of the lubricant,and for future comparisons with used oil information.This is most important!Recommended tests for new oil are given in the schedules of this practice(see Tables1and2).5.1.3.3When new turbine oil is to be mixed with a charge of a different composition prior checks should be made to ensure no loss of expected properties due to incompatibility (see lubricant suppliers’specifications).These should include functional tests and checks for formation of insolubles.Guid-ance for such compatibility testing can be referenced in Practice D7155for evaluating compatibility of mixtures of turbine lubricating oils.5.1.4System Operating Conditions:5.1.4.1The most important factors affecting the anticipated service life of a given lubricating oil in a given turbine system are the operating conditions within the system.Air(oxygen), elevated operating temperatures,metals,and water(moisture) are always present to some extent in these oil systems.These elements promote oil degradation and must consequently be recorded.5.1.4.2Most turbine oil systems are provided with oil coolers to control temperature.In many cases,bulk oil tem-peratures are maintained so low,below60°C(140°F),that moisture condensation can occur.Even with low bulk oil temperatures,however,there can be localized hot spots such as in bearings,at gas seals,and in throttle control mechanisms that can cause oil degradation and eventually cause system oil to show signs of deterioration.5.1.4.3Under the higher temperature conditions which are present in gas and steam turbines,oxidation of the oil can be accelerated by thermal-oxidative cracking leading to the pro-duction of viscous resins and deposits particularly at the point of initiation.5.1.5Contamination:5.1.5.1Contamination of turbine oils is often the most significant factor affecting oil service life.Contamination occurs both from outside the system and from within due to oil degradation and moisture condensation or leaks.Development of a clean turbine oil system on start-up or following mainte-nance is essential.Once attained,the danger of external contamination is less but should be guarded against.The oil can be contaminated by the introduction of different type oils, which are of the wrong type or are incompatible with the system oil.The oil supplier or the turbine manufacturer,or both,should be consulted before additions are made(see Practice D7155).5.1.5.2External contamination can enter the system through bearing seals and vents.Internal contaminants are always being generated.These include water,dirt,fly ash,wear particles,and insoluble particulate oil degradation products.From whatever source,contamination must be dealt with by monitoring oil condition and the use of purification devices such asfilters and centrifuges on a regular basis.These can be removed by purification devices such asfilters,centrifuges,coalescers,and vacuum dehydrators.Contamination of the system oil is a valid reason to change oil orflush a unit,or both,to restore systemcleanliness.5.1.6Oil Makeup Rate—The amount and frequency of makeup oil added to the system plays a very significant part in determining the life of a system oil charge.Makeup varies from below5%per year to as much as30%in extreme cases.In turbines where makeup is relatively high compared to the oil degradation rate,the degree of degradation is compensated for and long oil life can be expected.In turbines where the makeup is very low(below5%),a truer picture of oil degradation is obtained.However,such a system should be carefully watched since the oil life is dependent almost exclusively on its original quality.In the United States,the average makeup is typically around7to10%per year.5.1.7Handling and Oil Storage—Handling and dispensing methods must ensure that the quality and the cleanliness of the lubricant meet the specifications required by the equipment. Oils must be properly labeled to ensure proper selection and use.Proper stock rotation and storage methods must be considered to prevent the possible degradation of the physical and chemical properties of the lubricant during storage and dispensing.5.2The combination of all of the preceding operational factors for a given turbine determines its severity level.Each unit is different and the equilibrium operating conditions for each system must be determined in order tofix its severity level;OEM operating and maintenance specifications can also be used in setting the severity levels.The more severe a turbine system,the shorter the service life for a given oil.A useful approach to determine the severity of a turbine is given in Appendix X1.6.Sampling6.1General—When taking oil samples from storage tanks or equipment in service,it is important that the extracted sample is representative and is taken from a specified loca-tion(s)to monitor the properties of the lubricant.Correct and consistent sampling techniques are vital to achieve this.The following are some suggested guidelines for proper sampling technique and sample handling techniques(see also Practice D4057).The user should have written standard operating procedures to ensure that samples are taken consistently according to good maintenance practices.6.2Representative Sampling—A sampling location that sup-ports repeatable and representative sampling to monitor the health of the equipment and the properties of the lubricant.TheTABLE1Minimum Sampling and Inspection Testing Schedule for New OilsSchedule1New Oil-All Turbine TypesSamples:(a)From transport or drums(b)From storage tankTests Method Recommended Minimum Requirements for Acceptance ofNew Oil as ReceivedViscosity D445Should meet Classification D2422consistent with userpurchase specifications or manufacturer’s requirements. Acid Number D974or D664Acceptance limits should be consistent with user purchasespecifications,new oil reference or manufacturer’s require-ments or a combination thereof.Appearance visual clear and brightWater Content visual no free waterColor D1500Acceptance limits should be consistent with user purchasespecifications,new oil reference or manufacturer’s require-ments or a combination thereof.Rust Test D665Required for Steam and Single Shaft combined cycle tur-bines.Should pass D665A for land-based turbines andD665B for marine turbines.Oxidation Stability or Inhibition (RPVOT/Voltammetry/FTIR)D2272,D6810,D6971Most suitable methods and acceptance limits should beconsistent with user purchase specifications,new oil refer-ence or manufacturer’s requirements or a combinationthereof.Elemental Analysis(Suggested)D5185Comparison with new oil reference on delivery may indi-cate the presence of contaminants or mislabeled oil ship-ment.(Other spectrochemical method may be substitutedfor the ICP method.)Air Release(Suggested)D3427Comparison with new oil reference on delivery may indi-cate the presence of contaminants or mislabeled oil ship-ment.Water Separation(Suggested)D1401Steam Turbine and Combined Cycle Systems only. Foam(Suggested)D892Comparison with new oil reference on delivery may indi-cate the presence of contaminants or mislabeled oilshipment.sample location should be upstream of filters and downstream of machine components such as bearings and gears to obtain the best data.To be representative,oil samples should be collected when the turbine is running at normal operating temperatures,loads,pressures,and speeds.This ensures in-soluble material is suspended evenly throughout the system.6.2.1Sampling Location—The primary sampling port is the location where routine oil samples are taken for monitoring oil contamination,wear debris and the chemical and physical properties of the oil.Possible locations include:6.2.1.1Dipping from the Tank—Oil samples should be taken by dipping from the tank.Lubricant should be thoroughly circulated before the sample is taken.6.2.1.2Oil Return Line Sampling Port —For circulating systems,the preferred location for oil samples is on a single return line prior to entering the sump or reservoir.6.2.2Secondary sampling methods are to be used for measuring contamination and wear debris contributed by individual components,and can be located anywhere on the system to isolate upstream components.This is where contami-nation and wear debris contributed by individual components will be found:6.2.2.1Sampling from a Line—The line should contain lubricating oil which is free flowing and not deadheaded.For instance,the lines in a bearing header,an active filter,and active heat exchanger are free flowing;the lines to a gagecabinet are deadheaded.In equipment with dual filters or heat exchangers,the inactive filters or heat exchangers do not have flowing fluid and are not suitable sampling points.When using a sampling line,it is necessary that the line has been thor-oughly flushed before taking a sample.Adequate amount of flushing will depend on sampling line dimensions,length,and diameter.N OTE 1—Test values obtained will differ depending on the sample e caution when comparing sample results from different sample points.Samples should be taken in the same manner each time to allow reliable trending of oil properties.6.2.2.2Tapping from a Reservoir—The lubricating oil must be thoroughly agitated in the reservoir and the tap line flushed before a sample can be taken.6.2.3An oil sample is probably not representative if:(1)the system oil is hot while the sample is cold,(2)the oil in the system is one color or clarity in a sight glass while the sample is a different color or clarity,and (3)the viscosity of the reservoir oil is different from that of the sample when both are at the same temperature.6.2.4It should be noted that on occasion a sample may be requested which will not be representative.At that time,sampling instructions,as specified by the requestor,must be followed.For example,a sample might be taken off the top or the bottom of a tank to check for contamination.In all cases the sample point should be marked on the sample bottle.TABLE 2Minimum Sampling and Inspection Testing Schedule for New Oil Charge ASchedule 2Installation of a New Oil ChargeSamples:After 24-h circulation in Turbine Retain approximately 4L (1gal)Tests Method Recommended minimum requirements for assessment ofnew oil chargeViscosityD445Should meet Classification D2422consistent with user pur-chase specifications or manufacturer’s requirements.Acid Number D974or D664Should be consistent with user purchase specifications and new oil reference.Appearance visual clear and bright Water Content visual no free waterColorD1500Should be consistent with user purchase specifications and new oil reference.Particle Count--Cleanliness (after filtration into equipment)F311or F312or userdefinedDefinition of suitable cleanliness levels determined by par-ticle count distribution depends on turbine builder and user requirements Filtration or centrifugation,or both of oil into turbine and during in-service is recommended.Oxidation Stability or Inhibition (RPVOT/Voltammetry/FTIR)B D2272,D6810,D6971Should be consistent with user purchase specifications and new oil reference.Elemental Analysis (Suggested)D5185Comparison with new oil reference on delivery may indi-cate the presence of contaminants or mislabeled oil ship-ment.(Other spectrochemical method may be substituted for the ICP method.)Air Release (Suggested)D3427Comparison with new oil reference on delivery may indi-cate the presence of contaminants or mislabeled oil ship-ment.Water Separation (Suggested)D1401Steam Turbine and Combined Cycle Systems only.Foam (Suggested)D892Comparison with new oil reference on delivery may indi-cate the presence of contaminants or mislabeled oil shipment.A Follow recommended flushing procedures prior to installing initial fill or replacement oil charge.For general guidance,see Guide D6439.BImportant as a baseline to determine turbine system severity.It is recommended that all tests which are performed on in-service oilsfor trending purposes should also be performed on a new oil charge for baseline information.6.3Oil Sample Bottles—Samples should be taken in a suitable sample bottle.To be suitable the bottle should be: 6.3.1Clean—If in doubt about its cleanliness,use another bottle;if this is not possible,flush it out with the oil to be sampled.6.3.2Resistant to the Material Being Sampled—To verify the bottle’s resistance,if time permits,allow the sample to stand in the bottle and observe its effects.Aluminum foil makesa good,resistant cap liner.6.3.3Appropriate for Whatever Handling is Required—Bottles with leaking tops and glass bottles improperly pro-tected are not suitable for shipment.Appropriate regulations for handling and shipment of samples must be observed.6.3.4Appropriate for the Analyses Required—An extensive chemical analysis,if that is why a sample is required,cannot be done on the contents of a bottle which is too small.N OTE2—Some lubricant suppliers and commercial laboratories provide sample bottles which meet all these requirements.These should be used whenever possible.If frequent samples are taken,an adequate supply of containers should be available.6.4Sample Labeling—A sample bottle should be properly labeled in order to track the history of a particular piece of equipment.The equipment must be identified bels should include the following information as appropriate:6.4.1Customer name(if appropriate),6.4.2Site(or plant name),6.4.3Location(unit number,tank number,compartment number,and so forth),6.4.4Turbine serial number(or other ID),6.4.5Turbine service hours,6.4.6Oil service hours,6.4.7Date sample taken,6.4.8Type of oil sampled(lubricant ID),6.4.9Sampling point/port ID,6.4.10Type of purification system(filters/centrifuge,and so forth),and6.4.11Makeup(volume)since last sample was taken.6.5Sampling of New Oil Deliveries:6.5.1A sample of the new lubricant is required to provide a baseline for the physical and chemical properties of the lubricant.Also samples taken should be representative of the oil being examined but obtained from the point(s)most indicative of gross contamination by debris and water,that is, just above the bottom of the drum or tanker compartment bottom.6.5.2When consignments of oil are in drums,sample them in accordance with Practice D4057.6.5.3For bulk consignments,sample each tanker compart-ment.If these are clear of debris and water,then the samples can be combined for subsequent laboratory analysis of the consignment.6.5.4In cases where the product is suspected of being nonuniform,sample a larger number of drums.Where contami-nation is suspected there is no alternative to sampling every drum.6.5.5From tanker deliveries,in addition to sampling indi-vidual tanker compartments,further sample(s)should be taken preferably from the outlet of theflexible pipework or at least from the tanker bottom valve manifold.This further sampling is necessary because the tanker contents can become contami-nated by residual material left in the bottom valve manifold. This can occur particularly when different products are being carried in separate compartments or previous deliveries of a different product have been made to other locations without subsequent adequate cleaning andflushing.6.5.6Bottom samples must be collected by either a tube or thief sampler(for example,Bacon bomb).These samplers permit collection of settlings on the bottom of the container without introducing false contamination by scraping the con-tainer lining or wall.6.5.7Take the sample(s)from the outlet of theflexible pipework or the tanker bottom valve manifold while maintain-ing a goodflow afterflushing the line.6.6Preservation of Sample—If tests are not run immediately,store the sample(s)away from strong light or excessive heat.7.Examination of New Oil on Delivery7.1Experience has shown the need for standardizing pro-cedures to be undertaken for the sampling,examination,and acceptance of incoming supplies of turbine oil.It is essential that personnel responsible for sampling and testing shall have the necessary experience and skills,and that scrupulous atten-tion to detail be applied at all times to avoid erroneous results.7.2It is equally essential that all incoming supplies of oil be adequately monitored to guard against incorrect or contami-nated material being delivered.Cleanliness of the delivery container should be noted;if the container is dirty on the outside,there may be particulate contamination on the inside. Particulate contamination can also be a problem when the lubricant comes in contact with dirty or poorly maintained equipment.7.3Sampling of incoming supplies should be in accordance with proper sampling procedures(see Section6).7.4All samples should be immediately examined for ap-pearance.7.5A testing schedule for new oil is included in this practice (see Table1and Table2).With drums,tests should be completed on the bulk sample before the oil is used in service. Individual samples should be retained until the bulk sample is passed as satisfactory.7.6With tanker deliveries the additional tests to be com-pleted before the tanker is discharged can only be judged from the risk involved by the acceptance of nonspecification product,that is,can the charge be readily recovered and corrected before passing into service if the subsequent tests indicate this to be necessary.7.7Handling and dispensing methods contribute to the required health and cleanliness specifications of the lubricant. All sources and opportunities of contamination must be avoided.8.Deterioration of Turbine Oils in Service8.1How Turbine Oils Degrade—Irrespective of initial quality,during their use in lubrication systems ofturbines,。
tsa46汽轮机油标准

tsa46汽轮机油标准
TSA46汽轮机油是一种特定于某种型号或系列的汽轮机使用
的润滑油。
它的标准是根据该型号或系列的汽轮机的设计和技术要求制定的。
具体的标准可能会有所不同,取决于汽轮机的制造商和使用环境的要求。
一般来说,TSA46汽轮机油的标
准可能包括以下方面:
1. 黏度等级:TSA46汽轮机油的黏度等级是根据温度范围和
润滑要求确定的。
通常使用ISO标准来表示黏度等级,如ISO VG 32或ISO VG 46。
2. 抗氧化性能:TSA46汽轮机油需要具有良好的抗氧化性能,能够防止油品在高温环境中氧化和变质,保持其润滑性能和稳定性。
3. 抗泡性能:TSA46汽轮机油需要具有良好的抗泡性能,能
够减少气体或空气的混入,防止发生泡沫现象,保证油液的润滑效果。
4. 极压性能:TSA46汽轮机油需要具有良好的极压性能,能
够在高温和高压环境下保持润滑膜的稳定性,减少金属表面的磨损和磨粒形成。
5. 低温流动性:TSA46汽轮机油需要具有良好的低温流动性,能够在低温环境下迅速形成润滑膜,保证启动和运行时的润滑效果。
总的来说,TSA46汽轮机油的标准是根据特定汽轮机的要求制定的,以保证其在各种工况下都能提供良好的润滑和保护效果。
46号汽轮机油 标准

46号汽轮机油标准46号汽轮机油是一种专门用于汽轮机的润滑油,它在保护汽轮机的同时,还能够提高其运行效率和延长使用寿命。
因此,对于这种特殊用途的润滑油,其标准显得尤为重要。
下面将介绍46号汽轮机油的标准内容,以便更好地了解和选择适合的产品。
首先,46号汽轮机油的标准主要包括以下几个方面,物理化学性质、粘度等级、氧化安定性、抗乳化性、防腐蚀性能、抗泡性能、抗磨损性能等。
这些标准旨在保证汽轮机油在使用过程中能够满足汽轮机的工作要求,保证其可靠性和稳定性。
其次,根据标准规定,46号汽轮机油的物理化学性质需要符合一定的要求。
比如,其闪点、倾点、凝固点、粘度指数等参数都需要在规定范围内,以保证在不同工作条件下都能够正常运行。
而粘度等级则是衡量汽轮机油流动性的重要指标,不同工作条件下需要选择适合的粘度等级,以保证润滑效果。
此外,氧化安定性和抗乳化性也是46号汽轮机油标准中的重要内容。
汽轮机在高温高压条件下工作,容易产生氧化,因此汽轮机油需要具有良好的氧化安定性,以保证长时间使用不会出现变质。
而抗乳化性则是指汽轮机油在遇到水分时不会产生乳化,以保证其润滑效果和稳定性。
另外,防腐蚀性能、抗泡性能和抗磨损性能也是46号汽轮机油标准的重点内容。
汽轮机在运行过程中会受到高温高压和机械磨损的影响,因此汽轮机油需要具有良好的防腐蚀性能和抗磨损性能,以保证汽轮机的正常运行和使用寿命。
同时,抗泡性能也是保证汽轮机油在工作过程中不会产生气泡,以保证其润滑效果和稳定性。
综上所述,46号汽轮机油的标准内容涉及多个方面,旨在保证汽轮机油在使用过程中能够满足汽轮机的工作要求,保证其可靠性和稳定性。
因此,在选择和使用46号汽轮机油时,需要严格按照标准要求进行,以保证汽轮机的正常运行和使用寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
氧化安定性/min低于
60
闪点(开口)/℃低于
170
185
破乳化值(40-37-3)mL,
54℃1)/min大于
40
60
液相锈蚀试验(合度为82℃而不是40℃
我公司用的是L-TSA46防锈汽轮机油,只分析了40℃运动粘度变化率和酸值增加值/mgKOH.g-1这两个指标,分别是如下:
L-TSA46防锈汽轮机油油质分析
酸值
<0.3mgKOH/g
1次/半月
白班
运动粘度
41.4~50.6mm2/s
因各机组单次用油合计总量大。为此在运行中的汽轮机油要定期进行质量检测并掌握性能变化情况。
有关汽轮机油的换油标准和报废指标如下
运行中各标号汽轮机油质量标准(GB11120-1989)
汽轮机油更换标准如下:
项目
换油指标
粘度等级(按GB3141)
32
46
68
100
40℃运动粘度变化率/%超过
±10
酸值增加值/mgKOH.g-1大于