液态硅胶LSR供料设备
液态硅胶模具设计要点

2、在设计模具排气槽有独到经验,保证模具不困气,产品不缺胶。
4,对模具加热部分可用电加热或水,油加热,保证模温均匀,确保产品品质
5、可以设计复杂结构的模具,多层模芯顶出,双物料模具。
7,产品好品率达到95%以上,在国内同行可以说是数一数二的。
由于液态硅橡胶低粘度性,在加工过程中要考虑材料的回流和漏胶,因此对螺杆的止逆环有较高要求,以保证注射入模具的液体硅胶料量准确,不会出现披锋,对模具封胶位有较高要求,典型的排气槽一般宽为1~3 m m, 深为O.O 0 4~ O.OO 5 mm,最好在模具中加装抽真空结构,以保证模腔内的空气及时排出。
如图示为液体硅胶注塑模具,成型产品为医疗产品,该模具特点:
1,产品为PA环(尼龙环)+液态硅胶二次注射成型,硅胶硬度为5度
2、模具采用6组电加热独立控制,保证模温均匀;
3、采用抽真空技术加速模腔内空气的排出,防止困气,缺胶不良;
4,流道系采用冷流道+潜浇品热流道技术
5,分型面用胶圈密封防止抽真空时空气进入模腔
其产品表现为较好的热稳定性、抗寒性、生理惰性,优良的电绝缘性能,燃烧时不会产生有毒的物质等。因此在在医疗产品,婴儿用品,汽车制造,食品行业,电子产品方面潜水用品、厨房用具以及密封件等的生产设计中得到广泛的应用并成为不可替代的材料。
2,液态硅胶的注塑成型特点:
液态硅胶(Liquid Silicone Rubber),分为A 胶与B 胶,利用定量装置控制两者为1:1 之比例,再透过静态混合器(Static Mixer)予以充份混合,泵入注塑机的料筒后再进行注塑成型生产。
光学液态硅胶模具设计方案解析

善和优化。
年推出的 84 像素矩阵式 ADB 模组,代表着光学液态
2.1
个性化设计和多样化发展。图 1 所示为矩阵式 ADB
据实际经验发现,硅胶件受流动方向和累积公差影
硅胶正式进入汽车照明领域,打开的汽车照明系统的
多针齿模组示意图。
液态硅胶材料的收缩率
目前 LSR 材料的收缩率在 2%~2.5%左右,但是根
热传导率低的材料,如钛合金或者是传导率低的树脂
性和一致性。如图 4 所示,加热丝 A、加热丝 B 与加热
阀针与定模仁接触面必须使用隔热帽,其隔热帽选择
材料。
不同区域所需要的加热丝功率,有效控制模温的稳定
丝 C 属于一根加热丝,但是根据科学热量模拟分析,
加热丝 A-1 和 A-4 的加热功率是加热丝 A-2 和 A-3
针对硅胶阀针,也有着特殊要求,也必须使用含
2.4
1
2.5
模具抽真空气设计
光学硅胶在注塑过程中容易裹挟气泡,所以,模
300MPa 以上的承压的材料,为保证隔热板强度,隔热
具必须增加抽真空工序,配置抽真空泵站,其模具密
0.05~0.1mm,如图 3 所示。
圈槽的边缘需要倒圆角处理,放置模具尖钢割坏密封
板 中 间 需 要 增 加 承 压 块 ,承 压 块 比 耐 磨 板 厚 度 高
silicone mold design stage. The field of automotive lighting has special requirements for silicone
products, such as high-gloss mirror, small warpage deformation and no cape flyedge design
LSR简单介绍

LSR简单介绍LSR是英文LiquidSiliconeRubber的缩写,意思是液体硅橡胶,实际上,所有的固化前为液体,固化后为弹性体的有机硅产品都可以叫做LSR(液体硅橡胶),但是习惯上说起LSR通常指狭义上的液体硅橡胶,GE公司是这么定义的:LSR是指按照1:1重量或体积配比用注射成型方法生产弹性体的双组分加成型硅橡胶,也就是SHINETSU产品分类上所指的LIM(LiquidInjectionMolding,液体注射成型),指专门用于注射成型的硅橡胶,常用来做大批量标准制件。
而DOWCORNING公司产品分类的LSR不但包括注射成型的产品也包括敷形涂料等1:1混合的无色透明的双组分加成型硅橡胶,在国内,晨光院把所有加成型无色透明的产品统称为硅凝胶,而我们一般只称象HT316这样无色透明,没有硬度很软,几乎没有强度的加成型灌封产品为硅凝胶,国外大公司的分类也是单独列出,即SiliconeGels产品。
我们这里沿用DOWCORNING的说法,LSR是指无色透明或者半透明,粘度较大(一般大于10Pa•S),按照1:1重量或体积配比的双组分加成型硅橡胶,可以做透明半透明的硅橡胶制品,也可以配合颜料、底涂剂等使用。
据报道:目前全国加成型液体硅橡胶生产量在500-800吨/年,进口量在5千吨/年,高温硫化硅橡胶生产量5万吨/年以上,随着加成液体硅橡胶发展和成本下降以及加工设备国产化,高温硫化橡胶至少有60%-70%的用量将被液体硅橡胶所取代,预计到2010年市场需求量在40000吨以上,该产品发展空间很大[1-5]。
二、LSR的特点1工艺性:双组分组成,可以直接从不同的通道直接加入到混合器;颜料等辅助材料可以自动加料;等比例混合可以方便地通过静态混合器加入模压机;可以通过控制输送体积、注射压力和速度精确地填充模具空间,不产生任何边角料;许多用于塑料注射成型的注塑机可以容易地转化为LSR注射成型机;可选择的填充型腔可在同一条生产线上同时生产HCR(高温混炼胶)和LSR制品;固化速度可调节范围大,加热高温固化可以有很高的效率(200℃可以几十秒内固化),等[1,5]。
液态硅橡胶

液态硅橡胶高分子学院橡胶092张兴超0903040213简介:液体硅胶是相对固体高温硫化硅橡胶来说的,其为液体胶,具有流动性好,硫化快,更安全环保,可完全达到食品级要求。
根据分子结构中所含官能团(即交联点)位置,常把带有官能团的液体橡胶分成两大类:一类是官能团处于分子结构两端的称之为遥爪型液体橡胶;另一类是活性官能团在主链中呈无规分布,即所谓在分子结构内带官能团者,称为非遥爪型液体橡胶。
当然,也有既带中间官能团又带有端基官团的,目前重点是对遥爪型液体橡胶进行研究。
对于液体橡胶,应根据其所含的活性官能基来选择带有适当官能团的链增长剂或交联剂。
LSR综述:LSR是英文Liquid Silicone Rubber的缩写,意思是液体硅橡胶(灌封胶),实际上,所有的固化前为液体,固化后为弹性体的有机硅产品都可以叫做LSR(液体硅橡胶),但是习惯上说起LSR通常指狭义上的液体硅橡胶,GE公司是这么定义的:LSR是指按照1:1重量或体积配比用注射成型方法生产弹性体的双组分加成型硅橡胶,也就是SHIN ETSU产品分类上所指的LIM(Liquid Injection Molding,液体注射成型),指专门用于注射成型的硅橡胶,常用来做大批量标准制件。
而DOW CORNING公司产品分类的LSR不但包括注射成型的产品也包括敷形涂料等1:1混合的无色透明的双组分加成型硅橡胶,在国内,晨光院把所有加成型无色透明的产品统称为硅凝胶,而我们一般只称无色透明,没有硬度很软,几乎没有强度的加成型灌封产品为硅凝胶,国外大公司的分类也是单独列出,即Silicone Gels产品。
DOW CORNING 的说法,LSR是指无色透明或者半透明,粘度较大(一般大于10Pa•S),按照1:1重量或体积配比的双组分加成型硅橡胶,可以做透明半透明的硅橡胶制品,也可以配合颜料、底涂剂等使用。
据报道:目前全国加成型液体硅橡胶生产量在500-800吨/年,进口量在5千吨/年,高温硫化硅橡胶生产量5万吨/年以上,随着加成液体硅橡胶发展和成本下降以及加工设备国产化,高温硫化橡胶至少有60%-70%的用量将被液体硅橡胶所取代,预计到2010年市场需求量在40000吨以上,该产品发展空间很大。
LIM&LSR液体硅橡胶加工成型及应用

自动化对比 (1)
设备投资 模具维修保养 脱模形式 每啤时间 原料损耗 后加工处理
全自动化生产线
(冷流道模具系统 + 卧式注射成型设备)
半自动化生产线
(传统流道模具 + 立式注射成型设备)
相对较高
相对较低
4百万次注射开合后
90万次注射开合后
全自动
手动(如需)
20-30 秒 / 啤
35-90 秒 / 啤 (手动操作)
主要因素
機密文件
Copyright © 2007 硅橡膠服務有限公司·版權所有·不得轉載
生产线录像
全自动化生产线 —— 婴儿奶咀
• 迈图Momentive LSR2650-pailkit-TH; • 6腔针阀式冷流道模具系统; • 卧式注射成型设备(百科MT-90MI-LSR); • 物料供应输送系统(2KM SilcoStar 922A)。
用解决方案。
香港·新界·荃灣 柴灣角街83-93號·榮興工業大廈4樓4室 電話: (852) 2889 2521 傳真: (852) 2557 3787
機密文件
Copyright © 2007 硅橡膠服務有限公司·版權所有·不得轉載
液體硅橡膠
香港·新界·荃灣 柴灣角街83-93號·榮興工業大廈4樓4室 電話: (852) 2889 2521 傳真: (852) 2557 3787
香港·新界·荃灣 柴灣角街83-93號·榮興工業大廈4樓4室 電話: (852) 2889 2521 傳真: (852) 2557 3787
機密文件
Copyright © 2007 硅橡膠服務有限公司·版權所有·不得轉載
行业应用
电子电力
• 避雷器 • 绝缘子 • 阳极帽 • 按键 • 电线 • 中空套管 • 胶辊
液体硅胶辊和固体硅胶辊有什么区别

液体硅胶辊为一种液体胶,流动性好,硫化速度快,安全,环保,完全可以满足食品级要求;而固体硅胶辊为一种细胞型聚合物弹性材料,具有耐高温,耐寒,耐溶剂,抗滞,抗粘,电绝缘,化学工业等特点,应用范围广。
那么两者之间具体有哪些不同呢?
1、形状
顾名思义,液体硅胶辊处于液态并具有流动性;而固体硅胶辊是固体,没有流动性。
2、安全
液体硅胶辊是一种具有高透明度和高安全性的食品材料,在成型过程中不添加诸如硫化剂的辅助材料,并且将其密封和模制;而固体硅胶辊是一种透明且环保的材料。
在成型过程中需要硫化硫化成型时间,并且通过开模来成型。
3、成型方法
液体硅胶辊是注塑液体硅橡胶(LSR):全名注塑液硅橡胶,注塑机硫化设备。
注塑机工艺非常简单(无需手动工艺,如配料,橡胶混合,切割,在高温胶水工艺中安排,只有一名工人可以带产品),产品精度高(成型前的所有手工程序)全部由机器更换),高产量(A/B胶在一定温度下混合几秒钟),节省人力,省电,节省材料等诸多优点,可生产全高温橡胶生产产品;而固体硅胶辊模制品是一块坚固的材料。
在用混合器捏合之后,切割机切割产品和模具的适当尺寸和厚度,然后将其放入模具中并在压力成型机下在一定温度下模塑。
当脱模类似于塑料产品时,还需要清洁模具。
以上就是有关液体硅胶辊与固体硅胶辊主要区别的一些相关介绍,希望对您进一步的了解有所帮助。
lsr液态硅胶熔体温度
lsr液态硅胶熔体温度【最新版】目录一、液态硅胶的概述二、液态硅胶的熔体温度三、液态硅胶的成型工艺四、液态硅胶制品的应用范围五、液态硅胶制品的优点正文一、液态硅胶的概述液态硅胶,又称 LSR(Liquid Silicone Rubber)液态硅橡胶,是一种高性能的合成橡胶。
它具有优异的耐高低温、耐老化、耐化学品腐蚀、电气绝缘等性能,因此广泛应用于航空航天、电子、汽车、医疗等领域。
二、液态硅胶的熔体温度液态硅胶的熔体温度一般在 150℃-200℃左右。
在熔融状态下,液态硅胶具有较好的流动性,便于进行注入模具和成型加工。
三、液态硅胶的成型工艺液态硅胶的成型工艺主要包括以下几个步骤:1.涂刷胶水:在金属或塑胶基材上涂刷液态硅胶胶水,并让其干燥。
2.模具制作:根据产品形状和要求制作硅胶模具。
3.注射成型:将液态硅胶注入模具中,并在一定的温度和压力下进行硫化成型。
4.脱模:成型后的液态硅胶制品从模具中取出。
5.后处理:如有需要,进行打磨、喷漆等后处理。
四、液态硅胶制品的应用范围液态硅胶制品广泛应用于各个领域,如航空航天、电子、汽车、医疗等。
例如,液态硅胶密封圈、O 型圈、油封等广泛应用于汽车、工程机械等行业;液态硅胶厨具、餐具等应用于家庭日用领域;液态硅胶婴儿用品、医疗用品等应用于婴幼儿护理和医疗卫生领域。
五、液态硅胶制品的优点液态硅胶制品具有以下优点:1.优异的耐高低温性能:液态硅胶在 -50℃至 200℃的温度范围内保持良好的弹性和柔韧性。
2.良好的耐化学品腐蚀性:液态硅胶具有较强的抗酸、抗碱、抗盐等化学品腐蚀能力。
3.出色的耐老化性能:液态硅胶在室外环境下,具有长达十几年的耐老化性能。
4.良好的电气绝缘性:液态硅胶具有较高的体积电阻率和击穿电压,可用于制造高频、高压电气设备中的绝缘部件。
几种塑料喷嘴介绍

几种塑料喷嘴介绍1.低粘性塑料用喷嘴用于低粘性塑料注塑用喷嘴,通常是针型截流喷嘴,包括弹簧制动和气压/液压两种。
主要用于PA、PPS、PE、POM和PP。
1.1工作原理弹簧制动喷嘴在注塑压力下直接开启,再通过弹簧动力闭合,针形截流喷嘴里轴向运动的针在弹簧作用力下保持闭合状态,喷嘴口通常是闭合的,熔流压力逐渐升高,通过针上的外露环作用于弹簧,喷嘴就在200bar下开启。
如果熔流压力降低(80bar),喷嘴就闭合。
气压/液压致动装置通过一杠杆控制喷嘴轴向的针,熔流因此在喷嘴口截断。
针形装置的设计能在超压下确保喷嘴自动开启。
1.2可以预防○细丝○罗杆回缩时的气穴在用抽拉式注入装置进行配料时发生材料泄漏○当垂直注塑时的原料泄漏1.3特殊应用○物理发泡○熔流预压○热流道的注塑(如容器,壶)2.剪切敏感性塑料用喷嘴对于剪切敏感性塑料一般使用螺栓型截流喷嘴采用较大熔流道而减小压力速减。
通过这个一单通熔流道原理能避免所谓的记忆效应。
采用该单通道系统后,可以在非常短的时间内完成装置的清理(类似于开式喷嘴)。
2.1工作原理整体组装的致动装置(通过气动或液压)通过一杠杆装置控制径向的螺杆。
因此,借助此装置熔流因此而分离。
螺杆的设计确保超压时喷嘴自动开启与同针形喷嘴不同,分离发生更后些因此在喷嘴口和截流装置这间的孔隙更长,这一特点可能不合适某些应用场合。
2.2可以预防○螺纹回缩时的气穴○在用抽拉式注射装置进行配料时发生材料泄漏○垂直注塑时的原料泄漏2.3特殊用途○物理发泡3.1液态硅胶注塑用喷嘴E型喷嘴的主要应用领域是在LSR(液态硅胶)。
3.2主要特征○可以对整个喷嘴进行定向冷却或加热, 即可以对喷嘴模具交界前的部分进行回火处理;○构造简洁;○灵活的连接件(顶端,适配器)。
3.3工作原理E-喷嘴采用了非常紧凑的设计. 有一双向气动缸控制着截流机构,同时,通向喷嘴头的集成冷却系统,确保加工功能的正常和可靠,E-喷嘴所选用的是高度防腐的生产材料。
液态硅胶材料与LIM工艺介绍

• •
液态硅胶的物性
Product 产品 Appearance 外观 Specific Gravity (at 25℃) 比重 Viscosity (A/B,Pa.s) 粘度 KE-199030A/B KE-199040A/B KE-199050A/B KE-199060A/B KE-199065A/B KE-199070A/B
•
•
液态硅胶的物性
压缩变形率 Compression Set • • 压缩变形率是指材料在一定温度下被压缩至一定形状,并维持一定时间 后而发生永久性变形的量。 压缩变形率是材料样品未能恢复到它原有高度的百分比。例如,40%压 缩变形率表示此样品只恢复了被压缩厚度的60%。100%压缩永久变形 则表示样品无丝毫恢复,也就是说,它保持了被压缩的状态。 压缩变形的大小主要是受硅胶恢复能力所支配,影响恢复能力的因素有 分子之间的作用力、网络结构的变化或破坏、分子间的位移等。 压缩变形率越小则材料的回弹能力越好,抗变形能力越强。
液态硅胶(Liquid Silicone Rubber,简称LSR): • • 液态硅胶是相对固态高温硫化硅橡胶来说的,其固化前为液体,固化后 为弹性体。 LSR通常是由基础胶(聚甲基乙烯基硅氧烷生胶)和交联剂(聚甲基氢 硅氧烷),在催化剂(过渡金属的络合物,如铂、镍、铑等)的作用下, 通过加成反应形成具有网络结构的弹性体。 根据不同用途,还可添加其它填充剂,如气相法或沉淀法白炭黑、氧化铁、 二氧化钛和炭黑等。为了制取透明级的LSR,也可加入硅树脂作为填充 剂。
ANSHUN(ASIA) INVESTMENT,LTD.
液态硅胶与LIM工艺介绍
2018.12.30
目录
1 液态硅胶材料性能介绍 2 LIM工艺介绍
转载液态硅橡胶LSR注射成型的进展

转载液态硅橡胶 LSR 注射成型的最新进展转载液态硅橡胶 LSR 注射成型的最新进展原文地址:液态硅橡胶(LSR)注射成型的最新进展作者:terenceplastic图1热塑性塑料/LSR包覆成型的一个应用是水龙头滤网。
在这一制品中,用作滤网的LSR被包覆成型到尼龙66上得益于材料、设备和工艺的改进与革新,液态硅橡胶(LSR)逐渐摆脱了小众需求的现状,扩大了应用领域。
其中,大型、微型和发泡制品,以及多色或多材料的组合是LSR应用的新领域。
液态硅橡胶(LSR)对于注塑加工商的商业机会的拓宽,要归功于更新的成型工艺,如发泡、多色或者多硬度注射,以及热塑性塑料/热固性塑料包覆技术的涌现。
材料、设备和模具的改进增加了产品的多功能性,提高了产品质量,降低了注塑加工商准入的门槛。
今天的LSR注塑加工商拥有更多的原材料选择、更大的模具选择余地以及更好的工艺技术,不但可以成型小至数千分之一g的制品,而且也能够加工32kg以上的巨大产品。
材料、模具和加工设备供应商表示,在过去的几年里,对LSR感兴趣的人逐渐增加。
"一些塑料公司对此感兴趣,一些新公司也希望开拓他们的业务,同时医疗领域的加工商也更多地加入进来。
"RoembkeMfg.&Design模具公司副总裁GregRoembke说。
"我们发现,汽车工业已开始应用LSR。
也许传统的硅橡胶在汽车工业中的应用已达到了极致,下一步需要从LSR获得更多的东西。
"他补充说。
图2LSR的双注射包覆成型通常在一个成型单元内完成,而LSR和热塑性塑料则分别在不同的注射机上成型LSR注塑加工商表示,他们已经从高温硅橡胶(HCR)、EPDM、乳胶、天然橡胶、TPE、PVC甚至陶瓷的应用领域中抢占了一些市场。
MomentivePerformanceMaterials(前GESilicones)的弹性体和RTV总经理BillFrench说,由于LSR惰性、耐热且耐化学品,因此可用于生产奶嘴和奶头、医用装置阀门或密封条、医疗植入体、医用手套和汽车密封条等。
液体硅橡胶LSR注射成型工艺的设计

液体硅橡胶L S R注射成型工艺的设计The following text is amended on 12 November 2020.液体硅橡胶(LSR)注射成型工艺的设计在过去的三到五年里,热固性液体硅橡胶(LSR)的注塑技术得到了快速的发展。
LSR的注塑设计与刚性工程热塑料有着重要的差别,这主要是因为这两种橡胶的物理性质,如低粘度,流变学性质(快速固化),剪切变稀性质,以及较高的热膨胀系数等区别较大。
由于LSR的粘度较低,因此它在注射成型过程中,即使在注射压力较低的情况下,填充流速也可以较快,但是为了避免空气滞留,对模具通风的要求更加严格。
总的来说,现代LSR的快速硫化的循环时间更短(某些情况下循环时间不到20秒),为了充分利用这一特性,加工机械、注射成型机以及部件转移系统等必须相互配合,作为一个高度集成的整体运作。
冷流道成型现代冷流道体系充分利用了LSR剪切变稀的性质,真正达到了无浪费,无毛边成型。
在过去的三到五年里,冷流道模塑在制造业中的优势地位急速上升,并导致橡胶产品的产量增加、废品减少、劳动成本降低等良好的势头。
LSR不会在模具中收缩,这一点和热塑性塑料类似。
但是由于膨胀系数较高,加热时会发生膨胀,冷却时却仅有微小的收缩。
因此,部件通常不能在模具中保持准确的侧边距,只有在表面积较大的空腔中才可以保持。
与热流道模塑相似,在冷流道加工中,热固LSR应保持较低温度和可流动性,以确保没有物料的损失。
这种加工方法最适用于在清洁的室内环境中生产大小、结构相似的大体积部件。
理想模型是在人为因素影响最小的设备中昼夜不停的运转,并逐步增大运转周期(日或周)。
目前所用的冷流道设备有两种基本类型,即闭合系统和开放系统,它们各有优缺点。
注射循环中,闭合系统在每一个管道中都采用“开动销”或“针形阀”来控制LSR橡胶的流量。
而开口系统则根据注射压力的大小,利用“收缩嘴”和阀门来控制物料的流量。
与开口系统相比较,闭合系统最典型的特点是在较低的注射压力下进行注塑。
液态硅胶性能(LSR)英文版

Silastic LSRs and F-LSRs are liquids with viscosities that vary from easily pourable to paste. These two-component materials are mostly used in a 1 to 1 ratio and consist of polysiloxane polymers or copolymers, which are vulcanized by polyaddition. In addition F-LSRs are fluorinated.
General Handling Precautions
Technological advantages of SILASTIC® LSR and F-LSR Applications Injection molding of SILASTIC® LSR and F-LSR
Packaging
Silastic LSR and F-LSR are supplied as lot matched kits in 200-litre drums or 20-litre pails. The exact packaging weight varies, depending on the density of the product. For detaileo the individual product data sheet.
Handling Precautions A product safety data sheet should be obtained from your nearest
为实现更灵活的LSR注塑而订制

*更多详情扫码关注网站LSR路灯透镜近几年,液态硅胶(LSR)的市场需求不断增长。
这类材料不仅拥有优异的耐高低温性、电绝缘性、抗撕裂强度和耐候性,还安全环保、可完全达到食用级伊之密LSR专用注塑机——UN120LSR伊之密的LSR 送料机伊之密的LSR 专用注塑机拥有更大的容模空间,可适应不同尺寸的LSR 产品的生产,提高了灵活性(右图产品为LSR 拔火罐)止LSR 泄露;2. 水冷式恒温料筒能确保温度的精准控制,从而避免硅胶提前交联固化;3. 水冷式气动截流喷嘴能防止硅胶泄露,同时避免模具温度传递至喷嘴,导致混合好的硅胶交联固化;4. 特殊的专用混炼螺杆能防止硅胶泄露,确保A 、B 组分均匀且充分混合,这有利于提高产品的重复精度和性能;5. 螺杆尾部增加了密封环和耐磨环,以防止硅胶从螺杆尾部泄露,造成原料的浪费和注射不稳定;殊设计的三小件,可射、保压过程中的精准抽真空程序和页面,配合抽真空模具使用,能提高模具的排气性能,防止困气引起的缺料、烧焦等缺陷。
人性化操作除了设备性能外,伊之密还关注操作的便捷性,从而为客户带来更好的使用体验,这款LSR 专用注塑机也是如此。
具体采用的设计包括:1. 操作侧预留气枪接口,同时预留硅胶送料机气动接口,便于快速连接;2. 模具加热温控内置,实现可视化,方便客户调节温度,另外,每组加热拥有单独插座,便于调节;3. 采用了专用硅胶机防护装置,能有效减少产品污染,且易清洗。
果表明,其为这家客户带来了极大的收益。
基于这一经济、高效的解决方案,使得KDX 公司以最优的成本达到了其质量控制的所有目标:缩短了生产线的调整时间、降低了废品率并显著提高了产量。
ISRA 的服务工程师在生产现场的配合、来自德国总部额外的专家协助以及初期的维护支持等,令该系统的设置过程(接P34)。
液态硅胶(LSR)冷流道介绍
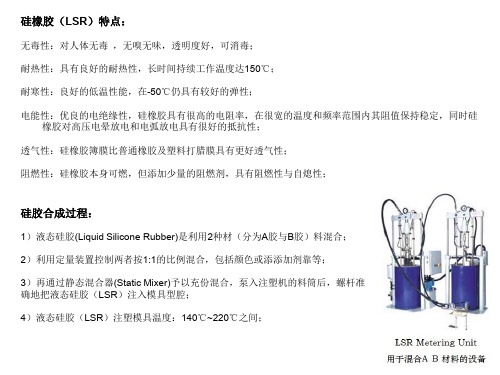
硅橡胶(LSR)特点:
无毒性:对人体无毒 ,无嗅无味,透明度好,可消毒; 耐热性:具有良好的耐热性,长时间持续工作温度达150℃; 耐寒性:良好的低温性能,在-50℃仍具有较好的弹性; 电能性:优良的电绝缘性,硅橡胶具有很高的电阻率,在很宽的温度和频率范围内其阻值保持稳定,同时硅
3)浇注系统更少,成型周期更短,可实现更少的材料损耗,更加节省材料;
4)冷嘴可安装在流道板上,也可以安装在模具上;
5)每个冷咀的冷却水路单独控制,以保证每个冷咀温度一致、平衡;
6)阀针、阀套采用进口钢材,特殊处理工艺,更耐磨耐腐蚀,高精准配合公差, 减少卡针、漏胶
2点冷流道
德恩特冷流道型号: CRM型
硅胶的粘合条件:
在双料成型过程中,硅胶的溶合条件是被溶合的底料;
可溶合不同的底料有:
双料成型工艺参数
液态硅胶生产工艺: 液态硅胶生产设备:
冷流道特点:
1)流道采用开放形式,保证流道光滑无死角,方便清理与维护;
2)冷流道一般为冷半模系统,带有气动阀针式冷嘴,为硅胶注塑成型模具的制 造提供优势,节省时间,提高效率;
硅橡胶(LSR)成型工艺:
由于液态硅橡胶低粘度性,在加工过程中要考虑材料的回流和漏胶,因此对螺杆的止逆环有较高要求,以保 证注射入模具的液体硅胶料量准确,不会出现披锋,对模具封胶位有较高要求,最好在模具中加装抽真空结 构,以保证模腔内的空气及时排出。
对工艺参数要求调整合适的流化时间及模温以保证产品能完全固化和不发生变形,一般不用到保压,但要求 精确设定料量;
台富立式硅胶机LSR的应用

台富立式硅胶机LSR的应用
1:立式硅胶机在市场上的运用因其不会释放有毒物质且触感柔软舒适,能耐高温及低温(-60至300度)良好物化性而被广泛运用,很少有他种聚合物可与它匹敌。
强而有力的弹性体,且更胜过橡胶的密封性,优异的电绝缘性对化学品、燃料、油、水的抵抗力,可应付不良环境之良好材料。
2:硅胶可区分为固态及液态,前者加工方式以热压转移,后者则以射出成型为主,立式液态机在设备投资及原料成本上虽较高,但从其生产速度快,加工程度低及废料少等因素来观察,利用液态硅胶射出成型,在追求精准、速度、自动化的注塑生产工业,必定是未来导向趋势。
3:立式液态硅胶机,分为A胶与B胶,利用定量装置控制两者为1:1之比例,再透过静态混合器予以充分混合,注入射出料管后再进行射出成型生产。
将液态硅胶射入热浇道模具,制作硅胶制品,可达到一次成型、无废料及可自动化等优点。
4:温度控制LSR成型工艺中,典型的加热方式是电加热,通常采用电热丝加热器、加热管或者加热盘。
LSR的一次型固化过程中,模具内温度均匀分配是非常重要的。
t亲测:LSR射出成型液态硅胶的好用程度!

亲测:LSR射出成型液态硅胶的好用程度!
液体硅胶是在90年代以后开始迅速发展起来的,在此之前,它经过了很长时间的过渡期,90年代以后,硅橡胶的品种开始向多样化发展,目前几乎所有高温硅橡胶的品种,液体硅橡胶都有,而且其性能优于室温硫化硅橡胶。
这就为LSR 射出成型液态硅胶的应用拓宽了空间。
什么是LSR射出成型液态硅胶?
LSR射出成型液态硅胶是一种无毒、耐热、高复原性的柔性热固性透明材料的有机硅胶,其硫变行为主要表现为低粘度、快速固化、剪切变稀以及较高的热膨胀系数。
适合注射成型工艺的双组份高透明、高强度、高抗撕液体硅橡胶。
LSR射出成型液态硅胶有什么特点?
1、优异的透明度
2、优异的抗撕裂强度(≥35N/mm)
3、优良回弹性
4、优良热稳定性和耐候性(使用温度-60℃--250℃)
5、抗黄变性
6、耐热老化性
应用领域:
本产品为适合注射成型工艺的双组份高透明、高强度、高抗撕液体硅橡胶.主要用于注塑成型工艺、蛋糕模具等硅胶制品。
LSR技术综述
LIMS(LSR INJECTION MOULDING SYSTEM)技术综述硅胶特性硅胶是一种高活性吸附材料,属非晶态物质,其化学分子式为mSiO2·nH2O。
各类型号的硅胶因其制造方式不同而形成不同的微孔结构。
硅胶的化学组份和物理结构,决定了它具有许多其他同类材料难以取代得特点:1.不溶于水和任何溶剂;2.无毒无味;3.化学性质稳固,除强碱、氢氟酸外不与任何物质发生反映。
4.吸附性能高、热稳固性好;5.有较高的机械强度(弹性和耐撕裂性等)。
6.耐高低温(-60℃-- +300℃)硅胶应用硅胶在市场上的运用因其可不能释放有毒物质且触感柔软舒适,能耐高温及低温 (-60c~+300c) 良好物化性而被普遍运用,很少有他种聚合物可与它匹敌。
强而有力的弹性体,且更胜过橡胶的密封性,优良的电绝缘性及对化学品、燃料、油、水的抗击力,可应付不良环境之良好材料。
工业上如: 油封、键盘按键、电器绝缘料、汽车零件生活用品如: 奶嘴、人工导管、呼吸器、蛙镜、皮鞋球鞋内垫、食物容器LSR材料LSR(Liquid Silicone Rubber) 全名为注射成型液体硅橡胶,硫化设备为注射成型机。
LSR与传统固态硅胶的区别1.环保性:LSR采纳铂金硫化,无任何有毒物质;固态硅胶需要增进剂、硫化剂,必然程度破坏了硅胶本身环保性;2.工艺性:LSR工艺流程超级简单,闭环注射成型,不需高温胶工艺中的配料,炼胶,切料,摆料等人工流程,只需一个人取产品即可;3.精准性:LSR采纳闭环的注射工艺,比传统的固态硅胶开放式压模成型的精度大大提高,同时LSR注射成型能够成型复杂结构;4. 高效性:双组分LSR采纳铂金硫化,硫化时刻短且硫化温度低,一样120℃-150℃在几秒到30秒,完成硫化,传统的固态需要180℃-230℃在60-200秒完成硫化;5. 自动化:LIMS技术基于精细流量操纵、精准注塑、周密模具和高稳定操纵系统,能够完成传统硅胶工艺不能完成的产业自动化升级;LSR产品及应用领域汽车领域:耐高温、耐候、周密性能为汽车发动机相关配件提供大量量弹性密封件方案日用品:环保性、人体舒适性和可高温消毒性在高端日用品领域的应用医疗产品:无毒性、生物相容性性和可高温高压消毒性取代塑料弹性体其他新拓展领域:LIMS简介一.工艺简介:硅橡胶成型工艺种类LSR成型工艺示用意图一图二LIMS系统由三大系统组成:①供料系统:双组分的物料及色剂料,由周密定量泵,通过静态混合器输送到射出成型机;②射出成型系统:借鉴塑料注塑成型机技术,提升注射精度和单向射出操纵;③模具系统:包括冷流道针阀模块、模具加热隔热(冷热切换)模块、取件模块;二.设备技术1.供料系统:因液态硅胶材料是双组分1:1(A+B)混合后硫化成型,且要求混合比例精度极高,不然材料难以硫化或成型后性能大大降低,同时因产品颜色的多样性,一样需要输入一样是液态物性的色剂(一样称第三剂)材料,故需要精准稳固的计量混配技术,包括精准定量供给及快速混合技术。
多通道手术操作平台(LSR液态硅胶)工艺浅析

多通道手术操作平台(LSR液态硅胶)工艺浅析来源:东昊模具1液态硅胶多孔平台的功能多通道手术操作平台(以下简称多孔平台)有多个通道,穿刺套管从该孔内穿过,下端卡接有腰鼓形的底座,底端连接有碗形密封圈,既起到密封作用又起到保护作用。
2液态硅胶多孔平台的特点多孔平台采用液态硅胶(LSR)材料方式,一方面耐磨,耐高温,重复灭菌性高,另一方面整体密封性较好,回弹性,耐水防水性都较好。
液态硅胶多孔平台▲3液态硅胶多孔平台结构特征难点产品结构复杂,且整体深孔腔体结构较多,易产生困气现象,对模腔抽真空要求较高,且入子拆分较多,易产生毛边,表面光洁度高,易产生静电灰尘吸附导致的脏污、手指纹等。
4液态硅胶多孔平台的模具特征多孔平台对应的模具结构精密,其产品外观要求较高,尤其是液态硅胶流动性好,易跑毛边,对模具的整体精度要求高,多深腔孔结构特征导致产品极易困气,对模具的排气以及抽真空要求更高。
模具穴数主要采用1*2的排位方式,依据产品多种结构特征,有1+1排位方式,进胶方式为热嘴大水口侧进胶。
5多孔平台的常见问题分析及解决方案1.产品尺寸超差:分析:模具设计缺陷,模具加工精度不够,模架精度不够,及尺寸管控不到位导致。
方案:(1) 模具设计上,重点尺寸需标注清晰,公差标注合理,各工序针对重点尺寸及装配尺寸,从零件加工到装配组立,均需严格量测管控到位;(2) 模架精度也要保证开框精度及定位精度;(3) 根据所选硅胶材料的物性表及产品本身结构特征抓取准确的收缩率。
2.产品毛边分析:多孔平台结构复杂,入子拆分较多,本身液态硅胶流动性好,溢边值小,分模面,入子处等极易产生毛边,对模具整体加工精度及各镶件的配合精度要求较高。
方案:(1) 模具设计需要合理严谨,综合评估液态硅胶材料特性,并定义各工件的尺寸公差装配要求;(2) 镶件和模仁的配合尺寸精度需加工管控到位;(3) 需要设计合理的撕边槽结构。
3.多孔平台抽抽真空结构浅析多孔平台结构复杂,深腔结构多,入子拆分较多,产品结合线较多,极易产生困气现象,需做抽真空机构才能较好解决困气现象,但入子拆分多及产品结构复杂,实现完全抽真空需要的密封结构更复杂,同步要确保模腔实际完全实现抽真空,才能较好的解决产品困气现象。
lsr液态硅胶粘合力

lsr液态硅胶粘合力lsr液态硅胶是一种高性能的粘合材料,具有出色的粘合力。
本文将从不同角度探讨lsr液态硅胶的粘合力特点和应用。
lsr液态硅胶的粘合力主要受其化学结构和物理特性的影响。
液态硅胶是由硅氧键连接的高分子聚合物,具有极高的柔韧性和弹性。
这种特性使得lsr液态硅胶能够在不同材料表面形成良好的粘合效果。
与传统胶水相比,lsr液态硅胶的粘合力更加耐久可靠,不易受到温度、湿度等环境因素的影响。
lsr液态硅胶的粘合力还与其固化过程密切相关。
lsr液态硅胶在固化过程中会发生交联反应,形成三维网络结构。
这种交联结构赋予了lsr液态硅胶出色的粘合力和耐久性。
在固化过程中,lsr液态硅胶能够与被粘合材料表面形成密切的接触,并通过分子间的相互作用力实现粘合。
这种粘合方式使得粘合界面更加牢固可靠,能够承受较大的拉伸、剪切和剥离力。
lsr液态硅胶的粘合力在工业领域有着广泛的应用。
首先,lsr液态硅胶可以用于粘合不同材料之间的接合。
无论是金属、塑料还是橡胶,lsr液态硅胶都能够实现良好的粘合效果。
其次,lsr液态硅胶还可以用于粘合电子元器件、光学器件和精密仪器等高精度设备。
由于其粘合力可调控性强,lsr液态硅胶能够满足不同设备对粘合强度和精度的要求。
此外,lsr液态硅胶还可以用于医疗领域,如粘合人工关节、修复组织等。
其生物相容性和优异的粘合性能使得lsr液态硅胶成为医疗器械领域的理想材料。
除了上述应用外,lsr液态硅胶的粘合力还可以通过调整其配方和制备工艺进行优化。
例如,可以通过添加剂的选择和控制固化温度来调节lsr液态硅胶的粘合力。
此外,还可以通过表面处理和预处理等方式来提高lsr液态硅胶与被粘合材料之间的粘接强度。
同时,lsr液态硅胶的粘合力还可以通过改变其固化时间和固化条件来实现粘合过程的控制和优化。
lsr液态硅胶具有出色的粘合力,其粘合效果稳定可靠,适用于不同材料的粘合。
在工业领域和医疗领域都有广泛的应用。
LSR自动化成型科学与材料特性

LSR自动化成型科学与材料特性➢Silicone Rubber─ Applications &Advantage •Easy fabricating•Good appearance and safe •Excellent electrical insulation •Thermal stability➢早期大多是以热压缩或挤压方法做成型•热压缩成型─ 大量的毛边及余料─ 人事成本高─ 半自动生产─ 不良率高…•挤压成型─ 单一断面➢液态硅橡胶成型(LSR)─ 生产周期短─ 余料少─ 全自动生产(搭配机械手)─ 尺寸精确─ 几何形状复杂之产品…➢生产流程合模鎖模射出保壓開模頂出待機加熱硫化混料計量LSR的注塑成型加工(Injection Molding of LSR)液态硅胶流动分析的重点射出机控制•计量位置•射出速度•射出压力•VP切换点•保压压力•保压时间•硫化时间硅胶成型条件•温度•流动•热固化成型性质•尺寸•物理特性•化学性质•光学特性液态硅胶加工条件LSR Injection Molding Machine➢ARBURG LSR molding machine is used in this experiment along with 2KM dosing unit.Machine Type ARBURG 370S 700-290Clamping UnitClamping force Max. 700kNClosing force Max. 38kNOpening force Max.24kNOpening stroke Max.400mmDistance between tie bars370 X 370mmPlaten size (hor. x vert.)510 X 510mmEjector force Max.30kNEjector stroke Max.125mm Injection UnitScrew diameter30mm Screw stroke Max.150mm Calculated Injection Volume106cm3 Injection pressure Max.2500bar Injection flow Max.102ccm3/s Back pressure positive/negativeMax.200bar Circumferential screw speed Max.46m/min Screw torque Max.320Nm Nozzle contact force Max.60kN ARBURG 370S 700-2902KM liquid dosing unit液态硅胶成形:冷料遇上热模•高流动性可以充填微细及肉薄的产品设计区域•低射压的优点:射座简易、锁模力低•低射压的缺点:逆止阀止逆效果(计量精准度)、排气困难排气-射压抵抗气体阻力逃气不良之产品20 %40 %70 %90 %Actual Short Shot SimulationMetering 波前的比对包封区域与排气沟的设定•Melt front is flowing faster in the thickest center region, which could create , creating a potential void at the last filled area•Flow pattern may be improved to be uniform by changing thethickness around the region near the gate so as to slow down the melt enter the thickest center region 几何设计与流动平衡性40 %70 %2.5mm Thinnest region: 1 mm 1.6 mmThickest region: 4.0 mmMax_Shear Rate•Generally the shear rate maintains quite low (below 50 s-1) during filling. Highest shear rate is observed at the gate region with magnitude reaching 3.8e5 s-1 .•Excess high shear rate could result in shear heating andpremature curing and high injection pressure.•Gate design should be re-considered.迟滞、流痕与折射率分布液态硅胶温度分析的重点液态硅胶温度分析的重点•加热装置的设计•模具与管嘴的绝热•模具瞬时温度分析•LSR流动时的温度变化•固化阶段的温度均匀度Source: 明志科技大学郭启全教授加热装置的功率热电耦的位置PID参数优化1/5dt : P=3,I=1,D=01/5dt : P=3,I=0.5,D=1.5模具组件非匹配网格技术恒温水套的CFD流动分析射口绝热对材料升温的影响未绝热绝热材料因流动而升温的影响Filling near the gate Filling approach completion 175 ºC30 ºC材料因流动而升温的影响液态硅胶固化分析的重点•固化均匀度•固化时间与成形周期预测•脱模损伤液态硅胶固化分析的重点Source: 明志科技大学郭启全教授固化均匀度Not cured yetCuredBlue colour: curing reaction not yet startedRed colour: curing reaction startedPart curing time: about 30 secondsCuring Time 30S 60S 80SConversion :75%Conversion :91%Conversion :90%固化时间与成形周期预测液态硅胶的材料性质与量测Silicone Rubber 有三种主要型态•硅烷橡胶/硅橡胶的种类•固态高温加硫型有机硅烷橡胶─HTV•俗称HTV (High temperature Vulcanizate), 或HCR (Highconsistency rubber)•液态高温加硫型有机硅烷橡胶─ LSR•俗称LSR (Liquid Silicone Rubber), 或LIMS (LiquidSilicone Rubber Injection Molding System)•室温硬化型有机硅烷橡胶─RTV•俗称RTV (Room Temperature Vulcanizate)•The methyl groups along the chain can be substituted by many other groups (e.g., phenyl, vinyl or trifluoropropyl).Silicone Rubber─硅烷橡胶,硅橡胶where n = 0, 1, ...Dimenthylpolysiloxanesilicon atom is connectedwith two oxygen atoms•The synthesis of siloxanes has been described elsewhere [1, 2, 3]. In summary, PDMS is obtained from the hydrolysis of dimethyldichlorosilane Me2SiCl2 , which leads to a mixture of linear and cyclic oligomers: 3•Higher molecular weight PDMS is obtained after polymerisation,Silicone Rubber─硅烷橡胶,硅橡胶反应机理液态硅烷橡胶(LSR)的优缺点•优点•成型时间非常短,可以快速反应固化•不需后加工,如裁剪毛边等•因自动包装完全密封,故较不易受污染•可全自动化生产,加工人力使用少•远较固态硅胶(HCR)在制程上减少很多费料/废料•可制做非常精密的产品(因流动性极佳)•缺点•LSR 为热固性材料无法回收再使用•LSR 的硬化反应性相对敏感,成型上控制条件较重要•LSR 流动性佳,模具配合精度要求较高•LSR 价格高液态硅烷橡胶的优点•LSR的优点:•极佳的耐热性•good heat resistance (200°c up to 225 °c)•在低温环境中可保有非常好的柔软性•very good flexibility at cold temperature•具有非常好的弹性及压缩回弹性•very good elasticity and DRC Compression Residual Distortion (elastic memory)•具优良的耐老化性,耐臭氧,抗UV等-ozone, UV stability, good ageing properties •优良的高电压下介电性质•good dielectric properties (high voltage application)•生物组织兼容性,无毒性•physiological characteristic (FDA, BGA agreements)•饮用水接触认证•KTW agreement for drinkable water (20 and 26 series)液态硅烷橡胶的优点•Low intermolecular force and strong coil-forming •Dimenthylpolysiloxane(二甲基聚硅氧烷), a typical polymeric constituent of silicone rubbers, has a helical or coiled molecular configuration with asmall intermolecular force so that it has high resilience(回弹性), large compressibility(可压缩性) and excellent cold resistance. Furthermore, the outwardly directed methyl groups are able to rotate freely resulting in the unique surface properties of silicones such as water repellence and surface-releasability.的黏弹特性Silicone Rubber─•Silicone gels are compliant, self healing andoutstanding for protecting thin wire-bonding fromthermal shocks, vibration and corrosion.•The response of their elastic and storage modulus islinear over a wide range of temperature andfrequencyThermoset Material Property Shrinkage Thermal PropertyMechanical PropertyCuring Kinetics Rheological PropertyThermoset MaterialPropertyLSR rheological property •Curing Kinetics•Study of Curing Kinetics•Curing Kinetics Model •Rheological Property•Rheological Characterization•Viscosity ModelCuring Kinetics of LSR•The rate of the conversion of the polymerizationreaction is controlled by the kinetics.•Many techniques can be used to monitor the curing kinetics:•DSC, FTIR…•Several empirical kinetic models have been offered to fit the experimental data.•Combined model, nth-order,…Curing Kinetic Measurement and Modeling>Characterized by DSC–Reaction Rate (Combined model)n m k k dt d ))((ααα-+=121⎪⎭⎫ ⎝⎛=RT E A k 111exp ⎪⎭⎫ ⎝⎛=RT E A k 222exp nth-order reactionAutocatalytic 1-α: Ratio of reactantsα: Ratio of productsLSR 的反应特性•不同等级材料的反应特性Wacker Silicone: ELASTOSIL® LR 3088GE Bayer: Baysilone® ,Silopren® 205020Silastic® LSR 的成型周期Curing Kinetic Measurement and Modeling •Conversion as a function of temperature and time can be presented.LSR的注塑成型加工黏度变化。