西马克项目尺寸记录
VRX_j-500_CIMT2013(C)

工作台采用两端支撑的构造,避免了单支撑构造时发生的由于负荷造成工 作台下垂现象,从而可实现高刚性和高精度加工 单支撑构造的摆动工作台
单支撑,由于负荷造成下垂
5-4. 高精度加工,高速加工
VARIAXIS j-500
工作台旋转到仸何角度都可进行换刀,避免了回转轴重复定位误差的影响,从而 实现高精度加工。 另外,省去了回转轴定位的动作,从而实现高速加工
轴快进速度 刀具数量
30m/min (STD) 18把(STD) 30把 (选项)
AWC
接口准备(选项)
5-1. 提高工件与主轴的接近性
将主轴端的形状改为了鼻型,从而避免了 与工件的干涉,可以采用更短的刀具加工.
VARIAXIS j-500
提高与工作台之间的接近性
VARIAXIS j-500
提高与工件之间的接近性
扩大操作门的开口,使工作台中心到操作者脚下的距离缩短,减轻操作者实际操作时 的负担(取出工件等生产准备作业)
操作门 开口宽度:750mm
与工作台的接近性: 500mm
Байду номын сангаас
VARIAXIS j-500
VARIAXIS j-500 350 550 510 +30 ~ -120 360 50 ~ 560 Φ500 X 400 Φ500 X 350 200 12000 (18000) 11 / 7.5 (40%ED/连续) 30 (0.5G) 30 / 30 (滚动齿凸轮机构) 4轴(A轴分度) 18 30 Φ90 Φ130 300 8 Φ130 6.2(无换刀臂) 1900 X 3060 MAZATROL Nexus
VARIAXIS j-500
5-2. 提高AC轴定位精度
包钢薄板坯连铸连轧厂成品库垛位设计简介

包钢薄板坯连铸连轧厂成品库垛位设计简介y葛鲁静,马换珍(包头钢铁(集团)公司设计院,内蒙古 包头 014010)摘 要:概述了薄板坯连铸连轧成品库设计的特点。
本着经济、实惠、简捷、方便的原则,详细的介绍了成品库垛位及垛底的几种设计方案。
关键词:成品库;垛位及垛底中图分类号:TU201 文献标识码:B 文章编号:1009-5438(2003)03-0064-031 前言包钢薄板坯连铸连轧工程采用德国西马克公司开发的CSP生产工艺,年产198 104t,其工艺特点是采用立弯型薄板坯连铸机,生产50mm(或65mm)厚的薄板坯,经在线均热炉均热后直接送入精轧机组轧制成带钢。
该项技术成熟、可靠,具有投资省,占地面积少,建设周期短,劳动生产率高,生产成本低等优点。
继热轧薄板CSP线之后设置了精整工序,此工序为一条平整分卷作业线,其原料为C SP 线的热轧卷。
此线的设计年产量为80 104t,整条机组引进意大利MINO公司技术。
在包钢冷轧没有建成之前,将有116.5 104t/a 热轧卷用于外销,81.5 104t/a的热卷经平整分卷机组后,成品为80 104t外销,每年如此大的物流量,成品输出这一环节很关键。
为了实现现代化工厂现代化管理,热卷成品库配备了成品库计算机管理系统,所以,薄板成品库的设计显得极为重要。
成品库设计涉及的问题比较多,如成品库的厂房轨面标高;成品库面积大小;吊车负荷率大小;吊具配备型式;堆垛方式及垛位形式;成品运输量及装车方式等等,本文只对成品库垛位及垛底形式做一简单介绍。
2 成品库设计的指导思想包钢薄板坯连铸连轧成品库共分为两垮,一跨为堆放从CSP线经运输链直接下来的成品热轧钢卷,称为热卷跨;另一跨为堆放经平整分卷机组后的成品,称为平整跨。
两跨平行排列(具体布置见车间工艺平面布置图,见图1)。
在热卷跨中存放的多数都是大卷,钢卷规格为:最大外径: 2000mm内径: 762mm宽度:980~1560mm单位宽度重量:18kg/mm平均重量:24.66t由于从运输链下来的都为热卷,温度在600 左右,考虑了25%的单层垛底。
西马克装配报告模版

Blatt SheetMaterial-Nr.Material-No.Menge Quantity1von of2Benennung DesignationHersteller Supplierweitere Material-Nr.:additional material numbersSMS-Bestell-Nr.SMS-Purchase-Order-No.Zunderwäscher (mit Rollgang)High pressure descaler including rollerSMS China (SCW)1,000102535324500118555 / Pos. 00020Diese Prüfberichte sind Bestandteil der SN 200 in der jeweils gültigen Ausgabe.These inspection reports are part of SN 200 in the actual version.Der Prüfbericht beinhaltet folgende Prüfungen:The inspection report comprises the following inspections:Kunden-Dok.-Nr.Customer drawing-No.- Montageprüfungen / Montageumfang Scope of assembly / assembly test - Maßprüfungdimensional check - Funktionsprüfung function test - Sichtprüfung Visual check - Verpackung PackingHinweise zu Prüfungen und Prüfaufzeichnungen:Information regarding tests and test records:Alle im Prüfbericht aufgeführten Prüfungen sind zu protokollieren.All tests listed in the test report have to be documented.Die Prüfberichte und evtl. ergänzende Unterlagen sind den Mitarbeitern der SMS Siemag - Qualitätsprüfung bei ihrem Besuch im Herstellerwerk komplett zu übergeben.All test reports including possible additional documents have to be handed over completely to the SMS Siemag Quality Inspection personnel during their visit at the manufacturing works.Sollte es sich bei der Prüfung als notwendig erweisen, weitere Prüfungen durchzuführen, werden diese durch den Mitarbeiter der SMS Siemag - Qualitätsprüfung veranlasst.If further tests turn out to be necessary during the inspection procedure, they will be arranged for by the SMS Siemag Quality Inspection personnel.Falls von seiten SMS Siemag auf eine Anwesenheit bei der Prüfung im Herstellerwerk verzichtet wird, sind die Prüfungen selbstständig durch den Hersteller durchzuführen und die ausgefüllten Prüfberichte an die SMS Siemag -Qualitätsprüfung zurückzusenden.If SMS Siemag decide to dispense with their presence at the test in the manufacturing works, all the inspection records should be sent back to the SMS Siemag Quality Inspection Department.Änderungen des Prüfumfanges / der Prüfverfahren sind mit der SMS Siemag - Qualitätsprüfung abzustimmen und in den beigefügten Prüfberichten festzuhalten.Modifications of the testing scope / testing procedures have to be agreed with the SMS Siemag Quality Inspection Department and have to be stated on the enclosed test reports.Anlage:Annex:Bescheinigung nach DIN EN 10204 - 3.1 und / oder Bescheinigung nach DIN EN 10204 - 3.2 - Zur Verwendung beiBlatt SheetMaterial-Nr.Material-No.Menge Quantity2von of2Benennung DesignationHersteller Supplierweitere Material-Nr.:additional material numbersSMS-Bestell-Nr.SMS-Purchase-Order-No.Zunderwäscher (mit Rollgang)High pressure descaler including rollerSMS China (SCW)1,000102535324500118555 / Pos. 00020Kunden-Dok.-Nr.Customer drawing-No.PrüfberichteInspection ReportsPrüfberichtBlattSheetVertragsposition/Contract Item-No.Projekt/CodewortMaterial-Nr.Material-No.MengeQuantity1vonof1BenennungDesignationHerstellerSupplierweitere Material-Nr.:additional material numbersSMS-Bestell-Nr.SMS-Purchase-Order-No.EPSSNA00138.440.02.01.1570P1_6.01.03-02.01+02Zunderwäscher (mit Rollgang)High pressure descaler including rollerSMS China (SCW)1,000102535324500118555 / Pos. 00020Montageprüfungen / MontageumfangInspection reportScope of assembly / assembly testKunden-Dok.-Nr.Customer drawing-No.Blatt SheetMaterial-Nr.Material-No.Menge Quantity1von of2Benennung DesignationHersteller Supplierweitere Material-Nr.:additional material numbersSMS-Bestell-Nr.SMS-Purchase-Order-No.Zunderwäscher (mit Rollgang)High pressure descaler including rollerSMS China (SCW)1,000102535324500118555 / Pos. 00020Hauptabmessungen, Bau- und Anschlußmaße komplett messen:Measuring of all main, overall and fitting dimensions:dimensional checkKunden-Dok.-Nr.Customer drawing-No.Blatt SheetMaterial-Nr.Material-No.Menge Quantity2von of2Benennung DesignationHersteller Supplierweitere Material-Nr.:additional material numbersSMS-Bestell-Nr.SMS-Purchase-Order-No.Zunderwäscher (mit Rollgang)High pressure descaler including rollerSMS China (SCW)1,000102535324500118555 / Pos. 00020dimensional checkKunden-Dok.-Nr.Customer drawing-No.Blatt SheetMaterial-Nr.Material-No.Menge Quantity1von of1Benennung DesignationHersteller Supplierweitere Material-Nr.:additional material numbersSMS-Bestell-Nr.SMS-Purchase-Order-No.Zunderwäscher (mit Rollgang)High pressure descaler including rollerSMS China (SCW)1,000102535324500118555 / Pos. 00020function testKunden-Dok.-Nr.Customer drawing-No.Blatt SheetMaterial-Nr.Material-No.Menge Quantity1von of2Benennung DesignationHersteller Supplierweitere Material-Nr.:additional material numbersSMS-Bestell-Nr.SMS-Purchase-Order-No.Zunderwäscher (mit Rollgang)High pressure descaler including rollerSMS China (SCW)1,000102535324500118555 / Pos. 00020Visual checkKunden-Dok.-Nr.Customer drawing-No.Blatt SheetMaterial-Nr.Material-No.Menge Quantity2von of2Benennung DesignationHersteller Supplierweitere Material-Nr.:additional material numbersSMS-Bestell-Nr.SMS-Purchase-Order-No.Zunderwäscher (mit Rollgang)High pressure descaler including rollerSMS China (SCW)1,000102535324500118555 / Pos. 00020Visual checkKunden-Dok.-Nr.Customer drawing-No.。
国外矿热炉技术发展现状浅析

国外矿热炉技术发展现状浅析李静隋欣杨宝玉闫志新中钢集团吉林电器设备有限责任公司吉林中国摘要通过对德国西马克公司矿热炉技术开发应用情况、芬兰欧托昆普及GLPS公司技术在南非应用情况的简单介绍,了解国外矿热炉技术发展动态,为我国矿热炉技术研发提供一点参考。
关键词矿热炉埋弧炉直流等离子炉概述在世界铁合金生产过程中,原料供应和生产成本始终处于最重要的地位。
南非因为拥有丰富的矿产资源,长期以来铁合金生产一直处于领先地位。
随着时间的推移,优质矿产资源日益减少,加上环境保护意识的增强,有效利用劣质矿产资源,降低生产成本成为铁合金生产商不断追求的目标,矿热炉生产技术的发展主要就是围绕这条主线展开的。
一、原料美国政府地质局最新调查表明[1]:世界铬铁矿资源总量超过120亿吨。
世界上铬铁矿资源丰富的国家主要有南非、哈萨克斯坦、印度、巴西等国。
南非和哈萨克斯坦是世界上两个铬铁矿资源最丰富的国家,其铬铁矿资源量约占世界铬铁矿资源量的95%。
全世界商品级铬资源(Cr2O3 45%)大约在4.74亿吨。
南非占全世界经济储量的75%,全部储存在布什维尔德杂岩体[1]。
最大矿山体是LG3和LG4铬铁矿层,在布什维尔德杂岩体西部,Cr2O3 50%、Cr/Fe=2.0。
经济分组是LG6、Cr/Fe=1.5-2.0,MG1/2、Cr/Fe=1.5-1.8和UG2(见表1)[2]。
UG2、Cr/Fe =1.3-1.4是铂族金属的主要来源。
表1 UG2、MG2和LG6铬矿组分、尺寸分布和平均颗粒尺寸象铬矿一样,南非大量的锰矿集中在西北地区卡拉哈尔锰矿。
据美国地质局最新调查表明南非占全球已探明锰矿储量的80%。
南非锰矿有两种类型:一种是碳酸盐型,品位低(含锰38%)、Mn/Fe比高(含铁4%),另一种是硅酸盐型,品位高(含锰40%-48%)、Mn/Fe比低(含铁18%-12%)。
与铬矿和锰矿相比,矿石中钒含量很低,通常在2%左右。
据美国地质局估计全世界钒矿储量为6300万吨。
西马克铜杆生产线工艺流程,设备构造及原理

西马克铜杆生产线技术流程、设备工作原理1.前言目录一、动力中心区域1、TRE型压缩机空压机2、余热再生吸附式压缩空气干燥机3、单级双吸离心泵二、竖炉区域1、保温炉、溜槽2、ABC风机3、卷扬机4、保温炉三、铸机区域1、液压站2、夹送辊四、轧机区域1、润滑站2、摆剪、铣边机3、轧机4、清洗冷却线、2#夹送辊、收线装置5、乳化液系统6、冷却与除鳞循环系统7、防护涂蜡的循环系统一、动力中心区域1、TRE型压缩机空压机:技术参数:型号:TRE-900KW排气量:130 NM3/hrb.主电机:额定功率:900 kw额定电压:10 kv电源频率: 50 Hz额定电流:63 A极数: 2 Pc.壳体设计压力:1,1Mpa设计温度:100℃容积:0.14 M3压力容器类别:I类耐压试验压力:1.38 MPa最高允许工作压力:1 MPa工作介质:空气d.压缩空气过滤器:型号:HF7-71额定处理量:130 M3/h额定工作压力:0.5Mpa残余含油量:1ppmw/w外形尺寸:1130*678*615额定转速:2978 rpm工作原理:电动机带动压缩机主轴叶轮转动,在离心力作用下,气体被甩到工作轮后面的扩压器中去。
而在工作轮中间形成稀薄地带,前面的气体从工作轮中间的进气部份进入叶轮,由于工作轮不断旋转,气体能连续不断地被甩出去,从而保持了气压机中气体的连续流动。
气体因离心作用增加了压力,还可以很大的速度离开工作轮,气体经扩压器逐渐降低了速度,动能转变为静压能,进一步增加了压力。
如果一个工作叶轮得到的压力还不够,可通过使多级叶轮串联起来工作的办法来达到对出口压力的要求。
级间的串联通过弯通,回流器来实现。
这就是离心式压缩机的工作原理。
常见故障:a.电源不能打开:(1)电源自身质量不合格;修理或刚换电源(2)断路器出错;检查断路器(3)动力电缆出错或连接出错;检查连接,电缆切断。
修理或更换b.润滑油压力不上升:(1)润滑油管路连接或组件漏油;再次稳固或更换连接或组件(2)储油器中油面较低;注入合适的润滑油到合适的正常油位(3)润滑油温度超过摄氏五十度:增加给水道有冷却器以保持润滑温度在40-50摄氏度(4)润滑油管路损坏;修理润滑油(5)过流继电器使辅助油泵电机跳机:发现原因后,重启过流继电器(6)压力传感器失灵:更换压力传感器(7)润滑油过滤器堵塞:清洁或更换过滤器元件c.润滑油压力过高(1)辅助油泵的压力调节阀设置过高;降低压力调节阀设置(2)辅助油泵的压力调节阀失灵,修理或更换压力调节阀(3)压力传感器失灵。
CSP生产线介绍
一、概述 其它CSP厂情况简介
C)包头CSP厂情况
连轧培训_MWY
该厂(含炼钢和自动化部、计算机中心)共有员工817人,中专生12人;正规本科毕业:186人; 研究生:18人;具有大专同等学历:367人;其它:230人;平均年龄30岁。 管理编制原则:十部一室,各司其职;专业分工,精干高效;依岗设职,一专多能。(铸轧部、 品质部、工程部、设备部、自动化部、冶炼部、生产部、财务部、动力部、党群工作部、办公 室) 目前生产纪录: 最高连浇炉数为26炉(两流1500mm断面); 最高月产达200000吨(2003年6月) 最小轧制厚度: SPHD 1.5*1250mm; Q235B 1.8*1500mm Q345 2.8*1500mm 最大轧制厚度: Q235 Q345 20*1500mm 已批量生产出厚度为2.0mm-19.8mm、宽度为960mm-1530mm的产品 已生产的典型品种:SPHC,SPHD,SS400,Q235B,Q345,X42,X56,HP295.
结合包钢冷轧项目建设,增加一座RH炉,形成生产高质量钢卷的能力。 产品大纲 :
冷轧用带卷、一般结构和焊接结构用带卷、汽车结构用带卷、 高耐候结构用带卷以及 管线用带卷等
包钢CSP线产品规格主要集中在3.0mm以上,约占总产量的80%,厚度2.0mm已经能规模生 产。由于包钢CSP线建成时间较短,加上市场等原因,包钢在产品开发方面相对滞后, 钢种主要以普碳钢为主,少量的低合金钢,产品执行的标准主要是国标 GB700-1988、 GB/T699-1999和GB/T1591-1994。在其它钢种如管线钢、集装箱用板、汽车结构钢还处 于 研 发 阶 段 。 其 它 标 准 还 有 JIS G3141 ,API 5L,JIS G3131,GB 699 ,JIS G3101,GB 700,GB 1591,JIS G 3106,GB 4171,JIS G3113,JIS G 3112,GB 6653 ,JIS G2552;目前 包钢尚待开发。
西马克冷连轧机自动控制系统

第1期(总第206期)2018年2月机械工程与自动化MECHANICAL ENGINEERING&. AUTOMATIONNo. 1Feb.文章编号:1672-6413(2018)01-0181-02西马克冷连轧机自动控制系统孟帅(山东钢铁集团日照有限公司,山东日照276800)摘要:结合目前冷轧酸轧联合机组主流工艺设备布置,针对西马克连轧机自动化系统的硬件配置及控制功能 进行研究,从厚度、板型控制方面进行简要分析,从而实现对整个系统更深入的掌握。
关键词:冷连轧;西马克;自动控制中图分类号:TG335.12 文献标识码:A〇引言冷轧带钢的轧制是钢铁工业生产中的重要课题之 一。
冷轧带钢厚度一般为〇. 1mm〜3 mm,宽度为 100 mm〜2 000 mm,产品规格多,尺寸精度高,表面质量好,机械性能及工艺性能要求均高于热轧板带钢。
为了使冷轧生产做到低成本、高质量,国内外一直都在 冷轧机的设计和制造上不断地研究和优化。
酸洗与连 轧机联合式机组的出现是冷轧生产发展上的一个飞 跃,它不但可以节省许多重复设备和车间面积,同时缩 短了生产周期,从而提高了冷轧的生产率,年产量可达 100万吨〜250万吨。
1酸轧机组的生产工艺当今主流酸轧联合机组普遍由3段喷流紊流酸洗 配合5机架6辊冷连轧机组成,完成热轧钢卷的连续 酸洗和冷轧处理过程。
酸洗部分的工艺是将钢卷通过焊机将前一带卷的 尾部和后一带卷的头部焊接在一起,从而实现连续酸 洗。
焊接在一起的连续带钢经张矫破鳞机对带钢进行 机械破鳞以大幅度提高酸洗效率,并改善带钢板形,随 后进入酸洗工艺段。
3个酸洗槽串级逆流酸洗,通过 化学反应去除掉带钢表面氧化铁皮,再经4级漂洗清 洗掉残余酸液。
带钢完成酸洗后进入轧机部分。
轧机为5机架六辊轧机,装备有工作辊正负弯辊、中间辊正弯辊、中间 辊串辊。
5#机架装备有工作辊分段冷却,出口装备有 板型辊,可实现5#机架对带钢板型的在线闭环控制,同时还可通过轧辊倾斜来动态控制带钢楔形,中间辊 串辊则由自动预设定系统根据带宽进行设定。
西部超导高端装备用特种钛合金产业化项目全面建成

36 卷
[2013]81 号) 也提出: “国家重点支持轻、重稀土资 源综合利用,稀有金属综合利用,低品位金矿及共 伴生、尾矿资源综合利用。”企业应与相关科研单位 合作,在国家伴生放射性矿产资源开发利用辐射环 境监督管理框架下,优化生产工艺,探索相关废物 的再循环再利用可能方式,从根本上减少需处理处 置的废物量。
行业的创新研发和产业化提供新的装备升级保障。
( 田思阳)
檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵殝
快报,2007,26( 1) : 17 - 21. [3] 蒋东民,王力军,车小奎. 氧氯 化 锆 制 备 工 艺 与 应 用
[M]. 北京: 冶金工业出版社,2012. [4] 黄淑梅,陈伟东,王运锋,等. 中国氧氯化锆产业现状
及发展对策[J]. 钛工业进展,2014,31( 2) : 1 - 7. [5] 李洋. 锆资源开发利用的辐射安全监管[J]. 钛工业进
( 6) 制定锆行业废水排放的放射性控制标准 相 关企业和研究机构应尽快启动本行业废水排放的放 射性控制标准研究,根据行业特点制定本行业的废 水排放控制标准。
参考文献 [1] 杨新民. 我国锆化学制品产业现状及发展战略[J]. 钛
工业进展,2002,19( 4) : 37 - 39. [2] 林振汉. 中国锆化学制品的发展及前景[J]. 稀有金属
装备公司的密切协作下,自 2018 年 5 月至 1创造了德国西马克集团生产的国际先进水平大型快
锻机组安装调试的最快纪录,成功实现了当年到货、当年安装、 当年投产。
80 MN 快锻机组
该设备的投产,将彻底解决西部超导大尺寸高强钛合金的产能瓶颈,同时可全面满足公司高性能高温合金棒材
世界轧机之王-5500mm轧机,设备及生产情况
世界轧机之王——鞍钢5500mm特宽厚板轧机2009-12-01 15:22:59 作者:来源:互联网分享到5工程总投资:54.6亿元工程期限:2005年——2009年你知道这块钢板有多厚吗?这块测试用的钢板厚达200mm,竟然被炮弹像切豆腐一样穿透。
“每一块钢铁里,都隐藏着一个国家兴衰的秘密。
”——Peter Krass,美国钢铁大王卡内基的传记作者。
钢铁工业是重要的基础产业,被誉为工业的脊梁。
轧钢机是钢铁工业核心装备之一。
无论是决定战争胜负的航空母舰、核潜艇等尖端武器;还是关乎社会安危的核电站、巨型桥梁、水库闸门等基础设施;又或是人们日常生活中的汽车、冰箱、洗衣机等消费品;都离不开大型轧钢机生产的优质钢材。
鞍钢是我国最早的钢铁生产基地,始建于1916年,前身为日伪时期的鞍山制铁所和昭和制钢所。
1936年鞍钢第一中板厂建成我国第一台2300mm三辊劳特式中板轧机。
1945年8月苏联红军出兵东北后,将鞍钢7万多吨设备物资拆运回国,使鞍钢生产完全瘫痪,偌大厂区陷入破败境地。
1949年7月9日,新成立的鞍钢公司在一片废墟上恢复建设。
到1957年生铁产量达到336.1万吨,钢291.07万吨,钢材192.39万吨,成为中国第一大钢铁基地,向全国输送了大量专业人才,被誉为共和国钢铁工业的摇篮。
然而同大多数国有企业一样,在上世纪90年代市场大潮的冲击下,积弊严重的鞍钢曾濒临绝境,历经转轨阵痛,通过投巨资对生产线进行技术改造才重获生机。
走过60年风雨历程的鞍钢,目前是我国四大钢铁集团之一,拥有职工十余万人,2008年生产铁1608万吨,钢1604万吨,钢材1499万吨,实现收入796亿元。
形成了以汽车板、家电板、集装箱板、造船板、重轨、无缝钢管、冷轧硅钢为主的完整产品系列,是全球最大的集装箱钢板供货企业和国内主要的船用钢板、汽车钢板供货商;能够生产128个钢种的船用钢板,最大厚度100mm,强度级别从235MPa到550MPa,全部通过9国船级社认证;是世界第3家具备生产高档船体结构板和海洋工程结构钢板的企业。
parposs gage操作说明书

用于加工中心及RXI的光传输触控系统操作说明书マシニングセンタ用オプチカルトランスミッション型タッチシステム取扱説明書本产品根据下列规范达到了EMC要求:89/336/EEC(1989年5月3日)92/31/EEC(1992年4月28日)93/68/EEC(1993年7月22日)本产品用于工业应用;只能与中高压变电器供电的电网相连,不能连接公共电网。
本製品は、EMC要件について、次の規格に適合しています。
1989年5月3日付け89/336/ECC1992年4月28日付け92/31/ECC1993年7月22日付け93/68/ECC本製品は、工業地域で使用し、商用電源網ではなく、高電圧または中程度の電圧を発生するトランスから供給される電源網に接続することを想定しています。
MARPOSS S.p.A.没有就该产品进一步改进情况进行通知的义务。
未经授权,任何人不得对本手册中的说明内容加以改动。
如发现有改动迹象,设备的保修期将缩短。
MARPOSSS.p.A.は、製品の仕様を変更する際に、事前に通知する義務を負いません。
本書に示された内容を許可なく変更することは禁止します。
変更が発見された場合、機械の保証期間は短縮されます。
© 版权所有 Marposs 2002目录规范及一般注意事项 (2)1.1规范及一般注意事项 (2)系统部件 (4)2.1系统部件 (4)配系置与功能 (7)3.1配置与功能 (7)系统运行 (9)4.1系统运行 (9)测量探头 (11)5.1测量探头 (11)6.E83发送器 (13)6.1说明 (13)6.2电池寿命 (17)6.3发送器设置 (19)7.E83接收器 (23)7.1说明 (23)7.2机器上安装接收器 (25)7.3连接接收器 (26)7.4连接CNC (27)7.5接收器技术规范 (28)7.6连接接收器 (32)7.7接收器设置 (35)光传输 (37)8.1信号传输 (37)8.2启动传输 (41)8.2.1光启动 (41)8.2.2机械启动 (45)8.3传输停止 (47)发送器上探头的安装与拆卸 (51)9.1发送器上探头的安装与拆卸 (51)10.I插入探头延长器(任选) (55)10.1插入探头延长器(任选) (55)锥柄上安装发送器 (59)11.1在带标准夹持器的锥柄上安装发送器 (59)11.2在带可调夹持器的锥柄上安装发送器 (63)安装探头针笔 (69)12.1安装探头针笔 (69)诊断 (71)13.1故障探测指南 (71)13.2系统自测 (73)维护 (74)14.1序言 (74)14.2日常维护 (74)14.2.1清洁与检查 (74)14.2.2安装/更换电池 (75)14.3更换接收器 (77)14.4特别维护 (79)14.4.1更换接收器玻璃罩 (79)14.4.2更换接收器保险丝...............................................Fehler! Textmarke nicht definiert.14.4.3更换安全销及针笔 (81)14.4.4更换外层密封 (83)14.4.5从发送器上更换探头 (84)尺寸 (85)15.1带探头的发送器尺寸 (85)15.2接收器及可调式支座尺寸 (86)备件列表 (87)16.1备件列表 (87)目 次仕様と一般的注意事項 (3)1.1仕様と一般的注意事項 (3)システム構成部品 (6)2.1システム構成部品 (6)システム構成と機能 (8)3.1システム構成と機能 (8)システムの動作 (10)4.1システムの動作 (10)測定プローブ (12)5.1測定プローブ (12)6.E83トランスミッタ (14)6.1説明 (14)6.2バッテリ寿命 (18)6.3トランスミッタのプログラミング (20)7.E83レシーバ (24)7.1説明 (24)7.2機械とレシーバの取り付け (25)7.3レシーバの接続 (26)7.4CNC装置への接続 (27)7.5レシーバの技術的仕様 (31)7.6レシーバの接続 (32)7.7レシーバのプログラミング (36)オプチカルトランスミッション (38)8.1信号伝送 (38)8.2伝送の開始 (42)8.2.1オプチカル起動 (42)8.2.2メカニカル起動 (45)8.3伝送の停止 (48)プローブとトランスミッタの組み立てと分解 (52)9.1プローブとトランスミッタの組み立てと分解 (52)プローブ延長スリーブの取り付け(オプション) (56)10.1プローブ延長スリーブの取り付け(オプション) (56)トランスミッタのテーパへの固定 (60)11.1標準ホルダによるトランスミッタのテーパへの固定 (60)11.2調整可能ホルダによるトランスミッタのテーパへの固定 (64)プローブスタイラスの取り付け (70)12.1プローブスタイラスの取り付け (70)13.DIAGNOSTICS (72)13.1異常検出ガイド (72)13.2システムのセルフテスト (73)メンテナンス (74)14.1はじめに (74)14.2通常メンテナンス (74)14.2.1清掃と点検 (74)14.2.2バッテリの取り付け/交換 (76)14.3レシーバの交換 (78)14.4特殊メンテナンス (80)14.4.1レシーバガラスカバーの交換 (80)14.4.2レシーバのヒューズの交換..................................Fehler! Textmarke nicht definiert.14.4.3破損したピンとスタイラスの交換 (82)14.4.4外部シールの交換 (83)14.4.5トランスミッタのプローブの交換 (84)寸法 (85)15.1プローブとトランスミッタの寸法 (85)15.2レシーバと可変式サポートの寸法 (86)スペアパーツリスト (88)16.1 スペアパーツリスト (88)1.规范及一般注意事项1.1规格及一般注意事项前言本手册包括了了解及正确使用MARPOSS 设备的所有必需信息。
德国西马克公司材料

德国西马克公司材料德国西马克轴承-滚动轴承特殊滚动轴承用于线材精轧机组和减定径机组您的优势? OEM制造商质量确保高的可靠性?高的运行准确度?低摩擦?优秀抗高温性?低磨损?与其他制造商精轧机组的可互换性完全互换性对线材精轧机组滚动轴承的要求鉴于高转速和动力负荷的原因是极高的。
SMS Meer 在研发新特殊滚动轴承系列时,尤其注意了其外围尺寸和润滑接口与旧的设备组件完全相同和匹配。
对于在建造形式上与SMS Meer机组相似的其他设备制造商的设备,也确保了轴承在尺寸与应用上的绝对可互换性。
此类机组都可以采用SMS Meer的滚动轴承,即可靠有没有任何限制。
客户无需对现有设备进行结构上或机械上的改造即可利用滚动轴承所带来的更高生产功效。
为了便于辨别和选择正确的滚动轴承型号,请您使用SMS Meer为客户准备的变换对比表。
类型尺寸规格(mm) 重量(kg) SMS Meer型号SMS Meer库存号圆柱滚子轴承400×500×46 16.00 F0182293-804753 360005 130×200×33 3.80 F0364021-801680 360009 60×130×31 2.00 F0364023-801681 360011 130×200×33 3.80 F0364029-803156 360016 130×200×46 5.30 F0364032-801682 360019 120×180×28 2.50 F0364035-804569 360022 140×220×36 5.20 F0364037-804623 360023 130×220×33 3.80 F0364038-801680D 360024 140×250×42 9.00 F0364046-804809 360031 200×320×48 15.00 F0364047-804811 360032 170×265×42 8.60 F0364048-804810 360033 200×310×51 14.80 F5795831-NU 1040 M1.C3 360084 170×310×52 18.00 F5795832-NU 234 E.MPA.P63 360085 170×260×42 8.40 F5795836-NU 1034 MPA P63 360088 400×500×46 20.50 F7590361 360246 60×130×46 2.90 F0364051-807124 360361 75×145×46 3.60 F0364055-807722 360372。
热轧薄板带钢生产
(1)作业率的不匹配。 (2)生产节奏不匹配。 (3)板坯的温度场不同。 (4)对铸坯的尺寸要求不同。 (5)维修和停机的周期不同。
整理课件
薄板坯连铸连轧不能完全代替传统的热连轧工艺
原
压缩比小
因
产品表面质量差
整理课件
二、薄板坯连铸连轧生产中的主要设备及工艺
薄板坯连铸连轧工艺的组成:
炉子长度:200米左右 炉子分段: 加热段、保温段、缓冲段、出料段等组成。
作用
加热保温作用; 缓冲作用:缓冲时间10min左右。
整理课件
(2) 辊底式炉的横移方式
整理课件
(3) 直通式辊底隧道炉的工艺操作:
a. 板坯剪切后,头部翘起100mm,尾部保持平直, 避免撞击炉辊。
的压缩并流畅地结合在一起。
2.近终形连铸技术:在保证成品钢材质量的前提下,
尽量缩小铸坯的断面来取代压力加工。
3. 薄板坯连铸连轧的优点
(1)工艺简化,设备减少,生产线短。 (2)生产周期短。 (3)节约能源,提高成材率。 (4)更有利于生产薄带和超薄带钢
整理课件
4.实现薄板坯连铸连轧的主要条件
(1)具备高温无缺陷板坯的生产技术。 (2)连铸机具有板坯在线调宽技术。 (3)炼钢、连铸机、热连轧机操作高度稳定
②当卷取机咬入带钢以后,辊道速度应与轧制和 卷取速度同步进行加速,以防产生滑动擦伤。
③当带钢尾部离开轧机以后,辊道速度应比卷 取速度低,使带钢尾部“拉直”。
整理课件
6)精 整 热带钢生产精整作业线内容:平整、横切、纵
切、分卷、酸洗等 1、平整
目的:改善钢板的板形和消除局部的厚度差。
图 平整机组 1-开卷机;2-直头机;3-侧导辊;4-四辊式平整机;5-下切剪; 6-侧导辊;7-导辊;8-张力卷取机
参考单价表

E
kg
2.50
回填混凝土 投标单位需于下列提供混凝土回填的单价作为日后计算新增项 目之用,该单价需按设计及规范要求进行混凝土回填,包括基 底清理、混凝土回填、压实以及所需的管理费、利润、税金等 全部费用。 F C15素混凝土回填与压实工作,回填厚度及程序须按设计及规 范要求。 现场堆土回填 投标单位需于下列提供现场堆土回填的单价作为日后计算新增 项目之用,该单价需按设计及规范要求进行土方回填,包括基 底清理、土方回填、压实以及所需的管理费、利润、税金等全 部费用。 G 现场土方回填与压实工作,回填厚度及程序须按设计及规范要 求。 m3 10.00 m3 300.00
m2 m2 m2 m2 m2
450.00 800.00 880.00 1000.00 1100.00
I
4mm
m2
80.00
c:\iknow\docshare\data\cur_work\268089271.xls 北京市龙湖西小马项目 总承包工程
4
R2 参考单价表
北京市龙湖西小马项目 总承包工程 参考单价表 序号 计日工 投标单位需于下列计日工单价作为日后计算签证项目之用,结 算时仅计取税金,其他相关费用不再计取( 综合考虑任何时间 及地点)。 A B C D E 杂工 建筑工程 装饰工程(普通) 装饰工程(高级) 安装工程 机械租赁 投标单位须于下列提供机械租赁的综合单价作为日后计算新增 项目之用,该单价需按设计及规范要求,包括燃油动力、司机 、租金、进出场费以及所需的一切综合管理费、利润和税金等 全部费用。(此单价适用于任何时间段) F G H I 10T汽车吊 20T汽车吊 挖掘机(200) 挖掘机(300) 扰民费综合税费率 投标单位需于下列提供扰民费综合税费率的百分比作为日后计 算该项目费用之用,该百分比需按招标文件中的相关要求由总 承包单位进行协调项目周边居民关系、在施工现场设立专门部 门接待“民扰”居民之投诉及发放经业主确认之扰民费等工作 所应当计取的综合税费率(计算业主应支付总承包单位扰民费 综合税费金额以最终确认的通过总承包单位支付的扰民费为基 数)。 J 扰民费综合税费率 % 5.50 台班 台班 台班 台班 500.00 800.00 2400.00 2800.00 工日 工日 工日 工日 工日 30.00 50.00 55.00 70.00 55.00 项目内容 单位 参考单价 (RMB)
德国西马克迈亚-轧机210中英文

Before installing the anchor plates in the foundation it must be checked if the heads of the hammer head screws fit through the grooves in the anchor plates. The max. admissible deviation for the centres of stone bolts is± 10 mm.
在安装竖炉前,基础必须彻底清理干净。
Finally, the foundation is checked based on the indications on the foundation plan. Furthermore, the position of the machine foundation in relation to the bay is checked. For this purpose, a number of alignment cords is drawn giving the position of the pipe centre, centre of the drive unit etc. Based on these lines the foundation check is carried out.
根据以下文件制作竖炉基础
1801058-01.000Foundation plan基础设计
1801058-00.000Layout布局图
The foundation plan does not contain any information on the structural statics but shows only the connection between machine and foundation. The indicated dimensions regarding height and depth refer to the bay floor (lower edge of grouting).
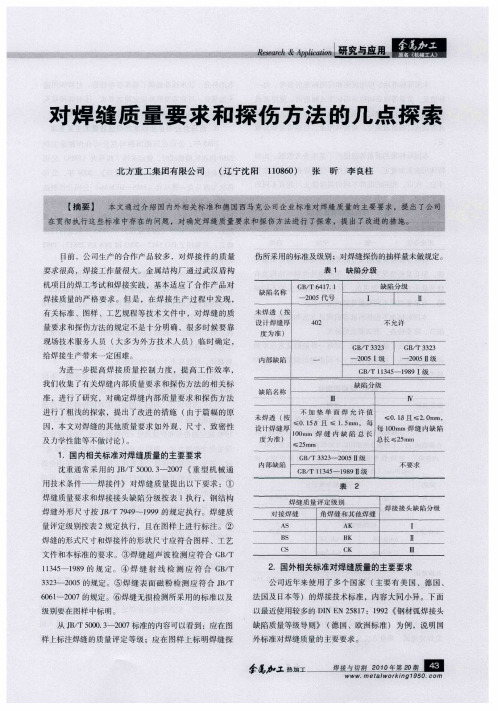
对焊缝质量要求和探伤方法的几点探索
未焊透 ( 按 不 加 垫 单 面 焊 允 许 值 设 计焊 缝 厚 . 5 ≤0 1 6且 ≤ 15 . mm. 每 ≤O 1 . 8且 ≤20 m, .m lO m 焊 缝 内 缺 陷 总 长 每 10 Om 0 mm焊缝 内缺陷
度为准)
≤ 2 mm 5
总 长  ̄2 mm < 5
缺 陷 名称
Ⅲ
G / 14 - 1 8 级 B T 13 5 9 9 I
缺 陷 分级
Ⅳ
准, 进行 了研究 ,对确定焊缝 内部 质量要求 和探伤 方法
进行 了粗浅 的探索 ,提 出了改进 的措施 ( 由于篇 幅的原 因 ,本 文对焊缝 的其他质 量要求如 外观 、尺寸 、致 密性 及力学性能等不做讨论) 。
焊缝质量要求和焊接接头缺 陷分级按表 l执行 ,钢结 构
焊缝外形 尺寸按 J / 9 9 19 B T7 4 - 9 9的规定执 行。焊缝质
表
焊缝 质量 评 定级 别 对 接 焊 缝
A S B S
CS
2
焊 接 接 头 缺 陷 分 级
角 焊 缝 和 其 他 焊 缝
AK BK
对焊 缝质 量 要 求和 探伤 方法 的几点 探 索
北 方重工集 团有限公 司 ( 辽宁沈 阳 10 6 ) 张 18 0 昕 李 良柱
【 要】 本文通过介绍国内外相关标准和德国西马克公司企业标准对焊缝质量的主要要求,提 出了公司 摘
在贯彻执行这些标准中存在的问题,对确定焊缝质量要求和探伤方法进行 了 探索,提出了改进的措施。
CK
量评定级 别按表 2 定执 行 ,且在 图样上进 行标注 。② 规
焊缝 的形式 尺寸 和焊接件 的形状尺 寸应 符合 图样 、工艺
西马克KIN1690探伤标准

铸钢件;无损探伤分类等级1.使用范围1.1所为DIN1690 第1部分中规定的铸件的条件,此标准给出了铸钢件的内外条件的分类标准(参见解说)。
此分类根据无损探伤结果的要求。
1.2此标准不适用于焊缝(定义请参见DIN1690第1部分)。
订单时应注明铸件内外条件及检验的特殊条款。
2.严格标准2.1严格标准分类根据磁粉探伤或表1或表2给出特点的渗透探伤或根据附件A和B中的例子分类外部条件标准。
如有争议,强制遵从表1或表2中给出的值。
外部条件的标准分类根据表3或表4(参见条款3.3.2.1)中给出特点的超声波探伤或射线探伤。
2.2严格标准的选择2.2.1··关于铸钢件外部或内部缺陷的允许性,材质标准中或订单中的规格,同意遵从2.1中的分类标准及2.3中使用的标准名称。
因此,根据加载的标准,类型和分配,遵从以下的因素:2.2.1.1··不同的铸件区域同意不同的标准。
应指定这些区域,如-通过给出他们的位置和长度和宽度-2.2.3中描述的焊缝和特殊表面区域,并通过给出他们的深度。
2.2.1.2 ··除相等值的标准外,可以同意外部和内部条件的不同标准。
2.2.1.3 标准1只适用于2.2.3中描述的焊缝的末端和特殊表面区域。
2.2.1.4 铸件的外形影响他们的条件和易测性。
除此之外,铸件的易测性根据他的表面条件。
2.2.2 如订单时未同意严重标准,材质标准中未另外规定,应使用标准5的要求。
2.2.3 ··在特殊情况中,剩余壁厚较高较低标准用于外部区域的外层,如图1所示(参考“特殊外部区域”),如由制造商加工的表面(参见2.3,例3)。
2.2.4 ··对于焊缝(参见DIN 1690 第1部分),相同的要求适用于母材,除订单时同意的要求。
2.3 标准名称严格标准的标准名称由以下元素组成:-术语“严格标准”;-此标准的编号-外部条件严格标准符号S(=表面)(参见表1和2);-内部条件严格标准符号V(=体积)(参见表3和4)例1:严格标准DIN1690-S2-V4··和3.3.2.1中给出的规范相反的情况,不同意制造商选择那些测试方法,以下测试方法的代码字母添加到严格标准的符号中,如例2和例3:磁粉探伤,M;渗透探伤,E;超声波探伤,U;射线探伤,R;例2:严格标准DIN 1690-MS2-RV4例3:严格标准DIN 1690-MS2-RV4,所有加工面上:MS1;表面以下20㎜区域:UV13 探伤3.1 ··探伤条款和材质探伤文件3.1.1 规定标准01到3的铸件,被认为是同意符合相关要求的重新探伤。
西马克棒材挤压机公差标准

西马克棒材挤压机公差标准一、尺寸公差对于挤压出的棒材,其尺寸公差应符合相关标准和客户要求。
通常情况下,棒材的外径尺寸公差应控制在±0.5mm以内,长度公差应控制在±10mm以内。
具体公差范围可根据实际生产需求进行调整。
二、形状公差棒材的形状公差应保证其基本形状和轮廓的准确性。
在截面形状方面,圆形棒材应保持圆度在直径的2%以内;矩形棒材应保持对角线误差在长度方向的1%以内。
对于特殊形状的棒材,应根据具体要求制定相应的形状公差标准。
三、位置公差棒材的位置公差主要指其轴线与基准面的垂直度、平行度等。
在生产过程中,应保证棒材轴线与挤压机中心轴线平行,且其偏移量不得超过棒材直径的1%。
此外,根据实际需要,可增加对于弯曲度、扭转度等位置公差的要求。
四、表面粗糙度棒材的表面粗糙度对其使用性能和外观质量均有影响。
根据不同的应用场景和客户需求,可选择不同的表面粗糙度等级。
通常情况下,棒材的表面粗糙度应控制在Ra 0.8-3.2μm之间。
对于特殊要求,如高精度或特殊涂层处理,表面粗糙度等级需相应提高。
五、材料性能西马克棒材挤压机所挤压出的棒材应满足相应的材料性能要求,如抗拉强度、屈服点、延伸率、硬度等。
这些性能指标应根据具体的材料种类和客户需求进行控制,以保证棒材在使用过程中具备良好的稳定性和可靠性。
六、热处理要求对于某些特殊材料或特定要求的棒材,需要进行热处理以提高其性能。
热处理工艺应根据材料种类、性能要求以及生产工艺进行选择和控制。
热处理过程中应严格控制温度、时间、冷却方式等参数,以确保棒材的性能达到最佳状态。
七、检验方法为确保西马克棒材挤压机生产的棒材满足上述公差标准,需采用合适的检验方法进行检测。
常用的检验方法包括外观检查、尺寸测量、硬度测试、拉伸试验等。
根据具体要求,可选择相应的检验方法对棒材进行全面检测,以确保其质量符合标准。
八、标识和包装为便于追溯和管理,挤压出的棒材应进行标识和包装。