焊条规格
常用的焊条长度

常用的焊条长度
焊条长度通常以毫米(mm)为单位,常用的焊条长度有:
1. 25mm:适用于小型焊接作业,如焊接电子元器件、首饰等。
2. 3.2mm:适用于小型金属零件的焊接,如自行车链条、电器配件等。
3. 4mm:适用于中等大小的金属零件焊接,如家具、机械零件等。
4. 5mm:适用于较大型的金属零件焊接,如汽车、船舶等。
5. 6mm:适用于大型金属结构件的焊接,如建筑钢结构、桥梁等。
6. 8mm:适用于重型金属结构的焊接,如压力容器、锅炉等。
7. 10mm:适用于特殊环境下的焊接,如高空作业、水下作业等。
8. 12mm:适用于特殊材料的焊接,如高合金钢、不锈钢等。
9. 16mm:适用于大面积金属表面的堆焊修复。
10. 20mm:适用于大面积金属表面的堆焊修复,如矿山设备、钢铁厂设备等。
以上焊条长度仅为常见规格,实际应用中还有更多不同长度的焊条可供选择。
在选择焊条长度时,需要根据焊接工件的大小、形状和厚度等因素进行综合考虑。
常用电焊条的规格型号及用途
常用电焊条规格、型号及用途·用于焊接较重要的低碳钢结构和强度等级低的低合金钢如Q235等。
J422 (E4303)● 说明:J422 是钛钙型药皮的碳钢焊条. 具有优良的焊接工艺性能, 电弧稳定, 焊道美观, 飞溅小, 交直流两用, 可进行全位置焊接●用途: 用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如Q235 等·用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。
对薄板的焊接性能极佳,尤其是用于补道焊和打底焊,并可立向下焊U。
焊接时仅需50V空载电压,是理想的定位焊条。
·用于焊接重要的低碳钢和低合金的结构。
具有良好的力学性能和抗裂性能。
使用前需经350℃x lh烘焙。
J426 (E4316)● 说明:J426 是低氢钾型药皮的碳钢焊条。
具有良好的力学性能和抗裂性能。
交直流两用,可进行全位置焊接●用途: 用于焊接重要的低碳钢和低合金钢的结构·用于焊接重要的低碳钢和低合金的结构。
具有良好的塑性、韧性、抗裂性能。
使用前需经350℃x lh烘焙。
J427 (E4315)● 说明:J427 是低氢钠型药皮的碳钢焊条。
采用直流反接,可进行全位置焊接,具有优良的塑性、韧性、抗裂性能●用途: 用于焊接重要的低碳钢和低合金钢结构·用于低碳钢和中碳钢的焊接。
具有良好的力学性能和抗裂性能。
使用前需经350℃x lh烘焙。
J506 (E5016)● 说明:J506 是低氢钾型药皮的碳钢焊条。
具有良好的力学性能和抗裂性能。
交直流两用,可进行全位置焊接●用途: 用于中碳钢和低碳钢的焊接·可焊接中碳钢和某些低合金钢。
采用直流弧焊电流反接,有良好的塑性、韧性和抗裂性能。
使用前需经350℃x lh烘焙。
J507 (E5015)● 说明:507 是低氢钠型药皮的碳钢焊条。
采用直流反接,可进行全位置焊接. 焊缝金属具有良好的塑性,韧性和抗裂性能●用途: 可焊接中碳钢和某些低合金钢·用于碳钢、低合金钢、船舶用钢和压力容器焊接。
常用焊条型号 牌号

J
J502NiCu
≤0.10
0.3~0.80
≤0.30
≤0.035
≤0.035
0.15~0.40
0.20~0.30
Ni
0.20~0.50
≥490
≥390
≥20
0
≥27
J502WCu
≤0.12
0.50~0.90
≤0.30
≤0.300
≤0.300
0.20~0.50
W
0.20~0.50
≥490
≥390
≥20
A212
E318L-16
E318L-16
钛钙型
AC/DC
用于重要的OCr18Ni12Mo、超低碳的铬17镍14钼2等不锈钢的焊接。如尿素合成塔、维尼纶设备等接触强腐蚀介质的部件
Φ2.5—Φ5.0
A302
E309L-16
E309L-16
钛钙型
AC/DC
用于焊接相同类型的的不锈钢、不锈钢衬里、异种钢(Cr19Ni9同低碳钢)以及高铬钢、高锰钢等
铁粉钛型
AC/DC
适用于机车车辆、造船、锅炉等结构的焊接
Φ2.5—Φ5.0
熔敷金属化学成分%
熔敷金属机械性能
牌号
C
Mn
Si
S
P
抗拉强度(Mpa)
屈服强度
延伸率%
冲击值
℃
J
J421
≤0.12
0.3~0.6
≤0.35
≤0.035
≤0.040
≥420
≥330
≥22
0
≥47
J421Fe
≤0.12
0.3~0.6
E316L-16
钛钙型
焊条规格

1 焊条型号根据熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类划分。
2 焊条型号编制方法如下:字母"E"表示焊条;前两位数字表示熔敷金属抗拉强度的最小;第三位数字表示焊条的焊接位置."0"及"1"表示焊要适用于全位置焊接(平、立、仰、横),“2“表示焊条适用于平焊及及平面焊,“4“表示焊条适用于向下立焊;第三位和第四位数组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条;附加“M“表示耐吸潮和力学性能有特殊规定的焊条;附加“-1“表示冲击性能有特殊规定的焊条。
表1焊条型号药皮类型焊接位置电流种类E43系列-熔敷金属抗拉强度≥420Mpa(43kgf/mm2)E4300 特殊型平、立、仰、横交流或直流正、反接E4301 钛铁矿型E4303 钛钙型E4310 高纤维素钠型直流反接E4311 高纤维素钾型交流或直流反接E4312 高钛钠型平、立、仰、横交流或直流正接E4313 高钛钾型交流或直流正、反接E4315 低氢钠型直流反接E4316 低氢钾型交流或直流反接E4320 氧化铁型平交流或直流正、反接平角焊交流或直流正接E4322 平交流或直流正接E4323 铁粉钛钙型平、平角焊交流或直流正、反接E4324 铁粉钛型E4327 铁粉氧化型平交流或直流正、反接平角焊交流或直流正接E4328 铁粉低氢型平、平角焊交流或直流反接E50系列-熔敷金属抗拉强度≥490Mpa(50kgf/mm2)E5001 钛铁矿型平、立、仰、横交流或直流正、反接E5003 钛钙型E5010 高纤维素钠型直流反接E5011 高纤维素钾型交流或直流反接E5014 铁粉钛型交流或直流正、反接E5015 低氢钠型直流反接E5016 低氢钾型交流或直流反接E5018 铁粉低氢钾型E5018M 铁粉低氢型直流反接E5023 铁粉钛钙型平、平角焊交流或直流正、反接E5024 铁粉钛型平、平角焊交流或直流正、反接E5027 铁粉氧化铁型交流或直流正接E5028 铁粉低氢型交流或直流反接E5048 平、仰、横、立向下注:①焊接位置栏中文字涵义:平-平焊、立-立焊、仰-仰焊、横-横焊、平角焊-水平角焊、立向下-向下立焊。
焊条的规格
焊条的规格J421E4313E6013焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。
J421FeE4313E6013焊接一般低碳钢结构,特别适于薄板小件及短焊缝的间断焊和要求焊缝表面光洁的盖面焊。
J421Fe16E4324E6024焊接一般低碳钢结构和用于要求表面光洁的盖面焊。
J421XE4313E6013适用于焊接一般船用碳钢及镀锌钢板,尤其适用于薄板立向下焊及间断焊。
J422E4303.用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422GME4303.适用于海上平台、船舶、车辆、工程机械等结构表面装饰焊缝的焊接。
J422FeE4303.用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422Fe16E4323.用于较重要的低碳钢结构的焊接。
J423E4301.用于焊接较重要的低碳钢结构,如车辆、建筑结构、重型机械结构等的焊接。
J424E4320E6020可焊接较重要的碳钢结构,如重型机械、建筑机械等。
J425E4311.适于薄板结构的对接、角接及搭接焊。
如电站烟道、风道、变压器的油箱、船体和车辆外板的低碳钢结构。
J426E4316E6016用于焊接重要的低碳钢和低合金钢的结构,如造船、桥梁、压力容器等。
J427E4315.用于焊接重要受压载荷或低碳钢厚板结构和低合金钢的结构,如机械、造船、桥梁、压力容器等。
J501FeE7014E7014用于碳钢和低合金结构的焊接,如16Mn等船舶、车辆及机械结构的焊接。
J501Fe15E5024E7024用于碳钢和低合金结构的焊接,如16Mn等船舶、机车车辆及锅炉等结构的焊接。
J501Fe18E5024.适用于低碳钢以及普通船用Q235A、B、D级钢的焊接,如船舶舾装件、一般结构预制件等。
J502E5003.主要用于490MPa抗拉强度等级的低合金钢结构的焊接,如建筑用螺纹钢及其它16Mn等结构钢的焊接。
焊条规格的表示方法
焊条规格的表示方法
焊条规格的表示方法通常由数字和字母组成。
以下是常见的表示方法:
1. 数字表示焊条直径,单位为毫米。
例如,焊条直径为
2.5毫米的焊条表示为“2.5”。
2. 第一个字母表示焊条材料类型。
例如,“E”表示焊接用电极。
3. 第二个字母表示焊接位置,如下所示:
a. “1”表示所有位置焊接;
b. “2”表示横向和水平位置焊接;
c. “3”表示平面和竖直位置焊接;
d. “4”表示垂直和天花板位置焊接。
4. 第三个字母表示焊接的特殊要求,如下所示:
a. “H”表示高的抗氢性能;
b. “R”表示可逆性或可重复性;
c. “M”表示高的机械强度;
d. “T”表示焊接要求特殊温度。
5. 每个焊条标识上都应该有一个批次号码和焊接日期。
这些信息有助于追踪焊接的质量。
总的来说,焊条规格的表示方法是为了描述焊接使用的具体情况和需求。
了解这些规格有助于选择正确的焊条进行焊接,确保焊接质量和安全性。
焊条的规格及用途
焊条的规格及用途焊条是一种焊接材料,包括焊接电弧材料和焊接辅助材料。
它常用于各种金属制品的连接,如钢结构、铁路轨道、汽车制造、航空航天、石油化工、船舶建造等行业。
焊条的规格和用途多种多样,在以下几个方面进行了详细介绍。
1. 直径:焊条的直径一般在1.6mm到6.4mm之间,直径较小的适用于细小的焊接工作,而直径较大的适用于对焊接强度要求较高的工作。
2. 长度:焊条的长度通常为300mm或350mm。
300mm长的焊条适用于手工电弧焊接,而350mm长的焊条适用于半自动焊接和自动焊接。
3.电流极性:焊条可以根据电流极性分为直流焊条和交流焊条。
直流焊条适用于直流焊接机,可以提供更稳定的电弧和焊接质量,而交流焊条适用于交流焊接机,通常用于低电压焊接。
4.焊接位置:焊条的规格还可以根据焊接位置进行分类,如水平焊、垂直焊、仰角焊和横焊等。
每个焊接位置的规格有着不同的要求和特点。
5.焊接材料:焊条的规格还与焊接材料有关,如焊接碳钢、低合金钢、不锈钢、铸铁和铝等。
不同的焊接材料需要不同的焊条规格来保证焊接质量。
焊条的用途焊条广泛应用于各个领域,其主要用途如下:1.钢结构建设:焊条在钢结构建设中扮演着重要的角色。
焊条可以用来连接钢材构件和加固钢结构,以提供更好的强度和稳定性。
这些焊接应用包括建筑桥梁、高层建筑、舞台设备等。
2.汽车制造:汽车制造过程中需要使用焊接技术来连接不同的部件,焊条成为了必不可少的焊接材料。
焊条可以用于连接车身零部件、发动机支架、车轮总成等。
3.航空航天工业:航空航天工业对焊接的要求非常高,焊条在这个领域也广泛应用。
焊条可以用于航空器的制造和维修,如飞机机身、发动机部件等。
4.石油化工:石油化工行业需要耐高温和耐腐蚀的材料,焊条可以提供这些特性。
焊条可以用于石油管道、储罐、炉排等设备的制造和维修工作。
5.船舶建造:焊条在船舶建造领域有着广泛的应用。
焊条可以用于连接船体、船体构件、船尾部件等,以及修补船舶结构。
常用电焊条规格、型号及用途

常用电焊条规格、型号及用途SH.J422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如Q235等。
J422(E4303)●说明:J422是钛钙型药皮的碳钢焊条.具有优良的焊接工艺性能,电弧稳定,焊道美观,飞溅小,交直流两用,可进行全位置焊接●用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如Q235等·SH.E6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。
对薄板的焊接性能极佳,尤其是用于补道焊和打底焊,并可立向下焊U。
焊接时仅需50V空载电压,是理想的定位焊条。
·SH.J426用于焊接重要的低碳钢和低合金的结构。
具有良好的力学性能和抗裂性能。
使用前需经350℃x lh烘焙。
J426(E4316)●说明:J426是低氢钾型药皮的碳钢焊条。
具有良好的力学性能和抗裂性能。
交直流两用,可进行全位置焊接●用途:用于焊接重要的低碳钢和低合金钢的结构·SH.J427用于焊接重要的低碳钢和低合金的结构。
具有良好的塑性、韧性、抗裂性能。
使用前需经350℃x lh烘焙。
J427(E4315)●说明:J427是低氢钠型药皮的碳钢焊条。
采用直流反接,可进行全位置焊接,具有优良的塑性、韧性、抗裂性能●用途:用于焊接重要的低碳钢和低合金钢结构·SH.J506用于低碳钢和中碳钢的焊接。
具有良好的力学性能和抗裂性能。
使用前需经350℃x lh烘焙。
J506(E5016)●说明:J506是低氢钾型药皮的碳钢焊条。
具有良好的力学性能和抗裂性能。
交直流两用,可进行全位置焊接●用途:用于中碳钢和低碳钢的焊接·SH.J507可焊接中碳钢和某些低合金钢。
采用直流弧焊电流反接,有良好的塑性、韧性和抗裂性能。
使用前需经350℃x lh烘焙。
J507(E5015)●说明:507是低氢钠型药皮的碳钢焊条。
采用直流反接,可进行全位置焊接.焊缝金属具有良好的塑性,韧性和抗裂性能●用途:可焊接中碳钢和某些低合金钢·SH.E7018用于碳钢、低合金钢、船舶用钢和压力容器焊接。
常用电焊条的规格、型号及用途
常用电焊条规格、型号及用途·SH.J422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如Q235等。
J422 (E4303)● 说明:J422 是钛钙型药皮的碳钢焊条. 具有优良的焊接工艺性能, 电弧稳定, 焊道美观, 飞溅小, 交直流两用, 可进行全位置焊接●用途: 用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如Q235 等·SH.E6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。
对薄板的焊接性能极佳,尤其是用于补道焊和打底焊,并可立向下焊U。
焊接时仅需50V空载电压,是理想的定位焊条。
·SH.J426用于焊接重要的低碳钢和低合金的结构。
具有良好的力学性能和抗裂性能。
使用前需经350℃x lh烘焙。
J426 (E4316)● 说明:J426 是低氢钾型药皮的碳钢焊条。
具有良好的力学性能和抗裂性能。
交直流两用,可进行全位置焊接●用途: 用于焊接重要的低碳钢和低合金钢的结构·SH.J427用于焊接重要的低碳钢和低合金的结构。
具有良好的塑性、韧性、抗裂性能。
使用前需经350℃x lh烘焙。
J427 (E4315)● 说明:J427 是低氢钠型药皮的碳钢焊条。
采用直流反接,可进行全位置焊接,具有优良的塑性、韧性、抗裂性能●用途: 用于焊接重要的低碳钢和低合金钢结构·SH.J506用于低碳钢和中碳钢的焊接。
具有良好的力学性能和抗裂性能。
使用前需经350℃x lh烘焙。
J506 (E5016)● 说明:J506 是低氢钾型药皮的碳钢焊条。
具有良好的力学性能和抗裂性能。
交直流两用,可进行全位置焊接●用途: 用于中碳钢和低碳钢的焊接·SH.J507可焊接中碳钢和某些低合金钢。
采用直流弧焊电流反接,有良好的塑性、韧性和抗裂性能。
使用前需经350℃x lh烘焙。
J507 (E5015)● 说明:507 是低氢钠型药皮的碳钢焊条。
电焊条(焊条构成、规格型号及重量)
一、电焊条(焊条构成、规格型号及重量)电焊条就是涂有药皮的供焊条电弧焊使用的熔化电极。
焊条电弧焊时,焊条即作为电极,在焊条熔化以后又作为填充金属直接过渡到熔池,与液态的母材熔合以后形成焊缝金属。
因此,焊条不但影响电弧的稳定性,而且直接影响到焊缝金属的力学性能。
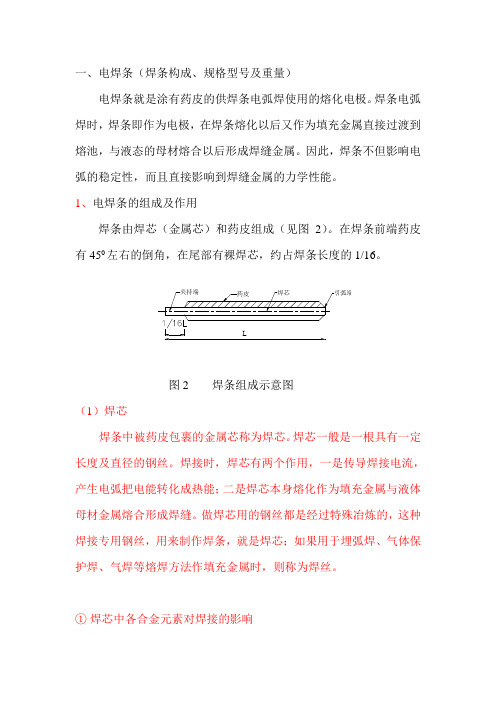
1、电焊条的组成及作用焊条中被药皮包裹的金属芯称为焊芯。
焊芯一般是一根具有一定长度及直径的钢丝。
焊接时,焊芯有两个作用,一是传导焊接电流,产生电弧把电能转化成热能;二是焊芯本身熔化作为填充金属与液体母材金属熔合形成焊缝。
做焊芯用的钢丝都是经过特殊冶炼的,这种焊接专用钢丝,用来制作焊条,就是焊芯;如果用于埋弧焊、气体保护焊、气焊等熔焊方法作填充金属时,则称为焊丝。
①焊芯中各合金元素对焊接的影响碳是钢中的主要合金元素,当含碳量增加时,钢的强度、硬度明显提高,而塑性降低。
在焊接过程中,碳是一种良好的脱氧剂,在电弧高温作用下与氧发生化合作用,生成一氧化碳和二氧化碳气体,将电弧区和熔池周围气体排开,防止空气中的氧、氮等有害气体侵入熔池,减少焊缝金属中的氧、氮等的含量。
如果含碳量过高,还原作用剧烈,会引起较大的飞溅和气孔。
考虑到碳对钢的淬硬性及其裂纹敏感性增加的影响,低碳钢焊芯的含碳量一般低于0.1%。
b.锰(Mn)锰是钢中一种较好的合金剂,随着锰含量的增加,钢的强度和硬度会不断的增加。
在焊接过程中,锰也是一种较好的脱氧剂,能减少焊缝金属中氧的含量。
锰与硫发生反应,生成硫化锰浮于熔渣中,减少了焊缝金属的热裂倾向。
因此一般碳素结构钢中的含锰量为0.3-0.55%,焊接一些特殊钢材使用的钢丝,其含锰量可以高达1.7-2.1%。
c.硅(Si)硅是钢中一种较好的合金剂,在钢中加入适量的硅可以提高钢的强度、弹性和抗酸性能。
如果含量过高,则降低钢的塑性和韧性。
在焊接过程中,硅具有比锰还强的脱氧能力,与氧发生反应生成二氧化硅。
但二氧化硅会提高熔渣的粘度,焊缝金属容易产生非金属夹杂物。
电焊条规格型号及用途

电焊条规格型号及用途电焊条是焊接电弧焊的主要工具之一、根据不同的工作需求和材料特性,有许多不同规格型号的电焊条可供选择。
下面将介绍几种常见的电焊条规格型号及其主要用途。
1.E6011电焊条:直径:2.5mm-5.0mm用途:适用于焊接普通碳钢结构,如各种钢板、钢材、锅炉、船舶、车辆、铁路车辆、石油石化设备等。
2.E7018电焊条:直径:2.5mm-5.0mm用途:适用于焊接低合金高强度钢结构,如桥梁、压力容器、船舶、机械设备、钢结构等。
3.E7024电焊条:直径:3.2mm-5.0mm用途:适用于焊接厚板结构,如船体、钢桥、炉、机械设备、压力容器、石化设备等。
4.E6013电焊条:直径:2.5mm-5.0mm用途:适用于焊接普通碳钢结构,如钢板、角钢、工字钢、铁路车辆、建筑结构等。
5.E308L-16电焊条:直径:2.5mm-5.0mm用途:适用于焊接不锈钢、耐热钢,如不锈钢容器、不锈钢管道、食品设备、机械设备等。
6.E6010电焊条:直径:2.5mm-5.0mm用途:适用于焊接油管、管线、石化设备等。
7.E309L-16电焊条:直径:2.5mm-5.0mm用途:适用于焊接不锈钢与普通碳钢的接头,如不锈钢焊接装备、轴承、齿轮、刀具制造等。
8.E6015电焊条:直径:2.5mm-5.0mm用途:适用于焊接碳钢或中等碳钢结构,如车辆制造、船舶制造、机械设备制造等。
以上是几种常见的电焊条规格型号及其主要用途。
根据具体的焊接需求和材料特性,选用合适的电焊条可以提高焊接质量和效率。
在使用电焊条时,需注意安全操作和合理选用保护设备,以确保工作安全。
常用电焊条规格型号及用途
常用电焊条规格型号及用途LT常用电焊条规格型号及用途·SH.J422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如Q235等。
J422 (E4303)●说明:J422 是钛钙型药皮的碳钢焊条. 具有优良的焊接工艺性能, 电弧稳定,焊道美观, 飞溅小, 交直流两用, 可进行全位置焊接●用途: 用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如Q235 等·SH.E6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。
对薄板的焊接性能极佳,尤其是用于补道焊和打底焊,并可立向下焊U。
焊接时仅需50V 空载电压,是理想的定位焊条。
·SH.J426用于焊接重要的低碳钢和低合金的结构。
具有良好的力学性能和抗裂性能。
使用前需经350℃x lh烘焙。
J426 (E4316)●说明:J426 是低氢钾型药皮的碳钢焊条。
具有良好的力学性能和抗裂性能。
交直流两用,可进行全位置焊接●用途: 用于焊接重要的低碳钢和低合金钢的结构·SH.J427用于焊接重要的低碳钢和低合金的结构。
具有良好的塑性、韧性、抗裂性能。
使用前需经350℃x lh烘焙。
J427 (E4315)●说明:J427 是低氢钠型药皮的碳钢焊条。
采用直流反接,可进行全位置焊接,具有优良的塑性、韧性、抗裂性能●用途: 用于焊接重要的低碳钢和低合金钢结构·SH.J506用于低碳钢和中碳钢的焊接。
具有良好的力学性能和抗裂性能。
使用前需经350℃x lh烘焙。
J506 (E5016)●说明:J506 是低氢钾型药皮的碳钢焊条。
具有良好的力学性能和抗裂性能。
交直流两用,可进行全位置焊接●用途: 用于中碳钢和低碳钢的焊接·SH.J507可焊接中碳钢和某些低合金钢。
采用直流弧焊电流反接,有良好的塑性、韧性和抗裂性能。
使用前需经350℃x lh烘焙。
J507 (E5015)●说明:507 是低氢钠型药皮的碳钢焊条。
大西洋焊条规格
大西洋焊条规格
大西洋焊条的规格有多种,具体规格根据焊接材料和焊接需求的不同而有所区别。
以下是一些常见的大西洋焊条规格:
- 直径:一般焊条的直径为2.5毫米、3.2毫米和4.0毫米,也
有其他直径的规格可供选择。
- 长度:焊条的长度通常为300毫米或350毫米,也有其他长
度的规格可选。
- 电流:焊条的电流范围根据焊条的材料和直径而有所不同,
一般可选择的电流范围为30安培到300安培。
除了以上常见的规格,大西洋焊条还有各种不同的系列和型号,每种系列和型号都有特定的特性和适用范围。
用户在选择焊条规格时应根据具体的焊接任务来确定最合适的规格。
格尔木焊条规格

格尔木焊条规格格尔木焊条是一种常用的焊接材料,广泛应用于各种金属材料的焊接。
它具有良好的焊接性能和机械性能,能够满足不同焊接需求。
本文将介绍格尔木焊条的规格及其应用。
一、格尔木焊条的规格1. 直径:格尔木焊条的直径通常为2.5mm、3.2mm、4.0mm、5.0mm等。
直径越大,焊接时的电流也越大,焊接速度也越快。
2. 长度:格尔木焊条的长度通常为300mm、350mm、400mm等。
长度越长,使用寿命也越长,但也会增加焊接时的操作难度。
3. 包装:格尔木焊条的包装通常为塑料袋包装或纸箱包装。
塑料袋包装适合小批量使用,纸箱包装适合大批量使用。
4. 焊接材料:格尔木焊条的焊接材料通常为低碳钢、中碳钢、高碳钢、合金钢等。
不同的焊接材料需要选择不同的焊接电流和焊接温度。
二、格尔木焊条的应用1. 低碳钢焊接:低碳钢是一种常见的金属材料,广泛应用于建筑、机械、汽车等领域。
格尔木焊条可以用于低碳钢的焊接,具有良好的焊接性能和机械性能。
2. 中碳钢焊接:中碳钢是一种强度较高的金属材料,广泛应用于机械、汽车、航空等领域。
格尔木焊条可以用于中碳钢的焊接,具有良好的焊接性能和机械性能。
3. 高碳钢焊接:高碳钢是一种硬度较高的金属材料,广泛应用于刀具、弹簧、轴承等领域。
格尔木焊条可以用于高碳钢的焊接,具有良好的焊接性能和机械性能。
4. 合金钢焊接:合金钢是一种具有高强度、高硬度、高耐磨性的金属材料,广泛应用于航空、航天、核工业等领域。
格尔木焊条可以用于合金钢的焊接,具有良好的焊接性能和机械性能。
三、格尔木焊条的注意事项1. 选择合适的焊接电流和焊接温度,避免焊接过热或过冷。
2. 焊接前应清洁焊接表面,避免杂质和油污对焊接质量的影响。
3. 焊接时应保持稳定的焊接速度和焊接角度,避免焊接不均匀或出现焊缝。
4. 焊接后应进行冷却处理,避免焊接变形或裂纹。
格尔木焊条是一种常用的焊接材料,具有良好的焊接性能和机械性能,能够满足不同焊接需求。
507焊条直径
507焊条直径
摘要:
1.507 焊条直径概述
2.507 焊条直径的种类
3.507 焊条直径的选择
4.507 焊条直径的注意事项
正文:
一、507 焊条直径概述
507 焊条是一种用于焊接的电极材料,直径是指焊条的宽度,通常用来描述焊条的规格。
507 焊条直径在焊接过程中对焊缝的质量和焊接效率有很大影响。
二、507 焊条直径的种类
507 焊条直径有多种规格,常见的有2.5mm、3.2mm、4.0mm 等。
不同的直径适用于不同厚度的焊接材料,因此在选择时要根据具体情况选择合适的直径。
三、507 焊条直径的选择
选择507 焊条直径时,首先要考虑焊接材料的厚度,一般来说,焊接材料越厚,需要的焊条直径就越大。
其次,还要考虑焊接的工艺和要求,如果需要高速焊接,就需要选择直径较小的焊条,以提高焊接效率。
四、507 焊条直径的注意事项
在使用507 焊条进行焊接时,需要注意以下几点:首先,焊条的直径要
与焊接材料的厚度相匹配,如果直径过大或过小,都会影响焊接的质量和效率。
其次,焊条在使用前要进行烘干,以去除焊条表面的水分,防止焊接时出现气泡。
30crmnsi钢焊接用焊丝焊条 规格1.2-3.2mm

30crmnsi钢焊接用焊丝焊条规格1.2-3.2mm
30CrMnSiA是一种常用的高强度合金结构钢,常用于制造各种重要零部件,如齿轮、轴、螺栓等。
对于30CrMnSiA钢的焊接,可以选择相应的焊丝和焊条,规格范围在1.2~3.2mm之间。
在选择焊丝和焊条时,主要考虑以下几个因素:
1. 母材的化学成分和力学性能:焊接材料的化学成分应与母材相近,以保证焊接接头的机械性能和耐腐蚀性能。
2. 焊接工艺和要求:根据焊接工艺要求,如手工焊接、自动焊接、焊接电流、焊接速度等,选择适合的焊丝和焊条规格。
3. 焊接成本和效率:在满足使用要求的前提下,应优先选择成本较低、效率较高的焊丝和焊条规格。
具体选择哪种规格的焊丝和焊条还需要根据具体的焊接条件、工件厚度、接头形式等因素进行综合考虑。
如有疑问,建议咨询专业人士或查阅相关技术资料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(转)
1 焊条型号根据熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类划分(见图1)。
2 焊条型号编制方法如下:字母"E"表示焊条;前两位数字表示熔敷金属抗拉强度的最小;第三位数字表示焊条的焊接位置."0"及"1"表示焊要适用于全位置焊接(平、立、仰、横),“2“表示焊条适用于平焊及及平面焊,“4“表示焊条适用于向下立焊;第三位和第四位数组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条;附加“M“表示耐吸潮和力学性能有特殊规定的焊条;附加“-1“表示冲击性能有特殊规定的焊条。
表1
焊条型号药皮类型焊接位置电流种类
E43系列-熔敷金属抗拉强度≥420Mpa(43kgf/mm2)
E4300 特殊型平、立、仰、横交流或直流正、反接
E4301 钛铁矿型
E4303 钛钙型
E4310 高纤维素钠型直流反接
E4311 高纤维素钾型交流或直流反接
E4312 高钛钠型平、立、仰、横交流或直流正接
E4313 高钛钾型交流或直流正、反接
E4315 低氢钠型直流反接
E4316 低氢钾型交流或直流反接
E4320 氧化铁型平交流或直流正、反接
平角焊交流或直流正接
E4322 平交流或直流正接
E4323 铁粉钛钙型平、平角焊交流或直流正、反接
E4324 铁粉钛型
E4327 铁粉氧化型平交流或直流正、反接
平角焊交流或直流正接
E4328 铁粉低氢型平、平角焊交流或直流反接
E50系列-熔敷金属抗拉强度≥490Mpa(50kgf/mm2)
E5001 钛铁矿型平、立、仰、横交流或直流正、反接
E5003 钛钙型
E5010 高纤维素钠型直流反接
E5011 高纤维素钾型交流或直流反接
E5014 铁粉钛型交流或直流正、反接
E5015 低氢钠型直流反接
E5016 低氢钾型交流或直流反接
E5018 铁粉低氢钾型
E5018M 铁粉低氢型直流反接
E5023 铁粉钛钙型平、平角焊交流或直流正、反接
E5024 铁粉钛型平、平角焊交流或直流正、反接
E5027 铁粉氧化铁型交流或直流正接
E5028 铁粉低氢型交流或直流反接
E5048 平、仰、横、立向下
注:①焊接位置栏中文字涵义:平-平焊、立-立焊、仰-仰焊、横-横焊、平角焊-水平角焊、立向下-向下立焊。
②焊接位置栏中立和仰系指适用于立焊和仰焊的直径不大于4.0mm的E5014、EXX15、EXX16、E5018和E5018M型焊条及直径不大于5.0mm的其他型号焊条。
③E4322型焊条适宜单道焊。
3.3 本标准队了E5018M型焊条可以列入E5018型焊条外(同时符合这两种型号焊条的所有要求),凡列入一种型号的焊条不能再列入其他型号。
3.4 本标准中完整的焊条型号举例如下:
E 43 15
┬ ┬ ┬
│ │┬└ 表示焊条药皮为低氢钠型,采用直流反接焊接。
│ │└—表示焊条适用于全位置焊接。
│ └——表示熔敷金属抗拉强度的最小值。
└————表示焊条。
焊条型号药皮类型焊接位置电流种类焊条型号药皮类型焊接位置电流种类E43系列-熔敷金属抗拉强度≥420MPa(43kgf/mm2)E50系列-熔敷金属抗拉强度≥490MPa(50kgf/mm2)E4300特殊型平、立、仰、横交流或直流正、反接E5001钛铁矿型平、立、仰、横交流或直流正、反接E4301钛铁矿型平、立、仰、横交流或直流正、反接E5003钛钙型平、立、仰、横交流或直流正、反接E4303钛钙型平、立、仰、横交流或直流正、反接E5010高纤维素钠型平、立、仰、横直流反接E4310高纤维素钠型平、立、仰、横直流反接E5011高纤维素钾型平、立、仰、横交流或直流反接E4311高纤维素钾型平、立、仰、横交流或直流反接E5014铁粉钛型平、立、仰、横交流或直流正、反接E4312高钛钠型平、立、仰、横交流或直流正接E5015低氢钠型平、立、仰、横直流反接E4312高钛钾型平、立、仰、横交流或直流正、反接E5016低氢钾型平、立、仰、横交流或直流反接E4315低氢钠型平、立、仰、横直流反接E5018铁粉低氢钾型平、立、仰、横交流或直流反接E4316低氢钾型平、立、仰、横交流或直流反接E5018M铁粉低氢型平、立、仰、横直流反接E4320氧化铁型平、交流或直流正、反接E25023铁粉钛钙型平、平角焊交流或直流正、反接E4320氧化铁型平角焊交流或直流正接E5024铁粉钛型平、平角焊交流或直流正、反接E4322氧化铁型平交流或直流正接E5027铁粉氧化铁型平、平角焊交流或直流正接E4323铁粉钛钙型平、平角焊交流或直流正、反接E5028铁粉低氢型平、平角焊交流或直流反接E4324铁粉钛型平、平角焊交流或直流正、反接E5048铁粉低氢型平、仰、横、立向下交流或直流反接E4327铁粉氧化铁型平交流或直流正、反接E4327铁粉氧化铁型平角焊交流或直流正接E4328铁粉低氢型平、平角焊交流或直流反接
注:①焊接位置栏中文字涵义:平-平焊、立-立焊、仰-仰焊、横-横焊、平角焊-水平角焊、立向下-向下立焊。
②焊接位置栏中立和仰系指适用于立焊和仰焊的直径不大于4.0mmr E5014、EXX15、EXX16、E5018和E5018M型,焊条及直径不大于5.0mm的其他型号焊条。
③E4322型焊条适宜单道焊。
还有其它焊条,主要根据焊接材质不同区分,开头字母不同。