中国焊切极限装备 切割厚度超国外1米
气割的最大厚度

气割机切割最大厚度到底有没有“上限”气割机切割最大厚度到底有没有“上限”:气割机切割(火焰切割机)最大厚度到底有没有上限?此类问题武汉领航数控的数十位资深的技术研究人员曾几度研究深探过。
通常,行业中把厚度超过100mm的工件切割称为大厚度切割。
大厚度钢板切割时由于工件较厚,切割有一定难度。
这里我们来谈谈气割大厚度钢板的主要难点是:①预热处钢材上、下部受热不均匀,如果操作不当,起割时往往不能沿厚度方向顺利穿透而造成切割失败;②因为钢材比较厚,燃烧反应沿厚度方向传播需要一定时间,同时越到切口下部,切割氧流动量越小、纯度越低,使后拖量增加。
③熔渣多,切割氧流排渣能力减弱,容易在切口底部形成熔渣堵塞,使正常气割过程遭到破坏。
切割大厚度钢件,由于氧气压力增高,不但使氧气流变成圆锥形,而且氧气流的冷却作用也增大,因而影响切割质量及切割速度。
如果切割更厚的钢件(600mm以上),由于预热火焰加热钢件的下层金属困难,使钢件受热不均匀,结果下层金属的传热就比上层金属来得慢。
这样,切割厚钢板时,上部金属与下部金属燃烧是不均匀的,总是上部快下部慢,使切割氧射流在前进方向呈现一弧形,相应地在工件上产生一向后拖延的弧形割缝,这弧形割缝始末端之间的距离称为后拖量。
如果割缝产生很大的后拖量,容易使熔渣堵塞割口底部造成切割困难。
厚大板切割的后拖量,可以从割缝上观察到并且能测量出来。
切割过程中,后拖量是不可避免的。
后拖量小时,割缝宽度均匀、表面光滑、没有大梳齿凸出和横向的线槽。
整个供氧系统,包括减压器、各种接头和阀件、割炬进气管、割嘴孔径等都要满足相应的供氧能力,避免产生节流现象。
要根据钢板厚度和切割长度,准备足够的气源,以免中途因氧气用尽而中断切割(大厚度钢材要重新起割是很困难的)。
为了使气割过程顺利进行,往往在起割时使割炬倾斜一角度,等火焰穿透工件后,割炬一边移动一边逐渐将割炬恢复到垂直位置。
大厚度切割容易产生后拖,切割将要结束时由于后拖原因,工件底部有切不透现象,使工件不能分离。
万瓦激光切割机能切多厚?
万瓦激光切割机能切多厚?
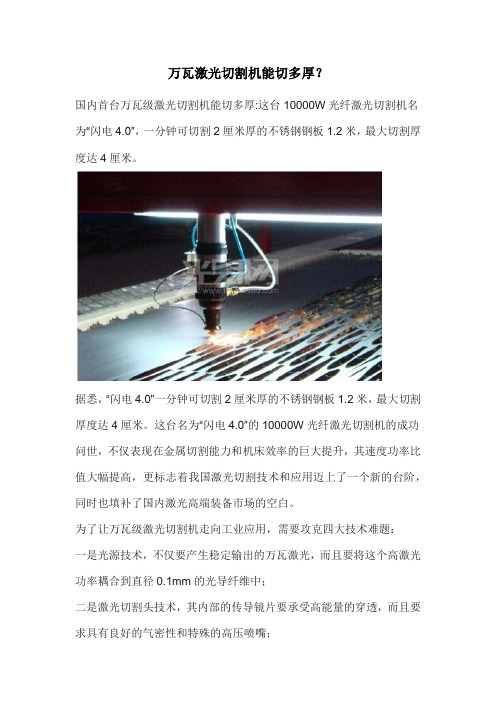
国内首台万瓦级激光切割机能切多厚:这台10000W光纤激光切割机名为“闪电4.0”,一分钟可切割2厘米厚的不锈钢钢板1.2米,最大切割厚度达4厘米。
据悉,“闪电4.0”一分钟可切割2厘米厚的不锈钢钢板1.2米,最大切割厚度达4厘米。
这台名为“闪电4.0”的10000W光纤激光切割机的成功问世,不仅表现在金属切割能力和机床效率的巨大提升,其速度功率比值大幅提高,更标志着我国激光切割技术和应用迈上了一个新的台阶,同时也填补了国内激光高端装备市场的空白。
为了让万瓦级激光切割机走向工业应用,需要攻克四大技术难题:
一是光源技术,不仅要产生稳定输出的万瓦激光,而且要将这个高激光功率耦合到直径0.1mm的光导纤维中;
二是激光切割头技术,其内部的传导镜片要承受高能量的穿透,而且要求具有良好的气密性和特殊的高压喷嘴;
三是机床的高动态性能和热管理技术,高动态机床的设计和最新的控制软件SM4.0的开发使其达到上述要求,同时要采取措施管理好机床的热吸收,热传导和热穿透等问题,保持机床精度的稳定性和使用寿命;四是激光切割的工艺参数研究,要选择最佳的参数,确保实现其最大的切割能力,最佳的断面质量和最快的切割速度。
它的应用可以扩展到核电、船舶、高铁、航空航天、石油化工等领域。
接下来,国内的企业在采购万瓦级别的激光切割机时,不用再依赖进口了,“闪电4.0”也将走出国门,走向国际市场,预计今年下半年,在美国、澳大利亚等地装机运行
内容来源网络,由深圳机械展收集整理!
更多相关内容,就在深圳机械展!。
DL678-2013

DL
DL/T 678—2013
代替DL/T 678-1999
中 华 人 民 共 和 国 电 力 行 业 标 准
电力钢结构焊接通用技术条件
General welding procedure specification of electric power steel structure
2013-03-07 发布
2013-08-01 实施
国家 能源 局
发布
DL/T 678—2013
目ห้องสมุดไป่ตู้
次
前言............................................................................................................................................................... 引言 ............................................................................................................................................................... 1 范围........................................................................................................................................................... 2 规范性引用文件........................
焊丝品质欲提升 装备技术须先行——药芯焊丝生产装备对焊丝品质的影响

应当说 ,年度报 告对 国产药芯焊丝生产装备水 平的评价 ,向国人传递 了一则振奋人心的好消息 。
然而 市 场 及 用 户调 查显 示 ,一 些用 国产 药 芯焊 丝 生 产装 备 生 产 的药 芯 焊 丝 品 质 ,在 工艺 性 方 面 与 国外
长 期 关 注 产业 发 展 的 专业 人士 欣 喜地 看 到 ,最
圆 、减 径 ,直 至 达 到要 求 的直 径 。
图4 焊丝接口张开现象
拉
图 5 焊 丝接 口张开处 冒烟
其次 ,药 粉 填 充率 的 影 响 。 在保 证 不 漏 粉前 提
,
条件下 ,钢 带运行速 度可能 引起 药粉填 充率 的波 动 。当较慢速度调试好的药粉填充率数值 ,在高速
不意味着所有的药芯焊丝生产装备企业都 已跻身国
际先 进 行 列 ,在 一 些技 术 力 量较 弱 、管 理 经验 缺 乏
焊丝表面清理和焊丝涂油两种工序 ,前者 为了把焊 丝表面的拔 丝粉等残 留物去除干净 ,后者 则为防止
焊 丝表 面 生 锈 涂一 层 防锈 油 。表 1 出 了 药 芯 焊 丝 列 生 产 工 艺 流程 及 所 需 的装 备 和 装置 。 由于 药芯 焊 丝 制造 工 艺 比较 复 杂 ,所 需 装 备 或装 置 种 类 较 多 ,所
工艺流程中要完 成加粉和钢带成形两种重要工艺 。 加粉装置的结构 形式和控制系统对焊丝 品质的保证
至 关 重 要 。 采 用皮 带 传 动 送粉 的加 粉 装 置 , 由装 料
料 自重变小时 ( 料斗粉料减少时 ),进入皮带的粉 料数量较少。该现象将导致焊丝 中药粉填 充率出现
波 动 变 化 ,此谓 加 粉 不 均 匀性 。 当然 ,如 果 成 形 机 钢 带 的 运 动速 度 能 实 时 随进 入 皮 带 的 粉料 数 量 变 化 而 变 化 ,药粉 填 充率 不 均 匀性 也 许 被控 制 到 最 小 。
2023年焊接与切割作业(复审)考试题库及答案

2023年焊接与切割作业(复审)考试题库及答案一.单选题1.触电急救的步骤正确的是()。
A、第一步是现场救护,第二步是医院诊治B、第一步是使触电者迅速脱离电源,第二步是现场救护C、第一步是现场救护,第二步是使触电者迅速脱离电源参考答案:B2.按组成的不同,可燃物质不包括()。
A、无机可燃物质B、有机可燃物质C、液态可燃物质参考答案:C3.可燃物的燃烧阶段不包括()。
A、氧化、分解B、挥发C、燃烧参考答案:B4.下列情况不属于机械伤害事故原因的是()。
A、机械设备内线路不整齐B、机械设备超负荷运作或带病工作C、机械工作时,将头手伸入机械行程范围内"参考答案:A5.根据电压降来确定向一台熔化焊机供电的电力变压器功率大小时,首先要确定()。
A、焊机规定的最大允许压降B、焊机允许发热程度C、焊机规定的最大允许电流值参考答案:A6.在氩气和二氧化碳混合气体保护焊中二氧化碳的加入量通常为()。
A、1%至5%B、5%至30%C、15%至30%参考答案:B7.乙炔发生器的温度只能用()指示。
A、水银温度计和酒精温度计B、酒精温度计C、水银温度计参考答案:B8.微束等离子弧焊的焊接电流小于()A。
A、40B、30C、20"参考答案:B9.化学反应热不包括()。
A、本身自燃B、遇火燃烧C、放热反应参考答案:C10.化学反应热不包括()。
A、本身自燃B、遇火燃烧C、放热反应参考答案:C11.ISO14000标准制定于()年。
A、1992B、1993C、1990参考答案:B12.一般用作过热器管等材料的抗氧化腐蚀速度指标控制在()mm/aA、0.10B、0.05C、0.01参考答案:A13.电渣堆焊时,要保证冷却装置严密不漏水,防止产生()。
A、爆炸B、火灾C、有害气体参考答案:A14.关于各种气体以下说法错误的是()。
A、在0℃和1atm下,氩气密度是1.78g/LB、氧气、氮气、氩气的沸点从高往低依次为氮气、氩气、氧气。
厚度大于50mm的厚钢板一般采用火焰切割

厚度大于50mm的厚钢板一般采用火焰切割,也叫氧气切割。
一、火焰切割工艺:(1)根据切割钢板的厚度安装适当孔径的割嘴;(2)将氧气和燃气压力调至规定值;(3)用切割点火器点燃预热焰,接着慢慢打开预热氧气阀,调节火焰白心长度,使火焰成中性焰,预热起割点;(4)在切割起点上只用预热焰加热,割嘴垂直于钢板表面,火焰白心尖端距钢板表面1.5~2.5mm;(5)当起点达到燃烧温度(辉红色)时,打开切割氧气阀,瞬间就可进行切割;(6)在确认已割至钢板下表面后,就沿着切割线以适当的速度移动割嘴继续往前切割;(7)切割终了时,先关闭切割氧气阀,再关闭预热焰的氧气阀。
二、定尺切割定尺方式有碰球定尺和非在线定尺切割:(1) 碰球定尺即切割机定尺脉冲信号由定尺碰球发出,但由于钢坯表面的氧化皮的导电率差,尽管碰到了碰球,但不一定接触良好,为防止误切,系统利用拉矫机速度信号进行积分运算来计算坯长,并与定尺信号进行比较,确保定尺信号的准确性。
(2) 非在线定尺切割利用专门的非在线式铸坯长度测量装置,根据热坯热辐射的原理,通过探头锁定铸坯在导轨内的区域,当铸坯进入区域并占满整个区域后发出定尺信号,然后再给出剪切命令。
三、氧气切割的基本原理:氧气切割是利用气体火焰的热能将工件切割处预热到燃点后,喷出高速切割氧流,使金属燃烧并放出热量而实现切割的方法。
四、氧气切割过程:⑴预热气割开始时,利用气体火焰(氧乙炔焰或氧丙烷焰)将工件待切割处预热到该种金属材料的燃烧温度——燃点(对于碳钢约为1100~1150℃)。
⑵燃烧喷出高速切割氧流,使已达燃点的金属在氧流中激烈燃烧,生成氧化物。
⑶吹渣金属燃烧生成的氧化物被氧流吹掉,形成切口,使金属分离,完成切割过程。
五、氧气切割的三条件:金属材料要进行氧气切割应满足以下三个条件:1)金属燃烧生成氧化物的熔点应低于金属熔点,且流动性要好。
2)金属的燃点应比熔点低。
3)金属在氧流中燃烧时能放出大量的热量,且金属本身的导热性要低。
连铸机安全技术条件说明书

GB ×××××—××××
目次
前言..................................................................................................................................................................... IV 引言....................................................................................................................................................................... V 1 范围................................................................................................................................................................... 1 2 规范性引用文件...............................................................................................................................................1 3 术语和定义.............................................................................................................
【熔化焊接与热切割】考试题库及答案
【熔化焊接与热切割】考试题库及答案1、【单选题】LUT50型等离子弧粉末堆焊机可用于堆焊圆形工件的直径为小于()πun.(C)A、300B、310C、3202、【单选题】下列不会带来爆炸隐患的焊接操作是()。
(八)A、烙铁钎焊B、热割缆切割珊瑚或岩石C、水下氧弧切割3、【单选题】下列可用于等离子焊接冷却系统中冷却剂是()。
(八)A、去离子水B、盐水C、电解质溶液4、【单选题】不属于预防高处坠落事故的措施是()。
(八)A、电动机械设备按规定接地接零B、危险地段或坑井边、陡坎处增设警示、警灯、维护栏杆,夜间增加施工照明亮度C、提升机具要经常维修保养、检查,禁止超载和违章作业5、【单选题】为提高钢铁材料的弹性极限和屈服强度,同时保证较好的韧性,最好采用()。
(八)A、中温回火B、低温回火C、高温回火6、【单选题】使用空气自然冷却的焊机,海拔高度不应超过()米。
(B)A、1500B、1000C、20007、【单选题】关于对熔化焊操作中触电人员的急救措施,下列说法错误的是()。
(C)A、电流对人体的作用时间愈长,对生命的威胁愈大。
所以,触电急救的关键是首先要使触电者迅速脱离电源B、未采取绝缘措施前,救护人不得直接触及触电者的皮肤和潮湿的衣服C、救护人不得采用金属和其他潮湿的物品作为救护工具。
但带有潮湿的塑料制品除外8、【单选题】关于推行IS014000的意义下列说法中错误的是Oo(B)A、企业建立环境管理体系有法可依B、促进企业和社会的跨越式发展C、减少各项活动所造成的环境污染,节约资源,改善环境质量9、【单选题】关于监督权,下列说法错误的是()。
(B)A、发动人民群众和社会力量对安全生产进行监督B、对进行举报有功人员不予奖励C、鼓励对安全生产违法行为进行举报10、【单选题】原子氢焊时产生的有害气体不包括()。
(B)A、氮氧化物B、二氧化碳C、氟化氢11、【单选题】埋弧焊时,一般要求交流电源的空载电压达到()。
GB50236-98现场设备、工业管道焊接工程施工及验收[1]
![GB50236-98现场设备、工业管道焊接工程施工及验收[1]](https://img.taocdn.com/s3/m/52b8fde983d049649a665810.png)
GB 50236—98现场设备、工业管道焊接工程施工及验收规范C0de for construction and acceptance of fieldequipment,industrial pipe welding engineering 98—12—11发布1999—06—01实施国家质量技术监督局联合发布中华人民共和国建设部现场设备、工业管道焊接工程施工及验收规范C0de for construction and acceptance of field equipment,industrial pipe welding engineeringCB 50236—98主编部门:原中华人民共和国化学工业部批准部门:中华人民共和国建设部施行日期:1999年6月1日中国计划出版社1998 北京关于发布国家标准《现场设备、工业管道焊接工程施工及验收规范》的通知建标[1998]253号根据国家计委计综合[1991]290号文的要求,由原化学工业部会同有关部门共同修订的《现场设备、工业管道焊接工程施工及验收规范》,已经有关部门会审。
现批准《现场设备、工业管道焊接工程施工及验收规范》GB 50236—98为强制性国家标准,自一九九九年六月一日起施行。
原《现场设备、工业管道焊接工程施工及验收规范》(GBJ 236—82)同时废止。
本规范由国家石油和化学工业局负责管理,其具体解释等工作由全国化工施工标准化管理中心站负责,出版发行由建设部标准定额研究所负责组织。
中华人民共和国建设部一九九八年十二月十一日目次1 总则 (1)2 通用规定 (2)3 材料 (3)4 焊接工艺评定 (4)4.1 一般规定 (4)4.2 评定规则 (5)4.3 试验与评定 (16)5 焊工考试 (28)5.1 一般规定 (28)5.2 操作技能考试内容及方法 (30)5.3 考试试件评定 (39)6 碳素钢及合金钢的焊接 (41)6.1 一般规定 (41)6.2 焊前准备 (42)6.3焊接工艺要求 (45)6.4 焊前预热及焊后热处理 (47)7 铝及铝合金的焊接 (50)7.1 一般规定 (50)7.2 焊前准备 (50)7.3 焊接工艺要求 (54)8 铜及铜合金的焊接 (57)8.1 一般规定 (57)8.2 焊前准备 (57)8.3 焊接工艺要求 (58)9 工业纯钛的焊接 (61)9.1 一般规定 (61)9.2 焊前准备 (61)9.3 焊接工艺要求 (63)10 镍及镍合金的焊接 (65)10.1 一般规定 (65)10.2 焊前准备 (65)10.3 焊接工艺要求 (66)11 焊接检验 (68)11.1 焊接前检查 (68)11.2 焊接中间检查 (68)11.3 焊接后检查 (69)11.4 焊接工程交工验收 (76)附录A 焊接工艺评定报告和 (76)附录B 焊工考试记录、焊工考试结果登记表及焊工合格证书的格式 (81)附录C 焊件的坡口形式和尺寸 (86)附录D 焊接材料的选用 (98)附录E 铝及铝合金焊缝射线照相检验 (106)附录F 工业纯钛焊缝射线照相检验 (110)附录G 本规范用词说明 (114)附加说明 (115)附:条文说明 (116)1 总则1.0.1 为了保证工程建设施工现场设备和工业金属管道焊接工程的质量,制定本规范。
AWSD11D11M钢结构焊接规范中文版PDF
AWSD11D11M钢结构焊接规范中文版PDF篇一:AWS_D1.1焊接工艺评定记录中英文焊接工艺规程(WPS)WELDING PROCEDURE SPECIFICATION (WPS)公司名称 Company Name:焊接方法 Welding Process(es):PQR辅助文件号 Supporting PQR No.(s):采用的接头设计JOINT DSIGN USED 类型 Type:单面焊缝 Single [ ]双面焊缝 Double Weld [ ] 衬垫Backing:是 Yes [ ] 否 No[ ] 衬垫材料Backing Material:根部间隙 Rooting opening:钝边尺寸 Root Face Dimension:坡口角度 Groove Angle:半径 Radius (J-U):背部清根 Backing:是 Yes [ ] 否 No[ ] 方法 Method:母材 BACE METALS 材料规格 Material Spec.:类型或级别Type or Grade:厚度 Thickness:坡口 Groove:角焊缝 Fillet:直径(圆管) Diameter (Pipe):填充金属 FILLER METALS AWS 规格 AWS Specification: AWS 类别AWS Classification:保护 SHIELDING焊剂 Flux:气体 Gas:焊丝—焊剂(等级) Electrode-Flux(Class):预热 PREHEAT预热温度,最低 Preheat Temp,Min:道间温度,最低 Interpass Temp,Min:最高 Max:标识编号 Identification #修改 Revision:日期Date:修改人By:批准人 Authorized by:日期Date:类型 Type—手工 Manual[ ]半自动 semi-Automatic[ ]机械Machine[ ] 自动Automatic[ ] 位置 POSITION坡口位置 Position of Groove:角焊缝 Fillet:立焊方向Vertical Progression:上行 Up[ ] 下行 Down[ ] 电特性ELECTRICAL CHARACTERISTICS 过渡形式(GMAW) Transfer Mode(GMAW)短路 Short-Circuiting:[ ]熔滴 Globular:[ ] 喷射Spray:[ ]电流 Current:交流 AC:[ ]直流反接 GCEP:[ ] 脉冲Pulsed:[ ] 直流正接 DCEN:[ ] 钨极(GTAW) Tungsten Electrode 尺寸 Size:类型 Type:技术 TECHNIQUE直线或横向摆动喊道 Stringer or Weave Bead:多道或单道(每边) Multi-pass or Single Pass(per side):焊丝数 Number of Electrodes:焊丝间隔 Electrode Spacing纵向 Longitudinal:横向Lateral:角度 Angle:导电咀到工件距离 Contact Tube to Work Distance:锤击 Peening:道间清理 Interpass Cleaning:焊后热处理 POSTWELD HEAT TREATMENT 温度 Temp.:时间Time :焊接工艺评定记录(PQR)PROCEDURE QUALIFICATION RECORDS (PQR)公司名称 Company Name:焊接方法 Welding Process(es): PQR辅助文件号Supporting PQR No.(s):采用的接头设计 JOINT DSIGN USED 类型 Type:单面焊缝 Single [ ]双面焊缝 Double Weld [ ] 衬垫Backing:是 Yes [ ] 否 No[ ] 衬垫材料Backing Material:根部间隙 Rooting opening:钝边尺寸 Root Face Dimension:坡口角度 Groove Angle:半径 Radius (J-U):背部清根 Backing:是 Yes [ ] 否 No[ ] 方法 Method:母材 BACE METALS 材料规格 Material Spec.:类型或级别Type or Grade:厚度 Thickness:坡口 Groove:角焊缝 Fillet:直径(圆管) Diameter(Pipe):填充金属FILLER METALS AWS 规定 AWS Specification: AWS 类别AWS Classification:保护 SHIELDING焊剂 Flux:气体 Gas:焊丝—焊剂(等级) Electrode-Flux(Class):预热 PREHEAT预热温度,最低 Preheat Temp,Min:道间温度,最低 Interpass Temp,Min:最高 Max:标识编号 Identification #修改 Revision:日期Date:修改人By:批准人 Authorized by:日期Date:类型 Type—手工 Manual[ ]半自动 semi-Automatic[ ]机械Machine[ ] 自动Automatic[ ] 位置 POSITION坡口位置 Position of Groove:角焊缝 Fillet:立焊方向Vertical Progression:上行 Up[ ] 下行 Down[ ] 电特性ELECTRICAL CHARACTERISTICS 过渡形式(GMAW) Transfer Mode(GMAW)短路 Short-Circuiting:[ ]熔滴 Globular:[ ] 喷射Spray:[ ]电流 Current:交流 AC:[ ]直流反接 GCEP:[ ] 脉冲Pulsed:[ ] 直流正接 DCEN:[ ] 钨极(GTAW) Tungsten Electrode 尺寸 Size:类型 Type:技术 TECHNIQUE直线或横向摆动喊道 Stringer or Weave Bead:多道或单道(每边) Multi-pass or Single Pass(per side):焊丝数 Number of Electrodes:焊丝间隔 Electrode Spacing纵向 Longitudinal:横向Lateral:角度 Angle:导电咀到工件距离 Contact Tube to Work Distance:锤击 Peening:道间清理 Interpass Cleaning:焊后热处理 POSTWELD HEAT TREATMENT 温度 Temp.:时间Time :焊接工艺评定试验结果(PQR)PROCEDURE QUALIFICATION RECORDS (PQR) Test Results拉伸试验TENSILE TEST定形弯曲试验GUIDED BEND TEST外观检查VISUAL INSPECTION外观Appearance__________________________射线照相或超声波检查Radiographic-ultrasonic examination 咬边Undercut ____________________________射线报告号 RT report no.: ________ 结果Result________长形不连续气孔Piping porosity ___________超声报告号 UT report no.: ________ 结果Result____________ 凸面Convexity______________________________ 角焊缝的检测结果FILLET WELD TEST RESULTS 检测日期Test date_________________________检测人Witnessed by________________________其他测试Other Tests 全焊金属的焊缝拉力试验 All-weld-metal tension test抗拉强度Tensile strength, psi_____________________________ 屈服强度Yieldpoint/strength, psi __________________________ 延伸率Elongation in 2 in, % ____________________________实验室测试编号Laboratory test no.________________________焊工名称Welder’s name ___________ 记录编号Clock no. ______________ 标记号Stamp no.____________ 检测Tests conducted by______________________________________________________ _实验室Laboratory检测编号Test number___________________________________我们证明测试焊接这个记录是正确的,焊接,测试均符合AWS D1.1 / D1.1M钢结构焊接条款4的要求。
焊接作业的安全操作技术(二篇)

焊接作业的安全操作技术一、填空题1.焊机必须有良好的绝缘和可靠的保护接零或保护接地装置。
2.焊机的电源线不宜过长,一般不应超过3米。
3.焊接用电缆线绝缘应良好,焊钳绝缘部分应完好。
4.操作用行灯电压应采用36伏以下的电源。
5.焊接作业场地应离易燃易爆物10米以外。
6.严禁在有压力的容器、管道上进行焊接作业。
7.清除焊渣时应戴防护眼镜。
8.碳弧气刨操作时,应控制火花飞溅,操作地点的防火距离应大于一般焊接、切割的防火距离。
9.碳弧气刨露天作业应站顺风方向操作。
10.碳弧气刨时烟尘较多,在容器或舱室内操作,要采取通风和排烟措施。
11.碳弧气刨工作结束后,气刨枪应放在绝缘架上。
12.氩弧焊产生臭氧和氮氧化物等有害气体及金属粉尘。
13.采用交流氩弧焊接时,须接入高频引弧器。
14.氩弧焊接时,电弧光的辐射很强,产生的紫外线与红外线的强度比较高,因此,焊工操作时应加强防护措施。
15.二氧化碳气体预热器所使用的电压不得高于36伏。
16.埋弧焊接过程中应注意防止焊剂突然停止送给,而发生强烈弧光灼伤眼睛。
17.等离子弧电源的空载电压较高,一般在150伏以上,甚至达400伏。
操作时应采取严格措施,防止触电。
18.电焊机与高处焊补作业点下部的距离要大于10米,焊机应专人看管,以备紧急时立即拉闸断电。
19.焊割作业在动火前采用一嗅、二看、三测爆的检查方法。
20.盛装过易燃易爆、有毒物质的各种容器,未经彻底清洗,不能焊割。
21.患有高血压、心脏病等疾病与酒后人员,不得登高作业。
22.不了解焊、割内部是否安全,不能盲目焊割。
23.有压力或密封的容器、管道不能焊割。
24.氧乙炔焊割炬要随人进出,不得任意放在容器内。
二、是非题(F一错,T一对)1.焊接作业地应离易燃易爆物10米以外。
(T)2.操作行灯电压应采用36伏以上的电源。
(F)3.登高作业由于工作量不大可以不系安全带。
(F)4.碳弧气刨不可切割不锈钢及有色金属。
(F)5.碳弧气刨操作地点的防火距离应与一般焊接,切割的防火距离相同。
央视新台址钢结构工程高强钢超长焊缝的质量控制

为钢 框 架 结 构 , 塔楼 地 上 为 钢 结 构 , 座 塔 楼 整体 两 向 内双 向倾 斜 6度 。塔 楼 内部柱 及 核 心 筒 垂 直 , 外 筒体 斜 立 柱 从地 下 室 基础 开 始 向 上延 伸 ; 心筒 为 核 全 钢 结 构 , 简 体 为一 完 全 支 撑 框 架 , 梁 、 及 外 由 柱 斜 撑组 合 成 整体 空 间 网状 结 构 : 悬臂 部 分 包 含 内部 框 架 、 部 桁 架 以及 外 框 筒 三 部 分 , 臂 部 分最 大 底 悬
- -
最 高 处 24 ; 3m 2号 塔 楼 4 4层 ,屋 顶 最 低 处 标 高
4- - --+ —+
-+
-+
- +
-+
-+
-+
- +
-+
-+
-+
- +
-+
培训 、 考核及 继续教育工作 。 建立健全检 测机 构档 案管理制 度。 广使用 当地 推 统一 的检 测委托合 同、 原始 记录和检 测报告格 式。检
WE er n C N We N G -e g HE t
(hn t eC nt ci n e n g C roai ) C iaSa os ut n E  ̄ne n o r o t r o p t n A src hr r smet i fh C V nw t ins e s utr r et sc sl g rascino el ou ; bta t eea o aso eC T e s t t l t c epo c, u ha a ea et f te clmn T e rt t ao e r u j r e o s
p sinw le em t vr itteeoei i dfcl t w l,nod ro esr tewe igq ai , i pp ri rd cs oio eddsa a eeyj n, rfr t s i uto ed I re nueh l n uly t s a e n ou e t o h i t d t h t
2023年熔化焊接与热切割考试历年真题摘选三套集锦(附带答案)卷46

2023年熔化焊接与热切割考试历年真题摘选三套集锦(附带答案)(图片大小可自由调整)全文为Word可编辑,若为PDF皆为盗版,请谨慎购买!第1卷一.全能考点(共50题)1.【单选题】一般场所开关箱中漏电保护器,其额定漏电动作电流为()。
A、10mAB、20mAC、≥30mAD、≤30mA参考答案:D2.【判断题】为了防止反击,必须保证接闪器、引下线、接地装置与邻近的导体之间有足够的安全距离5~10m。
参考答案:√3.【单选题】下列情况不属于触电事故原因的是()。
A、电动机械设备按规定接地接零B、手持电动工具无漏电保护装置C、电箱不装门、锁,电箱门出线混乱,随意加保险丝,并一闸控制多机参考答案:A4.【判断题】埋弧焊适于焊接中厚板结构的长焊缝焊接。
参考答案:√5.【判断题】化学分析时可以使用没有标签的药品。
()参考答案:×6.【判断题】气体火焰焊是利用可燃气体(如乙炔、液化石油气、氢、丙烷等),以合适的比例在空气中燃烧。
参考答案:×7.【单选题】乙炔瓶阀下面的填料中心部分长孔内放有石棉,其作用是:A、防止丙酮流出B、帮助乙炔从多孔性填料中分解出来C、防止回火参考答案:B8.【单选题】二氧化碳由液态变为气态的沸点为()℃。
A、-68B、-78C、-88参考答案:B9.【判断题】采用压缩空气的吸压式焊剂回收输送器不可以安装在小车上使用。
参考答案:×10.【单选题】埋弧焊时,采用()时,不同的极性将产生不同的工艺效果。
A、直流B、交流C、脉冲电流参考答案:A11.【判断题】在任何情况下,应注意避免在容器和管道里形成乙炔-空气或乙炔-氧气混合气。
参考答案:√12.【判断题】产品流向登记依据以事物发生的原始凭据作为依据并存档保存。
参考答案:√13.【判断题】焊接时局部振动对人体神经系统心血管系统肌肉和骨关节及听觉器官都会有损害,可能引血压心率和脑血管血流图异常。
参考答案:√14.【判断题】电弧电压越高切割功率越大,切割速度及切割厚度都相应降低。
单位内部认证熔化焊接与热切割考试(试卷编号281)

单位内部认证熔化焊接与热切割考试(试卷编号281)1.[单选题]碳化焰化焰可焊接的材料是()。
A)不受限制B)可焊接高碳钢、高速钢、硬质合金等材料C)黄铜、青铜等答案:B解析:碳化焰化焰可焊接的材料是可焊接高碳钢、高速钢、硬质合金等材料。
2.[单选题]二氧化碳气体保护焊的主要缺点是焊接过程中产生()。
A)裂纹B)粘钨C)飞溅"答案:C解析:3.[单选题]下列情况不属于触电事故原因的是()。
A)电动机械设备按规定接地接零B)手持电动工具无漏电保护装置C)电箱不装门、锁,电箱门出线混乱,随意加保险丝,并一闸控制多机答案:A解析:电动设备按规定接地接零是属于预防触电事故的措施之一。
1.当设备漏电碰壳时,人体接触电器设备外壳,事故电流会经过人体和变压器的工作接地形成回路。
2.使用保护接地后若漏电碰壳,人体接触电器设备外壳时,事故电流的大部分经过保护接地和工作接地构成回路,只有一少部分通过人体。
3.由此可见:保护接地可有效地降低漏电设备的对地电压,从而起到对人体的保护作用。
4.[单选题]根据电压降来确定向一台熔化焊机供电的电力变压器功率大小时,首先要确定()。
A)焊机规定的最大允许压降B)焊机允许发热程度C)焊机规定的最大允许电流值"答案:A解析:5.[单选题]随着焊接速度增加,焊缝热输入及小孔直径将()。
A)均增大B)热输入增大,直径减小C)均减小答案:C6.[单选题]氧熔剂切割的切割厚度在()mm以上。
A)40B)60C)50答案:B解析:氧熔剂切割是在切割氧流中加入纯铁粉或其他熔剂,利用它们的燃烧热和废渣作用实现气割的方法。
此种切割方法烟尘少,切断面无杂质,可用来切割不锈钢等。
切割厚度在60mm以上。
7.[单选题]气体的体积越小,则压力就()。
A)越大B)越小C)不变"答案:A解析:8.[单选题]室温为20℃时,充满二氧化碳的钢瓶气体的饱和压力约为()。
A)57.2xPaB)57.2xPaC)57.2xPa"答案:C解析:9.[单选题]熔化焊时电灼伤形式有()种。
2022年熔化焊接与热切割作业考试题第109套

1、(判断题)焊接电流、预热温度等配合保证获得所需的熔深和熔宽。
参考答案:正确2、(判断题)在拉拽触电者脱离电源的过程中,救护人应双手迅速将触电者拉离电源。
参考答案:错误3、(判断题)二氧化碳焊的焊缝含氢量低。
参考答案:正确4、(判断题)电渣焊的焊接电源可按暂载率100%考虑。
参考答案:正确5、(判断题)电流等级越大,等离子弧切割选用切割空载电压就越高。
参考答案:正确6、(判断题)碳弧气刨只要有一台直流电焊机、有压缩空气,有专用的电弧切割极及碳棒,使用方便,操作灵活。
参考答案:正确7、(判断题)埋弧焊自动焊接时,焊接参数可通过自动调节保持稳定。
参考答案:正确8、(判断题)泡沫灭火剂指能够与水混溶,并可通过机械或化学反应产生灭火泡沫的灭火剂。
9、(判断题)冲击韧度是衡量金属材料抵抗动载荷或冲击力的能力。
参考答案:正确10、(判断题)危险源是指可能造成人员伤害、疾病、财产损失、作业环境破坏或其他损失的根源或状态。
参考答案:正确11、(判断题)可燃气体或液体的爆炸极限是指一个最高值,没有最低值。
参考答案:错误12、(判断题)燃烧产物在一定条件下有阻碍继续燃烧的作用。
参考答案:正确13、(判断题)进行碳弧气刨操作时在气割时使用电流较大,应注意防止焊机过载和长时间使用而过热。
参考答案:正确14、(判断题)气割的工艺参数主要根据切割速度来确定的。
参考答案:错误15、(判断题)可以从气瓶压力表压力值的大小换算出液态二氧化碳的贮量。
参考答案:错误16、(判断题)乙快发生器的操作人员必须经过专门训练,熟悉其结构和作用原理,并经安全技术考核合格。
17、(判断题)焊接不锈钢和银基合金时,还常使用氤氢混合气体。
参考答案:正确18、(判断题)氧-弧水下热切割的主要安全问题是防触电、防回火。
参考答案:正确19、(判断题)气体保护焊用纯Ar做保护气焊接低合金钢时,容易使焊缝产生气孔。
参考答案:正确20、(判断题)激光切割时工件会熔化并蒸发。
揭秘我国机器人发展历程:从机械手到服务机器人

揭秘我国机器人发展历程:从机械手到服务机器人从最初的机械手,到现在的服务机器人,机器人在提高产品质量、发展绿色制造、服务人民生活等方面发挥着越来越重要的作用。
“不久的将来,一切人‘不能干,干不好,不想干’的事,都可以由机器人代劳。
”机械手:我国最早的一批工业机器人提起机器人,或许你会首先联想起美国大片《变形金刚》。
然而,曹祥康告诉记者,现实生活中的机器人并不一定具有人的外形特征,美国1958年研制出第一台工业机器人,外形有点像坦克,我国早期的机器人也与人形相去甚远。
上世纪70年代初期,我国科技人员从外文杂志上敏锐地捕捉到国外机器人研究的信息,开始自发地研究机器人。
“那时进口杂志很贵,研究单位不舍得买,每次都要骑车到机械工业情报所查资料,俄文还可以,英语不太在行,只好一边学英语一边找资料。
”起步的艰辛远不止这些。
“中国的人都用不了还搞机器人?”上海出版的某刊物更是把机器人视为批判对象,扣上一顶“唯心主义的伪科学”的帽子。
对此,曹祥康说,中国人口众多,但并非任何恶劣环境都适合人去作业,诸如粉尘、毒气、噪声、振动、高低温、放射性、高压带电、水下作业等恶劣工作环境下,用机器人作业,可以把人解放出来。
不过,“为了保险起见,大家决定将robot翻译成‘机械手’。
”在科研院所和高校“恶补”机器人理论的同时,工厂技术人员也开始在实践中寻求突破。
当时,在我国工厂冲压作业上下料时,由于生产节拍过快,又缺乏相应的安全保护设置,工人稍有不慎,手指就可能被切断。
“出于对工人阶级的感情”,加上技术革新的需要,上海、东北等地工厂的技术人员自发地研发机械手,如上海汽车配件二厂研制的汽车灯壳冲压机械手、天津锻压机械厂研制的锻件上下料机械手,这就是我国最早的一批工业机器人。
“早期机械手的控制原理很简单,基本上就是‘挡块’定位,换做冲压别的零件,就拧拧螺丝调整一下‘挡块’的位置。
曹老话锋一转,“就是这些简单的技术,却解决了很多实际问题,工厂断指事故明显减少,工作效率也大大提高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中国焊切极限装备切割厚度超国外1米
为支撑我国八万吨模锻压机和百万千瓦核电转子的自主制造,在“高档数控机床及基础制造装备”国家科技重大专项的支持下,机械科学研究总院哈尔滨焊接研究所日前成功研制了我国首台套600mm**厚壁的全数字化窄间隙埋弧焊接设备及3500mm**厚度钢锭自动化火焰切割设备,实现了“焊、切”两项极限尺寸制造工艺装备的双突破。
据了解,**厚壁全数字化窄间隙埋弧焊接设备主要技术指标达到了国际先进水平,是国内首台**厚壁全数字化窄间隙埋弧焊接设备。
而3500mm**厚度钢锭自动化火焰切割设备是我国重型企业国产大型铸锻件,超过欧洲工业发达国家达到的2500mm的切割厚度,达到世界先进水平。