产能分析表
生产产能统计表格模板

生产产能统计表格模板引言生产产能是指企业在一定时间内所能达到的产品或服务的数量。
为了准确评估和控制生产产能,很多企业都会使用统计表格来记录和分析相关数据。
本文档为您提供了一个生产产能统计表格模板,旨在帮助您更好地管理和掌握生产产能。
表头日期产品A产能产品B产能产品C产能总产能2021-01-01 20 30 25 752021-01-02 25 35 20 802021-01-03 30 40 30 1002021-01-04 28 38 29 952021-01-05 23 33 27 83……………表格解读日期日期列记录了每一天的具体日期,以方便对产能数据进行时间段的分析和比较。
产品A产能、产品B产能、产品C产能这三列记录了每天对应产品的生产产能。
您可以根据实际的产品种类进行修改或添加,以适应您企业的具体情况。
总产能总产能列显示了每一天的全体产品的总产能,即产品A产能、产品B产能和产品C产能的总和。
数据分析通过这个统计表格模板,您可以进行多方面的数据分析,下面是几个常见的分析方法:1. 每日产能趋势分析根据日期列和总产能列,您可以绘制折线图或柱状图,以反映每天的总产能变化趋势。
通过分析趋势图,您可以判断生产产能的波动情况,以便调整生产计划和资源配置。
2. 产品产能对比分析通过产品A产能、产品B产能和产品C产能列的数据,您可以计算每种产品的产能比例,并绘制饼图或堆积柱状图,以比较不同产品的产能占比。
这有助于您评估产品的生产情况,优化产能分配,以满足市场需求。
3. 产能峰值分析通过总产能列的数据,您可以找出产能的峰值,即产能最高的一天。
这有助于您了解最高产能水平,为制定生产计划提供参考。
4. 产能变动原因分析如果多个因素可能影响产能,您可以在表格中添加其他列,例如人力投入、设备故障等。
通过对不同因素与产能的关系进行对比,您可以分析产能变动的原因,从而采取相应的措施进行调整和管理。
结论生产产能统计表格是企业管理和决策的重要工具,通过记录和分析产能数据,您可以更好地了解和掌握生产情况,为提高生产效率和产品质量提供参考依据。
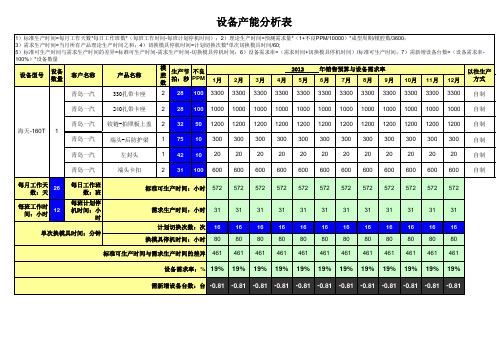
设备产能分析表
设备型号
设备 数量
客户名称 青岛一汽 青岛一汽 青岛一汽
产品名称 330扎带卡座 240扎带卡座 铰链-拍照板上盖 端头-后防护梁 左封头 端头卡扣
模 生产节 不良 腔 拍:秒 PPM 数 2 2 2 1 1 2 28 28 32 75 42 31 100 100 50 10 10 100
2012 1月 3300 1000 1200 300 20 600 572 2月 3300 1000 1200 300 20 600 572 3月 3300 1000 1200 300 20 600 572 4月 3300 1000 1200 300 20 600 572 5月 3300 1000 1200 300 20 600 572
设备产能分析表
1)标准生产时间=每月工作天数*每日工作班数*(每班工作时间-每班计划停机时间);2)理论生产时间=预测需求量*(1+不良PPM/10000)*成型周期/模腔数/3600; 3)需求生产时间=当月所有产品理论生产时间之和;4)切换模具停机时间=计划切换次数*单次切换模具时间/60; 5)标准可生产时间与需求生产时间的差异=标准可生产时间-需求生产时间-切换模具停机时间;6)设备需求率=(需求时间+切换模具停机时间)/标准可生产时间;7)需新增设备台数=(设备需求率100%)*设备数量
以往生产 方式 1 2 自制 自制 自制 自制 自制 自制
海天-160T
1 青岛一汽 青岛一汽 青岛一汽
每月工作天 26 数:天 每班工作时 12 间:小时
每日工作班 数:班 每班计划停 机时间:小 时
标准可生产时间:小时
需求生产时间:小时 计划切换次数:次
31 16 80 461
31 16 80 461
生产部各车间设备产能分析表

人员需求 测电压:2人 化成分容:8人 全检电压:6人 现车间生产作业人员有28人,还需增加28人(男8人,女20人) 包装车间 配组线 组装线 现有人员19人,所需人员12(女)人 现有人员33人,所需人员25(女)人 产能(组装电池3FB-783496XP2500组,西西利4000组,飞腾8000组)
1 1 1 1 2 2
1 14 1 1
1 1(男) 3 1 2
1 9人(3男6 783496XP 女) 551719XL(12000PCS) 1 1 3 8(7女1男) 551719XL(12000PCS)
1500
13 22 14
产量(叠片8000PCS,卷绕12000PCS) 需27台设备,27*384=10368(点),工作时间10.5H,1天两次 叠片8000PCS,1条拉线两班倒吃平,必须设备正常;卷绕12000PCS,1条拉线两班倒吃平,必须设备正常 叠片8000PCS,工作时间需29H,需21台设备生产,21*384=8064 卷绕12000,工作时间为15H,需32台设备生产,32*384=12288 化成设备点共计26000点,产值所需点30720点,还差4720点 预化:10人夹夹板,6人上下柜 封口:24人
工序设备名称设备产能现有设备现配置人员备注涂布正极浩能涂布机4000783496xp达力涂布机3500783498xp涂布负极浩能涂布机4000783499xp达力涂布机3500783501xp涂布正极浩能涂布机35006844135xp达力涂布机31006844135xp涂布负极浩能涂布机35006844135xp达力涂布机31006844135xp制片正负极冲床783498xp783499xp冲床6844135xp半自动叠片机15封装储能点焊机7000pcs需增设备与人员8000pcs需增设备与人员10000pcs需增设备与人员450pcs大片小时正负极各5台正负极各16人正负极各1人正极6人负正极1台正负极各2台450pcs大片小时正负极各5台正负极各20人正极4人负正负极各1台正负极各8人正极2台负正极1台正负极各2台60人23人783496xp2200mah3737层为标准32人封装压极耳机无尘车间铝塑膜成型机15封装储能点焊机22人783496xp2200mah3737层为标准10人16h783496xp2200mah为标准加上卷绕型号4500pcs60人17人28人51人6844135xp3300mah3132层为标准32人26人26人115h31人14h无尘车间铝塑膜成型机各型号成型模化成检测柜18783496xp封口拉线10工作台检测柜186044135xp封口拉线10工作台烘箱1620783496xp烘箱10206844135xp10人10人16h6844135xp3300mah3132层为标准各型号成型模需加1套482400点5500点55台63台24人80台28人烘箱注液11台45台65台11台10台工序岗位名称现配置人员涂布正极上浆检验涂布负极上浆检验涂布卷绕上浆检验制片负极管烤箱其他制片正极发隔膜统计数据封装贴固定胶定位切边检测领料上夹板无尘车间切边卷绕车间卷绕冲压封装4人2人新员工2人2人辞职12人2人新员工
产能分析表说明.ppt
• 7、Although the world is full of suffering, it is full also of the overcoming of it.----Hellen Keller, American writer虽然世界多苦难,但是苦难总是能战胜的。20.8.520.8.520.8.5。2020年8月5日星期三二 〇二〇年八月五日
所以,产能分析表是指针对生产能力进行分 析的图表,它包含了投入人员,产出成品数 量,工时及节拍时间等参数
作用
1、根据产能分析表中所提供的工时对供应 商进行报价
2、根据所设定的目标产能预估产品的完成 日期及安排生产排程
3、根据工时确定每个工位的工作内容及投 入的人数及设备数量
4、评估每个工位的负荷,以便保证产线平 衡
• 3、Patience is bitter, but its fruit is sweet. (Jean Jacques Rousseau , French thinker)忍耐是痛苦的,但它的果实是甜蜜的。11:038.5.202011:038.5.202011:0311:03:108.5.202011:038.5.2020
• 10、Life is measured by thought and action, not by time. ——Lubbock 衡量生命的尺度是思想和行为,而不是时间。8.5.20208.5.202011:0311:0311:03:1011:03:10
• 11、To make a lasting marriage we have to overcome self-centeredness.要使婚姻长久,就需克服自我中心意识。Wednesday, August 5, 2020August 20Wednesday, August 5, 20208/5/2020
产能瓶颈分析表

分析人/日期
措施效果确认
确认人/日期
签收部门 采购部
适航质量部 生产部
签收栏 签收人
日期
结论:
部门名称
影响因素 工装设备
是否存在 瓶颈 (Y/N)
生产部
人力状况 制程能力采购部源自其他供应商 预交付期
供应商产品质量
其他
检验人力
适航质量部
检验设备/工装
其他
收发货能力
仓库物流
物流承运能力
其他 生产部计划部分析及应对措施:
瓶颈问题描述
其他生产相关部门瓶颈识别/应对措施 应对措施
编制:
审核:
设备能力是否可满足需求(Y/N)
日期: 产品
年 月生产能力/瓶颈分析表
标准工
时 (单 位:
当月计划生产数量 (列)
分)
当月计划 生产总量 (台/根)
生产部生产能力分析
正常上班所需的人力(6.5h/天)
当月生产总工时 (标准工时*月计划生产总量
/60分,单位:时)
单人生产需要的天 数
(提升前生产总工时 /(6.5小时*60分/ 时))
当月可用工作日 (单位:天)
当月需要总人力 (单人生产需要天数/当
月可用工作日)
表单编号:PD-002-09 版本:00 序列号 :
现生产部人力分配情况 (单位:人)
生产能力是否可满足需求(Y/N)
合计
设备
数量 (单位:
台)
当月计划生产数量(列)
当月可生产列数 (当月天数*2*24/48,单位:
列)
产能分析表

10
0.00
#DIV/0!
23
0.00
10
0.00
#DIV/0!
24
0.00
10
0.00
#DIV/0!
25
0.00
10
0.00
#DIV/0!
26
0.00
10
0.00
#DIV/0!
27
0.00
10
0.00
#DIV/0!
28
0.00
10
0.00
#DIV/0!
29
0.00
10
0.00
#DIV/0!
30 直接人力(人)
10
0.00
#DIV/0!
15
0.00
10
0.00
#DIV/0!
16
0.00
10
0.00
#DIV/0!
17
0.00
10
0.00
#DIV/0!
18
0.00
10
0.00
#DIV/0!
19
0.00
10
0.00
#DIV/0!
20
0.00
10
0.00
#DIV/0!
21
0.00
10
0.00
#DIV/0!
22
0.00
标准工时及产能计算表
产品型号:
工段:
产线:
日期:
目标效率: 目标良率:
工序(No.)
作业内容
人均产能(pcs/hr):
#DIV/0! 平均工时(s):
不平衡损失(sec):
工序最小工时(s):
瓶颈工时(s):
产能分析表

数量准Leabharlann 确度12
3
4
5
6
7
8
分析结果
通过分析人、机、料、法、环等各类因素,产能满足要求。
拟采取措施
进一步实施现场工艺路径的改善,确保产能最佳。
总体评定
现场符合产品生产的要求。
记录/日期: 评价/日期: 审批/日期:
*******有限公司编号:
产能分析表
序
号
产品名称/型号
生产能力(件)
作业
人员
实际过程能力
cpk
实际仓库场地
主要生产场地面积
M2
实际辅助生产场地面积
M2
现有生产设备工装
实际现有量具/
试验设备
备
注
每班
每月
季度
全年
面积
M2
货架储位
最大储存能力
(件/箱)
名称规格型号
数量台/套
性能精度
计划外停机时间(小时/月)
产能统计表模板
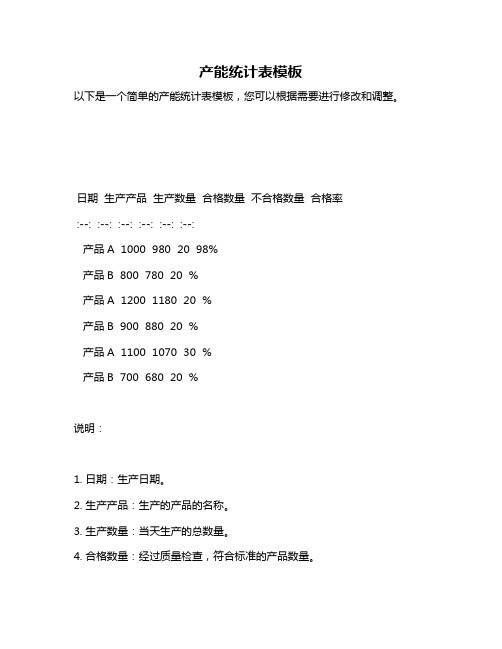
产能统计表模板
以下是一个简单的产能统计表模板,您可以根据需要进行修改和调整。
日期生产产品生产数量合格数量不合格数量合格率
:--: :--: :--: :--: :--: :--:
产品A 1000 980 20 98%
产品B 800 780 20 %
产品A 1200 1180 20 %
产品B 900 880 20 %
产品A 1100 1070 30 %
产品B 700 680 20 %
说明:
1. 日期:生产日期。
2. 生产产品:生产的产品的名称。
3. 生产数量:当天生产的总数量。
4. 合格数量:经过质量检查,符合标准的产品数量。
5. 不合格数量:经过质量检查,不符合标准的产品数量。
6. 合格率:合格数量除以生产数量,然后乘以100,得到合格率。
您可以使用Excel或其他电子表格软件打开此模板,并根据实际生产数据进行填写和计算。
通过这种方式,您可以轻松地跟踪和记录生产数据,并根据需要生成各种报表和图表。
产能分析报告(含附属全套EXCEL表)
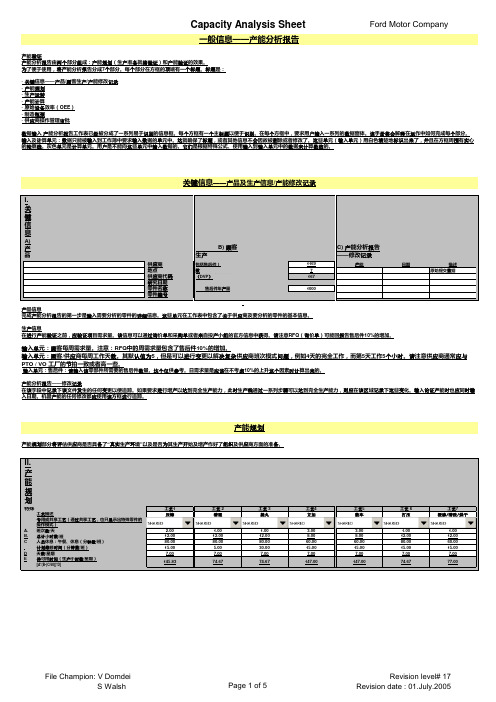
数据输入 产能分析报告工作表已经被分成了一系列易于识别的信息框。每个方框有一个主标题以便于识别。在每个方框中,要求用户输入一系列的数据窗体。该手册将会解释在运作中如何完成每个部分。 输入及计算单元:数据只能被输入到工作簿中要求输入数据的单元中。这就确保了标题,或者其他信息不会因故被删除或者修改了。这些单元(输入单元)用白色清楚地标识出来了,并且在方框周围有实心 的轮廓线。灰色单元是计算单元。用户是不能向这些单元中输入数据的。它们是根据特殊公式、使用输入到输入单元中的数据来计算数值的。
·计算单元:设备可用性会使用先前的数据自动计算得出。 设备可用性=(总计计划生产时间-停机时间)/总计计划生产时间
预计 合格 预计报废件和返工件的百分比
L 预计合格率(%)
1.50% 98.50%
0.50% 99.50%
0.50% 99.50%
0.50% 99.50%
0.60% 99.40%
·输入单元:预计报废率-输入该机器的损失值。注意:该工作表不记录相关工艺的报废率损失。为了计算相关工艺的输出,该报废率应乘上先前工艺的报废率。
·计算单元:正好满足顾客需求量所需的周期时间-仅供参考,工作表显示了正好满足顾客需求量的周期时间,是根据计划操作模式、预计停机时间及合格率计算得到的。这是用来与计划周期时间进行对比的 。 ·计算单元:每星期计划生产量和每天的计划生产量。这是为了与每星期或每天的顾客需求量进行对比的。
生产运转
在进行按节拍生产(阶段0)或者产能验证(阶段3)之前,供应商和顾客应就下列关键参数达成一致:要生产的零件数量、需测量的特性的选择、工艺设定、对涉及到的人员的审核、数据分析及报告。 生产运转的意图是为了确定供应商是否可以按照生产输入和速度生产出合格的零件。在生产运转计算中没有直接来自产能规划图的数据。
产能分析表

机器 时间 (S)
需求量 年均 序号 客户名称 物料代号 零件图号 零件名称 月均 日均 材料牌号 模具 定额 设计 特殊要求 净重(g) (g) 寿命 (模) 模具 压铸工(人) 实际 使用 机器 (模) 设备 压铸 件/模 时间 型号 吨位 (S)
压铸
件
件
件
压铸 班次 人工 时间 (S) 过程 日产 良品 时间 能 率(%) (S) (件) 操作工(人) 设备 型号 机器 时间 (S)
锯浇口 班次 人工 时间 (S) 过程 时间 (S) 良品 率(%) 日产 能 (件) 操作工(人) 设备型号
打磨去毛刺 班次 人工 时间 (S) 过程 时间 (S) 良品 率(%) 日产 能 (件) 操作工(人) 设备 型号 机器 时间 (S)
抛丸 班次 人工 时间 (S) 过程 时间 (S) 良品 率(%) 日产 能 (件) 操作工 设备 型号
冲件车间产能分析表
(工序状况)
车 间
冲件车间
订 单
月度
每天
增 加
月度
每天
约束 线名
订 单
月度
每天
序 号
列出每个工序
分钟/班 白班 中班 夜班 合计
计划休息/午餐 (分钟)
工模更换/刀具更换 (分 钟)
白班 中班 夜班 合计 白班 中班 夜班 合计
计划性维护 (分钟)
计划外停线 (分钟)
白班 中班 夜班 合计 白班 中班 夜班 合计
平均工时 平均报废率 日产量 秒/件·人 0.00% 件/日·人
1 5吨下料总进模
2 5吨复合模下料
3 成形
4 攻丝
5 铆模
6 15吨冲床下料
7 35吨冲床下料
8 100吨冲床下料
915吨急进模下 料1000
0
0
0
#DIV/0!
11
0
0
0
0
0
#DIV/0!
12
0
0
0
0
0
#DIV/0!
13
0
0
0
0
0
#DIV/0!
14
0
0
0
0
0
#DIV/0!
15
0
0
0
0
0
#DIV/0!
16
0
0
0
0
0
备注:
1.计 划休
2.以
上需 3.以
上每 具时
间,
#DIV/0!
生产能力分析评分表

按节拍生产 次、每班工作小时数、月生产天数。
96 在实施“按节拍生产”期间是否进行正常计划换产?换产在:1班
2班 3班
按节拍生产 记录正常计划换产的班次。
记录观察发现的情况
在运行“按节拍生产”过程中,在众泰总需求下制造系统的生产能力是否满足或超出订
货量要求(包括正常的售后配件)?
-“所有客户”净产量总和(总数、1班生产数量、2班生产数量、3班生产数量)
产能应大于或至少等于与众泰约定的合同产能(含售后配件),
98 -“按节拍生产”分析净产量总和(总数、1班生产数量、2班生产数量、3班生产数量) 按节拍生产 记录每班次产能及总数。
备注
1.评分标准:每项检查要素按5档评分,分别用0、4、6、8、10阿拉伯数字,含义如右表所示: 2.若以上项目在评审过程中为不适用项或不可评估项,则在得分栏注明NA,该项不记入评审项目百分制得分计算。 3.审核得分=(∑第1项得分+第2项得分+…+最后项得分)÷(审核总项目数×10)×100。 4.带“★”项目为否决项,如得“0”,则结论直接评定为“D”。 5.达产审核项目,由采购中心审核
相关规定 应对瓶颈工序后的安全库存最大数和最小数有规定。记录数据 作业指导书 作业指导书中应对装卸责任加以说明。记录相关职责。
在“按节拍生产”分析期间系统是否在正常条件下运行?(例如:在众泰总需求下,正
记录在众泰总需求下,正常生产班次及工作的时间(每天生产班
95 常的班次/工作时间等)(供应商填写附件A)
产能应大于或至少等于与众泰约定的合同产能(含售后配件),
97★ -“按节拍生产”分析净产量总和(总数、1班生产数量、2班生产数量、3班生产数量) 按节拍生产 记录每班次产能及总数。
产能分析报告(含附属全套EXCEL表)
共享设备举例: ·冲压设备 ·喷射模铸机 ·热处理设备
操作模式应仅显示出存在问题零件的真实生产时间。 除了确定产能分析报告中的工艺是否“共享”以外,还应对“共享”设施进行共享产能分析,确定所有福特零件、非福特零件需求量以及杂制造线上生产的其他生产小时数,决定可用产能或时间是否过多。 (共享生产线也可参见附加的excel表)
产能分析报告——修改记录 在该字段中记录下该文件发生的任何变更以便追踪。如果要求进行增产以达到完全生产能力,此时生产线通过一系列步骤可以达到完全生产能力,则应在该区域记录下这些变化。输入论证产能时也应同时输 入日期。机器产能的任何修改都应使用该方框进行追踪。
产能规划
产能规划部分将评估供应商是否具备了“真实生产环境”以及是否为其生产开始及增产作好了组织及供应商方面的准备。
数据输入 产能分析报告工作表已经被分成了一系列易于识别的信息框。每个方框有一个主标题以便于识别。在每个方框中,要求用户输入一系列的数据窗体。该手册将会解释在运作中如何完成每个部分。 输入及计算单元:数据只能被输入到工作簿中要求输入数据的单元中。这就确保了标题,或者其他信息不会因故被删除或者修改了。这些单元(输入单元)用白色清楚地标识出来了,并且在方框周围有实心 的轮廓线。灰色单元是计算单元。用户是不能向这些单元中输入数据的。它们是根据特殊公式、使用输入到输入单元中的数据来计算数值
工艺 2 清理
7 1.00 12.00 80.00 5.00 7.00 74.67
工艺 3 抛丸
7
1.00 12.00 80.00 30.00 7.00
74.67
工艺4 立加
7
3.00 8.00 60.00 15.00 7.00
147.00
工艺5 数车