SIP-MA-35 电感类检验规范
原材料检验规范--电感
4.4尺寸
4.4.1电感本体与引出线尺寸应符合工程蓝图/研发认可报告相应规格要求。
4.4.2检查方式:用游标卡尺测量。
4.5焊锡性试验:参见EO-3-144之4.5节。
4.6环保确认
4.6.1包装上是否有对应之环保标示(如无溴产品“BF”标识,无卤产品“HF”标识,华盛顿标准“Washington2647”标识,普通环保标准“环保制品”标识等。)来料未按要求贴相应环保标识,则作判退处理;相应环保标识图示详见E0-3-310文件。
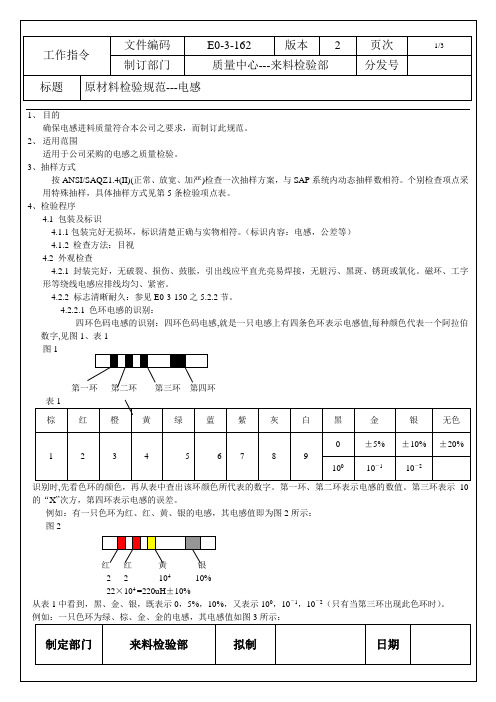
例如:有一只色环为红、红、黄、银的电感,其电感值即为图2所示:
图2
红红黄银
2 2 10410%
22×104=220uH±10%
从表1中看到,黑、金、银,既表示0,5%,10%,又表示100,10-1,10-2(只有当第三环出现此色环时)。
例如:一只色环为绿、棕、金、金的电感,其电感值如图3所示:
制定部门
1、目的
确保电感进料质量符合本公司之要求,而制订此规范。
2、适用范围
适用于公司采购的电感之质量检验。
3、抽样方式
按ANSI/SAQZ1.4(II)(正常、放宽、加严)检查一次抽样方案,与SAP系统内动态抽样数相符。个别检查项点采用特殊抽样,具体抽样方式见第5条检验项点表。
4、检验程序
4.1包装及标识
AC=0
合格:OK
不合格:实测缺点不良件数
2
外观
封装不良、引出线变氧化黑斑等
II
AQL=1.5
合格:OK
不合格:实测缺点不良件数
色环
色环与规格不相符、不清晰耐久
SIP检验规范完整
SIP检验规范完整宁波通驰电器有限公司检验规程文件进货检验规程文件编号:TC/WI8.2-01-2011受控状态:编制:吴祖辉审核:尹成武批准:赵南迪2011-04-25发布2011-05-05实施宁波通驰电器有限公司发布宁波通驰电器有限公司进货检验规程原材料外购外协件检验规程版本号/修订:A/1 文件编号:TC/WI8.2-01 发布日期:11.04.251.目的为保证本公司产品质量符合国际,国标安全标准及顾客要求,对进货检验的原材料,外购外协件实行检验,特制定本检验规程。
2.适应范围适应于本公司所有主要原材料,外协件的进货检验。
3.检验规程3.1对于原材料的进货检验,除特殊说明外,均按照GB2828.1-2003规定。
进货检验(IQC)采用一般检查水平I,对外购外协件进行抽检。
检查严格度为正常检验一次抽样方案;3.2合格质量水平:除特别说明外,致命缺陷AQL=0,严重缺陷AQL=1.0,轻微缺陷AQL=4.03.3检验内容见下表:材料名称检验项目检验要求及内容检验方法及工具检查水平缺陷分类致命A严重B轻微C发热底板(钢、氟、陶瓷)电气强度检测1、耐压2200V漏电流0.5mA2S不击穿1、耐压测试仪I√功率检测2、功率范围,额定功率+5%-10% 2、功率测试仪I √外观检查3、表面保护层无气泡、无刮花、无凹凸不平,蒸汽孔无堵塞3、外观目测检查;I √温控器温幅检测1、温幅范围必须≤30℃1、产品试用I √结构检查2、温度控制灵敏度好;触点间隙;用塞尺测试0.15-0.3/mm能通过2、塞尺、目测检查I √标志检查3、标志内容符号符合规定要求且经久耐用清晰可辨3、外观目测检查I √电气强度检测4、耐压1800V漏电流0.5mA2S不击穿4、耐压测试仪I √热保护器热保护器温度检测1、金属材质温度要通过235℃±3标准和极限温度380℃要求;陶瓷材质应在温度要通过235℃±3标准和极限温度300℃1、产品试用I √标志检查2、标志内容符号符合规定要求且经久耐用清晰可辨2、外观目测检查;I √材质检测3、材质需符合要求3、供方提供材质证明单及出厂检测报告I √电气强度检测4、耐压1800V漏电流0.5mA2S不击穿4、耐压测试仪I √绝缘电阻检测5、导电、绝缘、保护套应符合要求5、万用表I √电热管电气强度检测1、耐压2200V漏电流0.5mA2S不击穿;1、耐压测试仪;I √功率检测2、功率范围,额定功率+5%-10% 2、功率测试仪I √外观检查3、无变形、表面无凹凸不平、麻点,电热管端口密封树脂不可有掉落现象3、外观目测检查I√电源线标志检查1、标志内容符号符合规定要求且经久耐用清晰可辨1、目测检查酒精测试应能通过I √结构检查2、电源软线接地满足先通后断原则2、目测检查I √绝缘电阻检测3、导电、绝缘、填充护套应符合要求,大于0.011MΩ·km 3、万用表I √电气强度检测4、耐压1800V漏电流0.5mA5S不击穿4、耐压测试仪I √尺寸检查5、长度,单根内芯截面积应符合任务单要求5、卷尺、数显卡尺I √标志检查1、标志内容符号符合规定要求且1、标志目测检查I √电源插头经久耐用清晰可辨;电气强度检测2、耐压1800V漏电流0.5mA5S不击穿2、耐压测试仪I √尺寸检查3、尺寸应符合有关标准要求;试验;3、卷尺I √电气间隙和爬电距离4、电气间隙大于3 mm 爬电距离大于4 mm;4、数显卡尺I √耐热性耐燃性检测5、650℃灼热丝试验;5、目测检查I √和耐漏电起痕6、PTI175v耐电痕试验6、目测检查I √电机电气强度检测1、1800V.5S漏电流0.5mA5S不击穿1、耐压测试仪I √功率检测2、额定功率+20% 2、功率测试仪I √转速检测3、转速符合要求。
电感器检验要求

A类不合格:指对本公司产品性能、安全、利益有严重影响不合格项目。
B类不合格:指对本公司产品性能影响轻微可限度接受的不合格项目。
5.检验仪器、仪表、量具的要求
所有的检验仪器、仪表、量具必须在校正计量期内。
6.检验结果记录在“原材料检验报告”中。
检 验 项 目
检 验 方 法
检 验 内 容
判定等级
1.型号规格
目检
型号规格是否符合规定要求
A
2.包装、数量
目检
检查包装是否符合要求
A
清点数量是否符合
A
3.外形尺寸、
封装、标志
目检
测量外形尺寸,检查表面有无破损
十分微小的破裂,但不会破坏密封
B
破裂处暴露出零件内部
A
检查标志是否正确,引脚无氧化痕迹
A
4.电感量、偏差
仪器测量 替代测试
电感量用LCR数字电桥测量
1.目的
对本公司的进货原材料按规定进行检验和试验,确保产品的最终质量。
2.范围
适用于本公司对原材料的入库检验。
பைடு நூலகம்3.职责
检验员按检验要求对原材料进行检验与判定,并对检验结果的正确性负责。
4.检验
4.1检验方式:抽样检验。
4.2抽样方案:元器件类:按照GB 2828 正常检查 一次抽样方案 一般检查水
平 Ⅱ 进行。
用替代法测试叠层电感(31#N、33#N、34#N、35#N、36#N、38#N)
用测试好的车台RF板与遥控器RF板上相同型号的电感元件进行替换测试,接收和发射指标保持相同或超出原指标则判定为合格
A
测试用仪器、仪表、工具:
1.LCR 数字电桥
电感类来料检验规范
(五)
实物装
配性/
可焊性
检查
试装
能在对应的印刷电路
板上顺利插装
试装判断操作是
否容易插装
匹配
印刷
电路
板
MA★★
库存
超期
检验
可焊
性检
查
在250℃锡炉试验3S
后完全上锡
在手工浸锡炉上
做上锡试验—试
验后通过目测判
断上锡效果
锡炉MA★
库存
超期
检验
附录:
电感的一般标称和识别
1H= 1000 mH = 1000000 μH = 00 nH
电感代号电感值
1N01nH
10010nH
101100nH
1021uH
10310uH
104100uH
1051mH
说明:前两位为有效值,后一位为零的个数!
1、电感器的标称方法有两种:第一种为直标法,第二种为色标法!
(1)、直标法:即将电感量直接印在电感器上
(2)、色标法:即用色环表示电感量,单位为mH,第一二位表示有效数字,第三位表示倍率,第四位为误差。
颜色有效数字倍率允许偏差(%)
黑0 1
棕 1 10 ±1
红 2 100 ±2
橙 3 1000
黄 4 10000
绿 5 100000 ±
蓝 6 1000000 ±
紫7 ±
灰8 0
白9 00 +5~-20
金±5
银±10。
标准检验指导书(SIP) (格式模板)
客户名称
产品名称
材质
模具编号
产品编号
模穴数
制程 检验频率
每2小时检查5模或每个形状各10PCS
项目
检验內容
检验依据 /方法
1
1.1表面无明显杂色、斑点、脏污及渗杂异物 、填充不足、变色等不良,产品颜色与样板 对比无明显偏差。(光源800-1000LUX,.时间 5S,距离30-40CM)
塑胶外壳检验 标准、样品/
目视/菲林
外 1.2加工毛边、批锋后产品不能有刀口,胶屑
观 、手印、划伤等不良缺陷。
塑胶外壳检验
标准、样品/
1.3需要做后工序喷油、丝印、电镀等加工的 目视/菲林
要注意出现的缺陷是否可以接受
包装 检验 缺陷 等级
MAJ
MAJ
MAJ
按照AOLMIL-STD-105E 抽样检验
5
4.检查作业员撒毛边时手法是否正确。
6
5.检查包装时是否按照订单要求包装。
7
8
图示 图图示示
深 深圳 圳市 市超 超人 人实 实业 业有 有限 限公 公司 司 SHEN ZHEN MINBO ELECTRONICS CO.,LTD.
文件编号 /版本
制作
确认
审核
规格
本标准适用范围
生效日期
注塑制程过程
图
示
品质履历及品质要记
图图1 4
图3
图图52
图2 图图图436
2 结 2.1参照工程图纸及样板为准。 构
样品/图纸
MAJ
3 3.1折弯测试
测试作业指导 MAJ
标准检验指导书(SIP)

图图示示
图图1 4 图3 图图52
图2图图图436
深圳市欣视景科技有限公司
光缆电子标签产品检验指导书
制作
确认
审核
客户名称
产品名称
光缆电子标签
产品规格
模具编号
产品编号
SEA-310
文件编号 /版本
检验标准 检验项目
按照AOLMIL-STD-105E抽样进行检验 检验內容
包装检验 按照AOLMIL-STD-105E抽样进行 检验
1:表面无明显杂色、斑点、脏污,异物、填充不足、变色,水口不平, 毛边等不良,产品颜色与样板对比无明显偏差。(光源600-900LUX,3040W.时间5S,距离30-40CM) 2.无影响产品正常使用和外观的裂纹。 外 3.产品表面无明显断裂现象。 4.无影响产品正常使用的穿线孔堵塞。 5.无影响产品正常使用的扭曲、变形。 6.无明显飞边,目视不明显,手摸不刮手。 观 7.无影响产品正常使用和外观的油污。 8.无影响产品外观的颜色明显不一致。 9.激光打码是否清晰。不可有模糊不清之不良现象。 10.泡棉粘贴位置是否正确。粘贴是否牢固。不可有露边之不良现象。
图示 本标准适用范围 产品图片
任云
生效日期
2015-1-6
SEA-310光缆电子标签
结 2.1:参照工程图纸及样板为准。
构
功
标签读取
将SEA-260串口接入pc端,显示“初始化”,即表示正常工作。将标签放置在SEA-260发卡机上读取,听到“滴 ”声响,并在SEA-260上显示“初始化成功”即表示标签读取成功。
能
尺 4.1:参照工程图纸测量。
寸
包 5.1:包装按照订单要求包装。
装
SIP移动电源外观检验标准(g)

I:塑胶壳有漏光。
9.不良现象与判定类别:
序号
不良现象
判定结果
1
封箱胶纸严重撕破,或漏贴封箱胶纸,有可能使彩盒掉出卡通箱
严重
2
封箱胶纸不很严重撕破,或贴斜封箱胶纸
轻微
3
虽有封箱胶纸,但胶纸粘贴力不足
轻微
4
漏装、漏贴、装错、贴错任何物料,配件
严重
5
充电线或其它电源线皮烂,可以看到内部之铜线
26
所有贴纸有被磨损,有污迹
严重
27
机身有脏物,有灰尘,镜片表面有异物,指纹等(易擦去)
轻微
28
机身有脏物,异物,面积较大(0.5*0.5mm以上)
严重
29
边缘批锋虽然会刮破使用者的皮肤,但严重影响外观
严重
30
批锋不影响外观,但手感差,使用者不能接受
轻微
31
机头所贴装饰片跷角、露胶
严重
32
合格证、保修卡印刷不良,字迹模糊,但可判认字迹
严重
20
按键严重歪斜、松动且按键严重损伤,按键手感严重不良
严重
21
按键及按钮不是特别严重歪斜、松动及损伤,按键手感不是严重不良及卡键
轻微
22
装饰件、按键、灯罩等安装不良或漏装、错装
严重
23
外观有轻微划伤、烫伤、磨花、同A壳的缺陷相近
轻微
24
外观有严重划伤、烫伤、磨损等
严重
25
漏贴各种贴纸或多贴贴纸
严重
严重
14
包装所有材料中有多余的其它贴纸
严重
15
贴纸有严重翘角或无粘性,位置贴错,方向贴反
严重
电感类检验规范
表面刮伤、污点、缺损
一般抽样II级
√
参照《承认书》、工程样品
2.2
色环丝印错误
√
2.3
颜色与样品不符
√
2.4
丝印不清晰
√
2.5
引线氧化、弯曲
√
3
规格
卡尺
千分尺
测量尺寸
3.1
尺寸超出公差范围
特殊抽样S-3
√
参照《承认书》、*号为重点尺寸
3.2
内部绕线不整齐,线径与承认书要求不符
6
环保
XRF扫描仪
测试
6.1
HS超标
特殊抽样S-1
√
送ROHS室检测
*来料中不可有致命缺陷(CR),否则作判退处理。
2、检验标准:
1
一般抽样标准(General inspection level):MIL-STD-105E Ⅱ
AQL判定标准:CR:零缺陷 MAJ:0.25 MIN:0.4
2
特殊抽样标准(Special inspection level): MIL-STD-105E S-1或S-3
电感类检验规范
版本
更改类型
生效日期
更改内容
会签部门:
品质:工程:
采购:业务:
PIE:体系:
生产:PMC:
制作:
审核:
批准:
XX有限公司
文件编号
版本
电感类检验规范
页码
发行日期
1、检验内容与判定:
项次
检查项目
使用工具
检验方法
检验情况
缺陷类别
备 注
项次
缺点描述
抽样计划
CR
MAJ
电感检验规范
1 目的:
版
本
号 年 第 页 月 共 日 页
生 效 日 期 页 次
掌握电感检验标准,使来料质量更好的符合我公司的品质要求。 2 适用范围: 讯歌科技所使用的电感。 3 4 4.1 检验仪器和设备:LCR 测试仪、锡炉、游标卡尺、万用表。 检验项目及技术要求: 外观:表面无脏污、破损,电感量标识完整、清晰、型号规格正确,引线脚无氧化、弯 曲、变形。 4.2 4.3 4.4 4.5 5 5.1 5.2 5.3 5.4 5.5 结构尺寸:电感主体尺寸、引线脚尺寸应符合装配或样品要求。 插件电感引脚抗折性:经抗折后,引线脚无松动、脱落。 电气性能:电感量、阻抗、品质因素符合产品规格书要求。 可焊性:经可焊性试验后,引线脚浸锡部分上锡面应在 98%以上。 检验方法 外观:目测法。 结构尺寸:试装或用游标卡尺测量。 插件电感引脚抗折性:从引线脚根部折引线脚 900,来回共折五次。 电气性能:用 LCR 测试仪测量 可焊性:将电感器引线脚在锡炉中浸锡 3-5S 后取出(锡炉温度在 245±5℃) 。
2
结构尺寸
主体尺寸超差,引脚尺寸超差且影响装配 主体尺寸超差,引脚尺寸超差但不影响装配
3
插件电感引线 脚抗折性 电气性能
经抗折后引脚松动或脱落
4
阻抗、电感量、品质因素超出允许偏差范围 经焊接后,上锡面<80%
B B C
5
可焊性 经焊接后,上锡面80%~98%
7
抽样方案:
检验项目 5.1, 5.4 抽样方案 GB2828-03正常 检查一次抽样 GB2829-03一次 抽样 检查 水平 II II 判别 水平 AQL B=0.1 C=1.0 B=15 C=30 n=10, AC=0, Re=1 n=10, AC=1, Re=2 RQL 判定数组
电感国际测试要求规范

RELIABILITY TEST CONDITIONSWIRE WOUND CHIP INDUCTORS TYPEFOR SMD322522/453232 / SMTSDR322520/453226 / SMDCHGR0603/0805/1008/1210 / SMDFSR1008 /SMTSItem (项目)Required Characteristics (要求)Test Method/Condition (测试方法)High temperature Storage testReference documents:MIL-STD-202G Method 108A 高温储存试验1.No case deformation orchange in appearance.2.ΔL/L≦10%3.ΔQ/Q≦30%4.ΔDCR/DCR≦10%1.无明显的外观缺陷2.感值变化不超过10%3.质量因子变化不超过30%4.直流电阻变化不超过10%Temperature: 85±2℃Time : 96±2 hoursTested not less than 1 hour, nor more than 2 hours atroom temperature.温度: 85±2℃,时间: 96±2,小时样品在室温下放置1小时,不超2小时间必须测试.Low temperature Storage testReferencedocuments:IEC 68-2-1A 6.1 6.2低温储存试验1.No case deformation or change inappearance.2.ΔL/L≦10%3.ΔQ/Q≦30%4.ΔDCR/DCR≦10%1.无明显的外观缺陷2.感值变化不超过10%3.质量因子变化不超过30%4.直流电阻变化不超过10%Temperature: -25±2℃Time : 96±2 hoursTested not less than 1 hour, nor more than 2 hours atroom temperature.温度: -25±2℃,时间:96±2,小时样品在室温下放置1小时,不超2小时间必须测试.Humidity test Referencedocuments: MIL-STD-202G Method 103B湿度测试1.No case deformation or change inappearance.2.ΔL/L≦10%3.ΔQ/Q≦30%4.ΔDCR/DCR≦10%1.无明显的外观缺陷2.感值变化不超过10%3.质量因子变化不超过30%4.直流电阻变化不超过10%1. Dry oven at a temperature of 40°±5°Cfor 24 hours.2. Measurements At the end of this period3. Exposure:Temperature: 40±2℃, Humidity: 93±3%RH Time : 96±2 hours4. Tested while the specimens are still in thechamber5. Tested not less than 1 hour, nor morethan 2 hours at room temperature.1.样品必须先在40°±5°条件下干燥24小时2.干燥后测试3.暴露: 温度:40±2℃, 湿度: 93±3%RH 时间: 96±2 hours4.暴露结束后,在试验箱中进行测试.5.样品在室温下放置1小时,不超2小时间必须测试.Thermal shock testReference documents:MIL-STD-202G Method 107G 热冲击测试1.No case deformation or change inappearance.2.ΔL/L≦10%3.ΔQ/Q≦30%4.ΔDCR/DCR≦10%For T: weight≦28g : 15Min; 28g≦weight≦136g : 30Min1.无明显的外观缺陷2.感值变化小于10%3.质量因子变化小于30%4.直流电阻变化小于10%First -40℃forT time, next +125℃T time as 1 cycle.Go through 20 cycles.从-40℃作用T分钟,然后温度冲击到125℃作用T分钟, 作为一个循环,共作用20次.Solderability testReference documents:MIL-STD-202G Method 208H IPC J-STD-002B可焊性测试Terminals area must have95% min.Solder coverage端子必须有95%以上着锡•Dip pads in flux then dip insolder pot at 245±5°C for 5 second.•Soler: Sn(93.5)/Ag(3.5)•Flux: rosin flux•端子侵入着焊剂,然后侵入245±5°C 锡炉中5秒•焊料:Sn(93.5)/Ag(3.5)•助焊剂: 松香助焊剂Heat endurance of Reflow solderingReference documents:IPC J-STD-020B过再流焊测试•No case deformation orchange in appearance.•ΔL/L≦10%•ΔQ/Q≦30%•ΔDCR/DCR≦10%•无明显的外观缺陷•感值变化不超过10%•质量因不变化不超过30%•直流电阻变化不超过10%•Refer to the next pagereflow curve Gothrough3 times•The peak temperature : 245±5℃•参照下页回流焊曲线过三次•峰值温度为: 245±5℃Vibration testReference documents:MIL-STD-202G Method 201A 振动测试1.No case deformation orchange in appearance.2.ΔL/L≦10%3.ΔQ/Q≦30%4.ΔDCR/DCR≦10%1.无明显的外观缺陷2.感值变化不超过10%3.质量因子变化不超过30%4.直流电阻变化不超过10%Apply frequency 10~55Hz. 0.75mmamplitude in each of perpendiculardirection for 2 hours.(total 6 hours)用10~55Hz 振动频率0.75mm振幅沿X,Y,Z方向各振动2小时.(共6小时)Drop testReference documents:MIL-STD-202G Method 203C 落下试验1.No case deformation orchange in appearance.2.ΔL/L≦10%3.ΔQ/Q≦30%4.ΔDCR/DCR≦10%For T: weight≦28g : 15Min; 28g≦weight≦136g : 30Min1.无明显的外观缺陷2.感值变化小于10%3.质量因子变化小于30%4.直流电阻变化小于10%Packaged & Drop down from1m with 981m/s2(100G) attitude In 1 angle 1ridges & 2 surfaces orientations.将产品包装后从1米高度自然落下至试验板上Terminal strength push test Reference documents:JIS C 5321:1997端子强度试验Pulling test:DEFINE: A: sectional areaof terminalA≦8 (Sq M)force≧5N time:30sec8(Sq M) <A≦20(Sq M)force ≧10N time : 10sec20(Sq M) <A force ≧20 N time:10secBending test:Soldering the products onPCB,after the pulling testand bendingtest ,terminal shouldnot pull off定义: A: 焊接端子截面积A≦8(Sq M)推力≧5牛顿时间: 30秒8(Sq M) <A≦20(Sq M)推力≧10牛顿时间: 10秒弯折测试:Bend the testing PCB at middle point,the deflectionshall be 2mm将PCB对中弯折,到达挠度2mmA test is made under the conditions mentioned above. And it is left 1 hours in the normal temperature and humidity. After that, no mechanical and electrical defeat should be foundout. The reflow condition is according to the machine used by our company.电路设计基础知识——电感线圈电感线圈是由导线一圈靠一圈地绕在绝缘管上,导线彼此互相绝缘,而绝缘管可以是空心的,也可以包含铁芯或磁粉芯,简称电感。
11---电感线圈类承认检验规范

针对以上所列检测项目须有6PCS样品,100%测试OK方可承认.作业时间为三天。
修 改 内 容 修改 记录 1 2 3
修改日期
2
尺 寸
30分钟
游标卡尺
3
静态感量
150分钟
LCR测试仪
4 6 7
直流电阻 吃锡性 耐压
60分钟 30分钟 30分钟Βιβλιοθήκη 微电阻测试仪 锡炉 高压机
8
机械组合
60分钟
游标卡尺
剪钳
9 10 11 12
试装机板 动态试验 老化试验 未测项目
10分钟 240分钟 260分钟
PCB 电子负载机 示波器 老化板 厂商附检验报告
文件级别:
文件名 版本 页序 类 别 目 的 电感类
标 题
零件承认检验规范
A 12
适用范围 各类电感、线圈、滤波器
为确保本公司产品所使用之电感类产品均符合品质要求,达成用料统一。
检验规范:
NO. 1 检验项目 外 观 检验方法 检验其是否有破损、脏污,变形、氧化等不良.有无按 要求点胶或加套管,整脚是否符合插件要求. 依规格要求测量各部位尺寸,须符合实际装配要求. 将其置室温(20℃±5℃)环境1H后,再以SPEC所订测试 条件,测试各引脚电感量是否在规格范围内. 在室温(20℃±5℃)环境,测试其各绕组直流电阻值是 否在规格范围内. 将电感引脚浸入(245℃±5℃)锡炉3秒,引脚须有95% 以上吃锡. 按规格书要求施加相应AC电压,不可有击穿现象. 拆解检验其圈数、线径、相位、等须符合规格要求,绕 线不可交叉、重叠,漆包线不可有破皮现象,凡立水须 含浸到位. 实际试插PCB无异常现象。 依据机种设定标准,实际装机测试其各项电气性能须符 合机种性能要求. 常温下,按机种满载老化4小时后,再测试各项电气性能 是否有不良现象。 凡本公司无法检测项目均由厂商保证品质。 作业时间 30分钟 检验工具或仪器 目 视
SIP检验规范完整精编

S I P检验规范完整精编 Document number:WTT-LKK-GBB-08921-EIGG-22986宁波通驰电器有限公司检验规程文件进货检验规程文件编号:TC/受控状态:编制:吴祖辉审核:尹成武批准:赵南迪2011-04-25发布 2011-05-05实施宁波通驰电器有限公司发布1.目的为保证本公司产品质量符合国际,国标安全标准及顾客要求,对进货检验的原材料,外购外协件实行检验,特制定本检验规程。
2.适应范围适应于本公司所有主要原材料,外协件的进货检验。
3.检验规程对于原材料的进货检验,除特殊说明外,均按照规定。
进货检验(IQC)采用一般检查水平I,对外购外协件进行抽检。
检查严格度为正常检验一次抽样方案;合格质量水平:除特别说明外,致命缺陷AQL=0,严重缺陷AQL=,轻微缺陷AQL=检验内容见下表:当缺陷数不超过合格判定数AC时,应判此批合格;当大于合格判定数AC时,由主管判定收退。
检验员接到仓库报检通知后,应尽快检验完毕。
检验员对检验结果作出判断正确,及时出具《进货检验报告》。
对于认证所要求的关键元器件(温控器、热保护器、开关、线路板、内部导线、电子冰胆、电热管、电机、电源线及电源线插头)供方应至少一年一次提供合格的外部检测机构的检测报告,以确认采购产品的持续稳定的能力。
确认检验的内容应该符合《电气电子产品强制性认证实施规则》中所对应的检测标准。
目的为使公司自制塑件质量保证符合顾客要求,对生产过程的塑件质量把关,特制定本检验规程。
2.适用范围适用于本公司所有自制塑件检验。
3.检验规程巡回检验3.1.1 在塑件加工过程中,质检员应经常在塑件操作区做巡回检验,并填写巡检记录表。
3.1.2在巡检中,检验员应仔细观察操作者的作业方法,工装设备,工艺要求等方面情况。
如发现问题应及时指导操作者(或联系有关部门)加以纠正,避免发生不合格品。
首检3.2.1更换模具,检验员必须进行首检并封样,首件由检验员确认合格后并填写首检报告,才可生产。
电感检验规范
文件名称电感检验规范版本00
文件编号XXX 制订部门物品部页次
5。
3尺寸测量与装配
用游标卡尺或卷尺测量电电感的大小尺寸、引脚间距、引脚尺寸等是否在规格范围内,装配是OK。
5.4可(耐)焊性验证
对需要焊接的电感器进行可焊性验证,恒温烙铁预热5分钟,温度360℃±3℃,上锡3~5sec(或过锡炉,温度245℃±3℃,过炉时间3±0.3sec,对于有大的热容量的元器件过炉时间5±0。
5sec),焊接部分吃锡面积达到95%以上,且无虚焊和脱落现象.对需要焊接的电感器进行耐焊性验证,恒温烙铁预热5分钟,温度360℃±3℃,上锡10±1sec(或过锡炉,温度260℃±3℃,过炉时间10±1sec),样品冷却到常温后,相关电气参数应在规格范围内。
5。
5电气性能检测
5。
5.1电感量测试:(三相电抗:L=U/2πFI,满载)
调整LCR电桥至电感测量模式,依照器件资料设置测试频率与电压,将测量表笔短接归零后,把LCR两表笔连接电感对应测量引脚,计算测得的电感值是否在规格范围内。
5.5.2 直流电阻检测:
调整LCR电桥至直流电阻测量模式,把LCR两表笔连接电感对应测量引脚,计算测得的电感值、测得的直流电阻值是否在规格范围内。
检验标准(SIP)
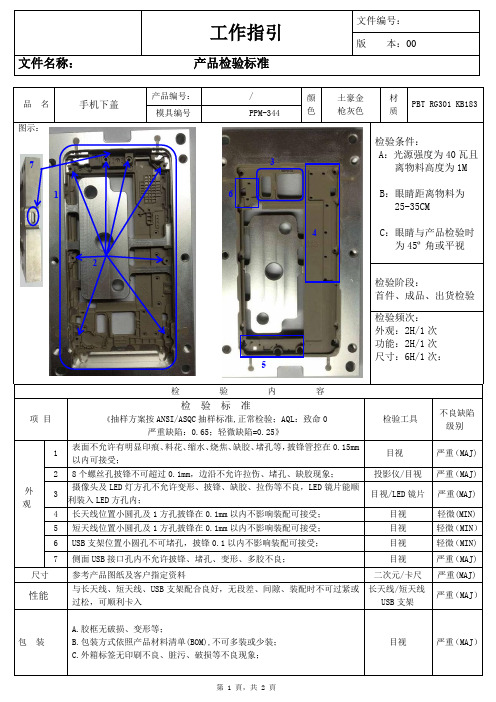
严重(MAJ)
4
长天线位置小圆孔及1方孔披锋在0.1mm以内不影响装配可接受;
目视
轻微(MIN)
5
短天线位置小圆孔及1方孔披锋在0.1mm以内不影响装配可接受;
目视
轻微(MIN)
6
USB支架位置小圆孔不可堵孔,披锋0.1以内不影响装配可接受;
目视
轻微(MIN)
7
侧面USB接口孔内不允许披锋、堵孔、变形、多胶不良;
检验条件:
A:A:光源强度为40瓦且离物料高度为1M
B:眼睛距离物料为25-35CM
C:眼睛与产品检验时为45º角或平视
检验阶段:
首件、成品、出货检验
检验频次:
外观:2H/1次
功能:2H/1次
尺寸:6H/1次:
检验内容
项目
检验标准
《抽样方案按ANSI/ASQC抽样标准,正常检验;AQL:致命0
严重缺陷:0.65;轻微缺陷=0.25》
目视
严重(MAJ)
注意事项
1、在检查和包装产品过程中,拿取产品时要注意轻拿轻放,切勿碰撞;
2、在检查过程中不可用手按压产品;
3、检查全过程,必须严格按照要求执行;
4、标签字迹工整、清晰,无涂改;
5、外箱要清洁,叠放要整齐,标签面向外,无积压变形,高度在2米以下。
产品不良履历图片揭示
文件变更履历
变更时间
目视严重maj尺寸参考产品图纸及客户指定资料二次元卡尺严重maj性能与长天线短天线usb支架配合良好无段差间隙装配时不可过紧或长天线短天线usb支架严重maj包装外箱标签无印刷不良脏污破损等不良现象
品名
手机下盖
产品编号:
/
颜色
SIP检验规范总结计划

SIP 查验规范总结计划
1 / 1
查验规范
文件名称
文件编号
版本/ 版次 A/0 奏效日期 发放范围 质量/ 工程
产品名称
产品编号
材
质
工艺流程:混料 -成形-修边-脱脂-烧结-整形-机加工 -喷砂-电解抛光 -镭雕-全检-包装出货
查验条件
查验距离:眼睛与被测产品相距 20-25cm ;查验时间:每个外观面目视检
验3-5 秒;其余要求:每个外观面一定前后左右旋转 180°
查验内容
NO
查验项目
查验标准
管控机遇
查验工具
巡检
首检
注 1. 外观检查依照《抽样检查标准》一般Ⅱ,。
意
外观查验标准依照《外观限度样本》 事 2. 首件:检测 3PCS,巡检 3PCS/2H 。
项
日期
订正内容
版本版次 批准 审查 制作。
电子物料(电感、电容、芯片、PCB)的来料检验项及检验方法SIP

电子物料(电感、电容、芯片、PCB)的来料检验项及检验方法SIP1 目的及适用范围本检验规范的目的是保证本公司所购电子件的质量符合规定的要求;本检验规范适用于无特殊要求的电子件质量验收标准。
2 引用文件GB/T 2693-2001 《电子设备用固定电容器第一部分:总规范》GB/T2828.1-2003 《计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划》3 工作内容3.1 检验环境、方法与要求视力:具有1.0以上的正常视力和正常色感;照度:正常日光灯,室内无日光时用40W日光灯或60W普通灯泡的照度为标准;环境温度:15℃~25℃;湿度:35%~75%;3.2 检验工具数字万用表、LCR自动测量仪、游标卡尺、浓度95%以上的酒精、锡炉、恒温烙铁。
3.3 抽检方案3.3.1 首件检验3.3.1.1 首件检验适用范围υ新供货商或新品牌提供样品的首次检验,如阻容类;υ新产品的样品首次检验,如PCB印制板类;3.3.1.2 首件检验的内容本文3.4中所包含的所有项目。
3.3.2 正常抽检方案A、每批物料检验前,先确认物料供应商是否在《合格供应商名录》中;在名录中则进行检验,不在名录中则反馈采购人员核实情况,根据实际情况进行下一步操作。
B、不同的检验项目,其检验的数量是不一样的,大体有如下分类:υ ROHS符合性、包装合格性等,每批检一次;υ需要对抽检品进行测量、验证的,按“GB2828 一般检验水平:I AQL:1.0”和“GB2828 一般检验水平:S-1 AQL:1.5”的抽样方案进行,具体的样本量,按3.4中所列的要求来执行;3.3.3 加严抽检方案对于抽检的项目,在抽检时只要发现不合格,原则上将该批货退回厂家由其处置,但如果本公司不能承受由此带来的工期压力,由公司内部进行全检,必须保证只有经检验合格的产品才能投入使用。
对于今后该供应商提供的同类产品,其抽样数量较正常抽样数量高一倍,如果连续5批的抽样结果均符合要求,则此后的批次可按正常抽检方案进行。
检验规范(SIP)

工具缺点类型目 来自 显微镜 投影机 高度規主要缺点
外观检验
*刮伤长度在表面不可有超过5mm的长度或超过 0.2mm的宽度的明显刮伤。同等刮伤长度如在边緣则 允收。(置於內部的零件OK,置於外部的零件NG), 必須傾斜角度才可被发现则允收。 *非位於正面之刮痕,其长度不得超过5mm,其宽度 不得超度 0.3 mm,其圆径不得超过1 mm;若於组合 后可遮盖者可允收。 *毛边/批锋在不影响组裝情況下,不可超过0.10mm 。 *齿状结构不可超过一处断损。 *胶芯不可沾染异物、油渍。 *任一明显色差,若为同一批量时则拒收,轻微差 异者则允收。
深圳市凯瑞丰电子有限公司
检验规范
文件编号:D20120209 页次:1 REV:A
检验项目 检验方式
检验内容 依MIL-STD-105E抽样水准II实施抽样 *卡座紧贴PCB板. *元件不可贴错位、错料;不可有假焊。 *PCB板外形无残缺. *PCB板变形不超過0.2mm。可以实际裝配为准. *胶的高度不超过1.5MM。 *卡座针脚不能偏位、变形,弧度要一致。
目 视 显微镜 不良点判定图
次要缺点
功能检测
*用ERWTestv1软件测试,显示“PASS”的为合格品 *软件显示其它的和不显示的为不良品。
电 脑 测试架
主要缺点
产品规格确 核对承认文件,厂商所交物料需与承认文件一致。 认
目
视
主要缺点
尺寸量测
依据工程图片重点所标示的尺寸量测。
游标卡尺
主要缺点
环境管理物 RoHS六項测试(鉛、鎘、汞、總鉻、總溴) 质测试
光谱分析仪
主要缺点
SIP---制程检验标准

功能性测试
功 能 测 试
包 裝 检 验
随 附 文 件 工具 代碼 电子秤「W」、自制量具「G」、微欧姆计「Ω 」、色卡「F」、安规「S」、投影仪「P」、其他「O」。
檢查類別 IQC 进料检验 FAI 首件检验 IPQC 制程检验 FQC 成品检验 变更日期 零件图、成品图 作業依據 目检「A」、手测「H」、卡尺「V」、投影机「P」、塞规「PG」、深度规「B」、插拔力机「E」、显微鏡「S」
0.00 0.00 0.00 0.00 0.00 0.00 0.00 - 0.00 - 0.00 - 0.00 - 0.00 - 0.00 - 0.00 - 0.00
工具
V V P P V V P
检验规范(項目) 尺寸 依左表,依規定检具检验尺寸规格项目
抽检方式/數量
参阅检查类别描述 描述
工具
外观 检验
零件图、成品图 零件图 成品图
文件及其版本号
XXX公司
制程标准检验作业指导书 Specification In Process
品名: 料号:
SIP 版別0Biblioteka 贴图和说明区IQC
首件 ● ● ● ● ● ● ● ●
IPQC ● ● ● ● ● ● ● ●
FQC ● ● ● ● ● ● ● ●
项目
1 2 3 4 5 6 7 8
规格
负公差
正公差
良品标准范围
尺寸/外观抽样检验数 尺寸检验:塑料半成品每穴抽测1PCS (塑料原材免检尺寸,); 金属半成品随机抽检5PCS(金属原材取內/外圈段各5cm,依1、3、5cm处分三段两边进行量测) 包材类每批抽检验3个。 组装段:首件任取5PCS。 組裝段 - 检测频率:1次/每2HR。尺寸/功能检验抽样数-2PCS/次;外观检验抽样数-20PCS/每工站。 成品 - FQC尺寸外观检验随机任取5PCS。 变更內容 变更者 核准 审核 制表
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锐达互动科技股份有限公司
SIP-MA-35
电感类检验规范
发 文 号: 01 部 门: 品管部 版 本: 1.0 主 编: 保密级别: 一般 审 核: 受控状态: 受控
批 准:
受控范围: 品管部、工程部、采购部、总经办 生效日期: 2013年10月01日
更改记录
1.目的
为了明确电感的检验要求,规范检验操作标准,特制定此检验规范。
2.适用范围:
本规范适用于产品上各种型号规格的片式和引线式电感,共模或表贴滤波电感器,环形电感及磁珠作为其入库前检验之依据
3.引用的标准和文件
3.1 GB/T2828.1-2003 按接收质量限(AQL)逐批检验抽样计划
4.术语和定义
4.1 电感量:表示当线圈通过电流后,在线圈中形成磁场感应,感应磁场又会产生感应电流来抵制通过线圈中的电流。
这种电流与线圈的相互作用关系称为电的感抗,也就是电感,记为L,单位:亨利,符号H。
5.职责
每位IQC人员必须学习和掌握此检验方法,并在来料检验中严格按照规范中的要求进行操作。
6.内容
6.1检验设备和工具
6.1.1 数字电桥(LCR) 1台
6.1.2 调温焊台 1台
6.1.3 放大镜 1个
6.1.4 游标卡尺 1把
6.2检验方法
6.2.1外观检测
检测方法:目视法和放大镜观察法
检验内容:观察元器件焊接端或引脚是否有氧化现象
6.2.2可焊性检测
检测方法:烙铁法和放大镜观察法
检验内容:在规定条件下,元器件焊接端或引脚的润湿程度。
操作条件和操作方法:参照《元器件可焊性试验操作规范》
6.2.3性能检测
检测方法:LCR检测法
检测内容:在室温条件下,使用LCR检测电感量、Q值。
6.2.4包装检查
检验方法:目测法
检验内容:检查封装盘和外包装是否破损。
6.2.5生产周期项
检验方法:目测法
检验内容:检查元件的生产日期到到货日期的距离。
要求生产周期不超过一年。
6.3不合格判定表
6.4抽样方案
6.4.1依GB/T2828.1-2003正常检验一次抽样方案。
6.4.2外观、工艺检验:IL=一般Ⅱ,MA:重缺陷,AQL=0.65;
= 0; B类6.4.3对尺寸、可焊性检验:采用固定抽样方案n = 5; 允许A类A
C
= 1;
A
C
6.4.4性能、封装检测:批量≤5000PCS是,抽检5PCS;批量>5000PCS时,抽检10PCS。
Ac=0,Rc=1;
6.4.5包装、生产周期检验:按最小包装抽验
6.5检验记录
6.5.1检验结果记录于该物料“来料检验报告单”中。
6.5.2记录数据:电感测量值、Q值、封装尺寸等。
7.审批权限
该文件需修改,由文件负责人提出,经部门经理和管理者代表审核后方可生效实施。
8.培训和资格
文件中的内容和要求,需对IQC人员进行培训和实际操作学习。
9.相关表格
9.1来料检验报告单
本文件主送品管部,抄送工程部,总经办文管员存档一份。