SMT锡膏检查基准
SMT印刷检验标准

文件编号版 本
A/0编制审核批准
第 1 页共 2 页发布日期修改日期
项目
判断标准项目
判断标准1、生产检验时必须遵循先印刷的先检验,先检验的先放入机器贴片,先贴片的先过炉,不可以先后次序调乱;以保证回流焊接的质量。
2、锡膏制程于常规情况下(温度:25℃ ±10 ;湿度:60℅±25)印刷锡膏后必须在60分钟内完成贴片,并于60分钟内完成回流焊接。
图例说明
图例说明
SMT印刷检验标准
各焊盘印锡膏成型佳,超过80%以上
覆盖各焊盘;无崩塌、缺锡、偏移等
现象
其所印锡膏移位小于焊盘的1/4,且成型佳,焊盘覆盖80%以上;无崩塌、缺锡及严重偏
移等现象
所印锡膏成型不良且断裂及凹凸不平。
印锡膏焊盘间有杂物(板屑,残锡)
特别注意:
OK
OK
NG
NG
各焊盘印锡膏成型佳,超过80%以上
覆盖各焊盘;无崩塌、缺锡、偏移等
现象
有1/3或以上的焊盘未覆盖锡膏三极管、IC 等有引脚的元件焊盘,
其所印锡膏移位超出焊盘的1/4以上,
或是元件贴装后会造成相邻焊盘短路。
印锡膏的成型模糊不清,并且
与相邻焊盘上的锡膏连在一起
印锡膏(元件标准)
印锡膏移位(元件允收)
锡膏印刷断锡(丝印不良)
印锡膏&杂物污染
OK
NG
NG NG
SMT/WI0154.锡膏印刷检验标准
印锡膏(IC 标准)印锡膏少锡
印锡膏移位
印锡膏连锡。
SMT表面基准

②锡尖突出部分(锡尖类)竖直方向未超过元件
平面,水平方向未超过1.0mm情况下可以接受。
不超过元件表面
103 103 103
≤0.13mm
≤1.0mm
拒绝接受标准:①直径超过0.13mm锡珠、锡珠
均不能接受;
②锡尖突出部分(锡尖类)竖直方向超过元件 ③不相连的两点或焊端有焊锡相连不可接受。
W
L
S1
限度接受标准: ②元件焊盘上锡面积S1大于或等于焊盘面积S的
①元件脚上锡宽度L大于或等于元件宽度W的2/3; SMD)
Acceptable: Side overhang (A) is less than or equal to 50% width of component termination area (W) or 50% width of land (P)
②元件焊端偏出焊盘内侧部分小于或等于元件焊
盘宽度W的1/2。
≤1/4D
W
D
≤1/2W
≥1/4D
W 标准: 位置:IC脚在焊盘的中心。
限度接受标准: ①IC脚侧偏出焊盘边缘的部分不超过IC脚宽度的 ½或0.5mm其中較小者;
②IC脚的中心点在焊盘的边缘。
≤1/2W
中心点在焊 盘的边缘
≤1/2W
IC Solder (SMD)
Reject
t
标准:元件焊端紧贴于焊盘表面
限度接受标准: ①普通电阻、电容、二极管等长方形元件上浮 (焊端底距离焊盘表面)的高度不超过0.2mm;
②IC类元件脚浮(翘)起(焊端底部距离焊盘
表面)的高度不超过IC脚厚度(t)的1倍。; ≤0.2mm
≤t
SMT 锡膏&红胶 装贴检验标准看板

1.锡已超越到组 部的上方 2.锡延伸出焊垫 3.看不到组件顶 的轮廓。
何谓三面及五面晶片状零件? 三面及五面晶片状零件?
三面 晶片零件
五面 晶片零件
三面及五面指为锡面 三面及五面指为锡面数,例如: 为锡 例如:
(磁 FERRITE BEAD (磁珠
esentation
SMT(锡膏装贴 锡膏装贴) SMT(锡膏装贴) 检验标准
1.焊锡带延伸 端的 50%以 注:锡表面缺点﹝如退锡、不 2.焊锡带从组件端向 吃锡、金属外露、坑...等﹞ 到焊垫端的距离小 不超过总焊接面积的5% 高度的50%。
H
≧1/4 H ≧1/3 H
1. 焊锡帶延伸到组件端的 件端的25%以上。 2. 焊锡帶从组件端向外延伸到焊 件端向外延伸到焊垫的距离为 组件高度的1/3 以上 以上。
SMT(红胶装贴 红胶装贴) SMT(红胶装贴) 检验标准
红胶点胶标准:胶点位置及形状 胶点位置及形状
允收状况 允收状况 (ACCEPTABLE CONDITION) 拒收状况 拒收状况 (NONCONFORMING DEFECT)
一点接触 <50%
理想状况 理想状况 TARGET CONDITION)
零件组裝标准三:J型脚零件浮起和QFP J QFP零件浮起、晶片状零件浮起允收状况 QFP
理想状况( 理想状况(TARGET 状况 CONDITION) 允收状况( 允收状况(ACCEPTABLE CONDITION) 状况
拒收状况( 拒收状况(NONCONFORMING DEFEC 状况
1.各接脚都能座落在 焊垫的中央,未发 生浮起现象。
h≧1/2T ≧ h T
1.脚跟的焊锡带延伸到引线 1. 下弯曲处的顶部(h≧1/2T)。
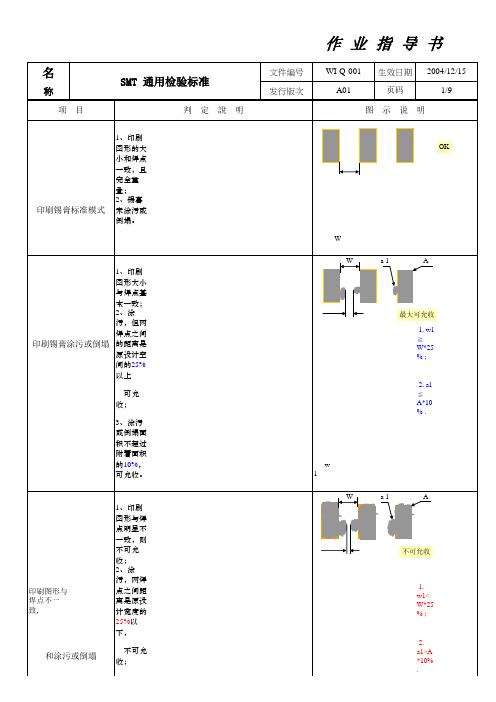
SMT锡膏印刷品质检验规范

判定说明判定说明图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于20%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于20%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求脚间距0.7MM-1.25MM IC锡膏印刷规范圆柱形二极管、1206以上尺寸电容或电阻等物料理 想允 收拒 收理 想允 收拒 收图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求SMT锡膏印刷品质检验规范锡膏印刷总检位CHIP 1608 2125 3216锡膏印刷规范小型SOT锡膏印刷规范理 想允 收拒 收理 想允 收拒 收C>=W*50%,F>=G+H*25A<=W*75%侧悬出超过引脚宽度1.引脚吃锡宽度大于等于 1.引脚吃锡宽度>=電極的。
SMT检验标准作业指导书
版次 页码 工序号
A.0 1/4
文件编号 生效日期 使用材料 规 格 数 量
1
胶水 焊盘 焊盘
胶水
图一
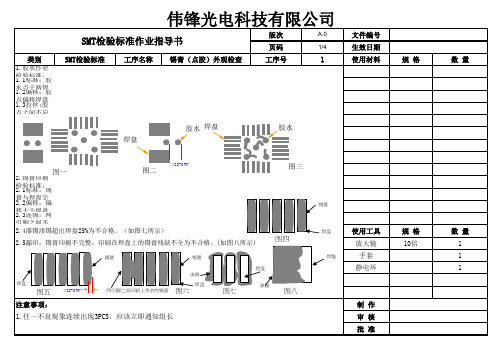
2.锡膏印刷检验标准:
图二
>25% W
图三
2.1标准:锡膏与焊盘完全重叠,锡膏表面应光滑、平整、没有空隙。(如图四所示) 2.2偏移:偏移大于焊盘25%为不合格。(如图五所示) 2.3连锡:两引脚之间不应连接之处印刷上锡膏为不合格。(如图六所示) 2.4滲锡渗锡超出焊盘25%为不合格。(如图七所示) 2.5漏印:锡膏印刷不完整,印刷在焊盘上的锡膏残缺不全为不合格。(如图八所示)
图五 图三 图四 图一
版次 页码 工序号
A.0 4/4
文件编号 生效日期 使用材料 规 格 数 量
4
图二
2.1.2.合格:锡覆盖在元件脚上方,但可见元件脚轮廓视为合格。(如图二所示)
2.2.2.合格:锡覆盖到零件脚上方,但可见元件脚轮廓视视为合格。(如图四所示)
2.3.1.标准:元件可焊接面均焊接在焊点上,且焊接高度达到零件高度。(如图五所示) 2.3.2.合格:焊锡未超过焊盘及元件焊点呈球鼓状,焊锡角度未超过90度。(如图六所示) 2.3.3.不合格:不符合上述条件者。 3.检查项目:浮脚 3.1.晶片型元件焊接点
>20%H >30%H
图六
使用工具 放大镜 手套 静电环 图七
规 格 10倍
数 量 1 1 1
1.4.1.标准:元件焊接面均焊在可焊接面上,且焊接高度达到元件直径30%以上。(如图七所示)
制 作 审 核 批 准
伟锋光电科技有限公司
SMT检验标准作业指导书 SMT检验标准作业指导书
类别 SMT检验标准 SMT检验标准 工序名称 炉后检查2 炉后检查2 2.检查项目:多锡 2.1.引脚元件焊接品质: 2.1.1.标准:元件脚端点与焊盘焊锡饱满且呈平滑圆弧形。(如图一所示) 2.1.3.不合格:不符合上述条件者。 2.2.J形导脚元件焊接品质 2.2.1.标准:元件脚端点与焊盘焊锡饱满且呈平滑圆弧形。(如图三所示) 2.2.3.不合格:不符合上述条件者。 2.3.距形元件焊接品质:
SMT检验标准
称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装A01页码3/9判 定 說 明图 示 说 明SMT 通用检验标准电容、电感偏移标准模式电容、电感偏移零件间隔零件直立电阻帖反零件直立项 目W零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面)OKWW1W1≧W*25%,NG.W零件直立拒收称发行版次1、元件倾斜突出焊点的部份须小于元件宽度的25%, 反之则拒收。
(NG)1、三极管的三个引脚处于焊点的中心位置。
1、三极管的引脚超出焊点的部份须小于或等于引脚 1. w1≦W*1/2, OK ; 宽度的1/2;若大于1/2则不良。
2. w1>W*1/2, NG ;1、三极管的引脚超出焊点的部份须小于或等于引脚 1. L1≦L*1/2, OK ; 平坦段长度的1/2;若大于1/2则拒收。
SMT锡膏印刷品质检验规范
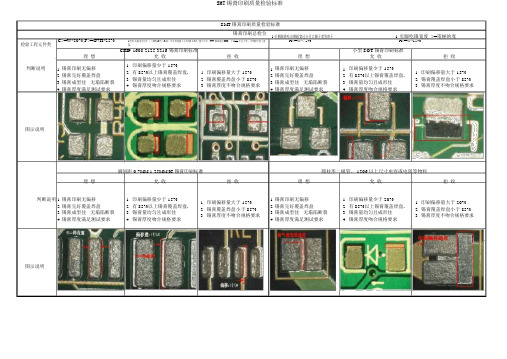
SMT锡膏印刷质量检验标准SMT锡膏印刷质量检验标准C>=W*50%,F>=G+H*25%锡膏印刷总检位1.引侧脚悬吃出锡超宽过分引大脚于宽等度于 1.引脚吃锡宽度 >=電極的寬检验工程元件类1.恰好.高最出出引小〔〔脚侧A外〕A面〕形大焊是器于点件25长25〔度%%引〔WW脚或或位D00〕于.5mm.小元于件。
引体脚中宽上度部,A<=W*75%A<=W*25%小型SOT锡膏印刷标准CHIP 1608 2125 3216 锡膏印刷标准理想允收拒收理想允收拒收判断说明 1.锡膏印刷无偏移1.印刷偏移量少于 15%1.锡膏印刷无偏移 1.印刷偏移量少于 15%2.有85%以上锡膏覆盖焊盘. 1.印刷偏移量大于 15% 1.印刷偏移量大于 15%2.锡膏完好覆盖焊盘 2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘.3.锡膏量均匀且成形佳 2.锡膏覆盖焊盘小于 85%. 2.锡膏覆盖焊盘小于 85%.3.锡膏成型佳 . 无塌陷断裂 3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳4.锡膏厚度吻合规格要求 3.锡膏厚度不吻合规格要求 3.锡膏厚度不吻合规格要求4.锡膏厚度满足测试要求 4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求图示说明脚间距 0.7MM-1.25MM IC锡膏印刷标准圆柱形二极管、 1206以上尺寸电容或电阻等物料理想允收拒收理想允收拒收判断说明1.锡膏印刷无偏移 1.印刷偏移量少于 15%1.印刷偏移量大于 15%1.锡膏印刷无偏移 1.印刷偏移量少于 20%1.印刷偏移量大于 20%2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘. 2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘.2.锡膏覆盖焊盘小于 85%. 2.锡膏覆盖焊盘小于 85%.3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳 3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳3.锡膏厚度不吻合规格要求 3.锡膏厚度不吻合规格要求4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求 4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求图示说明。
1.SMT 检验规范

6〃最小錫點高度(F)
「可接受--等級1,2 〃元件末端垂直面有明顯錫浸潤 「可接受--等級3 〃最小錫點高度(F)等於錫膏厚度 (G)加上元件末端高度(H)的 25%,或等於錫膏厚度(G)加上 0.5mm[0.02in] 「不良--等級1,2 〃元件末端垂直面無錫浸潤 「不良--等級3 〃最小錫點高度(F)小於錫膏厚度 (G)加上元件末端高度(H)的 25%,或小於錫膏厚度(G)加上 0.5mm[0.02in] 「不良--等級1,2,3 〃少錫 〃無明顯浸潤
4〃側邊連接面長(D)
「目標-等級1,2,3
〃側面連接面長度(D)等于元 件底部焊接面長度(L)
「可接受-等級1,2,3 〃任意(D)都可以接受如果滿足 了所有焊接要求。
5〃最大錫膏點高度(E)
「等級1,2,3沒有規定最大錫點高度(E)要求
6〃最小錫點高度(F)
「等級1,2,3沒有要求
最小錫點高度(E),但 要有明顯錫爬坡
標注6-不適用於末端底部為焊接面元件
1.側邊偏移(A)
目標--等級1,2,3 無側邊偏移 可接受--等級1,2,3 側邊偏移(A)小於等於元件直 徑寬度(w)或pad寬度(P)的 25%,取較小者
不良--等級1,2,3 側邊偏移(A)大於元件直徑寬 度(w)或pad寬度(P)的25%, 取較小者
等級3
75%(R)或75%(S),取其較小;標注6
(G)+25%(W)或(G)+1.0mm〔0.0394in〕, 取其較小
元件末端直徑
W
note3
標注1-不要違反最低電子清潔度要求
標注2- (C)從錫點最狹窄的點開始算起 標注3-沒有標准化的參數,決定于元件設計 標注4-浸潤明顯 標注5-錫膏可能懸垂于pad之上,並且/或者延伸到元件末端金屬帽 的頂部,但是沒有進一步延伸到元件本體的頂部。
SMT锡膏工艺外观检验标准

判定 OK OK
锡膏成形不良且偏位,连锡
NG
拒收
PAD与锡膏成形偏移超过15%
NG
图解
中山市精体电子科技有限公司 锡膏印刷不良与元件焊接造成不良现象
印刷偏移,过炉后30-50%会发生小元件翘高,立碑
印刷连锡和厚锡
焊接后30-50%会发生连 焊不良现象
中山市精体电子科技有限公司
Chip 0402,0603,0805 ,1206元件炉后规格示范
3.锡膏厚度于规格内一致
判定 OK OK
图解
拒收 印刷偏移超过15%焊盘
NG
中山市精体电子科技有限公司
IC类锡膏印刷规格示范
项目
标准要求
标准
1.各锡块印刷成形佳,无崩塌及缺锡。 2.锡膏100%覆盖于锡垫之上 3.锡膏厚度均匀
1.锡膏轻微偏移未超出PAD 15% 允收 2.锡膏成型佳,无崩塌断裂
3.锡膏量,厚度均匀
中山市精体电子科技有限公司
1.焊接连接的润湿角不应超过90º(A、B 图),例外的情况是当焊料轮廓延伸到 可焊端边缘或阻焊剂时润湿角可以超过 90º(C、D图)
1、焊膏再流不完全
2、不润湿 焊 接 3、退润湿 异 常
4、短路
5、焊料破裂
中山市精体电子科技有限公司
正确
不良
短路
正确
不良
锡尖
正确
不良
翻白
充高度
焊料接触到本体
NG
最
小 最小填充高度(F)等于焊
填 料厚度(G)加连接侧的引
充 线厚度(T) 高
OK
度
引脚起 元件起翘,妨碍可接受焊 翘 点形成
NG
最小末端连接大于等于
锡膏检查作业指导书
4、开关机严格按照正确步骤操作。开机:先启动电脑主 机再开设备电源;关机:退出所有应用程序后电脑关机,
再关闭设备。
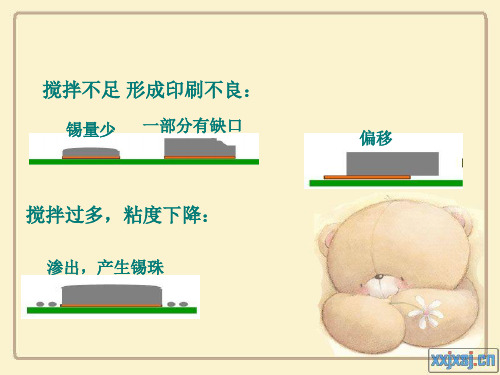
搅拌不足 形成印刷不良:
锡量少 一部分有缺口
偏移
搅拌过多,粘度下降:
渗出,产生锡珠
拉尖焊锡刮落塌陷源自正确的印刷标准注意事项
1、机台保持清洁,不能有杂物放置,该设备属高精密仪 器,不能外力碰撞或挤压。
2、厚度标准:对于目前0.15mm的钢网,锡膏厚度标准为 0.15mm±0.02mm。人艺记录点超出控制限则视为失控。
[干货】史上最完整SMT锡膏评估验证流程

一、锡膏的基本数据认证1.锡粉的合金成份目的:确认合金的成份与不纯物比例是否符合标准规范的规格。
规范标准:参考依据JIS-Z-3282。
测试仪器:火花放射光谱仪(如右下图所示)测试方法:(1) 从锡膏当中取样约250g并将flux用溶剂洗净。
(2) 加热使其成为锡块。
(3)将锡块样本放置在火花放射光谱仪上。
(4)约莫30秒钟之后计算机将自动将所设定测试的合金不纯物比例列出。
判定标准:铅含有量不得超出0.1%。
火花放射光谱仪2.锡粉颗粒与形状测试目的:良好的锡粉形状(球状)与粒径范围,将有助于印刷时的下锡性。
规范标准:依据参考J-STD-005 之3.3 Solder Powder Particle Size; IPC-TM-650之2.2.14。
测试仪器:3D画像测定仪测试方法:使用80倍以上的显微镜观察锡粉外观。
并利用随机取样的方式计算出锡粉的粒径分布范围,同时观察锡粉的形状是否呈现为”真球状(正圆球或椭圆球--合格)”或者是”不定形状”3.助焊剂含有量成份目的:确认助焊剂含量与标准值不超过±0.5%,避免锡膏加热之后残留过多的助焊剂。
规范标准:依据参考JIS-Z-3197之6.1篇测试仪器:电子天秤测试方法:锡膏搅拌均匀后,精秤约30克样品至250毫升烧杯中,记录其重量为W1(g)。
加入甘油,其量须能完全覆盖锡膏,加热使焊锡与助焊剂完全分离取出固化的焊锡,以水清洗。
浸入乙醇中约5分钟,常温下再水洗并干燥之。
精秤其重量为W2(g)依据式(1)计算助焊剂含量。
助焊剂含量(%)=[(W1- W2)/ W1]x100判定标准:是否符合厂商所附规格上的内容(助焊剂含量与标准值不超过±0.5%)。
4.粘度测试目的:确保锡膏有足够的防坍塌性规范标准:依据JIS-Z-3284附件六之5.2篇测试工具:Malcom 黏度计PCU 203型测试方法:(1)将焊锡膏放在室温或25℃里2~3小时。
SMT炉后外观检查基准书

鸥翼零件脚面 的对准度
各接脚都能座落在各焊垫的中 央,而未发生偏滑。
鸥翼零件脚面 的对准度
各接脚都能座落在各焊垫的中 央,而未发生偏滑。
鸥翼零件脚面 的对准度
各接脚都能座落在各焊垫的中 央,而未发生偏滑。
各接脚都能座落在各焊垫的中 J型脚零件对准度 央,而未发生偏滑。
不良对应方法:
一停止二对策三实施再确认检查
一般元件偏移Biblioteka 芯片状零件恰能座落在焊垫的中 央且未发生偏出,所有各金属封 头都能完全与焊垫接触。
一般元件对准度
芯片状零件恰能座落在焊垫的中 央且未发生偏出,所有各金属封 头都能完全与焊垫接触。
焊点良好规则的圆形
元件符合规定要求
元件符合规定要求
元件符合规定要求
元件方向正确
元件安装良好,无反贴
锡膏状态良好,无短路
各接脚侧端外缘,已超过焊垫侧端 外缘(MI)。
端头镀层良好,无剥落
端头镀层良好,无剥落
焊点开裂
焊点良好,无开裂
焊点良好,无开裂
X光检查
焊点良好规则的圆形
元件位置(立)
元件符合规定要求
元件位置(错)
元件符合规定要求
元件位置(漏) 元件的水平方向
元件符合规定要求 元件方向正确
元件的上下方向
元件安装良好,无反贴
短路
锡膏状态良好,无短路
元件润湿上锡状态 润湿良好,器件上锡良好
SMT炉后外观检查基准及不良对应方法
区分 锡膏融化不良
军品标准 状态
锡膏完全融化焊接良好
焊锡球
无任何锡珠、锡渣残留于PCB
空洞 锡多
无冷焊现象或其表面光亮,外观 成一均匀弧度,目视没有空洞
SMT焊接判定基准

基本用3倍放大镜进行检查, 如有疑义 利用10倍以上显微镜进行判定. 2) 判定基准CHIP C/R2125 TYPE 3216 TYPECHIP C/R2125 TYPE3216 TYPE CHIP C/R※ LAND和资材的极性 1608 TYPE一致的情况下 判定为不良☞包括TR,DIODE,IC TRANISTORDIODE (共同)IC QFP,SOP 0.5㎜ 以上SHORT 发生时危险LEAD 往下偏移(做到不超过SILK)以资材的偏移量判断LAND间距1/2以下不能超出LAND缺件(做到不超过SILK)以资材的偏移量判断以资材的偏移量判断样品不良不允许发生以资材的偏移量判断一边在基准内也算良品以资材的偏移量判断资材在指定的位置上以资材的偏移量判断判定基准以SILK来判定以SILK来判定在偏移范围内算良品一边在基准内也算良品以资材的偏移量来判定以资材的偏移量来判定项目位置偏移 (共同)不允许发生只有CAP/RESISTOR判定为良品操作后检查容量值.翻件叠焊翘起不允许发生破损A A/4以下A/4以下A/4以下0.75±0.30.75±0.3AA/4以下0.35±0.3AA/4以下0.3±0.25103103103103P C B P C BP C BP C B P C B103IN103基本用3倍放大镜进行检查, 如有疑义 利用10倍以上显微镜进行判定. 2) 判定基准PCB MARKIN面进行时PCB MARKIN面进行时MARKING 部分不一致0.3mm 以上作业 :10㏀ , IN反插不允许发生项目判定基准良品不良品冷焊误差不允许发生翘起,弯曲0.1㎜ 以下MARKING 部分必须一致不允许发生(资材的电极部分不能与 LAND 接触)CHIP 电极间SHORTS O L D E R 多锡不允许发生不允许发生(翘起)IN103N102P C BP C BP C B103102DTA7313D不良类型不良名: 偏移不良名: 移不良名: 短路不良名: 偏移不良名: 偏移。
WI-SMT59 锡膏厚度检验标准

油上)。
4.3测试点的选择原则:测试点需分布在PCB的不同方位,且优先选择IC等间距小的关键元器件,
以保证锡膏印刷出来的均匀性,如某个区域没有印刷锡膏,则在其他区域增加一个测试点。
五、附属表单:
5.1《X-R控制图》
3.7工程人员找出不良原因后进行改善时,生产线应该先投产8pcs,由工程人员对其进行100%检测,如全部合格并有IPQA确认改善有效后,方可以进行批量正常生产。
四、注意事项:
4.1锡膏厚度标准的上下限为:钢网厚度+0.03mm/-0.025mm;如:钢网厚度为m~0.15mm。
二、范围:
所有产品的锡膏厚度检测。
三、检验标准:
3.1IPQA对自己负责的产线的印锡产品,进行每2小时抽测2拼板(前刮刀和后刮刀各取1拼板),每片PCB板上选取规定的测量点(主板5个测试点,副板3个测试点)。
3.2锡膏测试仪机器操作方法参照工程部的《锡膏厚度测试仪WI-SMT-031》。
3.3锡膏厚度在测量完后记录的值为面积平均高度,针对钢网厚度不同,上下限控制线标准有所改变,具体如下:
锡膏厚度检验标准
主题:锡膏厚度检验标准
派发:SMT
更新记录
版本
内容
生效日期
编辑
签名
01
新派发
2012-7-17
石俊
批核程序:
版本
SMT
01
发行部门
文件控制中心
控制复印
印
章
*请使用受控文件
锡膏厚度检验标准
文件修改情况一览表
版本
版次
内容
生效日期
SMT锡膏制程检验判定标准

不合格---短路
两不同线路焊盘连接在一起短路不良
不合格--电阻反贴
电阻字符标识在下面。
不合格---二极管反向
二极管贴装方向与焊盘标识相反
不合格---立碑
元件竖起不良
生效日期:2006年9月10日 浙嘉电子品保部:
hA
W
B
W
W
h
H
h
h
W
C
合格---三极管偏移限度
合格---爪型引脚焊锡高度限度
不合格---金属端破损
金属端缺损不良
不合格---元件受损
元件本体损伤不良
不合格---锡少
焊锡少不良
1、元件偏出焊盘A,B≤1/3W;2、元件 爪型元件引脚焊锡厚度h≥1/2 H 引脚未出焊盘C≥0;
正极
不合格---锡尖
焊锡拉尖不良
h
h
≥0.5mm
W
合格---元件翘起限度
A
W
B
合格---短接焊点高度限度
短接焊点h≤W,
W
合格---偏移限度
与邻近焊盘距离≥0.5mm
合格---偏移限度
与邻近元件距离≥0.5mm
合格---焊锡高度限度
1、焊锡高度A≥2/3 W 元件厚度; 2、焊锡高度B≤1/3 W 元件厚度;
元件翘起,h≤1/3W
上海浙嘉电子有限公司
SMT锡膏制程检验判定标准
W h W
合格---偏移限度 合格---偏移限度
元件偏出焊盘,h≤1/3W
φ<0.1mmhΒιβλιοθήκη A B 合格---偏移限度
A≥0.2mm;B≥0.5mm;
合格----贴装良好
合格---锡珠限度
单颗锡珠φ <0.1mm,
SMT印刷状态判定标准

第一部分:焊锡膏印刷状态判定标准:
一、CHIP1608/2125/3216锡膏印刷规格
分类
标准
制作
确认
允收
承认
版本:B 页数:共7页
缺陷
图例
判定标准
1. 锡膏印刷无偏移。
2. 锡膏量均匀,厚度满足钢网厚度所定锡膏厚度 1. 钢板的开孔有缩孔但锡膏仍有85%覆盖焊盘。 1. 锡膏量不足。
缺陷
偏移量大于10%焊盘
判定标准
1. 各锡块印刷均匀且100%覆盖于焊盘之上。 2. 锡量成型佳,无崩塌现象。 3. 厚度满足钢网厚度所定锡膏厚度值。 4. 依此判定为标准规格。
1. 锡膏成形佳。 2. 厚度满足钢网厚度所定锡膏厚度值。 3. 偏移量小于10%焊盘。 4. 依此判定为允收。
八、Lead Pitch=0.5mm器件的锡膏印刷规格
3. 成形佳。
十、IC器件的锡膏厚度印刷规格示例(1)
分类
PITCH=1.25MM
PITCH=0.8~1.0MM
厚度满足钢网厚度所定锡膏厚度值。
PITCH=0.7MM
图例
判定标准
1. 厚度满足钢网厚度所定锡膏厚度值。
2. 3.
若有小于P=1.0MM之器件,可加大10%锡面积。 适用器件有: Pitch=1.25MM的IC: 有SOIC,
1. 锡膏量均匀且成型佳。
2. 锡膏完全覆盖焊盘。
2. 厚度符合钢网厚度对应的锡膏厚度值。
3. 三点锡膏量均匀,厚度满足钢网厚度所定锡膏 3. 85%以上锡膏覆盖。
厚度值。
4. 偏移量少于15%焊盘。
4. 依此判定为标准规格。
5. 依此应判定为允收。
SMT锡膏印刷目检作业指导书

YCJ3-09-IPQC-011 拟制: 审核: 批准:制作部门:制作日期:锡膏印刷目检作业指导书
修改人产品型号:通用无版次:V1.0页数:1/1
◆作业条件
1. 作业者接触PCB须配戴防静电环/防静电手套。
2. 作业员必须经过相关的岗位知识培训。
◆检验标准
参照《IPC-A-610E 》相关要求作为检验标准,当出现有特殊要求或产品签样时以特殊要求或产品签样为准。
◆作业步骤
1. 检验频率:100%
2. 检查者从左向右,从上往下依次检查每个PAD点的锡膏印刷状况:是否有漏印, 印刷偏位,少锡,连锡等现象。
3. 重点检查IC,QFP,BGA等元件的锡膏印刷状况,检查确认是否有少锡,连锡等现象。
4. 目检时应同时检查PCB板的有无锡膏残渣,若有须清洗钢网。
5. 当锡膏与PAD的偏移量大于1/3时视为偏位,当两个PAD上的锡膏间距小于两个PAD的间距的1/3时,视为短路.当锡膏量少于PAD面积75%时视为少锡,如果发现有锡膏印刷偏位, ,少锡,连锡等不良,如连续3PCS时,须擦洗钢网或调整钢网。
6.印刷不良PCB的清洗,具体作业办法见《PCB清洗作业方法》。
YCJ3-09-IPQC-014
7.检查完毕,将检查OK之PCB流入下一工序。
★注意/确认事项
1. 注意PCB流入下一工序的方向与贴片机生产程序要求一。
2. 对清洗过的PCB必须进行重点检查。
3. 拿取PCB时要小心不要碰到边上的锡膏。
修订日期修订内容使用设备:
(治工具)■常见不良图示
工站名称:锡膏印刷。
SMT炉后检验基准

文件编号QI-SMT-03版 本A1页 次1/2生效日期2010-8-17各IC引脚不可有连锡不同线路元器件端部不可以桥结造成短路判断标准不良项目桥结连锡元件脚之间以外的地方:(没有破坏设计规定的最小电气间隙)且D≤0.2mm 允收SMT炉后检验基准图例说明片状元件上锡锡珠冷焊,焊点上不可有未熔之锡膏不上锡、多锡焊锡上浮高度≥1/2件的厚度不可少锡假焊元件脚之间: 脚之间不允许有锡珠D≥0.2mm不可收修订记录:日期/版本NA制 作批 准审 核文件编号QI-SMT-03版 本A1页 次2/2生效日期2010-8-17三极管类板面锡尖多锡不超过脚跟高度W.SMT炉后检验基准通孔垂直方向的锡尖须在1.5mm以下,理想状况无锡尖平面方向锡尖长度T须在与相邻线路间距W的1/2内:T<1/2W上锡锡面须光滑,焊接轮廓宽度L ≥1/2D,锡面高度T≥1/4D,否则少锡.D--直径上锡不低于脚趾厚度T的1.5倍.制作圆柱状上锡备注外观检查标准<<HXD-QS-VIC1008>>6.3 锡焊接组件外观检查图例为准回流焊接在相应允收极限内弯脚类上锡焊点应光滑润泽,左右锡坡夹角成90°以上;锡量应超过A线 (A--垂直板面弯脚部分的外平面);锡面高度不可超过W线 W--上弯曲位IC类上锡锡量最多不能高出脚厚的1.5倍(1.5T);焊锡高度必须在脚厚度的1/3以上,不足为少锡;焊锡良好锡面成慢弯月型。
修订记录:日期/版本制 作NA审 核批 准。
锡膏印刷偏移检查标准

图形A018 焊盘间距=0.7mm锡浆印刷拒收 A-6
SMT外观品质检验标准
A-7 焊盘间距=0.65mm 锡浆印刷规格示范:
标准: 1、各焊盘锡浆印刷均100%覆盖焊盘上。 2、锡浆成形佳,无崩塌现象。 3、测试厚度符合要求。
图形A019 焊盘间距=0.65mm锡浆印刷标准
偏移<10%W
允收: 1、锡浆成形佳。 2、锡浆厚度测试在规格内。 3、锡浆偏移量小于10%焊盘。
图形A027 圆柱体锡浆外观 A-9
SMT外观品质检验标准
A-10 IC元件的锡浆厚度规格示范:
IC脚间距=1.25mm 1、锡浆厚度满足要求。 2、间距P>1.0mm时,可加大10%钢网开孔。
图形A028 焊盘间距=1.25mm锡浆外观
IC脚间距=0.7mm 1、锡浆厚度满足要求。
图形A029 焊盘间距=0.7mm锡浆外观
SMT外观品质检验标准
A 锡浆印刷规格
A-1 Chip料锡浆印刷规格示范:
标准: 1、锡浆无偏移。 2、锡浆量、厚度符合要求。 3、锡浆成型佳,无崩塌断裂。 4、锡浆覆盖焊盘90%以上。
图形A001 Chip料锡浆印刷标准
允收: 1、钢网的开孔有缩孔,但锡浆仍有85%覆盖焊盘。 2、锡浆量均匀。 3、锡浆厚度在要求规格内。
图形A022 焊盘间距=0.5mm锡浆印刷标准
允收: 1、锡浆成形虽略微不佳,但厚度于规格内。 2、锡浆无偏移。 3、炉后无少锡、假焊现象。
图形A023 焊盘间距=0.5mm锡浆印刷允收 锡浆崩塌且断裂
拒收: 1、锡浆成形不良,且断裂。 2、锡浆塌陷。 3、两锡浆相撞,形成桥连。
图形A024 焊盘间距=0.5mm锡浆印刷拒收 A-8