汇川华北联保中心PLC培训
汇川PLC H2U通讯技术培训资料

协议解释--并联协议
主站发送(从站接收)
普通模式 M8162=0 高速模式 M8162=1
M800~M899 D490~D499
D490~D491
并联协议通讯与控制相关的变量如下: M8070:设定并联连接为主站 M8071:设定并联连接为从站 M8162:高速并联连接模式 M8072:并联连接运行中 M8073:并行连接设定异常 M8063:串行通信出错 D8070:判断出错的时间设定,默认为500 D8063:串行通信出错代码
N:N通讯交换的数据区为M1000~M1511和D0~D77,而每个 站号对应各自固定的变量区域。
RS-485
协议解释--N:N协议
根据应用所需的数据通讯量,有3种模式选择:
模式 设置方法
交换数据
特点
0
D8178=0 0个M元件,4个D元件 速度快
1
D8178=1 32个M元件,4个D元件 速度中等
用户程序下载
Autoshop编程环境直接下载
支持FX2N编程环境下载
用户程序下载电缆
支持市售RS232-RS422转换电缆
该电缆兼容FX下载电缆,市场常见品种
用户程序下载电缆
支持市售USB-RS422转换电缆
甚至支持(USB-RS232)+( RS232-RS422)的电缆转接,方便了便携电脑的下载操作
软元件号
位软元件(M)
无 无 无 无 无 无 无 无 M1000到M1031 M1064到M1095 M1128到M1159 M1192到M1223 M1256到M1287 M1320到M1351 M1384到M1415 M1448到M1479 M1000到M1063 M1064到M1127 M1128到M1191 M1192到M1255 M1256到M1319 M1320到M1383 M1384到M1447 M1448到M1511
IDEC PLC和HMI销售培训-华北区
• •
FC6A型Plus与FC4A/FC5A超薄型CPU模块的电源以及输出端子的大小与端口的形状不 同。因此,推荐电缆及端子等也有一部分不同; FC6A型Plus在使用通信盒(FC6A-PC1型,FC6A-PC3型,)和通信模块(FC6A-SIF52) 时,最大可增设到33个端口进行串行通信;
•
• • •
FC6A和FC6B是基于FC4A和FC5A功能的基础上开发的升级品,功能较
强大。 二、FC6 PLC介绍: 为您提供物联网时代最理想的PLC FC6A型。可在远程工控室实时掌 握设备的各种状态,为分析生产状态以及解决课题做贡献。 1、高性能: 程序容量:最大640KB(相当于80000步); 执行速度:基本指令的42NS高速处理+10倍速度I/O刷新时间,实
Copyright 2010 IDEC CORPORATION. All rights reserved.
18
案例介绍 六、实用案列
Think Automation and beyond….
Copyright 2010 IDEC CORPORATION. All rights reserved.
19
中频逆变焊机(点焊机)应用案例
用户现有的课题
1、兼顾数字量输入・模拟量输入(在触摸屏显示,以便实时了解电流值)、输出
2、设备的运行状态,通过数字量、模拟量输入以实现监控 3、需要用于确认设备状态的触摸屏 4、成本考虑
6
比如:S7-1200只有 一个网口,串口需 要扩展模块;
2、 3、 4、 5、 6、 7、 8、 9、 10、
Copyright 2010 IDEC CORPORATION. All rights reserved.
plc培训计划

plc培训计划一、培训目标1.了解PLC的基本原理和工作原理;2.掌握PLC的基本操作和编程技能;3.熟悉PLC在实际工业控制中的应用;4.掌握常见传感器和执行器的接口和使用方法;5.具备解决PLC故障和故障排除的能力。
二、培训内容1. PLC基础知识(1)PLC的定义和组成(2)PLC的工作原理(3)PLC的分类和应用领域(4)PLC的硬件结构和软件开发环境2. PLC的编程基础(1)PLC的编程语言和逻辑控制(2)PLC的输入/输出配置与连接(3)PLC的数据处理和运算(4)PLC的逻辑控制程序设计3. PLC的实际应用(1)PLC在生产线控制中的应用案例分析(2)PLC与传感器、执行器的连接和控制(3)PLC与人机界面(HMI)的联动控制(4)PLC在工业自动化系统中的整合应用4. PLC故障排除(1)PLC的常见故障及其排除方法(2)PLC的维护和保养(3)PLC的在线监测和远程诊断(4)PLC的安全与可靠性三、培训方式1. 理论教学(1)由资深工程师或教授讲解PLC基础理论知识(2)采用多媒体教学、案例分析等方式帮助学员理解和掌握知识2. 实践教学(1)提供实际PLC设备进行编程操作(2)模拟真实工业场景,进行实际操作和应用练习(3)现场故障排除和案例分析3. 项目实训(1)组织学员进行PLC项目实训,设计实际工业控制系统(2)由导师指导学员独立完成实训项目,加强实际应用与操作技能四、培训评估1. 课程结束后进行理论、实践和项目实训的综合考核2. 学员完成基于PLC的实训项目,并进行成果展示3. 对学员的学习情况进行总结和评估,以确定培训效果五、培训师资1. 由资深工程师和教授担任理论教学的讲师,他们具有丰富的PLC理论知识和工程应用经验2. 由资深工程师担任实践教学和项目实训的导师,指导学员进行实际操作和实训项目六、培训成果1. 学员将能够熟练掌握PLC的编程和应用能力2. 学员将具备独立进行工业控制系统设计和开发的能力3. 学员将具备解决PLC故障和故障排除的能力4. 学员将具备团队合作和项目领导的能力以上就是一份完整的PLC培训计划,通过系统、全面的培训,将能够充分满足现代工业自动化对PLC人才的需求,为培养高素质的工业自动化人才打下基础。
PLC培训资料

PLC培训资料一、PLC 简介PLC 是 Programmable Logic Controller 的缩写,即可编程逻辑控制器。
它是一种专门为工业环境应用而设计的数字运算操作的电子系统。
PLC 采用了可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC 具有可靠性高、抗干扰能力强、编程简单、易于维护等优点,广泛应用于工业自动化控制领域,如制造业、冶金、化工、电力、交通等。
二、PLC 的组成1、中央处理器(CPU)CPU 是 PLC 的核心部件,它负责执行用户程序、处理输入输出信号、进行逻辑运算和算术运算等。
2、存储器存储器包括系统程序存储器、用户程序存储器和数据存储器。
系统程序存储器用于存储 PLC 的操作系统和监控程序;用户程序存储器用于存储用户编写的控制程序;数据存储器用于存储 PLC 运行过程中的中间数据和结果。
3、输入输出接口(I/O 接口)I/O 接口是 PLC 与外部设备连接的接口,包括数字量输入接口、数字量输出接口、模拟量输入接口和模拟量输出接口。
通过 I/O 接口,PLC 可以接收外部设备的输入信号,并向外部设备输出控制信号。
4、电源电源为 PLC 提供工作所需的直流电源,通常有 24V 直流电源和220V 交流电源两种。
5、编程设备编程设备用于编写、调试和下载 PLC 的用户程序,常见的编程设备有编程器、个人计算机等。
三、PLC 的工作原理PLC 的工作过程大致分为三个阶段:输入采样阶段、程序执行阶段和输出刷新阶段。
1、输入采样阶段在输入采样阶段,PLC 以扫描方式依次读入所有输入端子的状态,并将其存入输入映像寄存器中。
在本阶段,即使输入状态发生变化,输入映像寄存器中的内容也不会改变,直到下一个扫描周期的输入采样阶段。
2、程序执行阶段在程序执行阶段,PLC 按照从上到下、从左到右的顺序依次扫描用户程序,并对每条指令进行逻辑运算和算术运算。
6 H3U培训资料
Never Stop Improving
以太网
变频器 | PLC | HMI | 伺服驱动器 | 电机 | 大传动 | 新能源
2.5硬件配置-通信网络
Never Stop Improving
— 9—
变频器 | PLC | HMI | 伺服驱动器 | 电机 | 大传动 | 新能源
2.7 H3U软元件资源
Never Stop Improving
— 16 —
变频器 | PLC | HMI | 伺服驱动器 | 电机 | 大传动 | 新能源
3.1 Autoshop软件-本地扩展模块配置
H3u配套本地模拟量扩展模块的参数设置 H3u配套本地扩展模块的地址映射
模拟量扩展模块通道数据通过映射到D(R)元件; 数字量扩展模块地址采用地址顺延的方式, 例如主模块配置为H3u3232MT,那么后面顺延的 数字量地址分别为X40~X47,X50~X57…,Y40~Y47 Y50~Y57…。
H3u标准机型
64K
100ns 200K*8 200K*5
16K
200ns 60K*2+10K*4 100K*3
掉电存储容量
USB COM串行通信 CAN通讯 以太网通讯 扩展模块类型
16K字
支持 COM0/COM1/COM2 RS422*1,RS485*2 需要扩展CAN卡 支持CANLink 需要扩展以太网卡 支持ModbusTcp协议 H2U本地模块,CANLINK 远程模块
H3u部分软元件
X Y 外部输入继电器 外部输出继电器 X0~X377, 8 进制编码 Y0~Y377, 8 进制编码 M0~M499, 一般用 M500~M3071,M3072~M7679,掉电保存 M8000~M8511, 特殊用 T0~T199,T250~T255, 100ms T200~T245, 10ms T246~T249,T256~T511,1ms
汇川控制产实操培训..

◆用户程序和掉电保持数据永久保持。
11:05
特色PLC
老平台
11:05
特色PLC
老平台、 没有高速输入
11:05
特色PLC
XP机型 没有高速输出
11:05
特色PLC
04 空压机二代控制器
H2U-8A91G-XP是基于汇川H2U-XP系列PLC开发的 一款专机,具有H2U-XP系列PLC的编程功能和外 围扩展能力。另配有2路压力(4~20mA)、2路 温度信号处理、1路模拟量输出(0~10V),配 有1路三相相序检测、2路交流电流检测与保护 功能。同时,配有4个独立的串行口、1个 USB、 支持CAN,并可以与无线网络模块实现物联网功 能。
11:05
本地模拟量模块 H2U-4HC
模拟量输出 输入输出混合型
本地I/O模块
本地I/O模块上的X点编号紧接主模块上 X点的编号,依次向后编号。
注意:本地I/O模块X的编号总是从8进 制个位为0开始。 同理,Y的编号同上。
注意:本地I/O模块扩展个数受限制:一是总点数不超过 256。 二是扩展模块消耗的功率之必须少于主模块提供的功率。
11:05
编程软件——AutoShop
1、通讯配置(PLC-PC) 2、固件升级 3、时序监控图、监视 4、故障诊断 5、编译、上传、下载、在线修改
工具 调试
6、加密设置、时钟设置
7、清除PLC内存 8、生成下载文件、批量替换、向导
11:05
PLC
9、远程设备登录
PLC程序执行原理
PLC在stop的状 态如何执行?
11:05
编程软件——AutoShop
11:05
编程软件——AutoShop
汇川PLC与IS500系列伺服之间的控制培训中国工控网
每一个脉冲口都可以独立设置加减速时间、运行中目标值可变
每一个脉冲口都可以独立设置加减速时间
/S-ON 伺服使能信号与脉冲输出之间的逻辑配 合;
(注意伺服本身使能时间)
➢有效条件位M8135-
M8139
特殊功能有效为ON
运行中目标值可变
➢有效条件位M8135-
加速时间
D8148(默认100mS)
减速时间
D8166(默认100mS)
减速时间
D8148(默认100mS)
偏置速度
D8035
偏置速度
D8145
Y001 最大速度 D8053/D8052(默认100000K) 最大速度 D8146/D8147(默认100000K)
输出脉冲个数累积值
D8142/D8143
汇川PLC-H2u与IS500伺服举例:
高性能 定位应用示例:
移动台
DOG
H2U系列PLC提供多种定位指 令,包括原点回归,ABS绝对 位置读出,加减速脉冲输出, 变速脉冲输出,相对及绝对定 位等;
X1原点信号
Y0定位脉冲 Y1脉冲方向 com0/1-com
FNC 指令名称
指令说明
57 PLSY 脉冲输出 59 PLSR 带加减速脉冲输出 155 ABS ABS当前值读出 156 ZRN 原点回归 157 PLSV 可变速脉冲输出 158 DRVA 相对定位 159 DRVI 绝对定位
汇川PLC与IS500系列伺服之间的控 制培训中国工控网
汇川PLC - H2U与IS500位置模式控制(定位指令)
8脉冲、12方向或8-CW、12-CCW
汇川PLC与IS500系列伺服之间的控 制培训中国工控网
plc学习培训计划

plc学习培训计划一、前言PLC(Programmable Logic Controller)编程控制器是现代工业自动化领域中常用的一种控制设备,它能够实现工业自动化中的逻辑控制、运算、顺序控制、计数等功能。
由于PLC 在自动化控制系统中的核心地位,对于工程师们来说,掌握PLC的编程和应用是非常重要的。
因此,我们将制定一套完整的PLC学习培训计划,以帮助工程师们快速提升在PLC 编程和应用领域的技能。
二、培训目标1、全面掌握PLC的基础原理和工作原理;2、熟练掌握PLC的编程方法和技术;3、能够独立进行PLC系统的设计、编程和调试工作;4、在工业自动化控制领域有一定的技术积累和实践经验。
三、培训内容本培训计划将围绕以下几个方面展开:1、 PLC基础知识- PLC的定义和分类- PLC的工作原理- PLC的硬件组成和工作原理- PLC的软件工具和开发环境2、 PLC编程技术- PLC的编程语言和结构- PLC的输入/输出点位设置- PLC的逻辑控制和运算指令- PLC的数据存储和访问方法- PLC的程序设计和调试技巧3、 PLC应用案例分析- PLC在生产线控制中的应用- PLC在工业机械控制中的应用- PLC在自动化装备中的应用- PLC在环境监测系统中的应用- PLC在能源管理系统中的应用4、实践教学和项目实战- 对现有的PLC案例进行分析和实践- 通过实际项目进行PLC编程和调试- 在实际工地或生产线中应用PLC技术四、培训方式本培训计划将采用以下方式进行:1、理论授课- 由资深工程师进行PLC基础知识和编程技术的讲解- 通过案例分析等形式对PLC的应用进行深入探讨- 充分利用多媒体教学手段,辅助学员理解和掌握知识2、实践操作- 在实验室环境中对PLC进行实际的编程和调试操作- 安排专门的实践指导老师进行一对一指导- 提供实际的工程案例进行综合实践3、项目实战- 结合实际项目进行PLC编程和应用- 提供项目实战机会,让学员亲身参与大型工程项目的PLC应用- 在工地或生产线中亲自操作PLC系统,并解决实际问题五、学习评估和考核1、作业评估- 设计考核作业,对学员的理论知识和编程技能进行评估- 每个阶段结束后进行作业评定,对学员的学习情况进行跟踪和指导2、实践评估- 通过实验室实践和项目实战的实际操作,对学员的实践能力进行评估- 挑选一些复杂的项目进行考核,检验学员在PLC应用方面的能力3、综合考试- 设计综合性考试,对学员的整体掌握情况进行考核- 要求学员通过理论考试及实践操作,全面评估学员的学习情况六、培训师资本次培训将邀请以下资深工程师担任讲师或辅导老师:1、PLC系统工程师2、自动化控制工程师3、电气工程师4、工控技术专家5、工业自动化系统设计师七、培训时间和地点时间:每周末进行培训,每次4小时,连续培训三个月地点:在公司控制系统实验室进行理论授课和实践操作八、结语本次培训计划将通过系统的课程设计、真实的实验操作和实战项目,帮助学员全面掌握PLC的基础知识和编程技术,提高工程师在自动化控制领域的技术水平。
PLC基础培训计划
PLC基础培训计划为了帮助工程师和技术人员快速掌握PLC的基础知识和技能,我们设计了一套完整的PLC 基础培训计划,通过系统的学习和实际操作,使学员能够掌握PLC的基本原理、应用和调试技能,为他们未来的工作打下坚实的基础。
培训目标:1. 掌握PLC的基本原理和结构;2. 熟悉PLC的编程方法和语言;3. 能够进行PLC的现场安装和调试;4. 能够独立设计和编写简单的PLC控制程序。
培训内容:第一阶段:PLC基础知识1. PLC的发展历程和应用领域;2. PLC的基本原理和结构;3. PLC的工作原理和功能模块;4. PLC的输入输出(IO)系统;5. PLC的编程方法和语言;6. PLC的常见故障和维护。
第二阶段:PLC编程与应用1. PLC的编程软件介绍和使用方法;2. PLC的编程语言(Ladder logic,Function Block Diagram,Structured Text等);3. PLC的输入输出地址分配和参数设置;4. PLC的逻辑控制程序编写和调试;5. PLC的现场安装和调试;6. PLC的实际应用案例分析。
培训方法:1. 课堂教学:通过理论讲解和案例分析,帮助学员快速掌握PLC的基础知识和理论;2. 实践操作:通过实际操作和实验,让学员能够掌握PLC的编程和应用技能;3. 现场调试:组织学员进行PLC的安装和调试实践,加深他们对PLC的应用和控制原理的理解;4. 案例分析:通过实际工程案例分析,帮助学员了解PLC在工业自动化领域的实际应用。
培训时间和地点:本培训计划为期3个月,每周2次,每次3小时,培训地点为公司内部的实训室。
培训师资和证书:本培训计划将邀请资深的工程师和技术人员担任讲师,他们在PLC领域有丰富的实际经验和技术水平,能够为学员提供专业的培训和指导。
培训结束后,学员将获得公司颁发的PLC基础培训证书。
培训费用:本培训计划对公司内部员工免费,对外部学员收取一定的培训费用,具体费用标准将根据实际情况进行商议。
汇川PLC H2U通讯技术培训资料
MODBUS RTU指 令
波特率
固定为38400
固定为19200
固定为9600
COM0由D8110 COM1由D8120的 Bit7~Bit4设定: 0011b-300BPS 0100b-600BPS 0101b-1200BPS 0110b-2400BPS 0111b-4800BPS 1000b-9600BPS 1001b-19200BPS 1010b-38400BPS 1011b-57600BPS 1100b-115200BPS
D8116设定 01h 02h 03h 不支持 不支持 不支持 不支持 不支持 不支持 不支持 不支持
半双工/全双工模式 由跳线JP0决定 半双工 半双工 不支持 不支持 不支持 不支持 不支持 不支持 不支持 不支持
COM0通信格式 固定 由D8110决定 由D8110决定 不支持 不支持 不支持 不支持 不支持 不支持 不支持 不支持
从站发送(主站接收)
M900~M999 M500~M509 D500~D501
协议解释--N:N协议
N:N协议为PLC内部协议,用于多台(2~8台)PLC并联时 互相交换信息,用户需要设置一台PLC为N:N协议主站,其余若 干个PLC设置为N:N协议从站,且所有使用该协议的PLC串口连 接起来,PLC运行时,不需要用户程序干预,即可实现多台PLC 间互相交换数据,用户程序在本PLC内部特定的数据区可读取 到其他PLC的发送状态数据;本机用户程序将需要广播的数据 复制到特定数据单元,便可让其他PLC读取,简化了通讯处理 工作。
协议解释--并联协议(RS485)
并联协议为PLC内部协议,用于两台PLC并联时互相交换 信息,用户只需要设置一台PLC为并联协议主站,另一台设置 为并联协议从站,两台PLC使用该协议的串口连接起来,不需 要用户程序干预,即可实现两台PLC间互相交换数据。
汇川控制产实操培训

编程软件——AutoShop
1、通讯配置(PLC-PC) 2、固件升级
工具
3、时序监控图、监视 4、故障诊断
调试
5、编译、上传、下载、在线修改
6、加密设置、时钟设置
PLC
7、清除PLC内存
8、生成下载文件、批量替换、向导 9、远程设备登录
PLC程序执行原理
每个扫描周期 输入映射 程序执行 输出刷新
源型接法还是漏 型接法?
I/0接线
COM 口可接 DC24V+吗?
PLC的软件
编程软件:AutoShop2.03;GX PLC 软 件
单板软件:24138-00000,26139-00000
哪些类型的程序 不能直接转换?
1、GX软件中不能通过FX-1N/FX-2N编译的。FX-3G/FX-3U 2、汇川有的而三菱没有的型号PLC。比如H2U-1010MT-XP
本地模拟量模块
本地温度模块
本地温度模块
自整定功能
H2U-WL300DG
华北联保培训知识点
★ ★
★ ★ ★
PLC的通讯端口
PLC串口协议
COM0和COM2的配置与COM1口一样。
ቤተ መጻሕፍቲ ባይዱ
MODBUS协议设置
PLC的COM1口做MODBUS_RTU主站时,与伺服通讯。
8路100K
MT:3路100K
MR: /
H2U/H1U的区别
◆通讯口数比4:3 ◆H1U不能扩展本地模块 ◆H1U主模块上的I/O点数最大60点;H2U达到128点。 ◆H1U不能自动识别扩展卡 ◆H1U的软元件数量比H2U少,且掉电保持区不能更改。 ◆高速输入输出点不一样。
H0U硬件结构
DC24V工作电压
汇川实训报告

一、前言随着我国工业自动化技术的快速发展,PLC(可编程逻辑控制器)作为工业自动化控制的核心技术,越来越受到重视。
为了提升自身在电气自动化领域的专业技能,我参加了汇川技术股份公司的PLC实训课程。
通过这段时间的实训,我对PLC技术有了更深入的了解,以下是我对实训过程的总结与反思。
二、实训目的与内容1. 实训目的- 提高自己在电气自动化领域的专业技能。
- 掌握PLC的基本原理、编程方法和应用技术。
- 熟悉汇川H5U系列PLC的特点和操作方法。
- 培养实际工程应用能力。
2. 实训内容- PLC基本原理与组成- 汇川H5U系列PLC硬件介绍- PLC编程软件AutoShop的使用- PLC程序设计与应用- 电气控制系统设计与调试- 工程案例分析与解决三、实训过程1. 理论学习- 实训初期,我们系统学习了PLC的基本原理、组成和编程方法,为后续实践打下了坚实的基础。
- 通过课堂讲解、案例分析等方式,我们深入了解了汇川H5U系列PLC的特点和操作方法。
2. 实践操作- 在老师的指导下,我们动手搭建了PLC控制系统,并进行了编程和调试。
- 通过实际操作,我们掌握了PLC程序的编写、调试和优化技巧,提高了工程应用能力。
3. 项目实践- 在实训过程中,我们参与了多个实际工程项目,如自动化生产线、物流系统等。
- 在项目中,我们充分发挥所学知识,解决了实际问题,积累了宝贵经验。
四、实训收获1. 专业知识- 通过实训,我对PLC技术有了更深入的了解,掌握了PLC的基本原理、编程方法和应用技术。
- 我熟悉了汇川H5U系列PLC的特点和操作方法,为今后的工作奠定了基础。
2. 实践能力- 在实训过程中,我学会了如何将理论知识应用到实际工程中,提高了自己的实践能力。
- 通过参与项目实践,我积累了丰富的工程经验,为今后的职业发展打下了基础。
3. 团队协作- 实训过程中,我与同学们共同学习、共同进步,培养了良好的团队协作精神。
- 在项目中,我们分工合作,共同解决难题,提高了团队凝聚力。
plc 初级培训计划及大纲
plc 初级培训计划及大纲一、培训背景PLC(Programmable Logic Controller,可编程逻辑控制器)是现代工业自动化控制系统的核心设备之一,已广泛应用于制造业、能源、交通、建筑等领域。
随着工业自动化水平的提高,对PLC工程师的需求日益增加。
因此,开展PLC初级培训,培养一批合格的PLC 工程师,对提升企业的生产效率和竞争力具有重要意义。
二、培训目标本次培训旨在使培训学员掌握PLC的基本原理、结构、编程思想和应用技能,具备基本的PLC编程和故障排除能力,为其成为一名合格的PLC技术员奠定基础。
三、培训内容1. PLC基础知识- PLC的基本原理和功能- PLC的组成结构和工作原理- PLC与传统控制方式的比较2. PLC编程基础- PLC编程的基本概念- PLC编程软件的使用方法- PLC编程语言和程序设计技巧3. PLC应用技能- PLC硬件的选型和安装- PLC输入输出模块的配置和连接- PLC控制程序的编写和调试4. PLC应用案例分析- 通过实际案例,分析PLC在不同行业的应用领域和具体实施方案5. PLC故障排除- 常见PLC故障的识别和排除方法- PLC系统的维护与管理四、培训方式本次培训采用理论教学与实践操作相结合的方式进行。
教师将通过PPT讲解、案例分析、实际操作演示等形式进行教学,学员将在教师的指导下进行实际的PLC编程和调试操作。
五、培训时间本次培训为期2个月,每周3天,每天4小时,共计96个课时。
六、培训人员1. 培训师资力量培训教师应具备扎实的PLC知识和丰富的实践经验,能够结合实际案例进行教学和讲解。
2. 培训学员培训学员应为对工业自动化控制系统感兴趣的相关专业学生、工程师或技术人员,具备一定的电气、自动化等基础知识。
七、培训考核本次培训将进行理论知识考核和实际操作考核,通过考核合格者将颁发培训结业证书。
同时,为提高学员的学习积极性和参与度,还将设置培训竞赛环节,对优秀学员进行表彰和奖励。
Plc企业培训计划书
Plc企业培训计划书一、培训目标为了提高PLC企业员工的专业能力和工作效率,进一步提升企业的竞争力,制定并实施以下培训计划:1.提高员工的PLC基础知识和技能,包括基本原理、编程、调试和故障排除等方面;2.培养员工的团队合作意识和沟通能力,提升团队整体协作效率;3.加强员工的安全意识和质量意识,确保生产过程的安全和质量;4.提高员工的问题解决能力和创新能力,为企业发展提供更多的智慧和力量。
二、培训内容1.基础知识培训(1)PLC的基本原理与结构(2)PLC的编程基础(3)PLC的调试方法(4)PLC的故障排除技巧2.团队合作培训(1)团队建设与培养(2)团队沟通与协作(3)团队冲突管理与解决3.安全与质量培训(1)生产安全意识培训(2)产品质量管理知识(3)健康与环境保护培训4.问题解决与创新培训(1)问题分析与解决思路(2)创新意识培训(3)解决实际问题的方法与技巧三、培训方式1.课堂培训通过邀请行业内的专业讲师,进行经验分享和专业知识的传授。
培训内容包括理论知识讲解、案例分析和实践操作等内容。
2.现场实训组织员工到生产现场进行实地指导和操作,让员工更深入的了解PLC的应用,并且掌握处理实际问题的技巧。
3.小组讨论组织小组讨论,通过相互交流,解决在实际工作中遇到的问题,促进员工之间的经验分享和学习。
4.网络学习提供在线学习资源,让员工可以随时随地学习PLC相关知识,以提高学习的便捷性和效率。
四、培训计划1.基础知识培训(1)课程安排:3天(2)讲师:行业知名专家(3)培训地点:公司会议室(4)培训方式:课堂培训2.团队合作培训(1)课程安排:2天(2)讲师:企业内部人力资源培训专家(3)培训地点:公司员工活动室(4)培训方式:小组讨论3.安全与质量培训(1)课程安排:2天(2)讲师:公司内部安全和质量监督部门专业人员(3)培训地点:生产车间(4)培训方式:现场实训4.问题解决与创新培训(1)课程安排:2天(2)讲师:外部培训专家(3)培训地点:公司会议室(4)培训方式:课堂培训五、培训评估1.课程评估学员参加培训后,进行培训效果的评估,调查学员对培训内容、讲师授课水平、培训时间安排等方面的满意度。
汇川PLC与伺服控制培训
特殊功能有效为ON 特殊功能有效为
设备实际情况脉冲切换条件最好用伺服的“ 设备实际情况脉冲切换条件最好用伺服的“位置到达 ”信号 如在快速正反转、多动作之间的逻辑切换等) (如在快速正反转、多动作之间的逻辑切换等)
位置
有效条件位M8085有效条件位M8085-M8089 M8085
切换间隔
使用注意事项
(
)
/1000) ]
输 出 脉 冲 频 率 的 最 低 频 率 值
汇川PLC-H2u与IS500伺服举例: 汇川PLC-H2u与IS500伺服举例: PLC 伺服举例
高性能
定位应用示例:
移动台
DOG
H2U系列PLC提供多种定位指 令,包括原点回归,ABS绝对 位置读出,加减速脉冲输出, 变速脉冲输出,相对及绝对定 位等; FNC 指令名称 PLSY PLSR ABS ZRN PLSV DRVA DRVI 指令说明 脉冲输出 带加减速脉冲输出 ABS当前值读出 ABS当前值读出 原点回归 可变速脉冲输出 相对定位 绝对定位
最大速度 D8057/D8056(默认100000K) 最大速度 输出脉冲个数累积值 脉冲输出停止 脉冲输出监控
Y4脉冲口相关特殊元件 Y4脉冲口相关特殊元件
端口 特殊功能有效(M8139=ON) 特殊功能有效(M8139=ON) 运行中改脉冲个数有效 加速时间 减速时间 偏置速度 Y004 D8108(默认100mS) D8169(默认100mS) D8038 特殊功能无效(M8139效 加速时间 减速时间 偏置速度 D8148(默认100mS) D8148(默认100mS) D8145 D8146/D8147(默认100000K) D8154/D8155 M8154 M8151
plc员工培训计划
plc员工培训计划一、前言PLC(Programmable Logic Controller,可编程逻辑控制器)是一种用于工业控制系统的计算机控制系统,用于控制生产线和机器设备的自动化运行。
PLC系统的性能和稳定性对企业的生产效率和产品质量具有重要影响。
因此,为了提高员工对PLC系统的理解和熟练应用,企业需要对员工进行相应的培训。
本文将从员工培训的必要性、培训内容、培训方式和培训成效等方面展开论述,为企业制定合理的PLC员工培训计划提供参考。
二、员工培训的必要性1. 提高生产效率PLC系统的运行与维护需要专业的知识和技能,只有经过培训的员工才能正确使用和维护PLC系统,从而提高生产效率。
2. 保障生产安全PLC系统是工业控制的重要组成部分,员工对PLC系统的错误操作可能导致生产事故,通过培训员工可以避免这种情况的发生,保障生产安全。
3. 提高产品质量PLC系统的正确运行对产品质量具有直接影响,通过培训员工可以提高其对PLC系统的理解和掌握,从而提高产品质量。
4. 增加员工技能PLC系统的不断发展和更新需要员工具备相应的技能,通过培训可以帮助员工不断提升自身的技能水平,增加个人和企业的竞争力。
三、培训内容1. PLC系统基础知识培训内容包括PLC系统的基本概念、原理、组成结构和工作方式等,让员工对PLC系统有一个全面的了解。
2. PLC编程及调试培训员工掌握PLC编程的常用语言、编程工具和调试技巧,包括Ladder Diagram(LD)/梯形图、Function Block Diagram(FBD)/功能块图、Structured Text(ST)/结构化文本和Sequential Function Chart(SFC)/顺序功能图等。
3. PLC系统维护和故障排除培训员工掌握PLC系统的维护方法和常见故障排除技巧,包括硬件故障、软件故障和通信故障的处理方法。
4. 安全操作规程培训员工掌握PLC系统的安全操作规程,包括使用、维护和维修过程中的安全注意事项和操作流程。
汇川PLC—H2U系列硬件技术培训

外部将“SS”端与 外部将“SS”端与 COM”端连接 端连接, “COM”端连接,即成 为源型方式, 为源型方式,开关信号 24V- 由24V-X输入
H2U系列PLC输入端口--X0~X7端口功能 H2U系列PLC输入端口--X0~X7端口功能 系列PLC输入端口--X0~X7
控制器的发展趋势
网络总线: 标准化 网络总线: 功能模块: 智能化 功能模块: 控制技术: 冗余化 控制技术: 编程语言: 统一化 编程语言: 控制管理: 一体化 控制管理:
提纲
1. 2. 3. 4. 5. 6. 7. 8. PLC控制器的发展 H2U系列简介 系列简介 X输入的说明 Y输出的说明 电源的使用 扩展模块 选配件介绍 PLC的选型
漏型信号: 输入信号有效时, 由X端口向外取 电流。
SS”端与 外部将 “SS”端与 24V”端连接 端连接, “24V”端连接, 即成为漏型方式, 即成为漏型方式, 开关信号由X 开关信号由X- COM输入 COM输入
H2U系列PLC输入端口--输入信号极性 H2U系列PLC输入端口--输入信号极性 系列PLC输入端口--
国际公司: 西门子,三菱,罗克维尔,欧姆龙,施耐德,富士,通用, GE,松下,LG 国内公司: 台达,永宏,和利时,信捷,安控,亚锐,深圳汇川,深圳人 机
PLC的分类
• 按I/O点数分: 点数分: 点数分 微型: 100点以内 小型: 100- 500点 中型: 500-1000点 大型:1000点以上 • 按结构分: 按结构分: 模块化,背板式 H2U系列 系列PLC属于: 属于: 系列 属于 小型PLC,模块化结构 小型 ,
汇川PLC与伺服控制培训

输出脉冲频率 的最低频率值
DRVI/DRVA指令速度限制
• 速度范围10—100000Hz频率; 输出频率最低值:
最高频率(
) /[2*( 加 减 速 度 时 间 (
)/1000) ]
输出脉冲频率 的最低频率值
8脉冲、12方向或8-CW、12-CCW
PLC-H2U与IS500位置模式运行程序
PLC-H2U +IS500伺服实例计算
F M
备注:汇川伺服电机为2500增量编码器, 电子齿轮比1/1时,伺服电机单圈脉冲
加速时间
D8104(默认100mS)
特殊功能无效(M8135=OFF) 运行中改脉冲个数无效
加速时间
D8148(默认100mS)
减速时间
D8165(默认100mS)
减速时间
D8148(默认100mS)
偏置速度
D8034
偏置速度
D8145
Y000 最大速度 D8051/D8050(默认100000K) 最大速度 D8146/D8147(默认100000K)
特殊功能有效为ON
设备实际情况脉冲切换条件最好用伺服的“位置到达” 信号
(如在快速正反转、多动作之间的逻辑切换等)
切换间隔
位置 有效条件位M8085-M8089
使用注意事项
根据设备实际情况脉冲切换条件最好用伺服的“位置到达”信号; (如在快速正反转、多动作之间的逻辑切换等)
持续追求、超越梦想。。。
伺服转速/秒 = H2U脉冲数/单圈脉冲=s100000比/2475≈40.4转/秒*60=2424转/分 钟
丝杠转速/秒 = 伺服最大速度/减速比=100000/2475/2≈20.2 转/秒
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品定位
Never Stop Improving
产品定位
强大的组网功能
PC
信息层 (以太网)
控制层 (工业总线)
HMI
PLC
设备层 (485,232,422)
HMI
PC
PLC
4AD 4DA
4PT 4TC 2AD
IS500
IS500
H0U-XP
MD380
MD280
Never Stop Improving
C:24VAC输入; D:24VAC输入; 8. 衍生版本号
Never Stop Improving
产品介绍
Never Stop Improving
产品介绍
Never Stop Improving
产品介绍
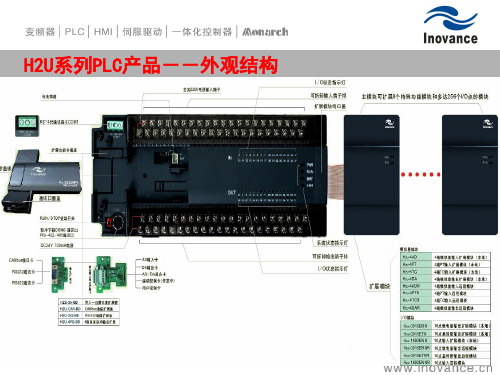
H2U主模块
Never Stop Improving
产品介绍
Never Stop Improving
产品介绍
Never Stop Improving
产品介绍
H2U - 3232MRA - X
①② ③ ④⑤⑥⑦ ⑧
1. 汇川控制器; 2. 系列号; 3. 输入点数; 4. 输出点数; 5. 模块分类 M:通用控制器模块;P:定位型控制器;
N:网络型控制器; E:扩展模块; 6. 输出类型 R:继电器输出类型;T:晶体管输出类型; 7. 供电电源类型 省略:220VAC输入;B:110VAC输入;
ISMH1
ISMH2
NICE3000
CAN600
目录
一
产品介绍及定位
二
产品主要特点
三
编程工具--Autoshop
四
扩展模块使用介绍
五
高速、定位指令介绍
六
MODBUS、CAN-link软件配置及以太网卡介绍
七
PLC与伺服及变频器通讯介绍
Never Stop Improving
产品主要特点
稳定性能 • H2U系列PLC完全通过了业界IEC61131-2国际标准的第三方测试 •电磁抗扰与兼容优于业界测试指标 •通过了极限工作温度、防护、抗振动测试 •符合UL安规检查规范 •长期的测试完善,确保了绝对不死机无误动
*为了增加通信距离,每个从站有2个CAN 收发器,从而起到信息的存储转发功能 *每个从站具备4路隔离数字量输入,4路隔 离数字量输出,1路DA电压输出(0-10V), 一路模拟量输入(0-10V)。
Never Stop Improving
产品介绍
Never Stop Improving
产品介绍
Never Stop Improving
产品介绍
新增加的一些卡
俩路混合输入(4-20mA,0-10V), 俩路电压输出(0-10V)
H1U-232卡
H1U-4A卡
新增差分信号转集电极模块
Never Stop Improving
产品介绍
板式PLC
主要用在剑杆织机上面
1.支持2路60K高速计数 2.支持3路100K脉冲输出
加强版远程I/O
独立的COM1, COM2口
产品主要特点
通讯性能 • 支持并联通讯协议 • 支持N:N通讯协议(最多再连7台) • 支持HMI监控协议
Never Stop Improving
产品主要特点
通讯性能
PLC
• 支持Modbus主从协议
• 支持Modbus的RTU模式 • 支持Modbus的ASCII模式
产品介绍
Never Stop Improving
产品介绍
Never Stop Improving
产品介绍
Never Stop Improving
产品介绍
Never Stop Improving
产品介绍
Never Stop Improving
产品介绍
Never Stop Improving
MODBUS
• 支持Modbus2指令 • 最多接247个设备
伺服器
变频器
触摸屏
仪表
Never Stop Improving
产品主要特点
通讯性能
• 最多可连62个模块 • 最大波特率1Mbps
远程I/O 远程AD
远程DA
Never Stop Improving
伺服器
HMI PLC主站
CANlink总线
Never Stop Improving
产品主要特点
通讯性能
可以实现独立的三路标准 RS485通讯口
• 支持HMI监控协议 • 支持并联协议 • 支持N:N协议 • 支持Modbus主从协议 • 支持CANlink协议 • 支持自由协议 • 支持PCLink协议Ne来自er Stop Improving
变频器
产品主要特点
高速性能
• 高速输入通道最多可达6路,频率 可达60kHz
• 高速输出通道最多可达3路,频率 可达100kHz
• 高速计数采用硬件方式,不影响 执行速度
高速输入: 高速计数器 频率测量 高速比较
高速输入
实时反应: 输入中断 脉冲捕捉 输入滤波器调整
输入
高精度和固定周期
・1ms定时器 ・时钟中断
产品介绍
Never Stop Improving
产品介绍
H1U扩展卡 H2U扩展卡
Never Stop Improving
产品介绍
PLC选配件
H2U-6A卡
H2U-422卡
H2U-232卡
H2U-CAN卡
H2U-485卡
Never Stop Improving
H1U-CAN卡
PLC编程线缆
电池 H2U-EXP-CAB
汇川PLC产品介绍
销售与服务管理部 段海峰
Never Stop Improving
目录
一
产品介绍及定位
二
产品主要特点
三
编程工具--Autoshop
四
扩展模块使用介绍
五
高速、定位指令介绍
六
MODBUS、CAN-link软件配置及以太网卡介绍
七
PLC与伺服及变频器通讯介绍
Never Stop Improving
Never Stop Improving
产品主要特点
扩展性能 强大的扩展功能
最多可接8个本地功能模块 提供大容量DC24V电源,对外支持700mA负载;
Never Stop Improving
产品主要特点
加密性能 与同行机型相比,H2U-XP系列PLC对用户程序的保密,提供了更严密的 保护 • 无论何种途径,用户均无法访问到密码信息 • 采用PLC内部密码校验方式,无法截获密码 • 密码可采用8位字符或数字组合,其组合数比纯数字组合多出几个数 量级 • PLC对密码屡试次数有限制,超过10次数即锁定密码,限制再试,增 加了破解难度
Never Stop Improving
产品主要特点
高速性能 高速处理指令的增强功能
指令 PLSY
PLSR DRVI DRVA
M标志为ON时指令的加强功能 可以在运行中更改输出脉冲频率和个数 可以实现脉冲输出完成中断 可以更改加、减速时间。