(完整版)数控车实训图纸
数控车床图纸

数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
图形的型值点的坐标值:
1,X16 Z-8 2,X16 Z-13 3,X20 Z-15 4,X20 Z-33 5,X26 Z-36 6,X26 Z-42
数控车床图纸
数控车床图纸 控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控程序编程的数控车床图纸(作业)
数控车床图纸
此课件下载可自行编辑修改,供参考! 感谢你的支持,我们会努力做得更好!
数控车床图纸数控程序编程的参考解答编辑ppt数控车床图纸数控程序编程的参考解答编辑ppt数控车床图纸数控程序编程的参考解答编辑ppt数控车床图纸数控程序编程的参考解答编辑ppt数控车床图纸数控程序编程的参考解答图形的型值点的坐标值
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车比赛图纸(共7套)

数车实操题
抛物线方程:
技术要求
1.锐边倒角C0.3
2.涂色锥面接触面不小于50%
3.圆锥与圆弧过渡光滑
4.未注尺寸公差按GB/T1804-m加工检验
技术要求:1.锐边去毛刺2.未注倒角C1
3.圆弧过渡光滑
4.未注尺寸公差按GB/T1804-m加工检验
(件1)
其余
(件2)
技术要求
1. 件1对件2锥体部分涂色检验,接触面积>60%
2. 外锐边及孔口锐边去毛刺
3. 不允许使用砂布抛光。
其余
(件3)
技术要求
1.件1对件2锥体部分涂色检验,接触面积>60%
2.外锐边及孔口锐边去毛刺
3.不允许使用砂布抛光。
(件1)
(件2)技术要求
1.件3与件1和件2端面间隙小于0.05mm
2.外锐边及孔口锐边去毛刺
3.锥面接触面积大于60%
其余
(件3)
技术要求
1.件3与件1和件2端面间隙小于0.05mm
2.外锐边及孔口锐边去毛刺
3.锥面接触面积大于60%
(件1)
其余(件2)
技术要求
1.外锐边及孔口锐边去毛刺2.锥面接触面积大于60%
(件1)
其余(件2)
其余
(件3)
技术要求
1.锐边去毛倒棱,未注倒角C1
2.件3圆弧与件2配作
3.件2锥面与件1配作
技术要求:
1.螺纹配合松紧适中。
2.涂色法检查接触精度,接触面积大于60%。
其余
技术要求
1.外锐边及孔口锐边去毛刺
2.不允许使用砂布抛光。
数控车床图纸实用全套PPT

数控车床图纸(túzhǐ) 数控程序编程的参考解答
第八页,共9页。
谢谢(xiè xie)观看
第九页,共9页。
数控车床图纸 数控程序编程的参考(cānkǎo)解答 数控车床图纸(túzhǐ) 数控车床图纸(túzhǐ) 数控程序编程的参考解答 数控车床图纸(túzhǐ) 数控程序编程的参考解答 数控车床图纸(túzhǐ) 数控车床图纸(túzhǐ) 图形(túxíng)的型值点的坐标值: 数控车床图纸 数控程序(chéngxù)编程的参考解答 数控车床图纸(túzhǐ) 数控车床图纸(túzhǐ) 数控程序编程的参考解答 数控车床图纸(túzhǐ) 图形(túxíng)的型值点的坐标值: 数控车床图纸(túzhǐ) 数控车床图纸 数控程序编程的参考(cānkǎo)解答 1,X16 Z-8 2,X16 Z-13 3,X20 Z-15
数控车床图纸(túzhǐ)
第一页,共9页。
数控车床图纸 数控程序(chéngxù)编程的参考解答
第二页,共9页。
数控车床图纸(túzhǐ) 数控程序编程的参考解答
第三页,共9页。
数控车床图纸 数控程序编程的参考(cānkǎo)解答
第四页,共9页。
数控车床图纸 数控程序编程的参考(cānkǎo)解答
图形(túxíng)的型值点的坐标值: 1,X16 Z-8 2,X16 Z-13 3,X20 Z-15 4,X20 Z-33 5,X26 Z-36 6,X26 Z-42
第五页,共9页。
数控车床图纸(túzhǐ页。
数控车床图纸 数控程序编程的参考(cānkǎo)解答
华中数控车床实训图纸及参考程序
工作任务11.1 机械加工工序卡片1.2 刀具卡片1.3 加工参考程序1.3.1 工件左端程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X42Z2G71U1.2R0.5P10Q20X0.5G00X100Z100M05M00T0101G95M03S1500F0.05 精加工;G00X42Z2N10G00X27G01Z0Z-20X35X36W-0.5Z-68N20X42G00X100Z100M05M301.3.2 工件右端程序;O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X42Z2G71U1.2R0.5P10Q20X0.5G00X100Z100M05M00T0101G95M03S1500F0.05G00X42Z2N10G00X19G01Z0X20Z-0.5Z-10X23X24W-0.5Z-25X34.5X36W-15X35X36W-0.5N20X40G00X100Z100M05M30工作任务22.1 机械加工工序卡片2.2 刀具卡片2.3 加工程序2.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G0X37.99G1Z0N20Z-22G0X100Z100M5M302.3.2 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G0X6G1Z0X10W-2Z-10G02X20Z-15R5G1Z-25G03X28W-4R4G1Z-42N20X37.99Z-52G00X100Z100M5M30工作任务33.1 机械加工工序卡片3.2 刀具卡片3.3 加工程序3.3.1 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X32Z2G71U1.5R0.5P10Q20X0.6Z0.1G00X100Z100M05M00T0101G95M03S1500F0.06G00X32Z2N10G00X0G01Z0X18.98G03X24.98Z-3R3G1Z-25G00X100Z100M05M303.3.2 工件右端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X32Z2G71U1.5R0.5P10Q20X0.6Z0.1G00X100Z100M05M00T0101G95M03S1500F0.06G00X32Z2N10G00X0G01Z0G03X12Z-6R6G01Z-13X15.8W-2Z-33X18X20Z-43W-5G02X24Z-50R2G1X24.98G00X100Z100M05M00T0202 4mm宽的切槽车刀;G95M03S450F0.03G00X18Z-33G01X12G04P2G0X18X100Z100M05M00T0303 60°螺纹刀;G95M03S450G00X18Z-10G82X15Z-29F1.5X14.6Z-29X14.2Z-29X14Z-29X13.85Z-29X13.85Z-29G00X100Z100M05M30工作任务44.1 机械加工工序卡片4.2 刀具卡片4.3 加工程序4.3.1 工件左端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G00X32Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M05M00T0101G95M03S1500F0.05 精加工;G0X32Z2N10G00X16G01Z0G03X24Z-4R4Z-20X26X28W-1Z-32N10X32G00X100Z100M05M304.3.2 工件左端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00X4.68G01Z0G03X10.58Z-2.48R3G01X14.98Z-8Z-12X16X20W-2Z-27X26X28W-1N20X32G00X100Z100M05M00T0202 4mm切槽刀G95M3S500F0.03G00X32Z2Z-27G01X16.1X21W1X16G04P2W-1G00X22W3G01X16W-2G00X32G00X100Z100M05M00T0303 60°螺纹车刀G95M03S400G00X22Z-10G82X19.2Z-23F1.5X18.6Z-23X18.2Z-23 X18.04Z-23 X18.04Z-23 G00X100Z100M05 M30工作任务55.1 机械加工工序卡片5.2 刀具卡片5.3加工程序5.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0X14X28Z-12N20W-30G00X100Z100M5M00T0202 3mm的切槽刀;G95M03S500F0.03G0X32Z2Z-34G01X24.1X30W3X24W-3X30W8X24.1X30W3X24W-3X30G00X100Z100M5M3025.3.2 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G00X32Z2N10G00X0G01ZX12X16Z-2Z-20X16.45G03X20.45X-21.94R2N20G02X28Z-41R60G0X100Z100M5M00T0202 3mm的切槽刀;G95M3S500F0.03G00X20Z2Z20G01X12X18W1X12W-1X20G00X100Z100M5M00T0303 60度螺纹刀;G95M3S500G00X20Z2G82X25.6Z-18F1X25.4Z-18X25.3Z-18X25.2Z-18X25.1Z-18X24.99Z-18X24.99Z-18G00X100Z100M5M30工作任务66.2 刀具卡片6.3加工程序6.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0X20X24Z-2Z-20X27.4X28Z-20.3N20Z-45G00X100Z100M05M00T0202 3mm的切槽刀;G95M3S500F0.03G00X32Z2Z-20G01X18.1X25W2X18W-2X25G00X100Z100M5M0T0303 60度螺纹刀;G95M3S500G00X26Z2G82X23.2Z-17F2X22.8Z-17X22.6Z-17X22.4Z-17X22.2Z-17X21.84Z-17X21.84Z-17G00X100Z100M5M306.3.2 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 35°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0G03X9Z-2.03R6X17.44Z-35.51R30N20G02X28Z-55R14G00X100Z100M5M30工作任务77.1 机械加工工序卡片7.2 刀具卡片7.3 加工程序7.3.1 工件左端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X37.38G01Z0X37.98Z-0.3Z-25N20X42G00X100Z100M05M00T0202 5mm切槽刀;G95M3S500F0.03G00X42Z2Z-14G01X34G04P2G00X42G00X100Z100M05M307.3.2工件右端加工程序:%0002T0101 90°外圆车刀;G95M3S600F0.15G00X42Z2G71U1.2R0.5P10Q20X0.8 G00X100Z100M05M00T0101G95M3S1500F0.05G00X42Z2N10G00X0G01Z0G03X16Z-8R8G01X18X20W-1Z-28X20.08X24.98Z-48Z-52X37.38X37.98W-0.3N20X42G00X100Z100M05M00T0404 4mm切槽刀;.G95M03S500F0.03G00X22Z2Z-28G01X18G04P2G00X22W1G01X18W-1G00X100Z100M05M00T0303 60°螺纹车刀;G95M03S400G00X22Z-6G82X19.2Z-25F1.5X18.6Z-25X18.2Z-25X18.04Z-25X18.04Z-25G00X100Z100M05M30工作任务88.1 机械加工工序卡片8.2 刀具卡片8.3 加工程序8.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 35°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00ZX0G01Z0X31.4X32Z-0.3Z-20G02X32Z-35R12N20G01W-5G00X100Z100M5M308.3.2 工件右端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00ZX0G01Z0X22X26Z-2Z-5G03X26Z-20R15G01Z-30X28N20X32Z-50G00X100Z100M5M00T0202 60度螺纹刀;G95M3S500G00X34Z-29G82X31.2Z-51I2.1F2X30.6Z-51X30.2Z-51X29.8Z-51X29.4Z-51X29.4Z-51G00X100Z100M5M30工作任务99.1 机械加工工序卡片9.2 刀具卡片9.3 加工程序9.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X26X30-2Z-19X41.4X42Z-19.3Z-31 加了4毫米;X47.4X48Z-37.3N20Z-55G00X100Z100M05M00T0202 3mm的切槽刀;G95M3S500F0.03G00X52Z2Z-19G01X26.1X32W1X26W-1G00X52Z-38G01X32.1X50W2X32W-2X50W5X48X32W-3X50W-5X48X32W3X50G00X100Z100M5M00T0303 60度的螺纹刀;G95M3S500G82X28.9Z-17F2X28.3Z-17X27.7Z-17X27.3Z-17X27.2Z-17X27.2Z-17G00X100Z100M5M308.3.2 工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0G03X30Z-7.5R18.75X45Z-30R37.5X32Z-51.11R37.5G01W-5.89X48W-3N20X50G00X100Z100M5M30工作任务1010.2 刀具卡片10.3 加工程序10.3.1 工件左端外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X62Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X62Z2N10G00X49.4G01Z0X50Z-0.3Z-22N20X62G00X100Z100M05M3010.3.2 工件左端内孔加工程序:O0002 文件夹名;%0002 程序名;T0202 内孔车刀;G95M3S400F0.15G0X22Z2G71U1R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0202G95M3S800F0.05G0X22Z2N10G00X34.4G01Z0X30.4Z-2Z-20X25.42X26.02W-0.3Z-31N20X22Z2G00X100Z100M05M00T0303 5mm内孔切槽刀;G95M03S500F0.03G00X22Z2Z-20G01X28.4X22W2X28.4W-2G00X22Z2G00X100Z100M05M00T0404 60°内螺纹车刀;G95M03S400G00X22Z2G82X30Z-16F1.5X30.6Z-16X31Z-16X31.8Z-16X32Z-16X32Z-16G00X100Z100M05M3010.3.3 工件右端外圆加工程序:O0003 文件夹名;%0003 程序名;T0101 35°尖刀;G95M3S500F0.15G0X62Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X62Z2N10G00X56G01Z0G03X45.73Z-16.16R28G02X50Z-50R27G00X62G00X100Z100M05M3010.3.4 工件右端内孔加工程序:O0004 文件夹名;%0004 程序名;T0202 内孔车刀;G95M3S400F0.15G0X22Z2G71U1R1P10Q20X-0.5Z0.1G0X100Z100M5M0T0202G95M3S800F0.05G0X22Z2N10G0050G01Z0G03X28.02Z-20.71R25G01Z-40.71X23.42X24.02W-0.3N20X22Z2G00X100Z100M05M30工作任务1111.1 机械加工工序卡片11.2 刀具卡片11.2 加工程序11.3.1工件左端加工程序O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X42.4X43Z-0.4N20Z-35G00X100Z100M5M3011.3.2工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X42.4X43Z-0.3N20Z-12G00X100Z100M5M3011.3.3工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0G03X23.03Z-3.49R20.76X27.57Z-5.81R7.83N20G02X43Z10R9G00X100Z100M5M3011.3.4 工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101G95M3S500F0.15G0X10Z2G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X10Z2N10G00X43G01Z0G02X27.57Z-4.91R9G03X23.03Z-6.51R7.83N20X12Z-9.12R20.76G0X10Z2X100Z100M5M30工作任务1212.1 机械加工工序卡片12.2 刀具卡片12.3 加工程序12.3.1 件2左端外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X25.98X29.98Z-2Z-25N20X42G00X100Z100M05M00T0202 4mm切槽刀;G95M03S500F0.03G00X35Z2Z-25G1X26X35G00X100Z100M05M30件2 右端程序:0002 文件名;%0002 程序名;T0101 90°外圆车刀;G95M3S600F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1 G00X100Z100M05M00T0101G95M3S1500F0.05G0X42Z2N10G0X0G1Z0N20G03X30Z-30.66R19G0X100Z100M512.3.2 件1左端外圆程序:0003 文件名;%0003 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G0X47.99N20Z-15G00X100Z100M5M30T0303 内孔车刀;G95M3S400F0.15G0X242G71U1.2R1P10Q20X-0.5Z0.1G0X100Z100M5M0T0303G95M3S550F0.08G0X24Z2N10G03X38Z-[SQRT19*19-15*15]R19 G1X24N20Z2G00X100Z100M5M30件1 右端程序:0003 文件名;%0003 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1 G00X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N20G00X36G1Z0X40W-2X40Z-25N20X48W-15G00X100Z100M5M00T0303 内孔车刀;G95M3S450F0.15G0X24Z2G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0303G95M3S550F0.08G0X24Z2N10G0X34G1Z0X30W-2Z-40N20X28G0Z2G00X100Z100M5M30工作任务1313.2 刀具卡片13.3 加工程序13.3.1 件2外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00X0G01Z0X47.4X48Z-0.3N20Z-32:G00X100Z100M5M3013.3.2 件1左端外圆加工程序;O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00X0G01Z0X46X48Z-1N20Z-25G00X100Z100M5M3013.3.3 件1 右端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X5Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X5Z2N10G00X0G01Z0X30X36Z-30N20X50G00X100Z100M5M3013.3.1 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 内孔车刀;G95M3S500F0.15G0X26G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0101G95M3S800F0.05G0X26Z2N10G00X36G01Z0N20Z-30G0X28Z2X100Z100M5M30工作任务1414.1 机械加工工序卡片14.2 刀具卡片14.3 加工程序14.3.1 件2外圆加工程序:O0001 文件夹名;%000 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X37.4X38Z-0.3N20Z-35G00X100Z100M5M3014.3.2 件1左端圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X34X38Z-2Z-25N20X40G00X100Z100M5M3014.3.3 件1右端外圆加工程序;O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2:G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X26X30Z-2Z-30N20X40G00X100Z100M5M00T0202 3mm刀宽切槽刀;G95M3S500F0.03G00X42Z2Z-30G01X26.1X32W2X26.1X32W2X30X26W-2W-2X32G00X100Z100M5M00T0303 60°螺纹刀;G95M3S500G00X38Z2G82X29.2Z-25F1.5X28.8Z-25X28.4Z-25X28.2Z-25X27.83Z-25X27.83Z-25G000X100Z100M5M3014.3.3 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 内孔车刀;G95M3S400F0.15G0X26Z2G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0101G95M3S800F0.05G0X26Z2N10G00X31.83G01Z0X27.83Z-2N20Z-32G0X24Z2X100Z100M5M00T0202 60度内孔螺纹刀;G95M3S400G00X28Z2G82X28.6X-32F1.5X29Z-32X29.4Z-32X29.8Z-32X29.9Z-32X30Z-32X30Z-32G00X100Z100M5M30。
数车实训图纸

日 期
签 字
CNC—车削技术
制图
审核
比例
1∶1
材料
φ55×48
标准
数量
1
系统
FANUC-TC
黄岩第二职业技术学校实训图纸
学号
图号
CNC—20
20
加工要求:1、合理安排加工工艺,正确装夹工件;
2、用G71、G70编程加工该工件内、外轮廓;
3、修改摩耗,保证工件尺寸精度要求。
学号
图号
CNC—10
10
加工要求:1、熟练掌握G32、G92加工螺纹;
2、用G71、G70编程加工该工件;
3、修改摩耗,保证工件尺寸精度要求。
日 期
签 字
CNC—车削技术
制图
审核
比例
1∶1
材料
φ36×78
标准
数量
1
系统
FANUC-TC
黄岩第二职业技术学校实训图纸
学号
图号
CNC—11
11
加工要求:2、用G71、G73、G70编程加工该工件;
日 期
签 字
CNC—车削技术
制图
审核
比例
1∶1
材料
φ36×78
标准
数量
1
系统
FANUC-TC
黄岩第二职业技术学校实训图纸
学号
图号
CNC—17
17
加工要求:1、熟练掌握左右刀补加工成型槽;
2、修改摩耗,保证工件尺寸精度要求。
日 期
签 字
CNC—车削技术
制图
审核
比例
1∶1
材料
φ36
标准
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控程序编程的数控车床图纸参考! 感谢你的支持,我们会努力做得更好!
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
图形的型值点的坐标值:
1,X16 Z-8 2,X16 Z-13 3,X20 Z-15 4,X20 Z-33 5,X26 Z-36 6,X26 Z-42
数控车工普车操作图纸大全
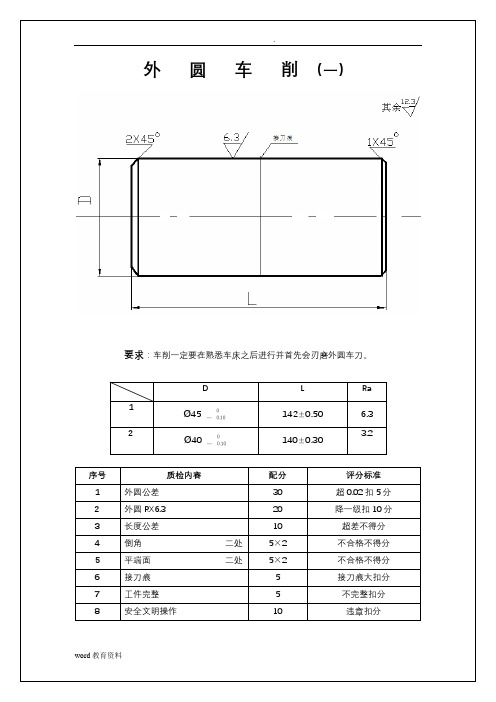
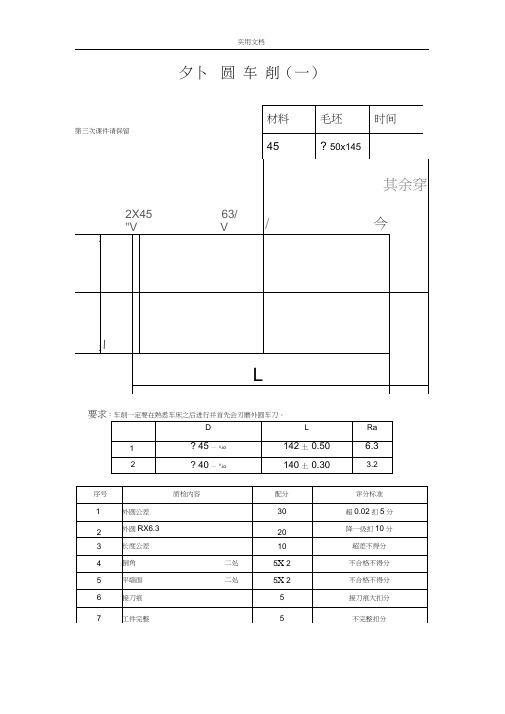
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1Ø45—00.10142±0.50 6.32Ø40—00.10140±0.303.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分第三次课件请保留阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x145材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
数控车床实训系列图纸

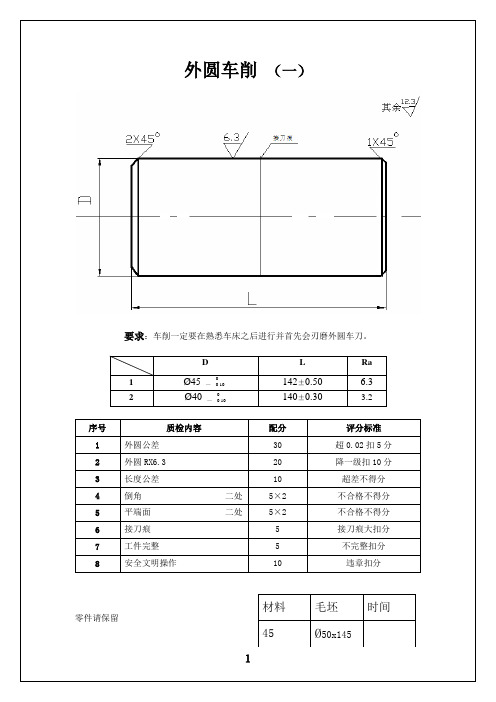
要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
数控车练习系列图纸
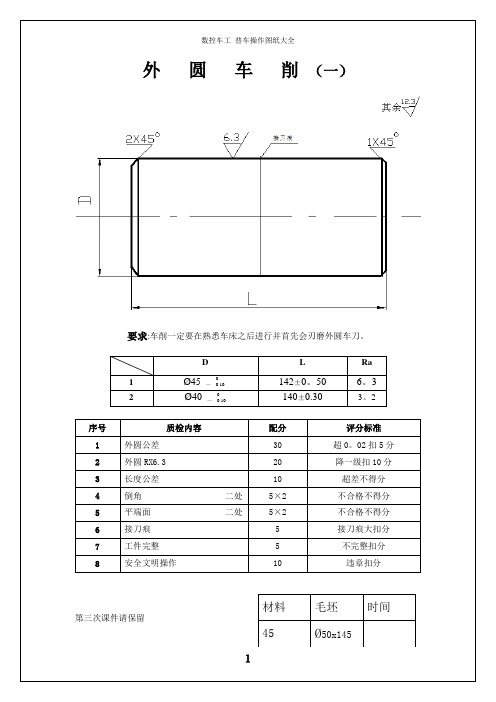
要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间零件请保留45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
华中数控车床实训图纸及参考程序

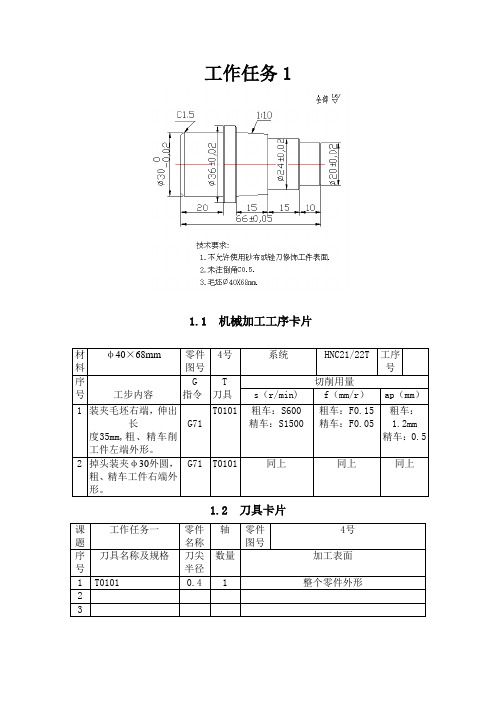
华中数控车床实训图纸及参考程序Document number:NOCG-YUNOO-BUYTT-UU986-1986UT工作任务1 机械加工工序卡片材料φ40×68mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度35mm,粗、精车削工件左端外形。
G71T0101 粗车:S600精车:S1500粗车:精车:粗车:精车:2 掉头装夹φ30外圆,粗、精车工件右端外形。
G71 T0101 同上同上同上刀具卡片课题工作任务一零件名称轴零件图号4号序号刀具名称及规格刀尖半径数量加工表面1 T0101 1 整个零件外形23加工参考程序1.3.1 工件左端程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;95M600FG00X42Z2100M95M1500F 精加工;G00X42Z2N10G00X27G01Z0Z-20X35Z-68N20X42G00X100Z100M05M301.3.2 工件右端程序;O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;95M600FG00X42Z2100M95M1500F10G100M工作任务2机械加工工序卡片材料φ40×74mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度25mm,粗、精车削工件左端外形。
G71T0101 粗车:S500精车:S1500粗车:精车:粗车:精车:2 掉头装夹φ38外圆,粗、精车工件右端外形。
G71 T0101 同上同上同上刀具卡片课题工作任务二零件名称轴零件图号4号序号刀具名称及规格刀尖半径数量加工表面1 T0101 1 整个零件外形23加工程序2.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;95M3500FG0X42Z295M31500F10G2.3.2 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;95M3500FG0X42Z295M31500F10G工作任务3机械加工工序卡片材φ30×72mm 零件4号系统HNC21/22T 工序刀具卡片加工程序3.3.1 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;95M600FG00X32Z2100MM00T010195M1500FG00X32Z2N10G00X0G01Z0G1Z-25G00X100Z100M05M303.3.2 工件右端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;95M600FG00X32Z2100M95M1500F10G100M 4mm宽的切槽车刀;95M450FG00X18Z-33G01X12G04P2G0X18X100Z100M05M00T0303 60°螺纹刀;G95M03S450G00X18Z-10-29FX14Z-29G00X100Z100M05M30工作任务4机械加工工序卡片材料φ30×72mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度35mm,粗、精车削工件左端外形。
数控车工 普车操作图纸大全
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0。
50 6。
32 Ø40 —0 0.10140±0.303。
2序号质检内容配分评分标准1 外圆公差30 超0。
02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0。
01扣2分2 外圆Ra3。
2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0。
01扣2分,超0.02不得分2 外圆Ra3。
2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0。
01扣2分,超0。
02不得分2 外圆Ra3。
2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A。
牡丹技校数控车床实训图纸(定稿)

牡丹技校数控车床实训图纸(定)稿课题一数控车床的基本操作实习一、实习目的1、本课题主要讲述数控车床的基本原理,数控车床的基本操作方法及步骤,这是数控车床基本操作实训的主要内容。
2、了解数控加工的安全操作规程以及操作事项。
熟悉数控加工的生产环境、数控车床的基本操作方法及步骤和对操作者的有关要求。
3、掌握数控车削加工中的基本操作技能,培养良好的职业道德。
二、实习内容1、文明生产。
2、安全技术。
3、机床的操作面板与控制面板。
4、机床基本操作。
5、数控车床的维护与保养。
三、实习步骤1、HNC-21T3(GSK980TDA)数控车床介绍HNC-21T3(GSK980TDA) 数控系统是由主轴控制单元、X 轴驱动单元及 Z轴驱动单元 3 部分组成; LCD 液晶显示器、系统操作键盘及机床操作键盘。
系统具有多种操作方式:自动、手动、增量、手轮、MDI 等;具有多种显示功能:大字符程序坐标显示,机械坐标显示,当前加工刀具、主轴转速、进给速度显示,工件计数、加工计时、当前模态指令显示等;具有图形模拟功能;2、数控车床开关的基本操作(讲述及现场操作)(1) 电源接通前的检查操作在机床主电源开关接通之前,操作者必须做好有关的检查工作。
(2) 电源接通后的检查操作机床通电之后,操作者应做好相关的检查工作。
.菏泽高级技工学校数控车实习车间(3) 机床运转后的检查应无异常现象。
(4)停止机床的检查停止机床前应作好各项检查。
3、机床的操作面板与控制面板的基本操作(讲述及现场讲解)4、手动操作(讲述及现场操作)(1) 手动返回机床参考点(回零)。
(2) 手动连续进给。
(3) 手轮进给。
(4) 主轴及冷却操作。
(5) 手动换刀。
(6) 卡盘的夹紧与松开的操作。
(7) 机床的急停方式:a)按下紧急停止按钮;b)按下复位键;c)按下NC装置电源断开按钮;d)按下进给中停按钮。
5、MDI的运行(讲述及现场操作)MDI运行用于简单的测试(如检测对刀的正确性、工件坐标的位置)操作、对刀操作、主轴临时启动操作。
(完整版)数控车工普车操作图纸大全
夕卜圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
阶台车削(二)序号 质检内容 配分 评分标准1 外圆公差六处 5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2六处 3x6 降一级扣2分3 长度公差六处 3x6 超差不得分4 倒角二处2x2 不合格不得分 5 清角去锐边十处 10 不合格不得分 6 平端面二处 2x2 不合格不得分 7 工件外观 6 不完整扣分 8安全文明操作10 违章扣分 此件用上次课件改制材料毛坯时间45\7三亠 •肖车台阶多5C -> 人~11FO余其D卜OJQ H —o OO2GVXL10a十・Oa Q卄o£zs- 10其余弓序号 质检内容配分 评分标准1 外圆公差四处 8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处 4x4 降一级扣2分3 长度公差 四处 3x4 超差不得分 4 倒角 二处 3x2 不合格不得分5 清角 二处2x3 不合格不得分 6 平端面 二处3x2 不合格不得分 7 中心孔 5 不合格不得分 8 工件外观 7 不完整扣分 9安全文明操作10违章扣分要求:会正确使用A . E 型中心钻。
会使用活顶尖一夹一顶车削(四)、■/ —[z' 7CU112Q±D10. i5±o,ig1寸 U1 0i此件用课件(三)改制材料毛坯时间45,1x45*3.2 r20tO.lC◎矩形槽车削(五)骨口, 序号质检内容配分 评分标准1 外圆公差 四处 6x4 超0.01扣2分,超0.02不得分2外圆Ra3.2 四处 3x4 降一级扣2分 3 外沟槽 四处 6x4 超差槽壁不直扣分4 长度公差 四处 3x4 超差不得分5 倒角 二处2x2 不合格不得分 6 清角去锐边 5一处不合格扣0 .5分7 平端面 二处2x2不合格不得分 8 中心孔 2 不合格不得分 9 工件外观 5 不完整扣分 10安全文明操作7违章扣分e暑LD电n u J1co£1 cd I \Ti CdIJ 土 11匚〒1UT10101015^16-0,JO要求:会刃磨槽刀及切断刀。