压接管参数
psp钢塑复合压力管产品参数
PSP钢塑复合压力管,盛泽钢塑提供产品特点参数产品特点:A、力学性能:抗拉强度275-320MPa,是纯塑料管的7-8倍。
B、导热系数:0.46-0.57(W/m.k),具有较好的隔热保温性能,约为钢管的1/100,但比保温材料高几倍,接近塑料管的导热系数。
C、线性膨胀系数:1.2×10 -5 /。
C,是纯塑料管的1/10- 1/12。
D、水力性能:钢塑复合压力管内壁粗糙度为0.007mm,内壁光滑,输送流体时,阻力损失小,不结垢,该结构集刚柔于一体,可迅速消除管道系统内的压力冲击,不产生水锤噪音。
E、耐腐蚀性强:PE材料常温下不溶于任何已知深剂,钢塑复合管的内外层聚乙烯,是一种非极性材料,化学性能稳定。
常温下,聚乙烯不溶于任何已知溶剂,能耐各种酸、碱、盐溶液的腐蚀。
F、卫生性能:卫生无毒,产品符合GB17219标准,并已获得《河北省卫生厅涉及饮用水卫生安全产品许可批件》,批准号为:冀卫水字(2002)S056号,可用于直饮水输送。
G、自示踪性:可以可以用磁性金属探测器进行寻踪,不必另外埋设跟踪或保护标记,可避免挖掘性破坏,为抢修和维护提供了极大便利。
H、使用寿命:正常温度、压力范围内,可使用50年。
钢塑PSP管使用范围市政工程钢塑管的承压材料为钢材,因而期承压能力和管道的可靠性远优于塑料给水管;PE优异的无毒和耐腐蚀性能消除了管道对水质的二次污染,因而适用于城市建筑给排水、饮用水、热网回水、天然气、燃气输送管道。
化学工业酸、碱、盐的制造业,石油化工、化肥、农药、制药、化学、矿山、橡胶塑料等行业输送腐蚀性气体、液体、固体粉末的工艺管及排放管。
油、气田含油污水、气田污水、油气混合物、油井回注聚合物液体的集输管道和二次、三次采油及集输工艺用管。
矿山矿浆、尾矿、通风管及工程用管。
纺织、印染、造纸业输送腐蚀性介质的工艺配管及排放管。
有色金属用于有色金属冶炼中的腐蚀性介质输送。
农业深井管、滤水管、暗渠输送管、排水管、灌溉给水用管等。
220KV线路压接作业指导书

第一章总则1.1±500kV直流输电线路工程导、地线型号主要依据覆冰厚度来确定,本标段轻冰区(1000#—1115#)导线采用ACSR—720/50型钢芯铝绞线,地线采用1*7-11.4-1270(GJ—80)镀锌钢绞线;重冰区(1115#—1136#)导线采用ACSR —720/90型钢芯铝绞线,地线采用1*19-13.0-1270(GJ—100)镀锌钢绞线,导、地线的连接方式均采用液压连接。
1.2各类压接管的有关参数如下表:表1-1单位:mm1.3导线、地线的技术参数如下:第二章液压连接2.1 液压施工工艺流程:2.2 液压施工前的检查2.2.1对所有压接管进行外观检查,不得有弯曲、裂痕、绣蚀等缺陷。
出厂后管外径并非标准,应对照表1-1用精度为0.02mm游标卡尺测量受压部分的内外直径,用钢尺测量各部分尺寸,将数据填入《压接管施工检查及评级记录》。
2.2.2检查导、地线的型号、规格及结构,应与设计图纸相符,且符合国家标准要求。
2.2.3压接铝管和压接钢管的液压机出力均为200t,液压前检查液压设备是否完好,能否保证正常操作。
油压表必须定期校核,做到准确可靠。
2.2.4本工程用到5种型号钢模,压接前应检查所用钢模是否与液压管相匹配,防止用错。
同时要求压接时每后一模必须重叠前一模的1/3。
2.2.5检查跳线引流板是否双面抛光,如果只是一面抛光应进行返工处理。
2.3 导、地线的断线2.3.1确认导、地线的相别和线别后,将导地线掰平直,待其平整完好,同时与管口相距的15m内不存在必须处理的缺陷。
2.3.2割线前,在端部绑铁线,防止线端松散;切割时,断口面应与其轴线垂直。
2.3.3切割时用断线钳或钢锯,不得用大剪刀或电工钳。
切割钢芯铝绞线的内层铝股时,严禁伤及钢芯,其方法是先割到铝股直径的3/4处,再逐根掰断。
2.4 清洗2.4.1对使用的液压管及耐张线夹,应用汽油清洗管内壁的油垢,并清除影响穿管的锌疤和焊渣。
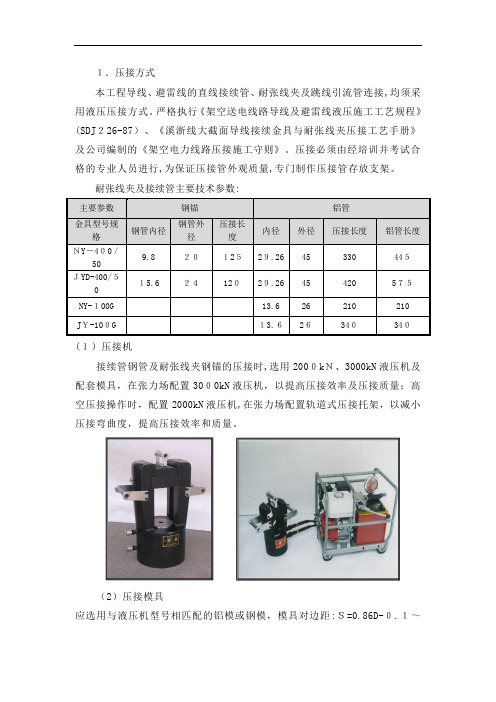
耐张线夹及接续管主要技术参数
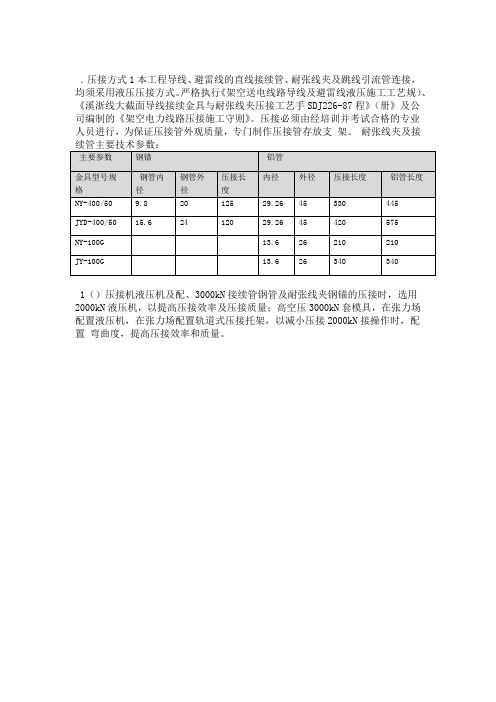
.压接方式1本工程导线、避雷线的直线接续管、耐张线夹及跳线引流管连接,均须采用液压压接方式。
严格执行《架空送电线路导线及避雷线液压施工工艺规)、《溪浙线大截面导线接续金具与耐张线夹压接工艺手SDJ226-87程》(册》及公司编制的《架空电力线路压接施工守则》。
压接必须由经培训并考试合格的专业人员进行,为保证压接管外观质量,专门制作压接管存放支架。
耐张线夹及接1()压接机液压机及配、3000kN接续管钢管及耐张线夹钢锚的压接时,选用2000kN液压机,以提高压接效率及压接质量;高空压3000kN套模具,在张力场配置液压机,在张力场配置轨道式压接托架,以减小压接2000kN接操作时,配置弯曲度,提高压接效率和质量。
2)压接模具(-~S=0.86D-0.1应选用与液压机型号相匹配的铝模或钢模,模具对边距:0.2。
2.压接前认真检查耐张线夹、接续管质量,压前各种管外形尺寸及其偏差应符合下列规定:个断面点,每个断面点互成90°检测2个值。
所以外径取6个值的平均值,内径取4个值的平均值。
对耐张管外径检测2个断面点,内径检测一端1个断面点,同样以平均数判断。
作好记录并判断是否合格。
4.在进行导线、地线压接施工前,压接人员应事先熟悉本工程使用的液压机最大出力值。
进行压接作业时,应按照液压机操作说明的有关规定执行,以免损坏压接机。
5.压接后压接管不应有裂纹或明显的弯曲,弯曲度不应大于2%。
弯曲超差时允许用压钳或木锤调直,但不得使用铁锤直接锺击。
6.检查耐张线夹、接续管的压后尺寸,液压操作人员在指定部位打上操作者钢印,旁站监理也需打上钢印,并应做好原始记录。
7.液压管压后呈正六边形,压后对边距S=0.866×0.993D+0.2mm,式中D---管外径、S---对边距。
上表中的S(压后对边距)为最大值,三个对边距只允许一个8.钢绞线压接管口、铝管管口涂红丹防锈漆,钢管压后部位,不管最终是否裸露在外,均喷涂富锌漆。
液压管接头标准
液压管接头标准一、类型与参数液压管接头根据使用场合和连接方式的不同,主要分为以下几种类型:1.卡套式管接头:由卡套和管子组成,通过卡套锁紧管子,实现连接。
2.扩口式管接头:由扩口管和管子组成,通过扩口管的变形来锁紧管子,实现连接。
3.焊接式管接头:由钢管和焊接头组成,通过焊接的方式将管子连接在一起。
液压管接头的参数主要包括管子规格、长度、壁厚、材料等,这些参数将直接影响接头的性能和使用寿命。
二、设计与制造液压管接头的设计应符合相关标准和规范,制造过程中应保证精度和质量。
具体要求如下:1.结构设计合理,易于制造和维修。
2.制造过程中应保证精度和质量,尤其是卡套式和扩口式管接头,其尺寸精度和形位公差应符合相关标准。
3.焊接式管接头应采用合适的焊接工艺,确保焊接质量和接头性能。
三、材料与热处理液压管接头的材料应具有优良的机械性能和耐腐蚀性,具体要求如下:1.卡套式管接头可采用高强度不锈钢或优质碳钢制造。
2.扩口式管接头可采用优质碳钢或低合金钢制造。
3.焊接式管接头应采用与母材相同的材料制造。
四、性能要求液压管接头应满足以下性能要求:1.密封性能好,无泄漏现象。
2.具有足够的强度和刚度,能承受工作压力和冲击力。
3.卡套式和扩口式管接头应能顺利地装卸和锁紧,操作方便。
4.焊接式管接头应无虚焊、漏焊等现象。
5.经耐压试验和密封试验后,接头应无变形、损坏等现象。
6.在规定的工作温度和压力下,接头应能长期稳定工作而无泄漏现象。
7.接头应具有良好的互换性和重复使用性。
8.表面应光滑,无毛刺、裂纹等缺陷。
9.经抗腐蚀试验后,接头的抗腐蚀性能应符合相关标准的规定。
10.焊接式管接头应具有抗疲劳性能,经疲劳试验后应无泄漏现象。
11.接头应具有良好的抗振动性能,经振动试验后应无泄漏现象。
高压胶管接头的扣压参数
高压胶管接头的扣压参数高压胶管扣压时,把胶层和钢丝嵌入接头的外套内壁及芯子外圆柱面部切有的环形槽内,松紧要适宜。
过紧会使接头芯子内孔产生变形,并将胶管扣压伤,过松,当胶管承压之后接头会被拔脱高压胶管与接头扣时,一定要掌握高压胶管的压缩率:二要掌握接头外套的扣压量,并根据高压胶管内径和高压胶管钢丝层外径的变化以及高压胶管压缩率进行计算,以确保接头和胶管扣压牢固,接头外套扣压后的直径计算公式为D:D=(d1-d2)+【D0-(D2-D1)】-E(D1-d2-A)( m m )式中-接头和胶管扣压后的直径;D0一外套外径;D2-外套内径D1 一钢丝层外径d1一接头芯子外径}d2一胶管内径’A一钢丝层厚度’E 一压缩率。
E值:1层0.4-0.43,2层0.43-0.46,3层0.46-0.50。
4层0.55-0.60高压胶管的制作流程用混炼机按配方混炼出内层胶、中层胶和外层胶;用挤出机挤出内层胶管,包覆在涂了脱模剂的软芯或硬芯上(液氮冷冻法也可不用管芯);压延机压成中层胶薄片,加隔离剂收卷并按工艺要求裁成规定宽度;将含管芯内层胶管在缠绕机或编织机上缠绕上镀铜钢丝或镀铜钢丝绳,同时在缠绕机或编织机将中层胶薄片同步缠绕在每两层镀铜钢丝或镀铜钢丝绳间,缠绕钢丝起头和结尾处绑扎(有些早期缠绕机需预先将镀铜钢丝进行预应力定型处理);再次在挤出机上包覆上外层胶,然后再包缠铅或布硫化保护层;通过硫化罐或盐浴硫化;最后拆去硫化保护层,抽出管芯,扣压上管接头,抽样打压检验。
总之,制造高压胶管使用设备多、原料种类多,生产工艺复杂。
但近年来以塑料或热塑性弹性体为主要原料的液压油管生产工艺可适当简化,但原料价高,仍以橡胶原料为主。
纤维编织缠绕胶管生产中常见质量问题及改进措施(经验之谈)(续夹布胶管生产中常见质量问题及改进措施)纤维编织缠绕胶管的生产工艺亦分硬芯法、软芯法、无芯法三种。
其中硬芯法、软芯法生产技术疑难问题不多,某些质量问题与夹布胶管相似,其解决办法与采取措施也可参照夹布胶管。
耐张线夹及接续管主要专业技术参数
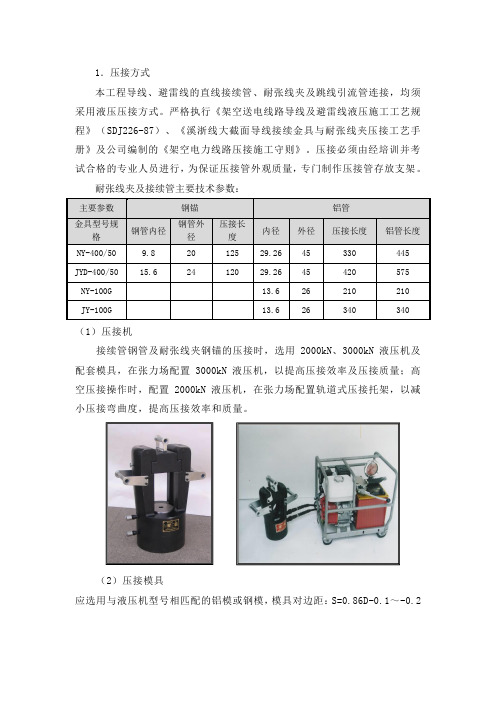
1.压接方式本工程导线、避雷线的直线接续管、耐张线夹及跳线引流管连接,均须采用液压压接方式。
严格执行《架空送电线路导线及避雷线液压施工工艺规程》(SDJ226-87)、《溪浙线大截面导线接续金具与耐张线夹压接工艺手册》及公司编制的《架空电力线路压接施工守则》。
压接必须由经培训并考试合格的专业人员进行,为保证压接管外观质量,专门制作压接管存放支架。
耐张线夹及接续管主要技术参数:(1)压接机接续管钢管及耐张线夹钢锚的压接时,选用2000kN、3000kN液压机及配套模具,在张力场配置3000kN液压机,以提高压接效率及压接质量;高空压接操作时,配置2000kN液压机,在张力场配置轨道式压接托架,以减小压接弯曲度,提高压接效率和质量。
(2)压接模具应选用与液压机型号相匹配的铝模或钢模,模具对边距:S=0.86D-0.1~主要参数钢锚铝管金具型号规格钢管内径钢管外径压接长度内径外径压接长度铝管长度NY-400/509.8 2012529.26 45 330 445JYD-400/515.6 2412029.26 45 420 575NY-100G 13.6 26 210 210JY-100G 13.626340340-0.2。
2.压接前认真检查耐张线夹、接续管质量,压前各种管外形尺寸及其偏差应符合下列规定:压接管压前尺寸允许偏差(GB2314-1997)(单位:mm)3. 测量方法(用游标卡尺):直线管外径检测3个断面点,内径检测两端共2个断面点,每个断面点互成90°检测2个值。
所以外径取6个值的平均值,内径取4个值的平均值。
对耐张管外径检测2个断面点,内径检测一端1个断面点,同样以平均数判断。
作好记录并判断是否合格。
4.在进行导线、地线压接施工前,压接人员应事先熟悉本工程使用的液压机最大出力值。
进行压接作业时,应按照液压机操作说明的有关规定执行,以免损坏压接机。
5.压接后压接管不应有裂纹或明显的弯曲,弯曲度不应大于2%。
气压接头的认识与选用
2. 螺纹短节:又名堵头、阀杆、凸形头、连接件、阳螺纹 管接件、探头、阳管接件等
3.密封件:又名 O 型圈、弹性圈、衬垫、垫圈
4.球体:接头总成的主要部件
5.阀总成:通常由阀、密封件、弹簧和阀扣环组成。
1.3常用的直插型气压接头的分类
3.1如何选用气压接头
• S.T.A.M.P.: • 温度:
介质温度和环境温度是多少? • 应用: 1.对气压接头的功能性要求是什么?应用为静态还是
动态? 2.应用中是否需要在承受压力的情况下连接和断开快
速接头? 3.是否需要一个业内可互换的快速接头? 4.应用是否考虑空气杂质损耗问题?
3.1如何选用气压接头
3.如何选用气压接头 3.1如何选用气压接头 3.2气压接头的选用知识 3.3气动软管的选购
4.气动软管的应用
1.气压接头定义与分类 1.1气压接头的定义
常用的气压接头是一种机械装置气压接头,在不使用任何 工具的情况下,可以快速、简单、保险地重复连接和断开 几乎任何气体的接头。
1.2气压接头的基础知识
2.1常用气压接头形式及相关参数
3.如何选用气压接头 3.1如何选用气压接头
总结了有以下几个
方面:
S
S.T.A.M.P.:
T
解释为:
A
尺寸 温度 应用
M介质Βιβλιοθήκη P压力3.1如何选用气压接头
S.T.A.M.P.: • 尺寸: 1.需要什么尺寸的气压接头? 2.(尺寸通常与软管尺寸相同) 3.需要什么样的端口连接?
3.3气动软管的选购
气动软管的选购:选购气动软管时,应注意以下四个方面: 1.管子材料:PU管、尼龙管等 2.管子的内、外径尺寸:习惯上以管子的外径作为管子的尺寸, 俗称“通径”。与通常所说的公称通径不是一回事,用户在选购 时应特别注意。 3.管子壁厚的均匀度,不均匀的管子在工作时容易漏气。 4.管子的壁厚,应考虑所用管接头的形式选用软管,采用卡箍式 管接头和卡套式管接头时应注意管子的内径尺寸;采用插入式管
导线的压接

●导线的压接●1、裁线●(1)应在线头距裁线处1—2cm处用20号铁丝绑扎,裁去导线受损部分●(2)用钢锯垂直导线轴线进行锯割,由外层向内层进行,最后锯钢芯●(3)用平锉和砂纸打磨锯口毛刺至光滑●(4)压接前的清洗,压接前用汽油对导线和钳压管进行清洗,导线的清洗长度不小于管长的2倍。
清洗完后在导线上涂上导电脂,在用钢丝刷轻轻的刷一次。
●(5)需注意,不同金属,不同绞向,不同规格的导线禁止在档距内连接,在一个档距内,每根导线只允许有一个接头,且接头距导线固定点的距离不应小于0.5M●2、压接管划印●(1)按照设计和规程要求,并对照相应规格的压接管的相关技术标准进行划印,相关压模间隔a1\a2\a3\●3、穿管●(1)端口线划印(即在穿入的导线上用记号笔划印)●(2)导线的塞入方向从接续管上缺印记的一侧插入,从另一端有印记的一侧露出保证两端导线尾线的出头露出管外部分不得小于20mm●4、压接●(1)压接时,每模的压接速度及压力应均匀一致,每模按规定压到指定深度后,应保持压力30s左右,避免出现金属性反弹影响压接强度●(2)铝绞线和铜绞线的接续管压接顺序是从管端开始,依次向另一端上下交错钳压●(3)钢芯铝绞线的接续管压接顺序是从中间开始,依次向一端上下交错钳压,再从中间向另一端上下交错钳压●5、外观检查并调直或重压(弯曲过大或有裂纹或达不到设计要求)●1)导线压接后要求压接管的弯曲度不大于管长的2%●2)导线露出管口应≥20㎜●3)压后坑深:钢芯铝绞线偏差不大于±0.5㎜;铝绞线偏差不大于±1㎜●4)在压接管上打上操作工号,并在接续管两端涂上红漆●导线压接按4—9图规定的压口数和压接顺序压接,压接后按钳压标准矫直钳压接续管。
图4—9 钳压法连接导线示意图LJ-16610.5282034、LJ-25612.5322036、LJ-35614.0362543、LJ-50816.5402545、LJ-70819.5442850LJ-951023.0483256、LJ-1201026.0523359、LJ-1501030.0563462、LJ-1851033.5603565LGJ-351417.534.042.593.5、LGJ-501620.538.048.5105.5、LGJ-701625.046.054.5123.5LGJ-952029.054.061.5142.5、LGJ-1202433.062.067.5160.5、LGJ-1502433.664.070.0166.0 LGJ-1852639.066.074.5173.5题:已知LGJ-120导线的钳接管参数为a1=62mm、a2=67.5mm、a3=160.5mm,压后尺寸D=33 mm,压模数n=24,试求接管的总长度L、压后实际尺寸容许范围及压后弯曲度值。
pe管热熔焊接压力参数

pe管热熔焊接压力参数(原创实用版)目录一、PE 管热熔焊接概述二、PE 管热熔焊接的压力参数三、PE 管热熔焊接的步骤四、PE 管热熔焊接的注意事项正文一、PE 管热熔焊接概述PE 管热熔焊接是一种常见的塑料管焊接方法,适用于各种聚乙烯(PE)管材和管件的连接。
热熔焊接通过加热管材和管件,使其熔融后相互融合,从而实现牢固的连接。
这种方法具有操作简便、连接强度高、密封性能好等优点,广泛应用于燃气、给排水、排污等领域的管道连接工程。
二、PE 管热熔焊接的压力参数在 PE 管热熔焊接过程中,压力是一个重要的参数。
压力的大小直接影响到焊接的质量和效果。
在实际操作中,需要根据管材的规格和厚度来调整压力。
一般来说,压力越大,焊接的熔融程度越高,但同时也会增加管材和设备磨损的风险。
因此,在操作过程中应根据实际情况选择合适的压力参数。
三、PE 管热熔焊接的步骤PE 管热熔焊接的步骤可以概括为以下几个:1.准备工具和材料:与管材规格一致的卡瓦、夹具、刷子、棉布块等。
2.固定管材和管件:将需焊接的 PE 管和管件固定在对接机上,使用夹具确保牢固。
3.清理管口:用刷子和棉布块清除管口的氧化层、油污和尘埃,确保管口干净。
4.设定加热板温度:根据管材尺寸和厂家提供的数据,设定加热板温度在 200~230 之间。
5.接通电源并试运行:接通焊机电源,打开加热板、铣刀和油泵开关,进行试运行。
6.检查管端并铣削:检查管端是否平整,如有错位或间隙,使用铣刀进行铣削。
7.加热管材:加热管材至熔融状态,观察管材熔融程度。
8.翻边焊接:取下加热板,将管材接口翻边,使其与管件对接,施加适当的压力,保持一段时间直至冷却。
四、PE 管热熔焊接的注意事项1.在焊接过程中,应随时观察管材和管件的熔融情况,避免过度加热导致管材变脆或损坏。
2.焊接时,确保管材和管件的端面平整,无错位和间隙,以保证焊接质量。
3.焊接完成后,自然冷却至室温,不要立即进行下一步操作,以免影响焊接效果。
耐张线夹及接续管主要技术参数.docx

1.压接方式本工程导线、避雷线的直线接续管、耐张线夹及跳线引流管连接,均须采用液压压接方式。
严格执行《架空送电线路导线及避雷线液压施工工艺规程》( SDJ226-87 )、《溪浙线大截面导线接续金具与耐张线夹压接工艺手册》及公司编制的《架空电力线路压接施工守则》。
压接必须由经培训并考试合格的专业人员进行,为保证压接管外观质量,专门制作压接管存放支架。
耐张线夹及接续管主要技术参数:主要参数钢锚铝管金具型号规钢管内径钢管外压接长内径外径压接长度铝管长度格径度NY-400/509.82012529.2645330445 JYD-400/5015.62412029.2645420575 NY-100G13.626210210 JY-100G13.626340340( 1)压接机接续管钢管及耐张线夹钢锚的压接时,选用 2000kN、 3000kN 液压机及配套模具,在张力场配置 3000kN 液压机,以提高压接效率及压接质量;高空压接操作时,配置 2000kN 液压机,在张力场配置轨道式压接托架,以减小压接弯曲度,提高压接效率和质量。
( 2)压接模具应选用与液压机型号相匹配的铝模或钢模,模具对边距:S=0.86D-0.1 ~-0.2 。
2.压接前认真检查耐张线夹、接续管质量,压前各种管外形尺寸及其偏差应符合下列规定:压接管压前尺寸允许偏差 (GB2314-1997)(单位: mm )要求外径 D内径 d类别基本尺寸极限偏差基本尺寸极限偏差D≤ 14± 0.2d≤ 9±0.15钢管14< D≤ 22- 0.2~ +0.3//22< D≤ 34- 0.2~ +0.49<d≤ 16±0.2D≤ 32± 0.4d≤ 22-0.3铝管32< D≤ 500.622< d≤ 36-0.4 50< D≤ 80136< d≤ 55-0.5要求外径 D内径 d3.测量方法(用游标卡尺):直线管外径检测 3 个断面点,内径检测两端共 2 个断面点,每个断面点互成90°检测 2 个值。
耐张线夹及接续管主要技术参数
1.压接方式本工程导线、避雷线的直线接续管、耐张线夹及跳线引流管连接,均须采用液压压接方式。
严格执行《架空送电线路导线及避雷线液压施工工艺规程》(SDJ226-87)、《溪浙线大截面导线接续金具与耐张线夹压接工艺手册》及公司编制的《架空电力线路压接施工守则》。
压接必须由经培训并考试合格的专业人员进行,为保证压接管外观质量,专门制作压接管存放支架。
耐张线夹及接续管主要技术参数:(1)压接机接续管钢管及耐张线夹钢锚的压接时,选用2000kN、3000kN液压机及配套模具,在张力场配置3000kN液压机,以提高压接效率及压接质量;高空压接操作时,配置2000kN液压机,在张力场配置轨道式压接托架,以减小压接弯曲度,提高压接效率和质量。
(2)压接模具应选用与液压机型号相匹配的铝模或钢模,模具对边距:S=0.86D-0.1~-0.2主要参数钢锚铝管金具型号规格钢管内径钢管外径压接长度内径外径压接长度铝管长度NY-400/50 9.8 20 125 29.26 45 330 445 JYD-400/50 15.6 24 120 29.26 45 420 575 NY-100G 13.6 26 210 210 JY-100G 13.6 26 340 340。
2.压接前认真检查耐张线夹、接续管质量,压前各种管外形尺寸及其偏差应符合下列规定:压接管压前尺寸允许偏差(GB2314-1997) (单位:mm)3. 测量方法(用游标卡尺):直线管外径检测3个断面点,内径检测两端共2个断面点,每个断面点互成90°检测2个值。
所以外径取6个值的平均值,内径取4个值的平均值。
对耐张管外径检测2个断面点,内径检测一端1个断面点,同样以平均数判断。
作好记录并判断是否合格。
4.在进行导线、地线压接施工前,压接人员应事先熟悉本工程使用的液压机最大出力值。
进行压接作业时,应按照液压机操作说明的有关规定执行,以免损坏压接机。
5.压接后压接管不应有裂纹或明显的弯曲,弯曲度不应大于2%。
压力管道主要参数

压力管道主要参数【实用版】目录一、压力管道的定义与分类二、压力管道的主要参数1.管道的钢级2.直径3.壁厚4.工作压力5.防腐级别三、压力管道安装过程控制要点1.坡口加工2.组对3.根焊4.热焊5.填充盖面焊6.外观及无损检测7.返修(如果需要)8.试压9.防腐补口10.下沟(确保防腐层完好并有足够埋深)11.回填四、压力管道的维护与安全正文一、压力管道的定义与分类压力管道是指在承受内部压力的情况下,用于输送气体、液体或混合物的封闭管道。
根据管道的工作压力、介质、用途等不同特点,压力管道可以分为多种类型。
二、压力管道的主要参数1.管道的钢级:压力管道的钢级是指管道材料所能承受的最大压力。
不同的钢级适用于不同的工作压力和介质,常见的钢级有 GB/T1591-2018 中的 Q235、Q345、20G 等。
2.直径:管道的直径是指管道的内径,通常以毫米为单位表示。
直径的大小会影响管道的流量、压力损失和设备投资等。
3.壁厚:管道的壁厚是指管道的内壁到外壁之间的距离,通常以毫米为单位表示。
壁厚的大小会影响管道的强度、稳定性和使用寿命等。
4.工作压力:工作压力是指管道在正常工作条件下所承受的压力,通常以帕斯卡(Pa)或兆帕(MPa)为单位表示。
工作压力是设计、选材和安装压力管道的重要依据。
5.防腐级别:防腐级别是指管道的防腐能力,通常分为一级、二级、三级等。
不同级别的防腐适用于不同的腐蚀环境和使用要求。
三、压力管道安装过程控制要点1.坡口加工:坡口加工是指将管道端部加工成一定的角度和形状,以便进行焊接。
坡口加工的质量直接影响焊接质量和管道的密封性能。
2.组对:组对是指将加工好的管道端部进行组装,检查其尺寸和形状是否符合要求。
组对质量对焊接质量和管道的密封性能有很大影响。
3.根焊:根焊是指在管道组装后进行的第一道焊接,通常采用氩弧焊接或电焊进行。
根焊的质量对整个焊接质量至关重要。
4.热焊:热焊是指在根焊基础上进行的焊接,通常采用电焊或气焊进行。
液压胶管参数
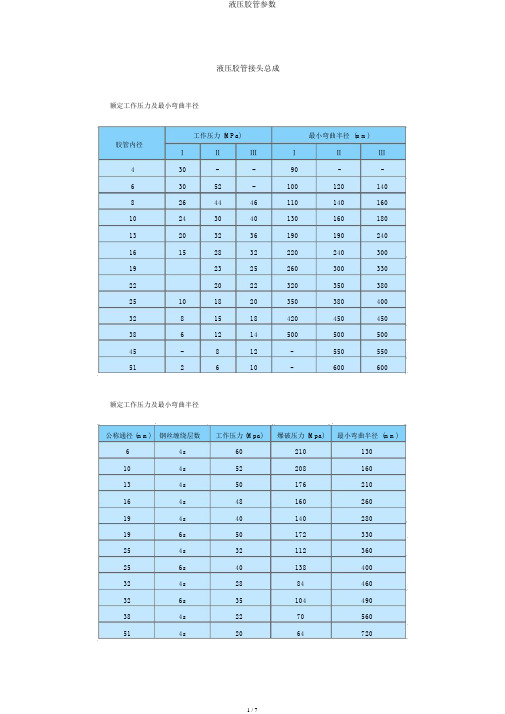
液压胶管接头总成额定工作压力及最小弯曲半径工作压力 (MPa)最小弯曲半径 (mm)胶管内径ⅠⅡⅢⅠⅡⅢ430--90--63052-1001201408264446110140160102430401301601801320323619019024016152832220240300192325260300330222022320350380251018203503804003281518420450450386121450050050045-812-550550512610-600600额定工作压力及最小弯曲半径公称通径 (mm)钢丝缠绕层数工作压力 (Mpa)爆破压力 (Mpa)最小弯曲半径 (mm) 64s60210130104s52208160134s50176210164s48160260194s40140280196s50172330254s32112360256s40138400324s2884460326s35104490384s2270560514s2064720低压规格 ( 内径×外径 )工作压力 (Mpa)规格 ( 内径×外径 )工作压力 (Mpa)φ4×φ92φ19×φ29φ6×φ132φ22×φ31φ8×φ162φ25×φ34φ10×φ 20φ32×φ41φ13×φ22φ38×φ471φ16×φ26公称内径 (mm)工作压力 (Mpa)公称内径 (mm)工作压力 (Mpa)ⅠⅡ62160229168184225815104032611131********1612215148181018本产品适用于与O型密封的焊接式管接头连接使用do46810131619222532384551 d M12×M14× M16× M18×M22× M27× M30×M36×2 M39×2 M45×2 M52×2 M60×2 M64×2 s14171922273236414655607075 d1461315213345L2888101011131315172023 do46810131619222532384551d M12×M14× M16× M18×M22× M27× M30×M36×2 M39×2 M45×2 M52×2 M60×2 M64×2s14171922273236414655607075 H17202428323636404046526070 L34505560657070828295104120140 do46810131619222532384551d M12×M14× M16× M18× M22× M27×M30×M36×2 M39×2 M45×2 M52×2 M60×2 M64×2s14171922273236414655607075 H130343845506067768295110120135 L1324143485565728083105120130150注: H、L1〔H1、L1〕尺寸可根据用户要求改变,以下各种相同。
高压316不锈钢导压管规格

高压316不锈钢导压管规格
高压316不锈钢导压管是一种常用的管道材料,具有优异的耐腐蚀性能和高强度,适用于各种工业领域的高压液体传输。
在实际应用中,了解导压管的规格参数对于确保管道系统的正常运行至关重要。
高压316不锈钢导压管的规格通常包括管道直径、壁厚、长度等方面的参数。
管道直径是指管道横截面的直径,常见的规格有1/4英寸、1/2英寸、3/4英寸等,根据具体的工程需求选择合适的直径非常重要。
壁厚是指管道壁的厚度,直接影响到管道的耐压性能,一般来说,高压应用下需要选择较厚的壁厚以确保安全可靠。
长度则是指导压管的整体长度,通常根据工程要求定制,常见的长度有
6米、12米等。
高压316不锈钢导压管的工作压力也是一个重要的规格参数。
工作压力是指管道系统在正常工作条件下所承受的压力,通常以MPa或bar为单位。
高压导压管一般能够承受较高的工作压力,能够满足各种高压液体传输的需求。
高压316不锈钢导压管的连接方式也是需要考虑的规格之一。
常见的连接方式包括焊接、螺纹连接、法兰连接等,选择合适的连接方式能够确保管道系统的密封性和稳定性。
高压316不锈钢导压管的表面处理也是影响其规格的重要因素之一。
导压管的表面处理通常包括喷砂、抛光、酸洗等工艺,不同的表面
处理方式能够提高导压管的耐腐蚀性能和美观度。
总的来说,高压316不锈钢导压管的规格参数涵盖了管道直径、壁厚、长度、工作压力、连接方式和表面处理等方面,选择合适的规格参数能够确保管道系统的正常运行和安全性。
在选购导压管时,需要根据具体的工程需求和环境条件综合考虑各项规格参数,以确保管道系统的高效运行和长期稳定性。