压装机说明书
端盖压装机操作规程(3篇)

第1篇一、目的为确保端盖压装作业的安全、高效和产品质量,特制定本操作规程。
二、适用范围本规程适用于所有端盖压装机的操作与维护。
三、操作前的准备1. 设备检查:- 检查端盖压装机各部件是否完好,尤其是压装头、支撑架、导向装置等关键部件。
- 确认电源线路完好,无裸露电线,确保安全操作。
- 检查油压系统,确保油泵、油路畅通,无漏油现象。
2. 工具与材料准备:- 准备好所需尺寸的端盖、螺丝、垫片等材料。
- 检查工具是否齐全,如扳手、螺丝刀、量具等。
3. 工作环境:- 确保操作区域清洁、整齐,无杂物。
- 检查地面是否平整,以防设备移动或倾斜。
四、操作步骤1. 放置工件:- 将端盖放置在压装机的工作台上,确保位置准确。
- 调整支撑架,使其与端盖接触紧密,防止移动。
2. 安装螺丝:- 按照图纸要求,将螺丝正确安装在端盖的孔位中。
- 检查螺丝是否到位,确保无遗漏。
3. 启动压装机:- 打开电源开关,启动压装机。
- 调整压装机的压力,确保压力适中,避免过度压装导致损坏。
4. 压装过程:- 缓慢降低压装头,使螺丝逐渐压紧。
- 观察压装过程,确保螺丝均匀受力,无异常响动。
5. 完成压装:- 压装完成后,停止压装机,缓慢抬起压装头。
- 检查端盖与螺丝的连接是否牢固,无松动现象。
6. 卸载工件:- 关闭电源,确保设备处于停止状态。
- 小心取下端盖,避免损坏。
五、注意事项1. 安全操作:- 操作过程中,务必佩戴防护眼镜、手套等个人防护用品。
- 避免直接接触高温、高压部件,防止烫伤或触电。
2. 维护保养:- 定期检查设备,及时更换磨损部件。
- 保持设备清洁,防止灰尘、油污等影响设备性能。
3. 记录与反馈:- 操作过程中,详细记录操作参数和产品信息。
- 如发现异常情况,及时上报并采取措施解决。
六、作业结束1. 清理现场:- 清理操作区域,回收废料。
- 关闭电源,确保设备处于安全状态。
2. 填写操作记录:- 记录本次操作的时间、人员、设备、产品等信息。
YZJ压装机整机液压系统设计说明书

第一章绪论第一节课题背景课题来源:课题来自柳州欧维姆机械有限公司,是该公司正在着手进行的总装车间改造项目之一,进行装机的设计,提高装配过程的机械化和自动化水平。
柳州欧维姆机械股份有限公司是柳州的重量级企业之一,是2002年10月由柳州市建筑机械总厂(成立于1966年)、深圳华强集团景丰投资有限公司、同济大学和东南大学共同出资成立,注册资本9000万元,是国家建设部定点生产预应力机具的最大生产企业,是集科研、设计、生产以及预应力施工于一体的中型企业。
在生产经营管理上已采用基于国际工业流行的MRP-II原理的软件CAPMS,建立并实现了计算机网络化管理。
公司工艺先进,设备齐全,拥有各类数控机床、加工中心、计算机控制的热处理设备、大型精密加工设备,实现了产品的半自动化生产。
产品已形成4大类、30多个系列、400多个品种,OVM锚固体系、张拉机具、缆索制品、橡胶支座和伸缩缝等产品畅销海内外,体外预应力材料、钢绞线拉索体系、液压提升、顶推及转体系统、新型吊杆、系杆、悬索桥产品(锚碇等)、真空辅助灌浆(含塑料波纹管)系统等新产品为企业注入了新的活力。
企业总资产达3亿多元,拥有专业技术人员300名,占员工总数的35%,2005年销售收入达5亿元人民币。
企业于1995年和1996年分别通过了中国CQC和英国BSI学会的ISO9001:1994双重认证,并于2001年3月6日正式采用ISO9001:2000标准,成为同行最早转换质量体系标准的企业。
产品质量和各项性能指标达到了GB/T14370-2000、JT/4-93、JT3141-90、JT329.1-1997、JT329.1-1997等标准,并经国际预应力混凝土协会(FIP)、英联邦政府认可的检测机构、日本、新加坡、香港等国家及地区的质量权威检测机构的严格检定,证实公司产品性能指标达到了国际推荐的FIP标准、英国BSI标准、日本JIS 标准,总体技术水平居国内领先,部分产品达世界同行先进水平。
智能压装系统产品手册说明书

monitor.analyze.control智能压装系统产品手册力-位移监测用于制造、装配过程监控和产品检测公司简介Company Profile“天沐”公司位于上海市漕河泾开发区内,是国内较早从事传感器生产厂家之一,拥有“天沐自动化”、“天沐传感器”两个国家级高新技术企业。
“天沐传感器”公司专业生产传感器产品,“天沐自动化”公司专注于仪表、智能制造、物联网、航空、航天测试等及系统集成。
公司拥有一支国际化的研发团队,聘请了十几位行业内知名专家、教授作为技术顾问。
公司在美国硅谷、德国等国家和地区设有研发中心,建有《轨道交通安全传感技术联合实验室》、《敏感材料与传感技术联合研发中心》等,参与过国家“863”、“973”计划等重大工程建设。
产品广泛应用于航空、航天、高铁、汽车、工业自动化等领域,客户遍布世界各地。
公司秉承:“客户至上、高效创新、合作分享、诚实负责”的价值观,是您理想的合作伙伴。
上海天沐自动化仪表有限公司全资子公司-----上海天沐传感器有限公司。
Typ NO-PASS随着工业4.0时代的到来,生产的精细化与智能化要求变得越来越突出。
对产品或生产工序质量的高标准需求,已渗透到汽车制造、电器电子、医疗器械等每一个涉及机械精加工的行业。
天沐智能压装/拧紧系列产品按欧洲标准设计研发,本产品用于过程监测和自动化控制,保证产品质量,增强过程可靠性,提高生产效率,可全面提升企业智能制造水准。
01保证产品质量,增强过程可靠性,提高生产效率Typ LINE-X02接触力扭矩压装触摸性能冲缝旋转开关啮合铆接应用NSF10 监测仪实现产品生产、组装过程监控、评估与记录Typ NO-PASS NSF10监测仪能适配各品牌伺服电机电缸 NSF10监测仪用力-位移实时曲线来检测和评估产品品质及生产过程,确保装配质量,实现生产装配零件过程无缺陷。
NSF10监测仪具有多种力-位移传感器输入接口和监测图形显示功能,以适应不同监控任务需求。
压装机技术参数
压装机技术参数又称做为:伺服压装机,伺服数控液压机,伺服液压机,伺服压装机,伺服压铆机,伺服压接机,伺服压合机,伺服铜套压装机,伺服铜套压合机。
一、压装机产品说明:1.该设备采用单柱式结构,伺服马达驱动滚珠丝杆,触摸屏显示;2.该设备有以下功能:①位置设定功能:1>上压头位置显示;2>压装可调行程:0-200mm,可控数字显示实际压装行程,重复精度:±0.01mm;触摸屏显示精度:0.001mm;②压力设定功能:1>显示压头压装压力;2>设定压头压力上限,压装压力大于上限压力时,上压头立即回程并报警;3>设定压头压力下限,压装压力小于下限压力时,上压头立即回程并报警;4>压力显示:0-10000KG(或0-100000N均可),压力控制精度:在200-10000KG范围内为1‰, 500KG以下为5%,或更大;3.电控装置:①电器控制柜有供检查和维修用的照明灯,主要电器元件均采用国际或国内知名品牌;②控制系统分手动、半自动单循环,2种操作方式;③PLC采用日本三菱品牌,触摸屏为MCGS品牌,滚珠丝杆为台湾上银品牌,伺服马达和控制器为日本安川品牌,光电保护器为深圳同创品牌;二、4.压装机技术参数:4.1设备精确可控压力:500-10000KG,4.2压头运动时相对于下工作面的垂直精度: ≤0.02mm/100mm 4.3压装可调行程:0-200mm,可控,重复精度:±0.01mm4.4压装压力显示:0-10000KG可调4.5压装压力显示数值与实际压力误差: 1‰(在500-10000KG 范围内)5.下压速度:快速160mm/s,探测速度:0.1-10mm/s, 压装速度:0.1-5mm/s (技术服务:400-6626-500)6.三种压装模式选择:•恒定压装速度,设定精确位置停止‚恒定压装速度,设定精确压力停止ƒ恒定压装速度,设定精确位移停止。
定子压装机操作规程

定子压装机操作规程
一:注意事项
1机床需由专人操作,非相关人员禁止开动。
2操作者推动工件时,应注意手的位置,严防压伤。
3工作中若发现异常,立即按下急停按钮,进行停机检查。
4操作者离开机床时,必须停机断电。
二:作业前准备
1工件型号尺寸须符合本机适用范围。
2选择好配用的压装胎具。
3定位或者调取系统内该型号工件工艺参数,不可随意更改。
4手动检查机床动作是否正常。
三:机床的操作
1接通电源,启动液压站,选择联动工作方式。
2将机壳工件放在上料台,定子与胎具依次放入机壳。
3按【小车进】按钮,送料台前进到位,主油缸开始下压胎具,将定子压入机壳到位后,主油缸回程。
4按【小车退】,送料台回位。
取下胎具,按【推料进】,推杆将工件推上翻板,按【推料退】,推杆回程。
5按翻板按钮,工件作90度翻转,平推上滚道线,再按翻板按钮,翻板复原位,进入下一工序循环。
四:机床停机与维护
1作业完成检查各运动部件在原位,停油泵电机,切断电源。
2整理环境卫生,擦拭机床运动部位。
3各润滑点加注润滑油。
4定期检查液压油位,添加或更换液压油,清洗油滤网。
江淮电机设备处
2016年7月1日
拟稿:审核:批准:。
机械毕业设计1599仪表壳自动化压装机的设计说明书

第一章引言1.1 序言毕业设计是完成了全部基础课,技术基础课,专业课以及参加了生产实现之后,在大学四年学习中最后一个学期进行的。
这是毕业之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,通过这次毕业设计对未来从事的工作进行一次适应性训练,从中锻炼分析能力,解决问题能力,为今后的工作打下基础。
通过本次毕业设计,得到以下的收获与训练:1.能熟悉运用理论力学,机械设计等课程的专业知识及设计计算。
2.结构设计的能力,能运用学过的知识,完成零件的结构与设计,并通过学过的软件完成绘图。
3.学会使用图表及手册资料。
熟悉查找与本课题相关的各种资料名称,出处,能做到熟悉运用。
1.2 课题来源本课题来源于常州红梅电力设备厂,压装机可用于试制产品的压装,压装空间适用于各种产品。
应用的设计原理:采用高质量的交流伺服电机,减速器,PLC传动方式,具有导向装置。
向下压入的速度可调,采用无级调速方式。
本课题旨在解决仪表生产中的锥形薄片压入仪表壳中的工序自动化问题,既要保证压入的位置,同时必须保证锥形薄片在同一位置产生精度相同的变形。
本课题要求学生自动化锥形薄片自动化压装系统设计的压装机设计,完成压装机构的运动分析、工序设计、结构设计及关键零部件设计。
该课题与生产实践相结合,有较高的实用价值和借鉴价值,该课题主要培养学生产品设计的综合能力,协同工作能力等。
压装机可采用手动/自动程序两种操纵方式进行控制。
1.3设计要求本课题旨在解决仪表生产中的锥形薄片压入仪表壳中的工序自动化问题,既要保证压入的位置,同时必须保证锥形薄片在同一位置产生精度相同的变形。
本课题要求学生自动化锥形薄片自动化压装系统设计的压装机设计,完成压装机构的运动分析、工序设计、结构设计及关键零部件设计。
该课题与生产实践相结合,有较高的实用价值和借鉴价值,该课题主要培养学生产品设计的综合能力,协同工作能力等。
技术指标:每分钟完成任务15只金属仪表盘的压装,压装精度满足生产要求。
密封件压装机的操作工艺流程、参数13.7
密封件压装机操作工艺流程及工艺参数
一、密封件压装机的工艺流程及要求:
1、将密封件平稳压入已压入轴承的轴承座内。
2、液压压入,减少应力对密封件的损坏。
3、压装密封件后托辊应转动灵活。
4、质检员对首件产品进行检验合格后才能进行批量生产,并留有记录,
密封件应检查注入润滑脂是否按要求注入,注入量为密封孔的2/3.
5、操作工要有过程检验记录。
二、更换规格应注意下列事项:
1、机床首次使用或压装工件规格变更,应对机床相应部分进行调整,
现分述如下:
2、工件的规格在长度上变化时,需对机床做如下调整:
3、使滑台沿床身导轨对中电动移动以适应工件的长度变化,自锁丝杠
可以承受压装工件时滑台所受轴向力。
4、调整油缸空行程:松开右油缸导向杆上的限位架紧定螺钉,调整限
位架在导向杆上的位置,使得限位架上接近开关发信号且油缸停止时,
能方便地装卸工件,然后拧紧限位架上的紧定螺钉。
5、工件的规格在直径上变化时,需对机床做如下调整:
6、调整V型定位板的上下位置,使置于其上的工件与两油缸基本同轴。
7、调节顶轴位置、压装轴承两个位置的确定,须在触摸屏上操作。
8、根据压装轴承型号选择相应的压装头〈左、右各1〉将其放入油缸的
活塞杆内,旋入锁紧螺母。
三、压装头配置:204、205、305、206、306、307、308、309、310。
单柱校正压装液压机操作使用说明书
单柱校正压装液压机操作使用说明书
单柱校正压装液压机操作使用说明书
第一节用途和特点
本设备适用于轴类各其它类似的零件的校正工作,也有作轴套类零件的压
装及板形零件的拉伸、成型、落料等工作。
其滑块速度能适应以上各种用
途的工艺要求,机器的压力可在规定的范围内任意调整。
行程大小可以控
制,操作方便。
第二节主要技术规格和参数
序号项目单位数值
1 公称力KN 630
2 液压最大工作压力Mpa 20
3 滑块之工作台面最大距离校正mm 550 压装mm 800
4 滑块最大行程mm 500
5 滑块最大下行速度mm/sec 32
6 滑块最大回程速度mm/sec 125
7 喉深mm 320
8
工作台尺寸左右x前后mm 630x600 校正工作台尺寸左右x高mm 1600x250
9 机身工作台距离地面高度mm 650
10 落料孔径mm Φ200
11 机器轮廓尺寸
左右mm 870
前后mm 1535 地面上
高度
mm 2500
12 油泵参数
额定工作压力mpa 31.5
最大流量L/min 63
13 机器功率Kw 5.5
14 机器重量kw 2650 第三节结构概述
本机器为单柱式机身,外观整齐、各部件及管路均封闭于机身之内。
压机使用说明书(范本)

压机使用说明书压机使用说明书篇一:KD3800压机操作说明书 KD3800全自动液压压砖机使用说明书(机械部分) 广东科达机电股份有限公司二零零一年五月目录一、总则二、机械概述三、安全说明四、安装过程五、操作规程六、维护与保养七.压制砖坯规格表八、用户自购备件明细表九.随机附件明细表附图一、压机外形图附图二、压机主体附图三、液压部阀组结构图附图五、复合顶出装置结构图附图六、模具安装连接尺寸图(一、二) 附图七、液压气动原理图附图八、压制曲线图附图九、地基图附图十、压机吊装图附图十一、冲头开关箱附图十二、锁模安装示意图附图十三、复合顶出系统装模示意图一.总则1.在压机使用之前,操作人员及日常维护人员需经过培训及仔细阅读说明书的全部内容,这样对操作人员、维修人员及设备自身的安全很重要。
本手册中所述的产品及材料会因技术原因或工作原因随时更改,我们保留更改的权利,恕不另行通知。
说明书的内容属于有价技术资料,不得交付第三方复印或转让。
2.严格按本说明书操作、维护压机,未按本说明书操作、维护产生的不良后果本公司不负责任。
3.用户对说明书必须妥善保管,为便于查阅,说明书应放在靠近设备的地方,使操作和维修人员能在需要的时候及时查阅。
4.对工作循环和机器结构进行的任何修改请向科达集团的产品支持人员咨询,只有他们才有权进行这项工作。
5.压机的使用寿命为10年,本手册也应妥善保管10年以上。
对使用非原装配件导致的设备损坏本公司不承担责任。
6.压机铭牌公称压制力(t)二.机械概述1.设备概述 KD3800全自动液压压砖机(以下简称科达系列压机)是全自动化设备,专门用于陶瓷墙地砖生产过程中的粉料压制成型。
它由主机部分、液压部分和电气控制部分组成,本机采用液压传动,用可编程控制器实现控制功能。
轴承压装机操作规程

轴承压装机操作规程
轴承压装机操作规程
一、技术性能和参数
1、电压:380V
2、频率:50Hz
3、重量:8500Kg
4、最大压力:500KN
5、压装缸行程:400mm
二、操作步骤
1、打开轴承压装机电源。
2、打开轴承压装机油泵电源。
3、打开轴承压装机控制电源。
4、调整轴承压装机控制数据。
5、空行程往复数次,以检验液压系统工作是否正常。
6、轮对、轴承放置稳定,操作压装。
7、作业完毕,切断电源,并清扫擦拭,工作面保持整洁。
三、紧急情况处理的要求和规定
1、整个压装过程中,操作者要经常观察压力表和轴承压装情况,遇有异常立即停机。
2、手动操作要注意各动作,压装压力指示超过时马上停机。
四、注意事项
1、开机前应检查紧固螺栓是否松动,压装缸支撑缸是否处于初始位置。
2、使用者不许随意改动液压站溢流阀开度。
滚动轴承压装机设计说明书
目录摘要 -------------------------------------------------------------------------------------------------------------------- 1Abstract -----------------------------------------------------------------------------------------------------------------2第1章绪论 -------------------------------------------------------------------------------------------------------------31.1 概述--------------------------------------------------------------------------31.2 WY滚动轴承压装机简介---------------------------------------------------------3第2章设计内容及任务要求------------------------------------------------------------52.1 设计内容及要求---------------------------------------------------------------52.2 液压系统的设计流程-----------------------------------------------------------6第3章液压系统的设计计算------------------------------------------------------------73.1 轴承压装机液压缸的设计及计算--------------------------------------------------73.1.1 分析工况及设计要求,绘制液压系统草图-----------------------------------------73.1.2 计算液压缸的外负载---------------------------------------------------9 3.1.2.1 压装缸--------------------------------------------------------------------93.1.2.2 夹紧缸--------------------------------------------------------------------93.1.2.3 顶起定位缸----------------------------------------------------------------93.1.2.4 确定系统的工作压力--------------------------------------------------------93.2 确定液压缸的几何参数----------------------------------------------------------93.2.1 压装缸尺寸计算--------------------------------------------------------------93.2.1.1 液压缸工作压力的确定------------------------------------------------------93.2.1.2 液压缸内径D和活塞杆直径d的确定-------------------------------------9 3.2.1.3 液压缸壁厚和外径的计算---------------------------------------------------103.2.1.4 液压缸工作行程的确定-----------------------------------------------------113.2.1.5 缸盖厚度的确定-----------------------------------------------------------113.2.1.6 最小导向长度的确定-------------------------------------------------------133.2.1.7 缸体长度的确定-----------------------------------------------------------143.2.1.8 活塞杆稳定性的验算-------------------------------------------------------143.2.2 定位缸及其主要尺寸的确定--------------------------------------------------143.2.2.1 液压缸工作压力的确定------------------------------------------------143.2.2.2 液压缸内径D和活塞杆直径d的确定------------------------------------153.2.2.3 液压缸壁厚和外径的计算和选取----------------------------------------163.2.2.4 液压缸工作行程的确定-----------------------------------------------173.2.2.5 缸盖厚度的确定------------------------------------------------------173.2.2.6 最小导向长度的确定--------------------------------------------------173.2.2.7 缸体长度的确定------------------------------------------------------173.2.2.8 计算液压缸主要零件的强度和刚度--------------------------------------173.2.3 夹紧缸及其主要尺寸的确定----------------------------------------------183.2.3.1 液压缸工作压力的确定------------------------------------------------183.2.3.2 液压缸内径D和活塞杆直径d的确定------------------------------------183.2.3.3 液压缸壁厚和外径的计算和选取----------------------------------------193.2.3.4 液压缸工作行程的确定------------------------------------------------203.2.3.5 缸盖厚度的确定------------------------------------------------------203.2.3.6 最小导向长度的确定--------------------------------------------------213.2.3.7 缸体长度的确定------------------------------------------------------213.2.3.8 计算液压缸主要零件的强度和刚度--------------------------------------213.3 液压缸的结构设计--------------------------------------------------------233.3.1 压装液压缸的结构设计--------------------------------------------------233.3.1.1 缸体与缸盖的连接形式------------------------------------------------233.3.1.2 活塞杆与活塞的连接结构----------------------------------------------233.3.1.3 活塞杆导向部分的结构------------------------------------------------233.3.1.4 活塞及活塞杆处密封圈的选用------------------------------------------243.3.1.5 液压缸的缓冲装置----------------------------------------------------243.3.1.6 液压缸的排气装置----------------------------------------------------243.3.2 夹紧液压缸和定位液压缸的结构设计-------------------------------------243.4 液压系统元件的分析和选择------------------------------------------------243.4.1 确定供油方式----------------------------------------------------------253.4.2 调速方式的选择--------------------------------------------------------253.4.3 速度换接方式的选择----------------------------------------------------25继续阅读。
伺服压装机说明书
伺服压装机说明书1、设备规格与技术参数:设备名称:XSC-5000-200-3 伺服电子压力机外形尺寸:落地式地面距工作台高为900mm工作台面尺寸:420mm(左右)*410mm(前后)最大开口:500mm喉深:250mm最大行程:200mm模柄尺寸:Φ16(﹢0.05~﹢0.1)深30四周距模头下平面12位置均开4×M8通孔最大压力:5000Kgf压力允许范围:50—5000Kgf压力设定单位:0.1Kgf设备功率:2.9KW工作电压:三相AC380V,50HZ显示器:10吋彩色I/O 接口:USB2.0I/O开关电源:提供内置DC24V电源(2.5A)程序:可存储100套应用程序位置定位精度:<0.01mm压装速度:0.1-35mm/s快进速度:0-100mm/s保压时间:0-99S压力重复精度:≤1‰2、设备功能与特性:伺服电子压力机由伺服马达驱动精密丝缸实施精密压装作业;压闭装模式:1)恒定压装速度,设定精确位置停止;2)恒定压装速度,设定精确压力停止;3)恒定压装速度,设定精确位移停止;环保、节能、安全:通过交流伺服电机驱动电子压力能提供洁净的工作环境。
电子压力机和气压、液压设备相比节能80%,为了确保安全,电子压力机设置了故障保护电路,可选择安全光栅与I/O接口通迅。
质量判定功能:在线质量检测功能,确保产品质量;取样点可自由设定(5点)。
参数报表储存功能:通过USB接口连接,压装作业数据结果能有序的储存在U盘。
以确保产品数据的可追溯性,有效控制生产质量。
触摸式控制屏:人机界面是清晰的大屏幕液晶触摸屏,提供了友好的人机对话功能。
自诊断能:设备发生故障,电子压力机能显示错误信息,并提示解决方案,方便很快找出问题并解决。
(服务支持:400-6626-500)多功能1/O通迅接口:通过该接口可以与外部设备通迅,方便全自动化的整合;3、设备基本操作:1) 参数设置状态,双手按下两只按钮,压力头慢速滑行,当释放任一按钮,压力头保存在当前位置,继续按下,压头继续滑行.当同时释放两只按钮时,压力头慢速滑行回原位。
压装机安全操作规程通用版

操作规程编号:YTO-FS-PD243压装机安全操作规程通用版In Order T o Standardize The Management Of Daily Behavior, The Activities And T asks Are Controlled By The Determined Terms, So As T o Achieve The Effect Of Safe Production And Reduce Hidden Dangers.标准/ 权威/ 规范/ 实用Authoritative And Practical Standards压装机安全操作规程通用版使用提示:本操作规程文件可用于工作中为规范日常行为与作业运行过程的管理,通过对确定的条款对活动和任务实施控制,使活动和任务在受控状态,从而达到安全生产和减少隐患的效果。
文件下载后可定制修改,请根据实际需要进行调整和使用。
1、设备规格与技术参数:设备名称:XSC-5000-200-3 伺服电子压力机外形尺寸:落地式地面距工作台高为900mm工作台面尺寸:420mm(左右)*410mm(前后)最大开口:500mm喉深:250mm最大行程:200mm模柄尺寸:Φ16(﹢0.05~﹢0.1)深30四周距模头下平面12位置均开4×M8通孔最大压力:5000Kgf压力允许范围:50-5000Kgf压力设定单位:0.1Kgf设备功率:2.9KW工作电压:三相AC380V,50HZ显示器:10吋彩色I/O 接口:USB2.0I/O开关电源:提供内置DC24V电源(2.5A)程序:可存储100套应用程序位置定位精度:<0.01mm压装速度:0.1-35mm/s快进速度:0-100mm/s保压时间:0-99S压力重复精度:≤1‰2、设备功能与特性:伺服电子压力机由伺服马达驱动精密丝缸实施精密压装作业;压闭装模式:1)恒定压装速度,设定精确位置停止;2)恒定压装速度,设定精确压力停止;3)恒定压装速度,设定精确位移停止;环保、节能、安全:通过交流伺服电机驱动电子压力能提供洁净的工作环境。
Arcan 12-20吨手动车间压力机装配说明书
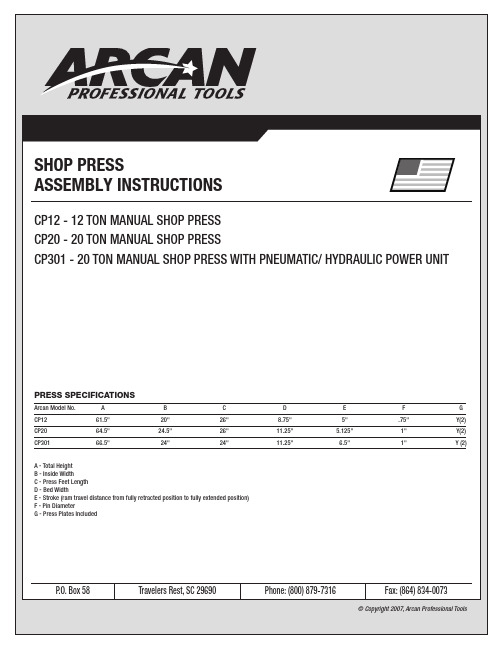
SHOP PRESSASSEMBLY INSTRUCTIONSCP12 - 12 TON MANUAL SHOP PRESSCP20 - 20TON MANUAL SHOP PRESSCP301 - 20 TON MANUAL SHOP PRESS WITH PNEUMATIC/ HYDRAULIC POWER UNITPRESS SPECIFICATIONSArcan Model No. A B C D E F G CP1261.5"20"26"8.75"5".75"Y(2) CP2064.5"24.5"26"11.25" 5.125"1"Y(2) CP30166.5"24"24"11.25" 6.5"1"Y (2)A - Total HeightB - Inside WidthC - Press Feet LengthD - Bed WidthE - Stroke (ram travel distance from fully retracted position to fully extended position)F - Pin DiameterG - Press Plates IncludedP.O. Box 58 Travelers Rest, SC 29690 Phone: (800) 879-7316 Fax: (864) 834-0073© Copyright 2007, Arcan Professional ToolsSAFETY INFORMATIONThis symbol alerts you to the possibilityof serious injury or death if instructionsare not followed.This symbol alerts you to the possibilityof damage to or destruction of equipmentif instructions are not followed.Failure to heed these warnings may result in lossof load, damage to the press and/or failureresulting in property damage, personal or fatal injury. This operating manual contains important details concerning the safe operation of this tool. The user must read and understand these details before any use of the tool. This manual must be retained for future reference.• Read, study, and understand all instruction manuals packed with this press before operating.• Always wear safety goggles.• Parts being pressed may splinter, shatter, or be ejected from the press at a dangerous rate of speed. Because of the variety of pressapplications, it is your responsibility to always use adequate guardsand wear eye protection and heavy protective clothing when operatingthepress.• Visual inspection should be made before each use of the press, checking for signs of cracked welds, bent bed pins, loose or missing bolts, leaks, or any other structural damage.• Do not go near leaks. High pressure oil can puncture skin and cause serious injury, gangrene, or death. If injured, seek emergency medical help. Immediate surgery is required to remove oil.• Keep hands and fingers out of the press and away from parts that may shift and pinch. Do not stand in front of work area when load is applied. • Always use an accurate pressure gauge to measure pressing force.• Do not exceed the rated capacity of this press.• Never tamper with hydraulic system pressure settings.• Do not substitute bolts, pins or any part of the components. Use only genuine factory replacement parts.• Always center load on ram plunger. Offset loads can damage ram and may cause load to eject at a dangerous rate of speed.• Remove all loads from press bed before attempting to adjust bed height.Beware of possibility of falling bed.• Press only on loads supported by press bed and included press plates.Do not support loads on floor or press frame.• When using any accessories such as arbor plates, be certain they are centered on press bed and are in full contact with press bed.• Before applying load, be certain all press bed supporting pins are fullyengaged.• Always use a bearing shield when pressing bearings. Use caution when positioning work to be pressed to ensure that the item that is to bepressed cannot be dislodged or broken during press work. This mayresult in the item being ejected from the press at a dangerous rate ofspeed.• Release hydraulic pressure before loosening any fittings.• Maintain proper hydraulic fluid levels.• Do not make any alterations to the press.OWNER/USER RESPONSIBILITYThe owner and/or user must have an understanding of the manufacturer's operating instructions and warnings before using this press. Personnel involved in the use and operation of equipment must be careful, competent, trained, and qualified in the safe operation of the equipment and its proper use when servicing motor vehicles and their components.Warning information should be emphasized and understood.If the operator is not fluent in English, the manufacturer's instructions and warnings must be read to and discussed with the operator in the operator's native language by the purchaser/owner, making sure thatthe operator comprehends its contents.Owner and/or user must study and maintain for future reference the manufacturer’s instructions. Owner and/or user is responsible for keeping all warning labels and instruction manuals legible and intact. Replacement labels and literature are available from the manufacturers.INSPECTIONVisual inspection of the shop press should be made before each use of the press, checking for damaged, loose or missing parts. Each press must be inspected by a manufacturer’s repair facility immediately if subjected to an abnormal load or shock. Any press which appears to be damaged in any way, is found to be badly worn, or operates abnormally must be removed from service until necessary repairs are made by a manufacturers's authorized repair facility. It is recommended that an annual inspection of the press be made by a manufacturer’s authorized repair facility and that any defective parts, decals or warning labels be replaced with manufacturer’s specified parts. A list of authorized repair facilities is available from the manufacturer. SAFETY INSTRUCTIONS• CHECK YOUR LOCAL, STATE AND FEDERAL REGULATIONS REGARDING THE SAFE USE OF THIS EQUIPMENT.• Your safety is a top priority. Please handle equipment with care.• Fully retract unit and remove all items from the press bed frame.• Support the press bed and remove the pins.• Raise or lower bed to desired height and reinstall press pins. Be certain pins are fully engaged in the parallel flanges of the upright columns.• Position press on a flat, level, hard surface, preferably concrete.Make sure all nuts and bolts are tight.• Clear the area of bystanders, especially small children, before using.• Set the press bed to the required height. The press is most effective when the work piece is located 1 inch below the ram’s retracted position.The compression stroke can include the entire 5 inch working range.• The press is designed to exert a force on anything which is positioned beneath its ram. The work piece can be ejected from under the ram ata high rate of speed and can injure someone.• Pressing Bearings: It is essential that you use the bearing shield when pressing bearings are on or off.OPERATION1. Press beds are adjustable up and down to fully take advantageof available ram travel and numerous work pieces.2. Slowly open release valve on power unit. With the power unitin its stored position, remove all items from the press bed.3. Be sure press bed is supported properly and remove press bed pins.4. Raise or lower press bed to desired height, and reinstall pressbed pins. Be certain pins are completely through both sidesof frame, as these pins are the major support mechanism for the bed.We want to know if you have any problems with our products.If you are missing any parts or find any damage, call Arcan directly,and we will remedy the situation. Please do not call the store whereyou purchased this product.Phone: (800) 879-7316Email:**********************。
轴承压装机技术规格书
中国北车集团长春轨道客车股份有限公司吉林省长春市青荫路435号《轴承压装机》技术规格书1 设备名称:轴承压装机2 数量:贰套3 交货日期:签定合同后四个月安装调试完成4 投标语言:中文5 投标币种:人民币6 报价方式:到买方现场价7设备主要用途说明:主要用于CRH3和CRH5动车组等各种转向架整体密封轴承的冷压装工作。
8 设备主要要求及主要规格参数8.1 主要配置(每套)●主机1套●专用工装工具1套●校验装置(包括软硬件) 1套●控制系统1套●A4打印机1套8.2 设备基本要求8.2.1采用整体龙门式结构,应有足够的刚性、优良的静态及动态性能,并须有可靠的安全防护装置。
8.2.2采用先进可靠的电气和控制系统。
8.2.3必须是全新设备(包括所有零部件、元器件和附件)并须选用全新优质材料制造,所选用的机械、电子、电气元件应是先进、优质、可靠、实用的系列产品,符合中国相关标准。
使用性能良好,适合大批量生产作业。
8.2.4设备所有装置和仪表的度量全部采用国际单位制(SI)标准;所有装置和仪表的设计及试验应符合国际工业标准(ISO)及国际电工标准(IEC)。
设备的所有电气部件的保护等级均不低于IP54。
8.2.5设备操作简单,易于保养、维护、修理。
8.2.6投标方应在标书中明确如下内容:●应详述该设备的结构、工作原理和生产过类似设备的用户及使用※情况。
投标者所提供的设备应是技术成熟的产品。
●须提供该设备控制和电气、液压系统等主要结构图、剖视图等详细资料。
●须提供该设备外形尺寸、功率等各项技术规格参数。
8.2.7设备的所有零部件外露表面应有防腐、防锈措施;设备外表面应喷涂防锈底漆及面漆,面漆颜色另行商订。
8.3 主要技术要求※8.3.1设备能够完成CRH3、CRH5和其它转向架的动拖车轮对的整体密封轴承的压装工作,应采取措施保证轴承压装过程稳定可靠,并保证压装力检测和压装曲线记录真实准确。
※8.3.2设备能够完成空心轴、实心轴、轴径φ130、轴径φ120、轴端顶尖孔为60°或90°、动车轮对齿轮箱在轮对中心或不在中心等各种车型转向架的轮对轴承压装工作,并提供轴承装夹定位装置,卖方应提供完成这些车型所必需的专用工装工具各1套(2台设备共2套),并提供详细设计图纸。
压装机安全操作规程

压装机安全操作规程压装机是一种常见的工业设备,在生产和制造过程中被广泛使用。
为确保操作人员的安全和设备正常运行,必须遵守一些安全规程。
以下是压装机安全操作规程的一些指导原则。
一、操作前准备1. 在操作压装机之前,必须了解设备的正常运行程序。
必须掌握压装机的特点、结构、工作原理、功率参数等技术要求,避免使用不当导致事故并影响正常运行。
2. 在作业前检查压装机的各个部分,以确保它没有损坏或受到磨损,可以正常工作。
3. 将工作场地整理整齐,保持压装机周围的干净和安静。
在安全门等关键部位设置警示标志和告示牌,提醒工作人员和其他人员注意安全。
4. 在进行压装机工作时,必须佩戴安全帽、手套、防护眼镜等个人防护设备,避免因操作不当导致人身伤害或肢体损伤。
二、操作过程中注意事项1. 在操作过程中,禁止将任何物体伸出压装机的工作范围。
在设备内部或任何其他零部件出现故障或堵塞时,必须停止操作并进行检查和维修。
2. 在安装或更换压装机零部件时,必须关闭电源,只有确保设备安全后才可以进行工作。
在操作过程中,严禁对设备进行任何形式的修改和改进,以避免危险和损坏设备。
3. 了解压装机的最大额定压力和最大工作压力范围,严禁超出这些限制进行操作。
如需更改工作压力,请先关闭电源,更换所需零件,并重新调节压力。
4. 操作压装机时,应确保安全阀正常工作,并且每个阀门都应处于适当的位置。
5. 当操作人员需要离开设备时,必须先关闭电源,并确保所有机械部件已全部停止运转。
三、使用后维护1. 在压装机使用后,必须对设备进行彻底清洁,完全清除设备内部和外部的污垢和粉尘,以确保设备保持干净和运作正常。
2. 每次使用后,必须对压装机进行检查和维修,以确保设备能够正常运行。
如果发现任何故障或问题,必须立即处理。
3. 定期维护压装机并保养设备,以确保其在未来的使用中保持正常工作。
必须按时更换零部件,保证设备的完好性和稳定性。
通过上述安全操作规程,可以保证压装机的使用安全,不仅提高了工作效率,也有效地保护设备,并尽可能降低无法预料的因素,增强了操作人员的安全感。
压装机安全操作规程标准范本

操作规程编号:LX-FS-A25307 压装机安全操作规程标准范本In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall BehaviorCan Reach The Specified Standards编写:_________________________审批:_________________________时间:________年_____月_____日A4打印/ 新修订/ 完整/ 内容可编辑压装机安全操作规程标准范本使用说明:本操作规程资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。
资料内容可按真实状况进行条款调整,套用时请仔细阅读。
1、设备规格与技术参数:设备名称:XSC-5000-200-3 伺服电子压力机外形尺寸:落地式地面距工作台高为900mm工作台面尺寸:420mm(左右)*410mm(前后)最大开口:500mm喉深:250mm最大行程:200mm模柄尺寸:Φ16(﹢0.05~﹢0.1)深30四周距模头下平面12位置均开4×M8通孔最大压力:5000Kgf压力允许范围:50-5000Kgf压力设定单位:0.1Kgf设备功率:2.9KW工作电压:三相AC380V,50HZ显示器:10吋彩色I/O 接口:USB2.0I/O开关电源:提供内置DC24V电源(2.5A)程序:可存储100套应用程序位置定位精度:<0.01mm压装速度:0.1-35mm/s快进速度:0-100mm/s保压时间:0-99S压力重复精度:≤1‰2、设备功能与特性:伺服电子压力机由伺服马达驱动精密丝缸实施精密压装作业;压闭装模式:1)恒定压装速度,设定精确位置停止;2)恒定压装速度,设定精确压力停止;3)恒定压装速度,设定精确位移停止;环保、节能、安全:通过交流伺服电机驱动电子压力能提供洁净的工作环境。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压装机说明书
1、设备规格与技术参数:
设备名称:XSC-5000-200-3 伺服电子压力机
外形尺寸:落地式地面距工作台高为900mm
工作台面尺寸:420mm(左右)*410mm(前后)
最大开口:500mm
喉深:250mm
最大行程:200mm
模柄尺寸:Φ16(﹢0.05~﹢0.1)深30四周距模头下平面12位置均开4×M8通孔
最大压力:5000Kgf
压力允许范围:50—5000Kgf
压力设定单位:0.1Kgf
设备功率:2.9KW
工作电压:三相AC380V,50HZ
显示器:10吋彩色
I/O 接口:USB2.0
I/O开关电源:提供内置DC24V电源(2.5A)
程序:可存储100套应用程序
位置定位精度:<0.01mm
压装速度:0.1-35mm/s
快进速度:0-100mm/s
保压时间:0-99S
压力重复精度:≤1‰
2、设备功能与特性:
伺服电子压力机由伺服马达驱动精密丝缸实施精密压装作业;
压闭装模式:
1)恒定压装速度,设定精确位置停止;
2)恒定压装速度,设定精确压力停止;
3)恒定压装速度,设定精确位移停止;
环保、节能、安全:通过交流伺服电机驱动电子压力能提供洁净的工作环境。
电子压力机和气压、液压设备相比节能80%,为了确保安全,电子压力机设置了故障保护电路,可选择安全光栅与I/O接口通迅。
质量判定功能:在线质量检测功能,确保产品质量;取样点可自由设定(5点)。
参数报表储存功能:通过USB接口连接,压装作业数据结果能有序的储存在U盘。
以确保产品数据的可追溯性,有效控制生产质量。
触摸式控制屏:人机界面是清晰的大屏幕液晶触摸屏,提供了友好的人机对话功能。
自诊断能:设备发生故障,电子压力机能显示错误信息,并提示解决方案,方便很快找出问题并解决。
(服务支持:400-6626-500)
多功能1/O通迅接口:通过该接口可以与外部设备通迅,方便全自动化的整合;
3、设备基本操作:
1) 参数设置状态,双手按下两只按钮,压力头慢速滑行,当释放任一按钮,压力头保存在当前位置,继续按下,压头继续滑行.当同时释放两只按钮时,压力头慢速滑行
回原位。
2) 运行状态下,作为设备启动触发信号,为了确保安全和适宜用于不同的生产需求,启动模式分为以下三种:
A:双手触发启动,为确保操作者的人身安全,在加装光栅保护的工作环境下,将电子压力机设置为双手触发启动模式,在1秒时间内双手同时按下启动按钮,电子压力机自动启动并完成一个工作循环;
B:双手持续启动,为确保操作者的人身安全,在没有外加光栅保护的工作环境下,将电子压力机设置为双手持续启动模式,在1秒时间内双手同时按下启动按钮并长按按钮,直到完成一个工作循环,如果在压装程中释放任一按钮电子压力停在当前位置,并报警;
C:单循环压装模式;采用A、B启动模式,每启动一次设备完成一个工作循环,此模式适用于零部件的压装连接;
D:往复循环试验模式;使用此模式必须关闭B启动模式功能,在此模式下按下左按钮设备开始启动往复完成同一压装程序,按下右按钮时完成循环压装作业,此模式适用于产品疲劳试验;
3)压力校准模式下,按下左按钮压力头向下寸动,按下右按钮向上寸动。
紧急停止: 在任何状态下作为紧急停止用,在发生紧急情况下,按下急停按钮,设备将处于暂停状态,设备无法进入下一步动作,只有人工逆时针旋转按钮,让按钮释放后才能正常运行。
4、基本参数设置说明:
1 程序号即程序代码或程序名,每一组程序对应的唯一标识。
在运行状态下的首页中可以选择0—99任一程序号运行或参数设置。
在其它状态或模式下不能进行选择操作。
2 压装模式程序模式为运行时的动作模式,必须在设置界面才能选择
系统有三种压装模式供选择:
1)恒定压装速度,设定精确位置停止;
2)恒定压装速度,设定精确压力停止;
3)恒定压装速度,设定精确位移停止;
4 当前位置显示压力头当前相对设备机械原点所在位置。
5 当前压力显示当前压力值。
6 工作原点压装程序的工作原点设定值,即每完成一个工作循环后,返回的位置,合理的设置工作原点,能有效提高工作效率。
在参数设置状态下可以对该参数进行设置。
7 开始位置压装过程中,压力头开始压装的起始位置,即表示,压力头从快速状态进入慢速压装状态。
8 压装终点在“恒定压装速度,设定精确位置停止”模式中,压装终点的设定值。
9 快进速度压力头在快速行程中的速度的设定值;
10 控测速度压力头接即将接触负荷时的探测速度的设定值;
11 保压时间压力头压装工件的保压时间的设定值;
12 接触力压装过程中的区域范围内的最小接触力设定值;
13 压装力压装过程中的最大允计压力设定值;
14 质量判定开关选择OK/NG判定功能的开关,当选择此功能时,压装过程中将对压结果进行质量判定,并有相应的信号输出。
关闭此功能时,默认压装质量为合格。
15 终止压力在“恒定压装速度,设定精确力停止”程序模式,设定精确压装停止力;
16 压装位置在“恒定压装速度,设定精确位置停止”程序模式下,设定压装下限位置。
5、运行状态和作业数据说明:
1 运行信息提示框显示当前压力机的工作状态:
1)“程序不完整,请选择完整程序或重新设置程序参数”
2)“请按下双手按钮启动电子压力机
3)“快速行程中”
4)“压装过程中”
5)“保压中”
6)“返回中”
7)“急停按钮动作,请释放急停按钮”
8)“外部急急停按钮动作,请释放急停按钮”
9)“外部光栅动作”
2 生产量显示当前累计的生产数量,可通通过右边清零按钮清除数据;
3 压装质量显示当前压装结果的结果,
1) 运行中
2) NG
3) OK
4 合格生产量统计当前生产的合格累计数量,生产量清零后,该数据自动清零;
5 不良生产量统计当前生产的不合格累计数量,生产量清零后,该数据自动清零;
6 合格率统计当前合格生产量的合格率,生产量清零后,该数据自动清零;
7 压装时间当前压装过程中所需的总的压装时间
8 累计生产量统计累计的生产量,可通通过右边清零按钮清除数据;
9 终止位置当前压装作业终止的位置,
10 终止压力当前压装作业的终止时的压力值;
11接触力位置当前压装作业中压力头接触到压力时的位置;
12 最小压力OK/NG叛定功能开启状态下,在开始检测位置到终止位置之间检测到的最小压力,当此功能关闭时,显示“功能关闭”;
13最大压力当前压装作业中检测到最大压力。
14待机时间当前压装与之前压装之间的间隔时间。
15工作时间率当前压装作业所需时的比率。
16压装时间累计设备历史压装累计时间,可能通过右边“清零”按钮清零。
17待机时间累计设备历史待机累计时间,可以通过右边“清零”按钮清零。
18工作时间率历史工作时间率。
6、插接板各接口功能如下:
USB1 取样资料存储接口
USB2 人机屏编程接口
I/O-SYS 多功能通迅接口(备用).
COM RS232通迅接口(备用)
BU BOX 按钮盒插口
FIXTURE 夹具信号插口
LIGHT CURTAIN 安全光栅。